3.2. Surface Roughness
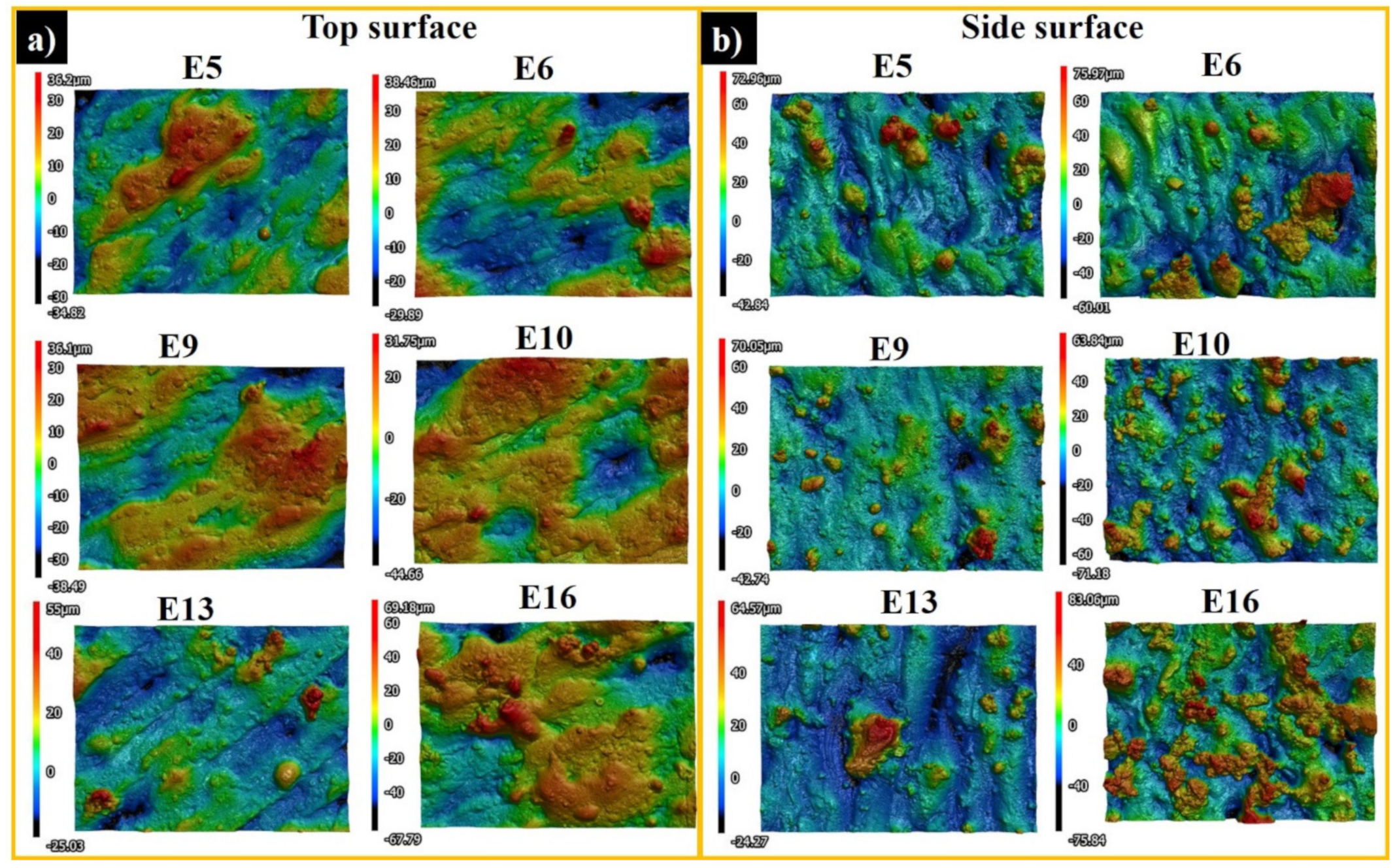
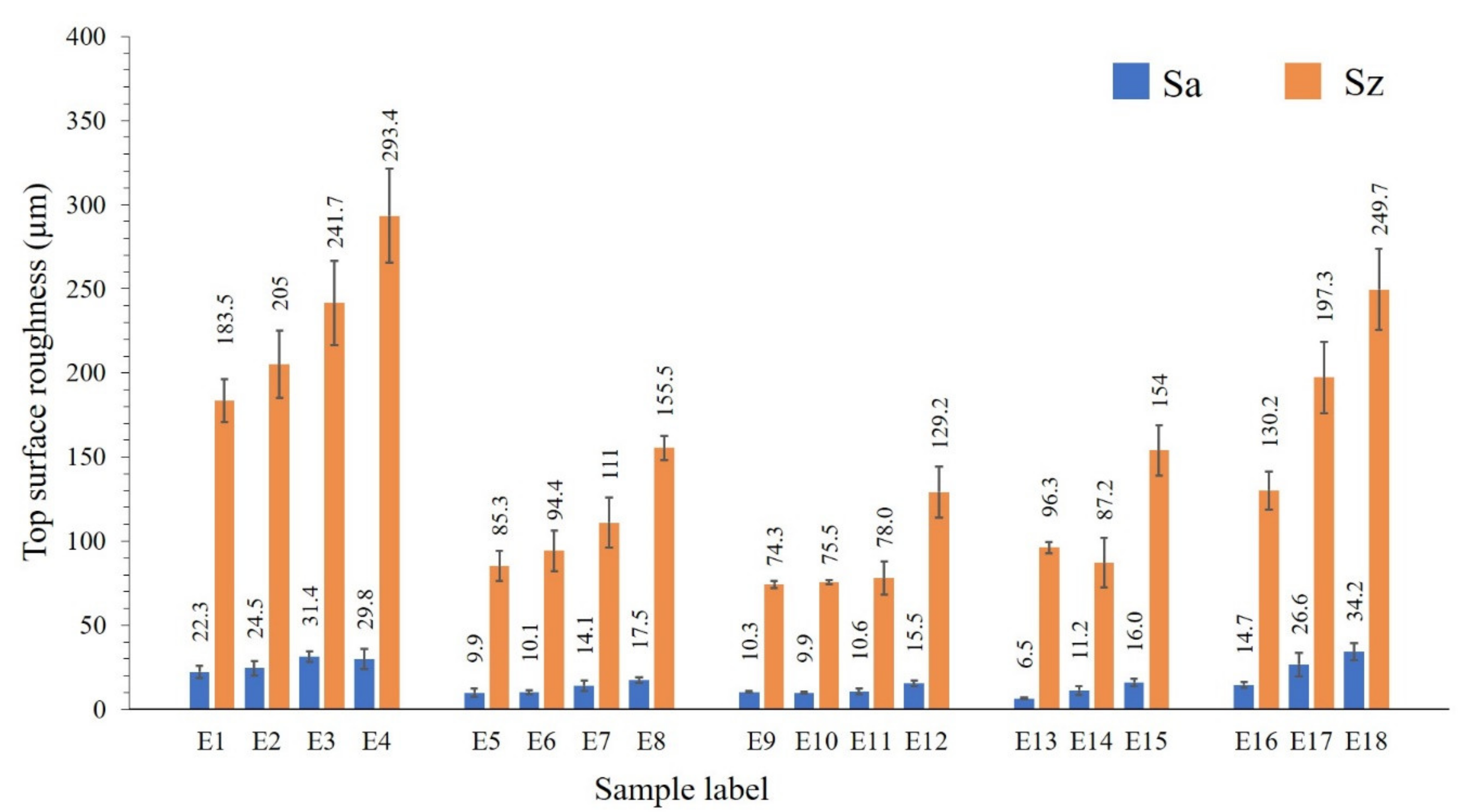
Figure 3 shows the top (a) and side surface profiles (b) of samples E5, E6, E9, E10, E13, and E16. The average top surface roughness (Sa) and the maximum height (Sz) are presented in
Figure 4. The
Sz is defined as the sum of the largest peak height and the largest pit depth values within the target areas. The zero level is based on the mean plane. SLM fabrication quality and surface integrity vary significantly depending on different process parameters.
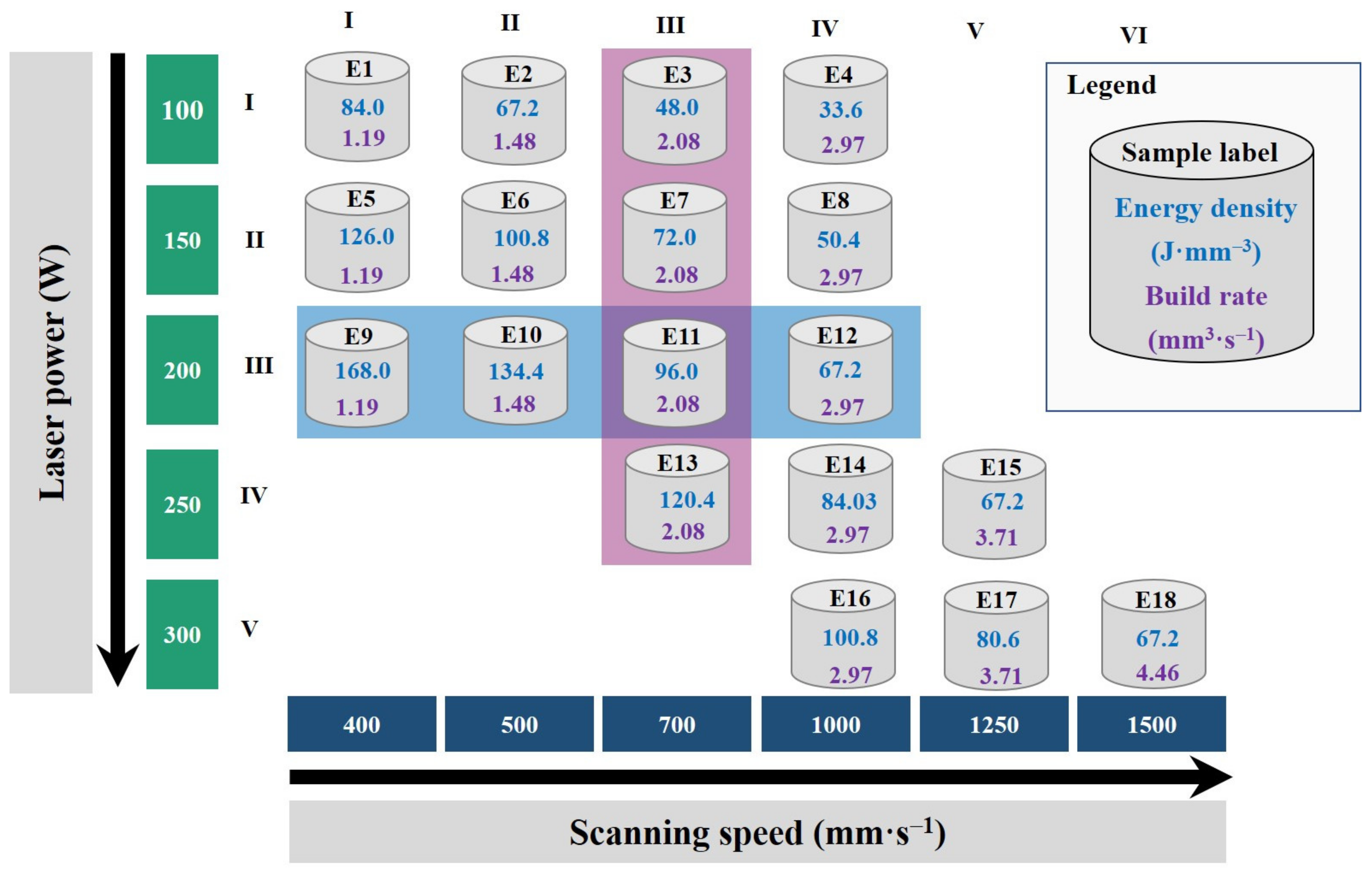
An increase in the scanning speed at a fixed laser power leads to an increase of top surface irregularities and affects the dimensional precision of fabricated parts. This is mainly attributed to the fact that at a higher scanning speed, the likelihood of balling phenomenon, and insufficient fusion could be higher; both resulting in a poor surface quality. However, at the same scanning speed, the samples produced with a higher laser power possess smoother surfaces (e.g., samples E1–E5–E9 and E4–E8–E12) (
Figure 4).
The samples produced using the lowest laser power of 100 W (E1–E4) have deep pits and high peaks. This may be conditioned by an insufficient heat for complete melting of consecutive layers causing major “lack of fusion” zones. In this case, the pattern of the scan track is not formed and the portion of the scanned powder layer remains in sintered condition. Moreover, when the powder layer is not completely melted, some of the powder particles become irregular in shape and larger in size, surpassing the set layer thickness and preventing the homogeneous spread of the subsequent virgin powder layer. The thickened layers increase the instability of the pool, weakening the bonding of the pool and the substrate, meantime promoting the balling effect. As a result, as the part fabrication is beyond the melting zone, the relative density and surface quality of LPBF-produced E1–E4 parts are low.
From the top surface profiles of E6 and E13 (
Figure 3a), the laser scanning tracks are clearly visible. There are spherically shaped spattered particles at the surfaces of samples E5 and E13, which can potentially be either (i) surface oxidized Al alloy from the initial powder or heat affected zones, (ii) splashed droplets from the melt pool, or (iii) droplets spattered from other printed samples during laser scanning. Because of instability of the melt and an inevitable oxidation phenomenon during the melting process, the melted mass is not sufficiently wetting the underlying layer, which results in a rough surface finish, subsequently obstructing a smooth layer deposition and decreasing the density of the produced part [
29].
In all probability, the use of higher laser powers and high scan speeds, such as 150–250 W/1000–1250 mm·s
−1 or 300 W/1000–1500 mm·s
−1 (
Figure 1, samples in columns iv–vi), the balling phenomenon may occur due to capillary and wetting forces between the partially and fully melted particles interfaces.
Relatively smooth top surfaces were built for samples E5, E6, E9, E10, E11, and E14, as Sa was measured to be in the 9 to 11 µm range. The lowest Sa was estimated for the sample E13 (6.5 ± 0.5 µm). When the laser heats the powder layer, there is an obvious temperature difference among the laser beam and the scanned area. This induces shear forces on the molten mass surface, which is counteracted by surface tension forces [
30]. After scanning the selected zone, the heat source moves, and the temperature evenly dissipates through the samples. The gravity force and the curved surface then neutralize the external shear force reinstating the leveled surface height of the melt pool. Due to an extended solidification time, this relaxation process will complete with a smooth surface finish [
30].
A gradual increase is observed for Sz value when the scanning speed is increased, and the laser power is kept constant (
Figure 4 and
Figure 1 samples in I–V rows).
Samples E9, E10 and E11, which are produced at 200W laser power and 400–700 mm·s−1 scanning speed, demonstrate the low Sa and Sz values. Sample E16 is produced using the highest laser power of 300 W; nonetheless, the surface finish is mediocre as compared to E9–E11 samples. This is associated with (i) the capillary effect and wetting forces changing the thermal domain, as when capillary force is not high enough to grab the particles inside the melt pool, the particles partially melt on the skin, and (ii) fast solidification and an insufficient relaxation time of the melt pool, enduring rippling on the surface and deterioration of surface quality.
Some other factors, such as leveled powder spreading, unchangeable effective spot diameter, and oxygen level in the chamber, are also decisive to secure a stable manufacturing process.
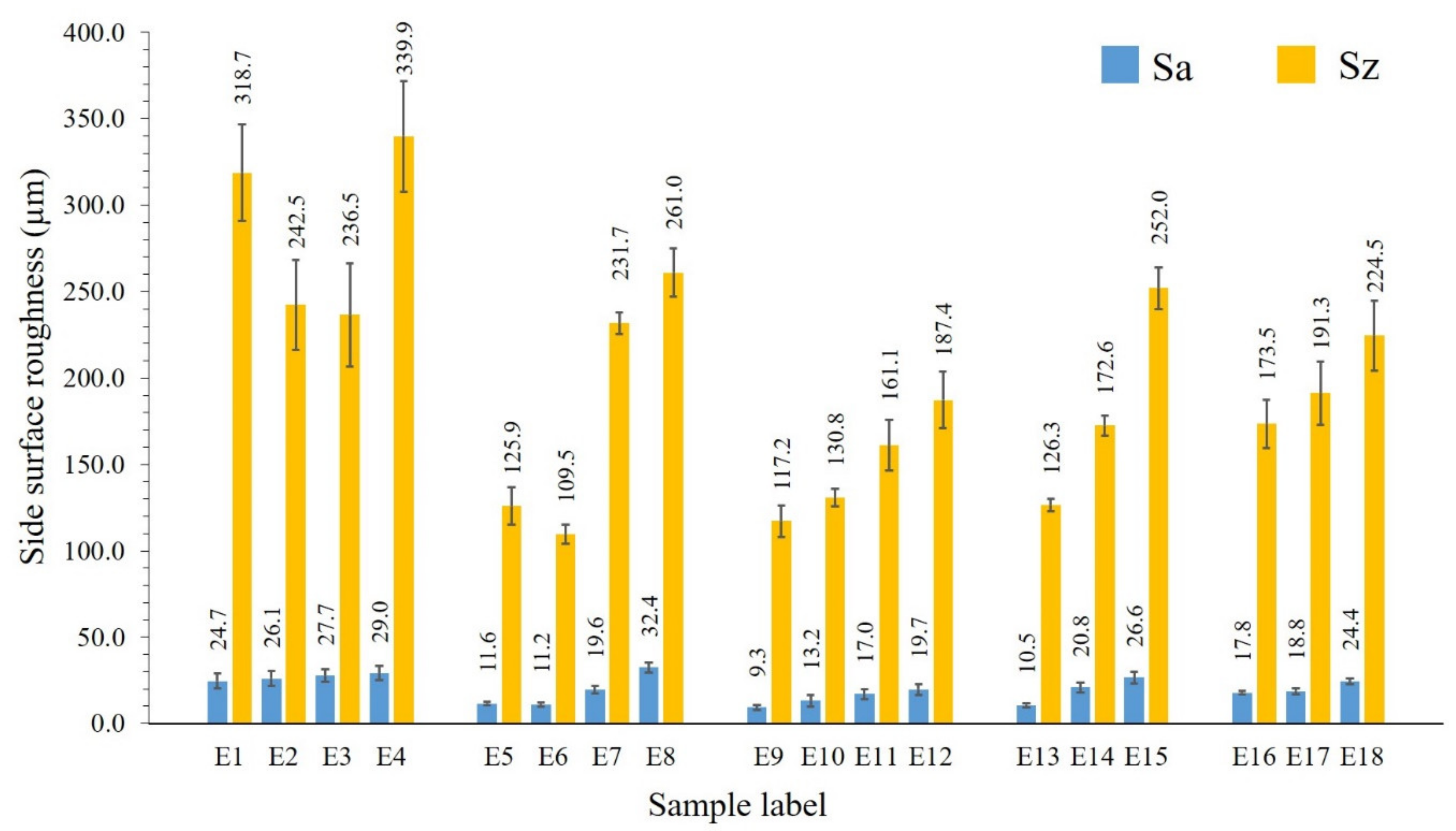
Analogous to the top surfaces, the samples’ side surfaces produced using 100 W laser power show the enlarged roughness (
Figure 5). A higher laser power and a lower scanning speed result in a higher quality of side surface, supposing a complete melting/sintering of the outer surfaces. The poor side surface roughness of samples E1–E4 is determined by the incomplete melting of the outer layers. If the outer powder layer is not completely melted/sintered, then the partially melted or unmelted particles may remain attached to the surface. However, in case of a high applied energy density, there are incidences of adhesion of feedstock particles from the partially heated belts occasioning a high surface roughness.
Sa represents the difference of every point’s height in comparison with the arithmetical mean of the surface in the definition area. The low Sa and Sz values are measured for samples E5, E6, E9, E10, and E13 to be in the range of 9.3 to 13.2 µm and 109.5 to 139.8 µm, respectively (
Figure 5). Samples printed using 300 W laser power possess comparatively high Sa and Sz values, due to the high number of adhered particles. For the sample E14, a relatively higher laser power was used, which favors the adherence of the powders from the heat affected zones, and relatively high scan speed, decreasing the applied energy per volume. This might cause insufficient fusion of the powder in outer boundary. For E11, as well, the reason of higher side surface roughness can be explained by the attached particles from a powder bed and insufficient heat provided for melting the powder in the outer boundary. As compared to the top surface, the roughness of the side surface is doubled. The adhered particles from the heat affected zone influence not only the maximum height, but also the arithmetical mean height, as demonstrated by this case.
Therefore, the parameters of 150–200 W along with 400–500 mm·s−1 scanning speed and 250 W laser power with 700 mm·s−1 provide a relatively good surface finish with moderate surface roughness.
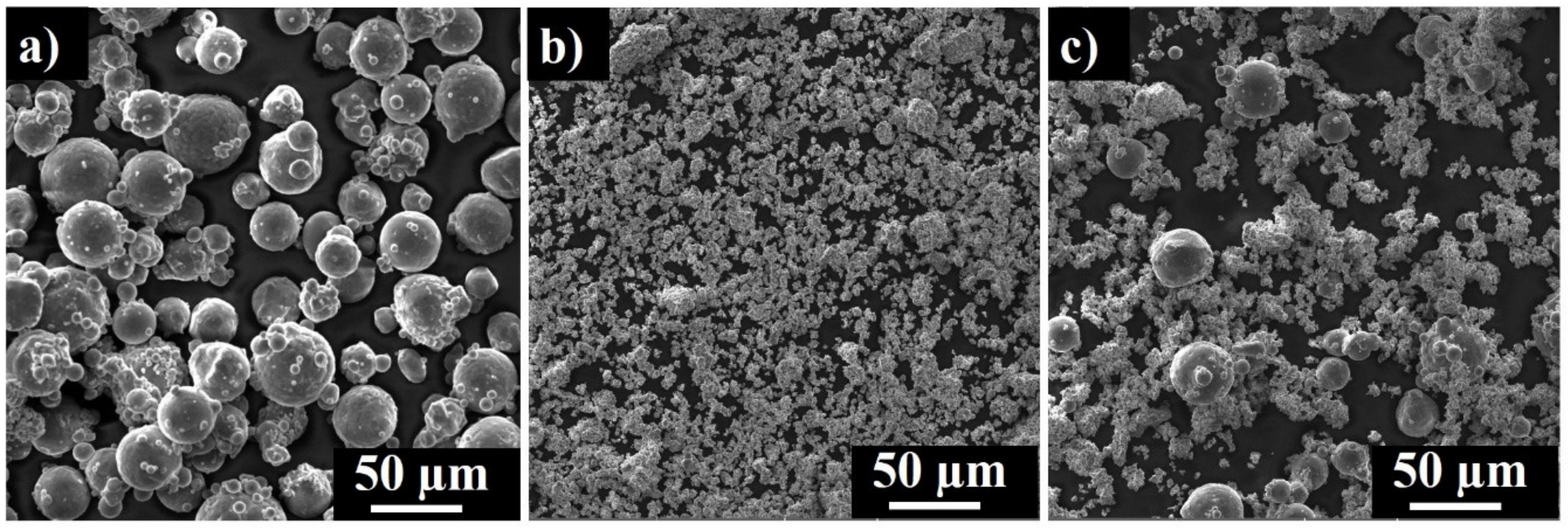
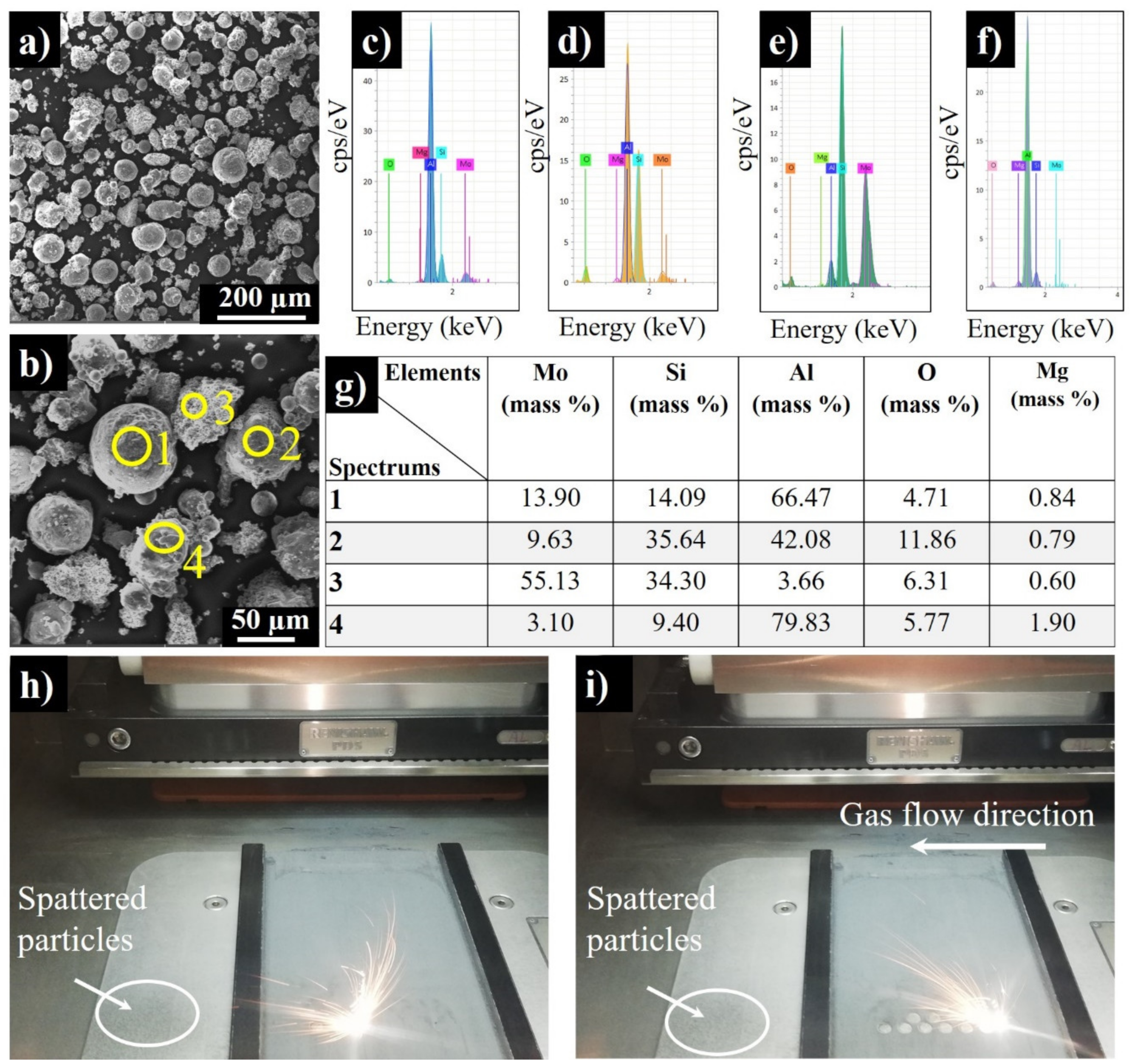
Additional studies were made to find out the nature of spattered particles, as they were detected in both top and side surfaces of samples (
Figure 3a,b). They were collected from the left side of the chamber. Apparently, the right surfaces of the samples are more vulnerable to a higher roughness, as gas flows from right to left blowing away the debris (
Figure 6h,i). The SEM images of the spattered powders display that the particles became more acicular in shape and about 1.5–2 times bigger in size (
Figure 6a,b) as compared to the virgin powder. The presence of oxygen was detected in the range of 4–11% by EDS. Moreover, Mo, Al, and Si contents have been reduced because of increased oxygen content. The change in powder composition disturbed the balance of Mg amount, as well.
Theoretically, the spherical particles are expected to be originated from the molten AlSi10Mg droplets, and the irregular-shaped ones from MoSi
2 powder splashing. Spectrums 1–4 (
Figure 6c–f) confirm the above-mentioned statement, as the particles of rounded morphology have the high content of aluminum (
Figure 6b–f). According to Spectrum 3 (
Figure 6e), “Particle 3” contains mostly Mo and Si together with a small amount of Al; however, it contains up to 6% oxygen pointing to the oxidation by residual oxygen in argon. The AlSi10Mg debris has a rough texture with the presence of surface oxides rich with Mg. Mg is also oxidizing due to its instability and has a high affinity towards oxygen [
31].
3.3. Microstructural Analysis
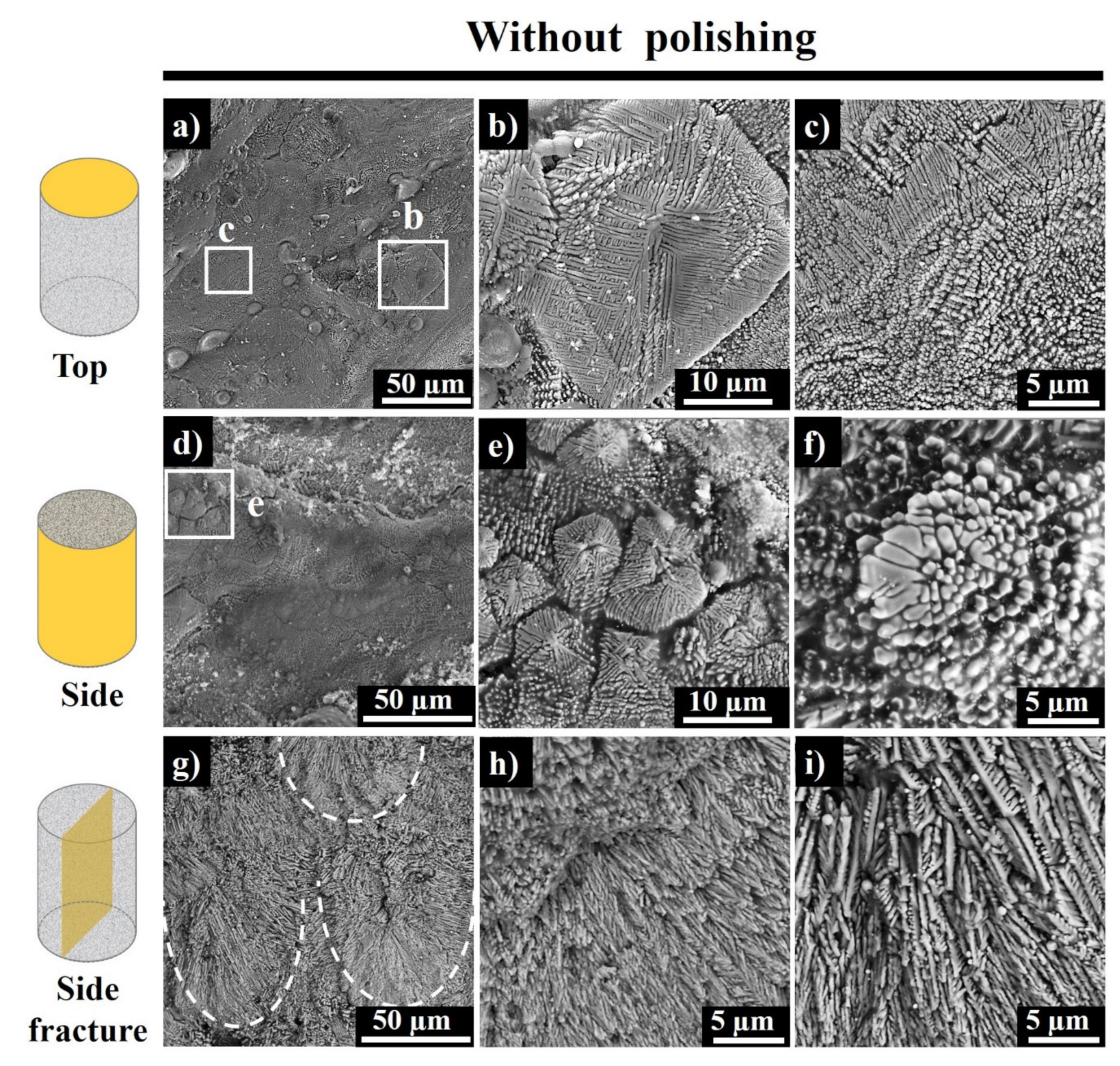
The SEM images of top and side surfaces of as-built sample E9 (150 W, 400 mm·s
−1) and the unpolished side fracture are depicted in
Figure 7. The distance between the center of the 2 scan tracks is approximately 90 µm, which corresponds to the set hatching space (85 µm).
There are a few particles trapped in step edges, which represent the surface oxidized Al alloy particles (
Figure 7a). Aluminum is susceptive to the formation of an alumina layer on the surface, which suppresses the melting procedure and subsequent wettability.
Each scanned region of sample E9 consists of fine submicron particles and columnar dendritic structures. These fine particles are the tips of columnar dendrites grown parallel to build direction, while the long dendritic structures are formed perpendicular to the build direction (
Figure 7c). Thus, there is a change in dendritic growth direction in the top printed layer. Large equiaxed dendrites with around 20 µm were found on the samples’ top surface (
Figure 7b). Quite a few of the dendrites have secondary arms of 2–3 µm in size. The equiaxed dendritic crystals are originated from the undercooled molten mass when the latent heat of fusion is diffused across a cooler liquid forward to the intersection. Apparently, the temperature gradient is negative at the molten mass’ interface, whereas in the solidified area, it is about zero [
32].
Figure 7d–f shows the side surface morphology of the as-built sample E9 along with the build direction. Each printed layer is composed of fine particles and dendritic structures, which is similar to the observed ones on the top surface as well. “Star-like” equiaxed dendritic structures with 5–10 µm dimensions were found on each scanned layer along with fine particles, which might represent the tips of the long dendrites grown perpendicular to build direction.
Figure 7g–i shows the unpolished side fracture of sample E9. The area marked with white dashes illustrates the core of the melt pool with fine, columnar branched dendrites, while the surrounding overlapped regions of adjacent and consecutive melt pools have the comparatively coarser columnar dendrites due to the melt pool overlapping.
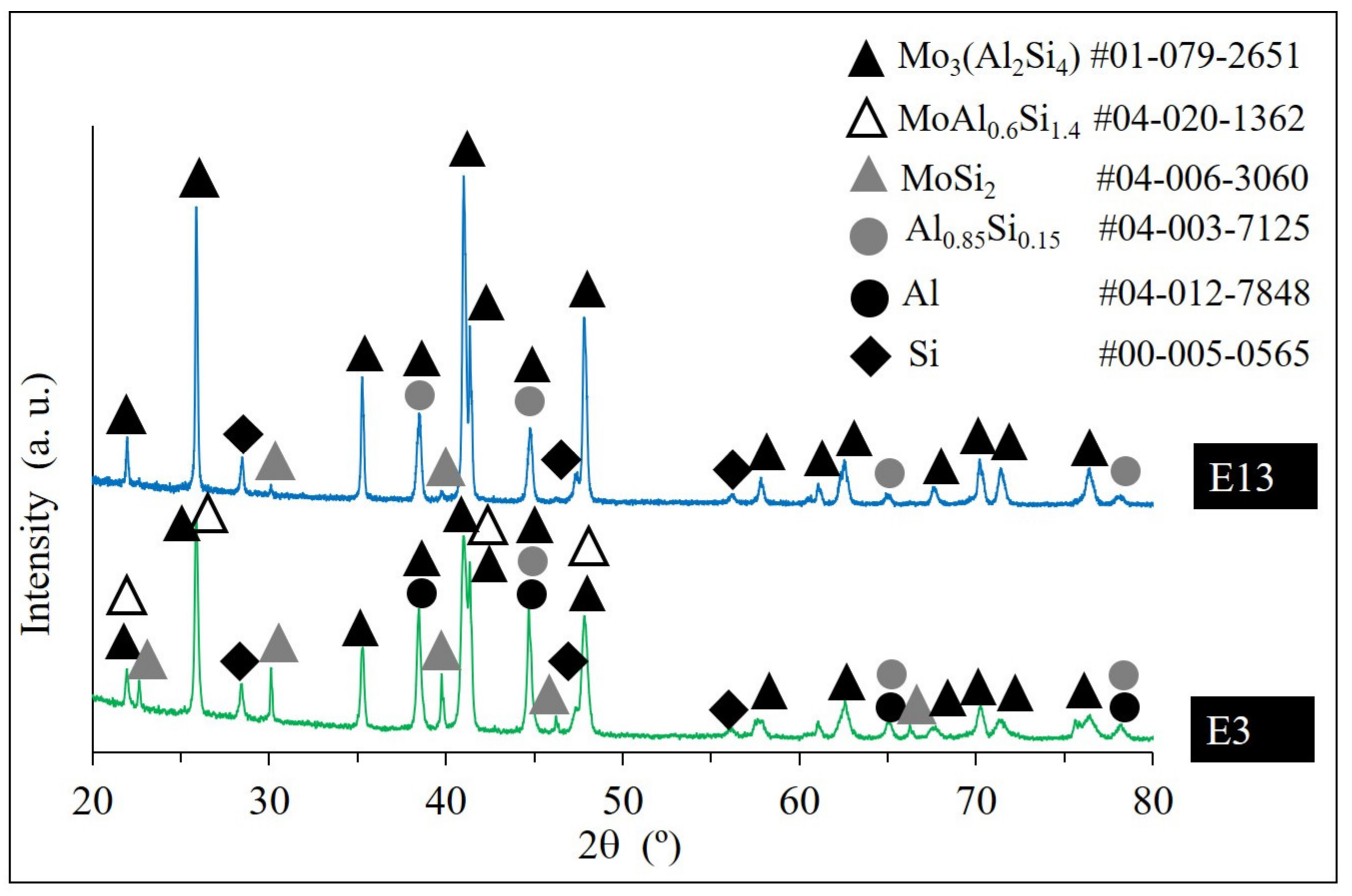
Figure 8 shows the respective diffractograms of samples E13 and E3, when laser scan speed was fixed, but laser power was changed from 100 W to 250 W.
The X-ray diffraction (XRD) pattern of E13 indicates the characteristic peaks of Mo3(Al2Si4) phase (corresponding to Mo(Si1−x,Alx)2 composition, x = 0.33) with substituted Si and formed Al0.85Si0.15 phase, and weak peaks of unreacted MoSi2. In contrast to E13, the XRD pattern of E3 (laser power 100 W) shows that with a decrease in a laser power, the intensity of the unreacted MoSi2 peaks increases. Moreover, the XRD analysis revealed the coexisting hexagonal C40 Mo3(Al2Si4) and MoAl0.6Si1.4 (corresponding to Al unsaturated Mo(Si1−x,Alx)2, x = 0.3) phases. Conclusively, in case of a higher laser power, the completion of a single displacement reaction of MoSi2 and Al occurs and Al substitutes Si up to x = 0.33 mol.
The effect of the scanning speed increase exhibits a similar trend. For sample E12, some amount of unreacted MoSi2 was detected, while in sample E9 remaining MoSi2 was not observed. Accordingly, the high scan speeds combined with the low laser powers result in chemical inhomogeneity.
Figure 9 shows the top surface SEM images of samples E9–E12. The top view micrographs demonstrate long scan lines composed of elliptical cross sections of the melt pool cores from the sequence of printed layers (marked with white dashed ovals). The change in microstructure highlights the melt pools in
Figure 9. For samples E9 and E10, the melt pool core solidification mode is observed to be mostly columnar dendritic together with periodically cellular dendrites. The solidification mode for E11 is cellular and cellular dendritic. For E12, differentiation of the melt pools is rather difficult. This is because the process was out of the melting zone and the powder was sintered. Both E11 and E12 demonstrate the heterogeneity in microstructure caused by a fast scanning and not complete chemical reaction between MoSi
2 and aluminum.
The melt pool cores in E9 represent the fine cellular or columnar dendrites of Mo3(Si4Al2) neighbored by a continuous network of hypoeutectic Al0.85Si0.15 in interdendritic regions, and Al has replaced the Si phase. In E10, the dendritic features are finer and, in E11, even smaller, conditioned by an increase in the scanning speed and a high cooling rate. The solidification mode of overlapping regions is columnar dendritic; thus, the core structure is enveloped with the coarser columnar dendritic crystals in the periphery.
The moving laser beam causes thermal gradients and growth rate variation in the center and the border of the melt pool, therefore the fineness of the Mo
3(Al
2Si
4) grains in the core and the coarser grains at the border of the scan track as a higher cooling and solidification rates are associated with the core (see, e.g.,
Figure 9b,d). The columnar dendrites in E9 are misoriented, while in E10, they are well-oriented. The formation of columnar dendrites from cellular dendrites is affected by the thermal noise increase at the dendritic tips [
33].
In all samples, fine and spherical precipitates of Al-Si rich phase of few micron size were observed (
Figure 9, E9–E12, marked with white arrows). Moreover, form the top surface images, center-segregation of Al-Si rich phase was detected in the core of melt pools.
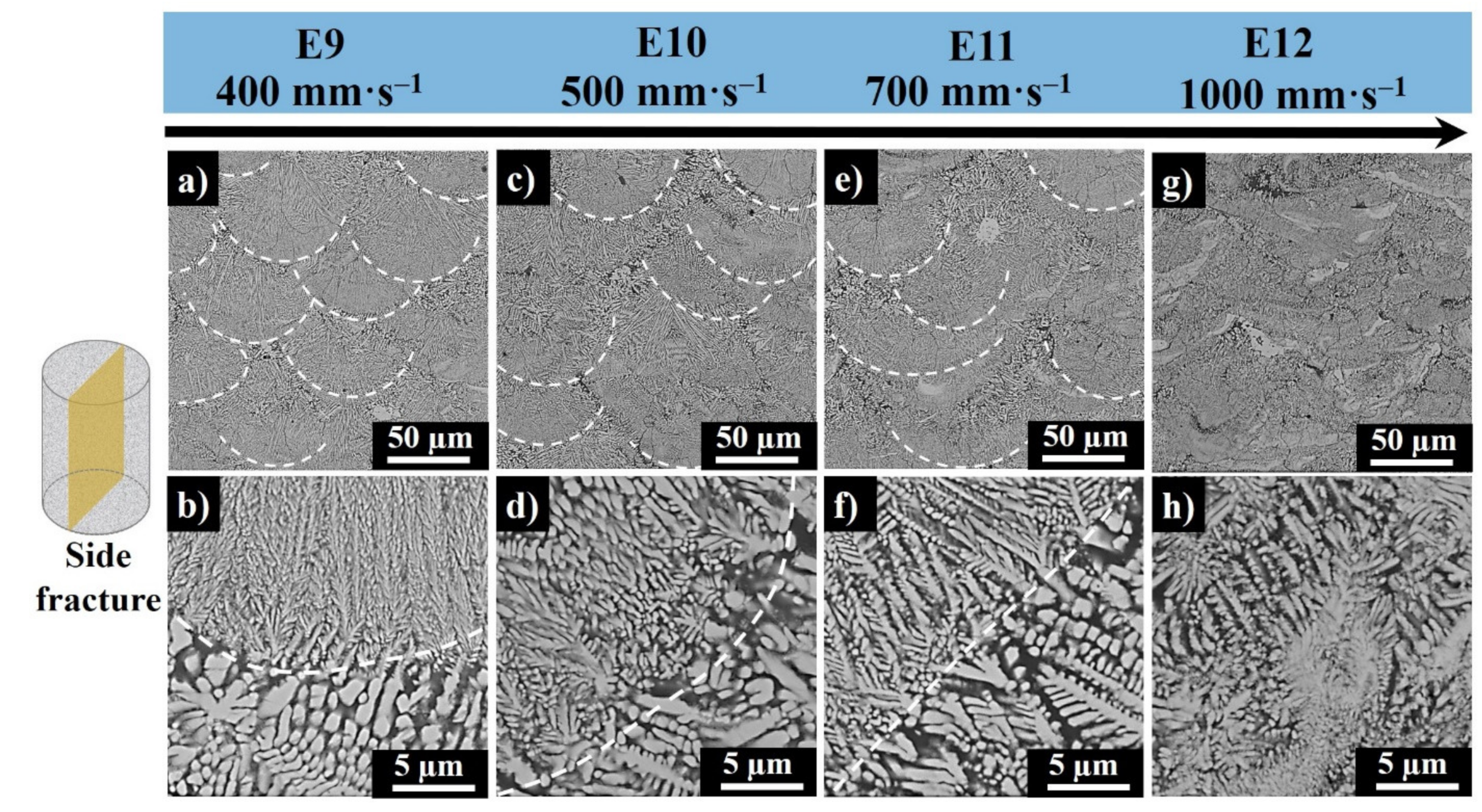
Figure 10 represents the side surfaces of E9–E12. The semi-elliptical white lines depict the melt pool centers along to “Z” direction and perpendicular to the scan direction. The white dashes in
Figure 10b,d,f,g indicate the morphology transition zone. The side fracture images of E9 (produced at the highest LVED) (
Figure 10, E9) show that the vertical cross sections of the melt pool cores consist of well-oriented ultrafine columnar dendrites with secondary branches and casual ternary arming is grown parallel to the build direction following the maximum thermal gradient along the build direction [
34]. In E10, the melt pools become slightly broader in the X–Y direction and narrower in the X–Z direction. In E11, a similar trend is noticed, and in E12, the melt pools were difficult to differentiate. Therefore, it can be concluded that the increase in laser scanning speed at a fixed laser power leads to a decrease in melt pool depth, which weakens the bonding between the consecutive layers, causing lack of fusion defects. The cores of the melt pools in samples E9–E11 are ringed by coarser columnar dendritic crystals in the overlapped areas of melt pool borders. The light gray regions found in sample E12 represent unreacted MoSi
2 phase, and the dark gray regions represent Al- and Si-saturated phase.
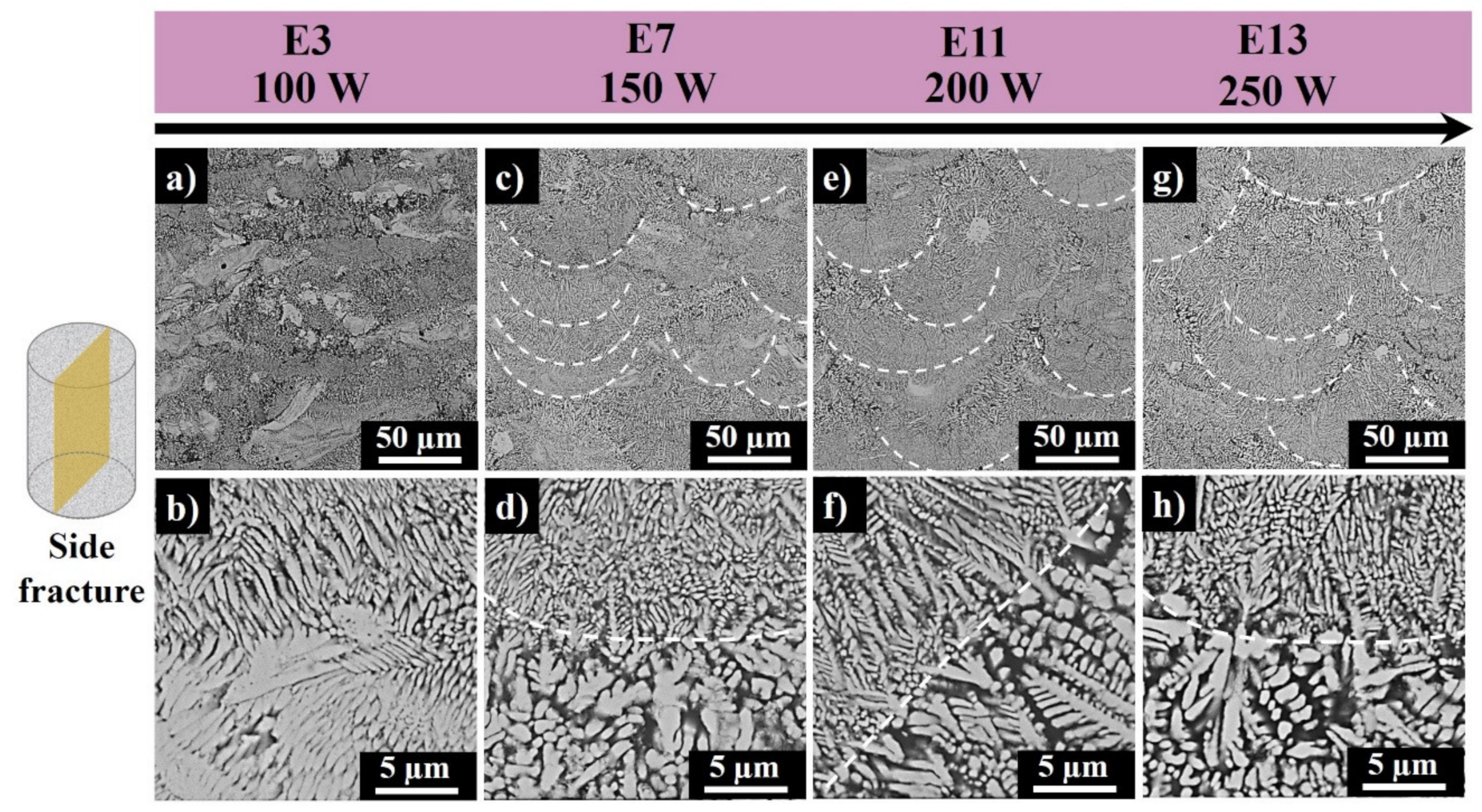
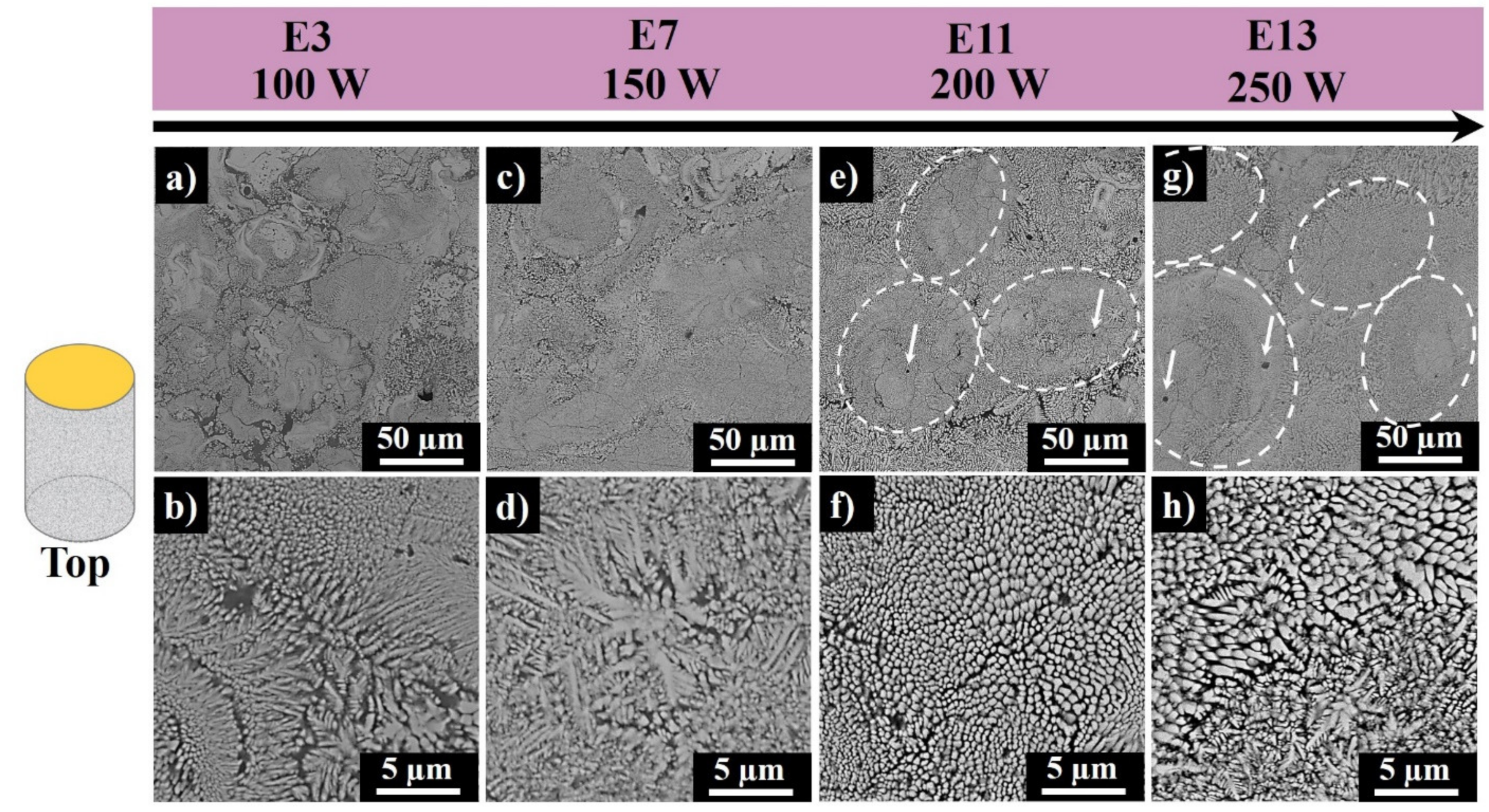
Figure 11 shows the top surface SEM images of samples E3–E13, where laser scanning speed was kept at the fixed value of 700 mm·s
−1, and the laser power was increased from 100 W to 250 W with 50 W step size. In E3 and E7 (produced at 100 W and 150 W laser power), different grain structures were observed ranging from cellular to equiaxed dendritic. The equiaxed dendrites mostly grow on the periphery of the melt pools due to incomplete melting of the previously spread powder layer. Fine round-shaped precipitates, highlighted by white arrows, were observed in sample E13, as well. As seen from
Figure 11a–g, the microstructural homogeneity is improved with the increase in the laser power (from 100 W to 250 W).
The surface morphology of E13 represents the bimodal cellular and columnar dendritic structures. The columnar dendrites were nucleated and grown from the cellular grains due to the overlying of diffusive boundaries of cells leading to the dominance of columnar dendritic growth over the cellular ones.
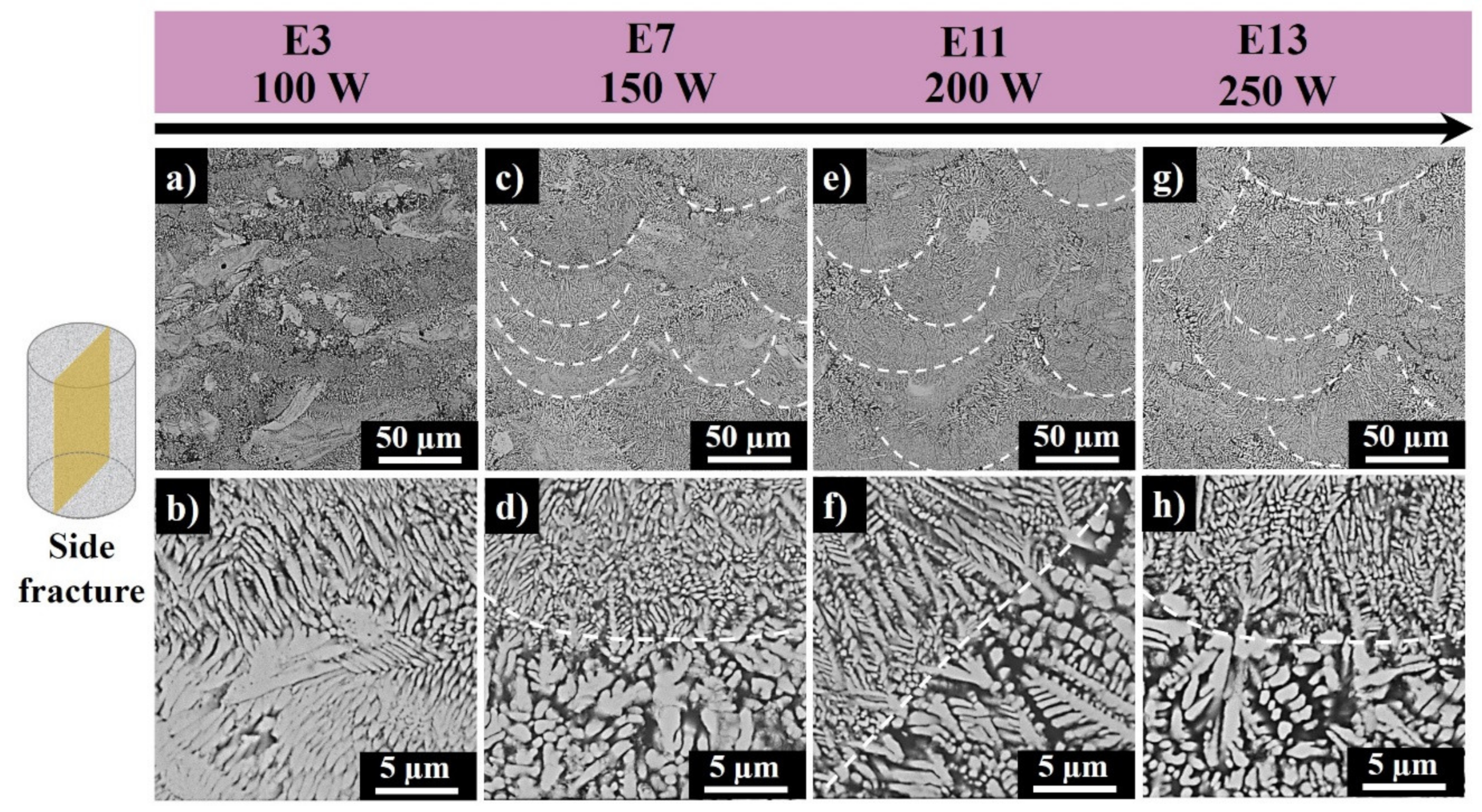
Figure 12 shows the side fractures of samples E3–E13. For E3, the process went in a sintering mode as the apparent melt pool regions are not recognizable. For E7, the process went in a sintering/melting mode as the non-continuous melt pools are clearly visible. E11 and E13 have a more homogenous morphological texture as compared to sample E3 and E7. The finer regions (seen above a white dash line in
Figure 12d–h) consist of fine columnar dendrites epitaxially grown parallel to the powder deposition direction. The region below the white dash is composed of the slightly disoriented coarser columnar dendrites.
Conclusively, samples E9 and E10 prepared at 200 W laser power and 400–500 mm·s−1 scanning speed and sample E13 prepared at 250 W laser power and 700 mm·s−1 scan speed, show homogenous top microstructure and clearly expressed melt pools in the side. Accordingly, these parameters were considered as optimal to achieve the microstructurally and compositionally homogeneous materials.
3.4. Density and Hardness
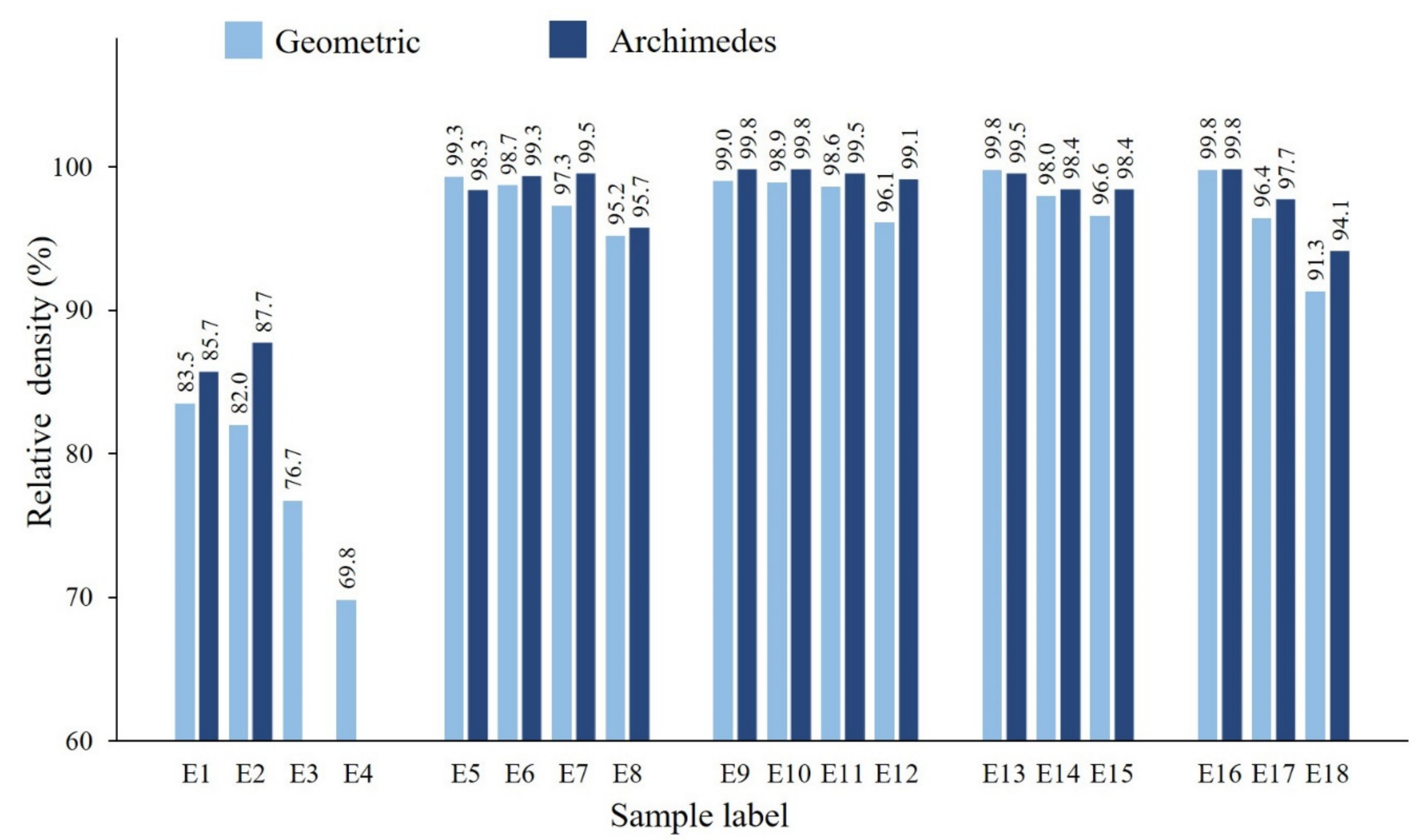
Figure 13 displays the geometric and Archimedes density values and the corresponding relative density results. For E3 and E4, the Archimedes density was not evaluated because of the huge amount of open porosity. An increase in the scan speed in all five sets results in a gradual decrease in density, as the applied volumetric energy decreases with an increase in the scan speed (
Figure 13).
For the samples in columns I–V,
Figure 1, where the laser power is increased with a step size of 50 W, the density is gradually increased, as the applied energy promoted the complete melting of the deposited layers and the sufficient bonding between consecutive layers.
Samples E15, E17, and E18 produced using the high scanning speeds (1250–1500 mm·s−1), have a relatively low density being almost insensitive to the laser power, nonetheless greatly dependent on the scan speed. Moreover, though samples E2, E12, E15, and E18 were produced using the same LED (67.2 J·mm−3), but sample E2 demonstrates the least densification followed by sample E18.
By optimizing process parameters samples possessing up to 99.8% relative density were manufactured.
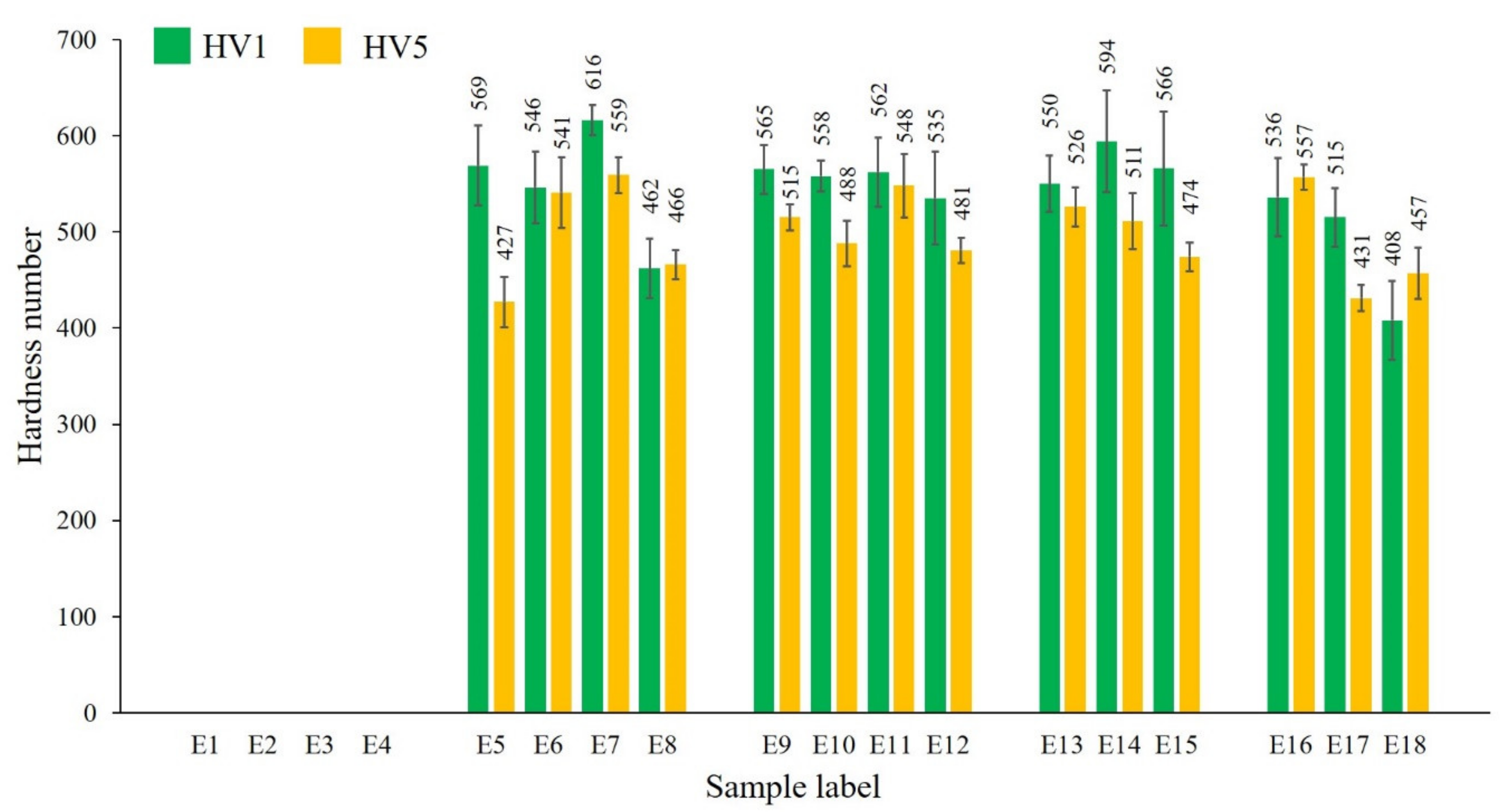
It is well documented that the hardness depends not only on density, but also on developed phases; solidification mode; and respective microstructure of phase constituents, grain size, morphology, and phase segregation [
35,
36]. To ensure the reliability of hardness results, both HV1 and HV5 were taken into consideration.
Because of high porosity, the hardness of samples E1–E4 (
Figure 14) was not measured. Unreacted MoSi
2 remained during scanning is responsible for insignificant fluctuations in hardness measured for materials produced at the same laser power.
The standard deviation bars show the higher fluctuations in the HV1 results, because of the small size of indentation marks. The heterogeneous microstructure of E8 and E18 is responsible for a relatively low hardness of 500 ± 57 HV1. All other samples exhibit hardness of up to ~600 HV1 and ~560 HV5.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}