Effect of Sintering Temperature on the Properties of Highly Electrical Resistive SiC Ceramics as a Function of Y2O3-Er2O3 Additions

Abstract
:1. Introduction
2. Experiment Procedure
3. Results and Discussion
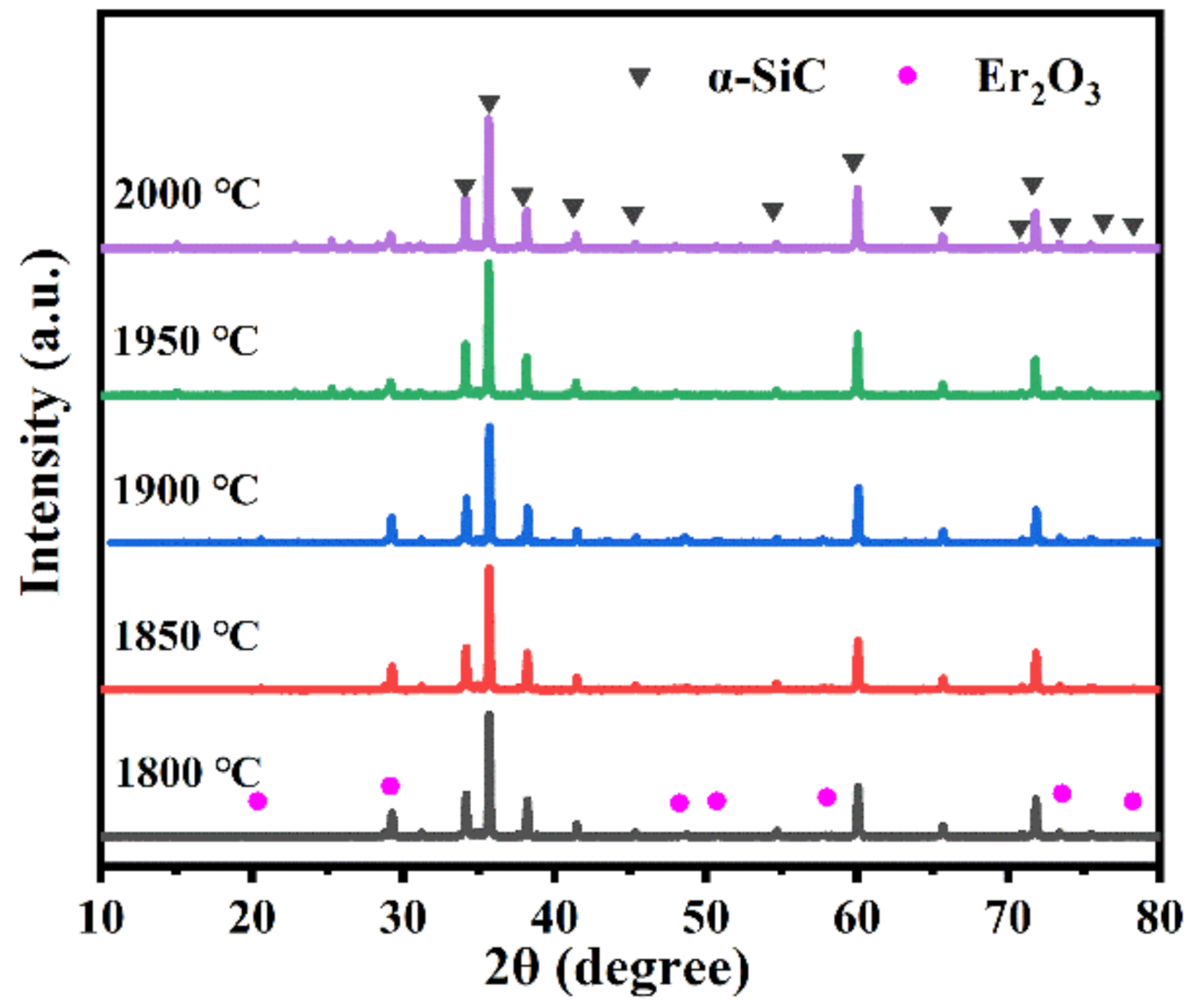
3.1. Phase Composition
3.2. The Influence of Sintering Temperature
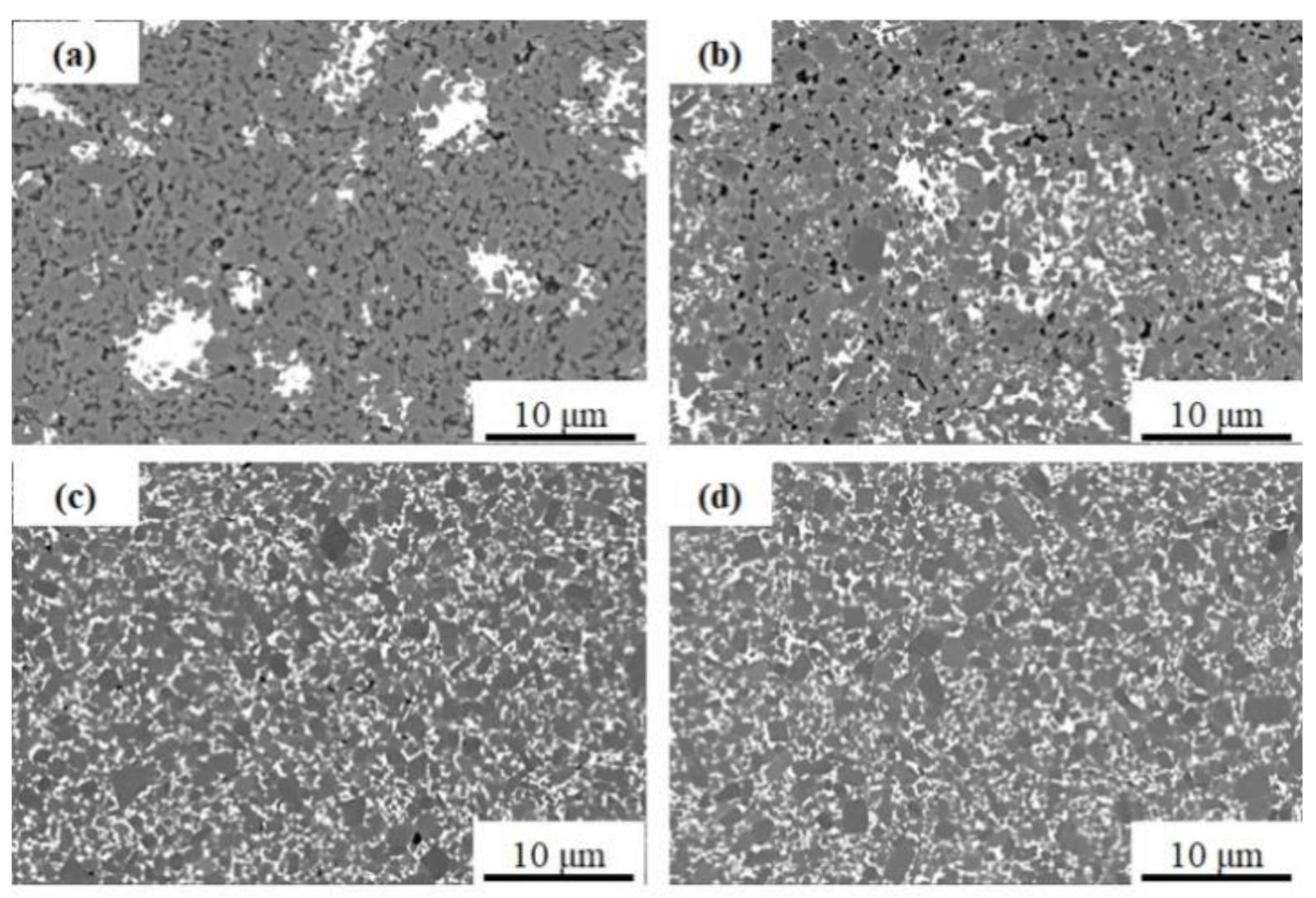
3.2.1. Microstructure
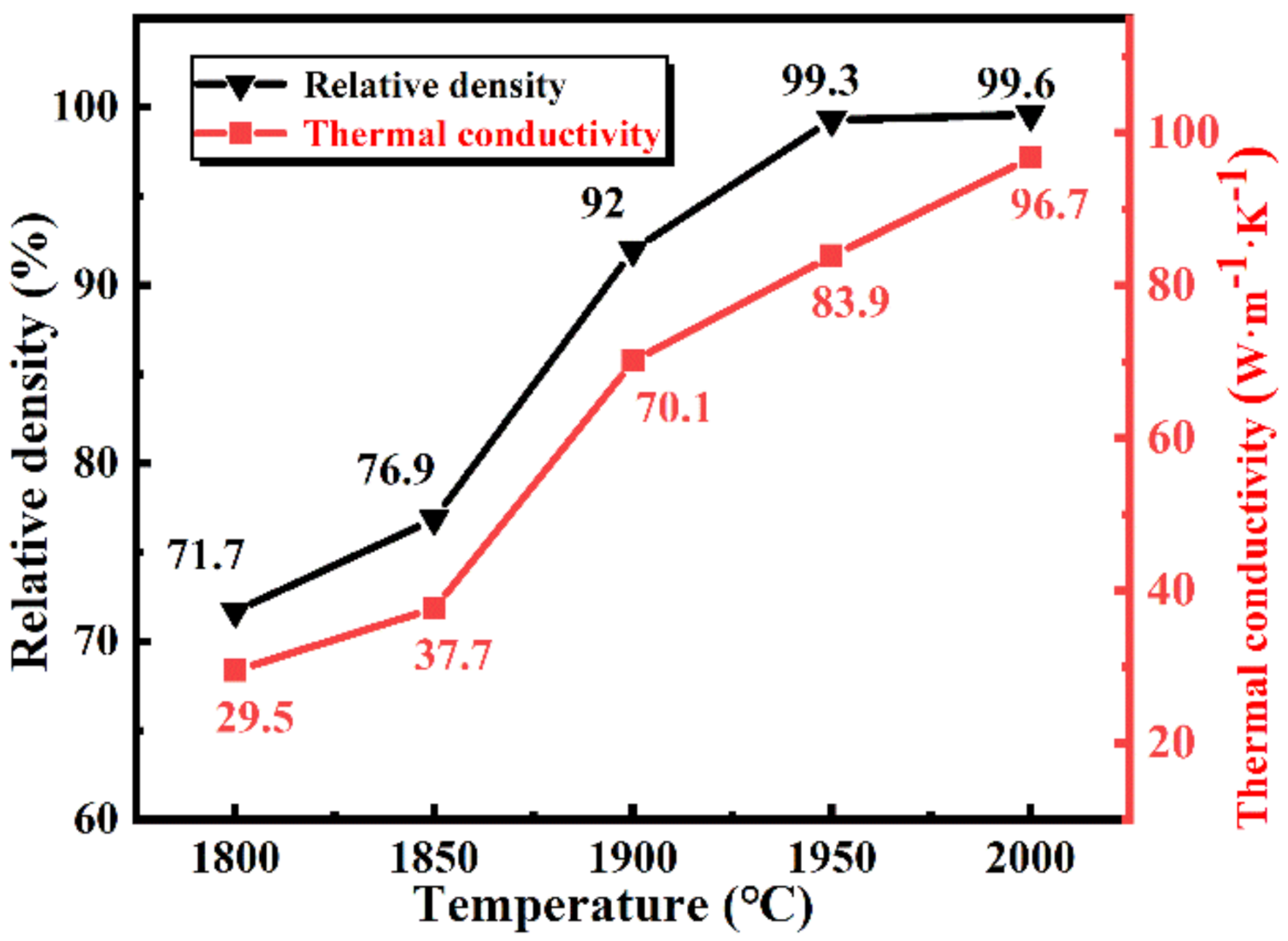
3.2.2. The Thermal Conductivity
3.2.3. The dc Resistivity
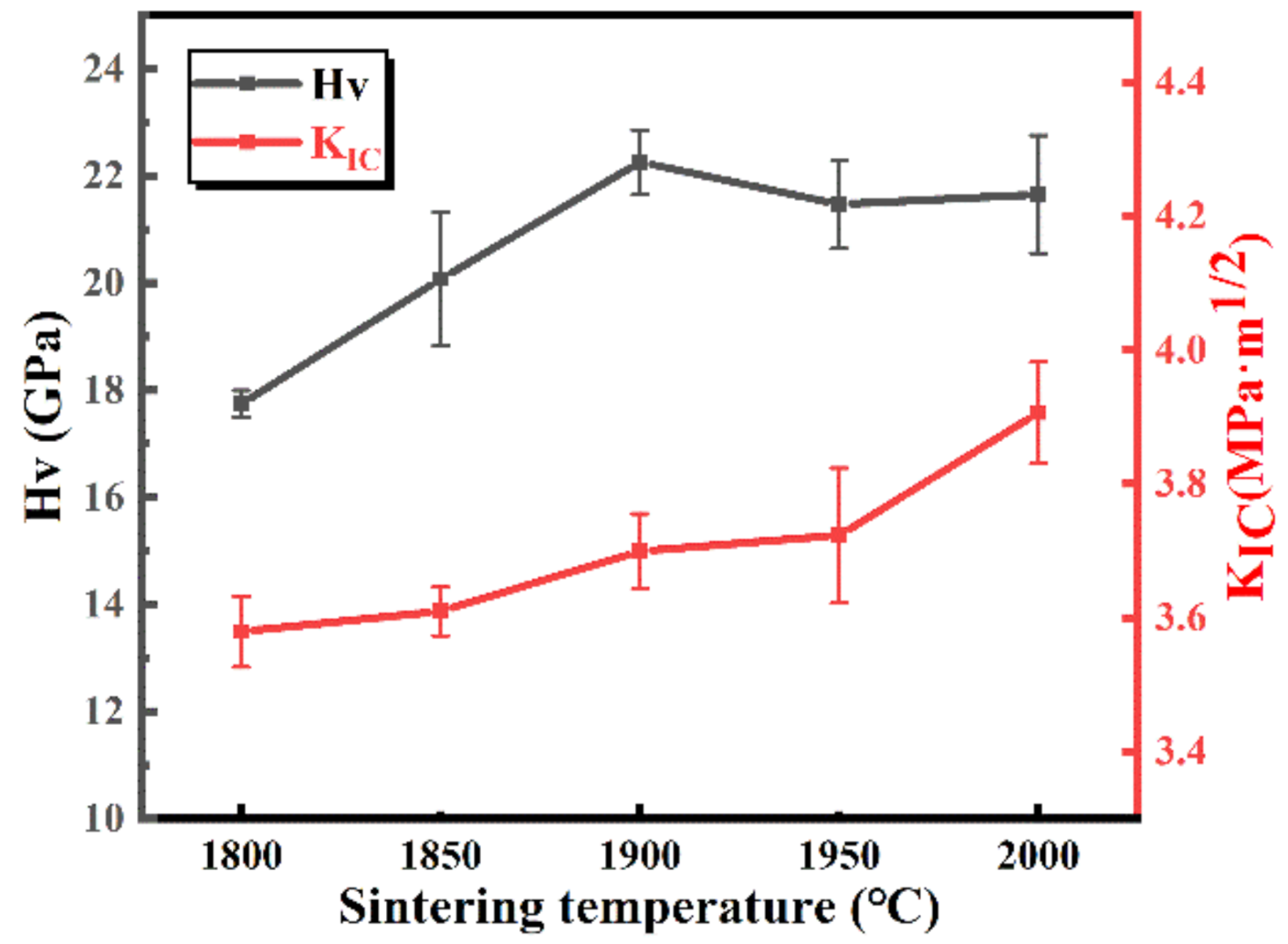
3.2.4. The Hardness and Fracture Toughness
3.3. The Influence of Sintering Additive Content
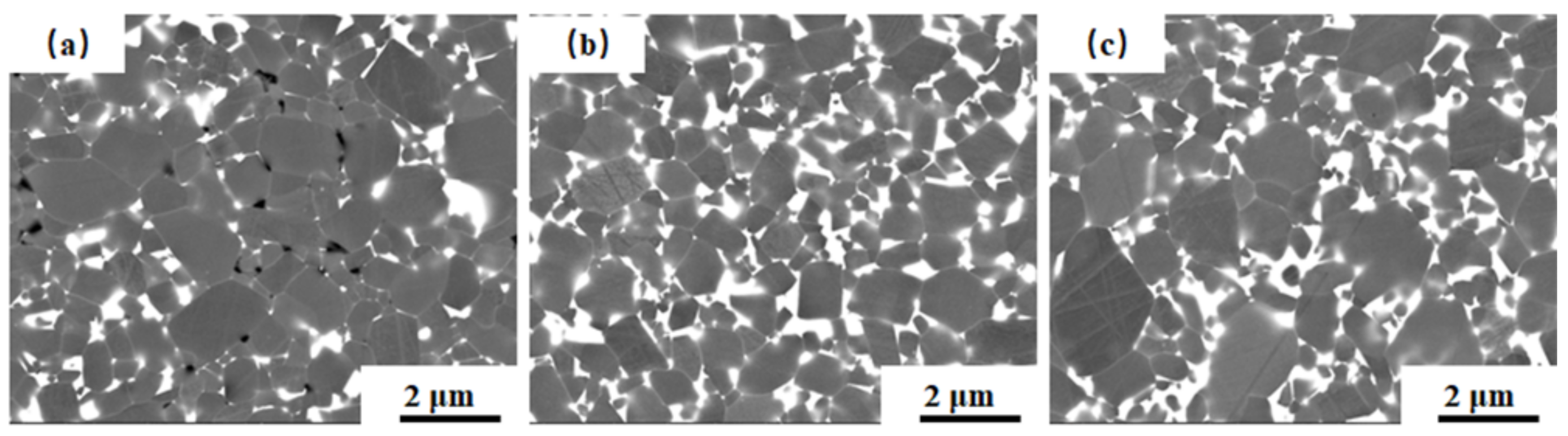
3.3.1. Microstructure
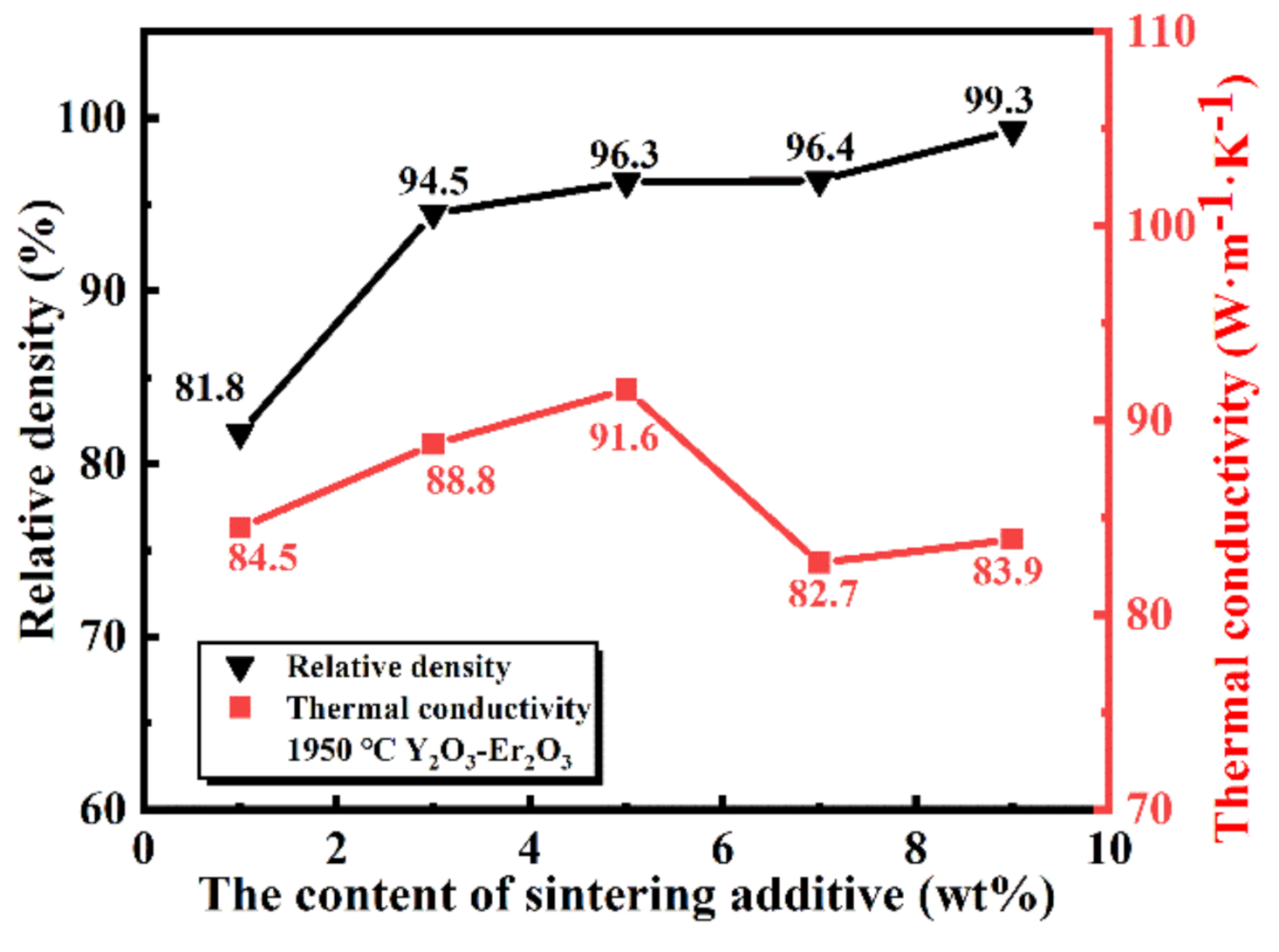
3.3.2. The Thermal Conductivity
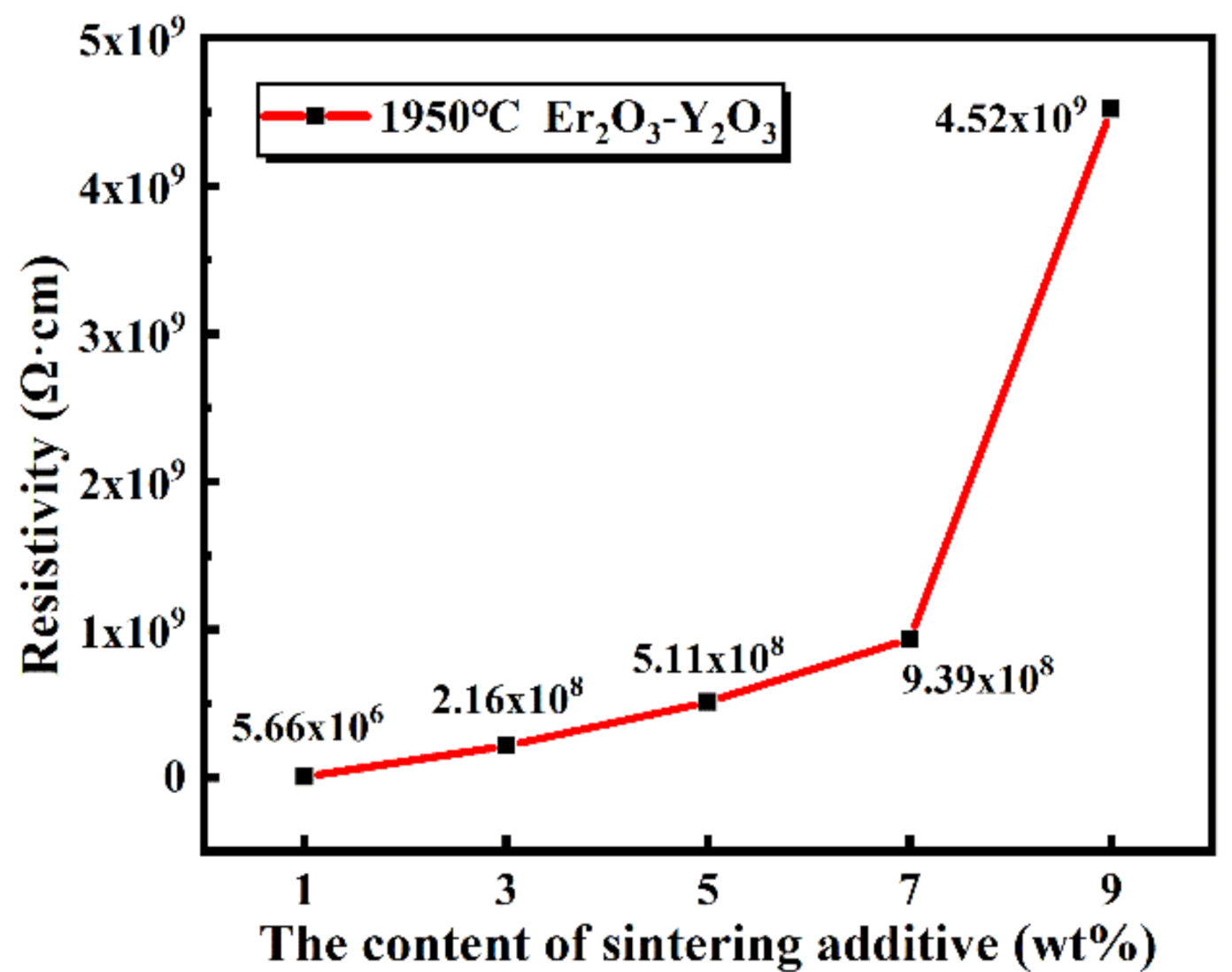
3.3.3. The dc Resistivity
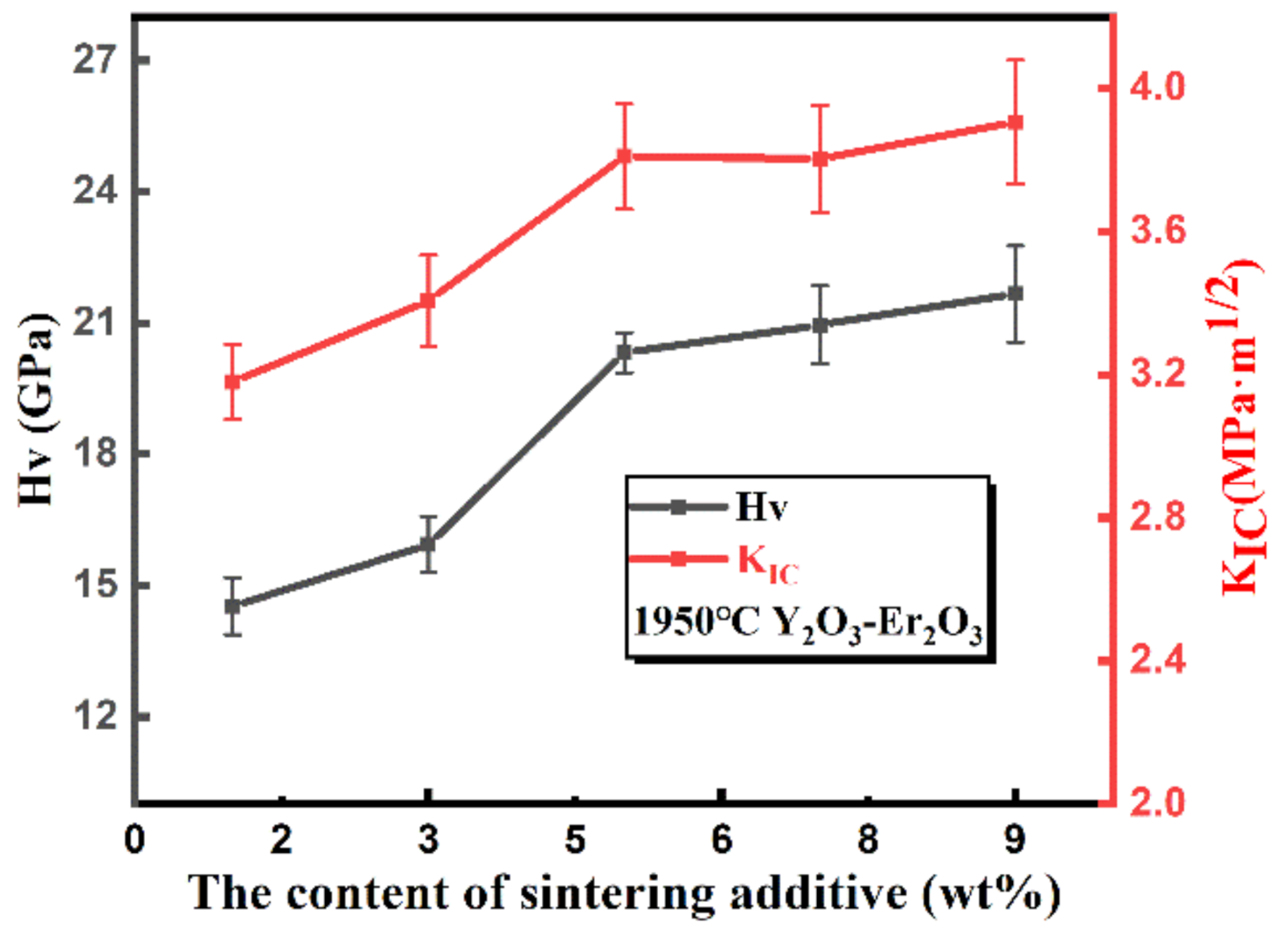
3.3.4. The Hardness and Fracture Toughness
3.4. The Influence of the Microstructure
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, Y.; Yin, J.; Wu, H.; Lu, P.; Yan, Y.; Liu, X.; Huang, Z.; Jiang, D. High thermal conductivity in pressureless densified SiC ceramics with ultra-low contents of additives derived from novel boron-carbon sources. J. Eur. Ceram. Soc. 2014, 34, 2591–2595. [Google Scholar] [CrossRef]
- Yeom, H.; Kim, Y.; Kim, K. Electrical, thermal and mechanical properties of silicon carbide-silicon nitride composites sintered with yttria and scandia. J. Eur. Ceram. Soc. 2015, 35, 77–86. [Google Scholar] [CrossRef]
- Kim, K.; Lim, K.; Kim, Y. Electrically and thermally conductive SiC ceramics. J. Ceram. Soc. Jpn. 2014, 122, 963–966. [Google Scholar] [CrossRef] [Green Version]
- Borrero-López, O.; Ortiz, A.; Guiberteau, F. Sliding-wear-resistant liquid-phase-sintered SiC processed using α-SiC starting powders. J. Am. Ceram. Soc. 2007, 90, 541–545. [Google Scholar] [CrossRef]
- Guo, X.; Cai, X.; Huang, Y.; Zhang, L.; Yang, H. Preparation and properties of low friction silicon carbide ceramic seals by pore creation. Adv. Appl. Ceram. 2014, 113, 315–319. [Google Scholar] [CrossRef]
- Nekahi, S.; Vajdi, M.; Moghanlou, F.; Vaferi, K.; Motallebzadeh, A.; Özen, M.; Aydemir, U.; Sha, J.; Asl, M. TiB2-SiC-based ceramics as alternative efficient micro heat exchangers. Ceram. Int. 2019, 45, 19060–19067. [Google Scholar] [CrossRef]
- Jiang, F.; Liu, Y.; Yang, Y.; Huang, Z.; Li, D.; Liu, G.; Liu, X. Research progress of optical fabrication and surface-microstructure modification of SiC. J. Nanomater. 2012, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Y.; Hyuga, H.; Kusano, D.; Yoshizawa, Y.; Hirao, K. A tough silicon nitride ceramic with high thermal conductivity. Adv. Mater. 2011, 23, 4563–4567. [Google Scholar] [CrossRef] [PubMed]
- Hu, F.; Xie, Z.; Zhang, J.; Hu, Z.; An, D. Promising high-thermal-conductivity substrate material for high-power electronic device: Silicon nitride ceramics. Rare Met. 2020, 39, 463–478. [Google Scholar] [CrossRef]
- Lu, H.; Bailey, C.; Yin, C. Design for reliability of power electronics modules. Microelectron. Reliab. 2009, 49, 1250–1255. [Google Scholar] [CrossRef]
- Kim, K.; Lim, K.; Kim, Y.; Lee, M.; Seo, W. Electrical resistivity of α-SiC ceramics sintered with Al2O3 or AlN additives. J. Eur. Ceram. Soc. 2014, 34, 1695–1701. [Google Scholar] [CrossRef]
- Li, Y.; Yin, J.; Wu, H.; Zhang, J.; Chen, J.; Yan, Y.; Liu, X.; Huang, Z.; Jiang, D. Microstructure, thermal conductivity, and electrical properties of in situ pressureless densified SiC-BN composites. J. Am. Ceram. Soc. 2015, 98, 879–887. [Google Scholar] [CrossRef]
- Liang, H.; Yao, X.; Deng, H.; Zhang, H.; Liu, X.; Huang, Z. High electrical resistivity of spark plasma sintered SiC ceramics with Al2O3 and Er2O3 as sintering additives. J. Eur. Ceram. Soc. 2015, 35, 399–403. [Google Scholar] [CrossRef]
- Watari, K.; Nakano, H.; Sato, K.; Urabe, K.; Ishizaki, K.; Cao, S.; Mori, K. Effect of grain boundaries on thermal conductivity of silicon carbide ceramic at 5 to 1300 K. J. Am. Ceram. Soc. 2003, 86, 1812–1814. [Google Scholar] [CrossRef]
- Nakano, H.; Watari, K.; Kinemuchi, Y.; Ishizaki, K.; Urabe, K. Microstructural characterization of high-thermal-conductivity SiC ceramics. J. Eur. Ceram. Soc. 2004, 24, 3685–3690. [Google Scholar] [CrossRef]
- Can, A.; McLachlan, D.; Sauti, G.; Herrmann, M. Relationships between microstructure and electrical properties of liquid-phase sintered silicon carbide materials using impedance spectroscopy. J. Eur. Ceram. Soc. 2007, 27, 1361–1363. [Google Scholar] [CrossRef]
- Noviyanto, A.; Yoon, D. Rare-earth oxide additives for the sintering of silicon carbide. Diamond Relat. Mater. 2013, 38, 124–130. [Google Scholar] [CrossRef]
- Kusunose, T.; Sekino, T. Increasing resistivity of electrically conductive ceramics by insulating grain boundary phase. ACS Appl. Mater. Interfaces 2014, 6, 2759–2763. [Google Scholar] [CrossRef] [PubMed]
- Liang, H.; Yao, X.; Zhang, J.; Liu, X.; Huang, Z. The effect of rare earth oxides on the pressureless liquid phase sintering of α-SiC. J. Eur. Ceram. Soc. 2014, 34, 2865–2874. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Batch Composition (wt.%) | Theoretical Density (g/cm3) |
|---|---|---|
| EY1 | 99 wt.% SiC + 0.63 wt.% Er2O3 + 0.37 wt.% Y2O3 | 3.212 |
| EY3 | 97 wt.% SiC + 1.88 wt.% Er2O3 + 1.12 wt.% Y2O3 | 3.252 |
| EY5 | 95 wt.% SiC + 3.14 wt.% Er2O3 + 1.86 wt.% Y2O3 | 3.287 |
| EY7 | 93 wt.% SiC + 4.40 wt.% Er2O3 + 2.60 wt.% Y2O3 | 3.323 |
| EY9 | 91 wt.% SiC + 5.67 wt.% Er2O3 + 3.33 wt.% Y2O3 | 3.360 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ge, S.; Yao, X.; Liu, Y.; Duan, H.; Huang, Z.; Liu, X. Effect of Sintering Temperature on the Properties of Highly Electrical Resistive SiC Ceramics as a Function of Y2O3-Er2O3 Additions. Materials 2020, 13, 4768. https://doi.org/10.3390/ma13214768
Ge S, Yao X, Liu Y, Duan H, Huang Z, Liu X. Effect of Sintering Temperature on the Properties of Highly Electrical Resistive SiC Ceramics as a Function of Y2O3-Er2O3 Additions. Materials. 2020; 13(21):4768. https://doi.org/10.3390/ma13214768
Chicago/Turabian StyleGe, Sheng, Xiumin Yao, Yingying Liu, Hang Duan, Zhengren Huang, and Xuejian Liu. 2020. "Effect of Sintering Temperature on the Properties of Highly Electrical Resistive SiC Ceramics as a Function of Y2O3-Er2O3 Additions" Materials 13, no. 21: 4768. https://doi.org/10.3390/ma13214768