Coupled Preparation of Ferronickel and Cementitious Material from Laterite Nickel Ores

Abstract
:1. Introduction
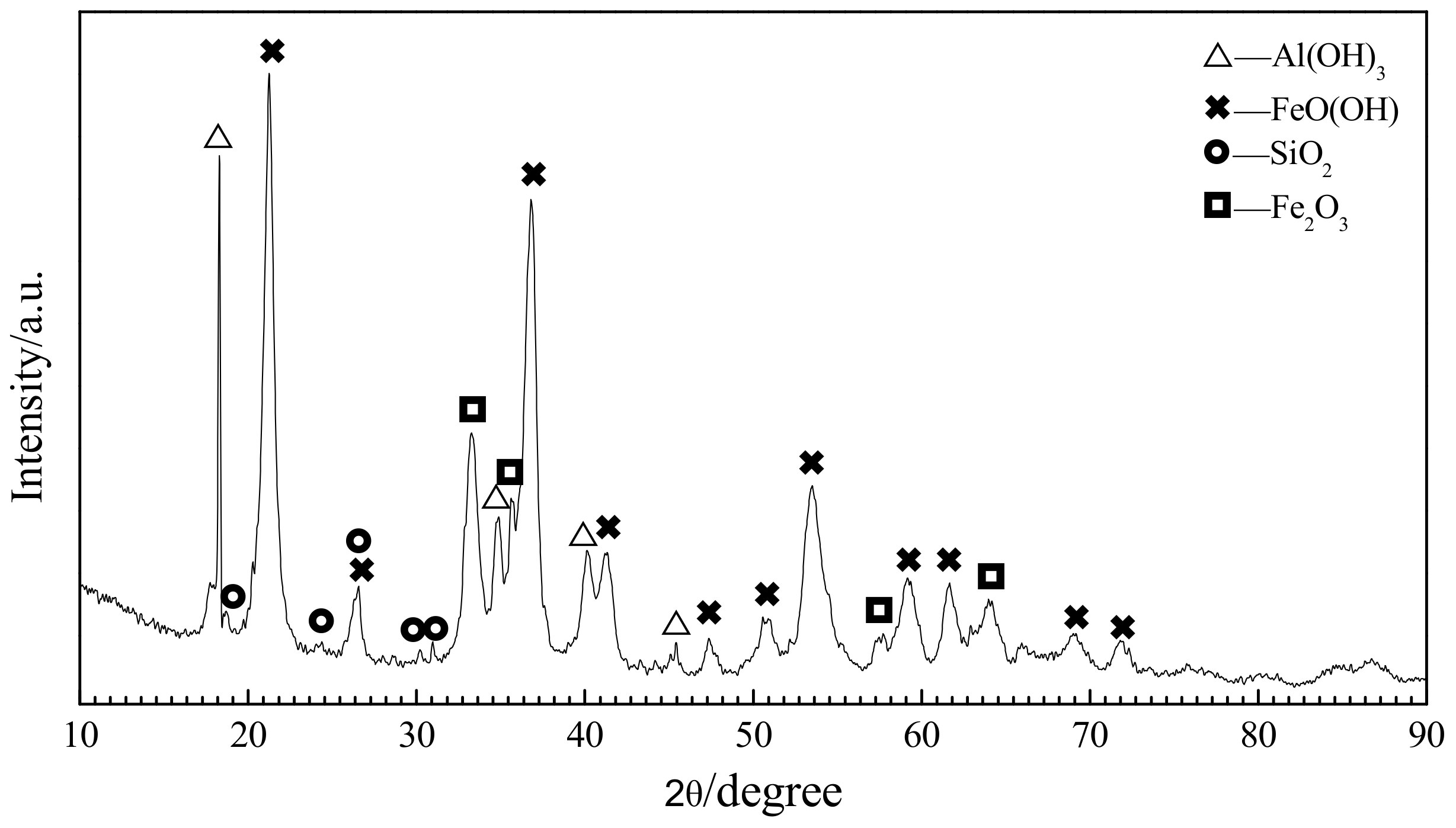
2. Material Analysis and Burdening
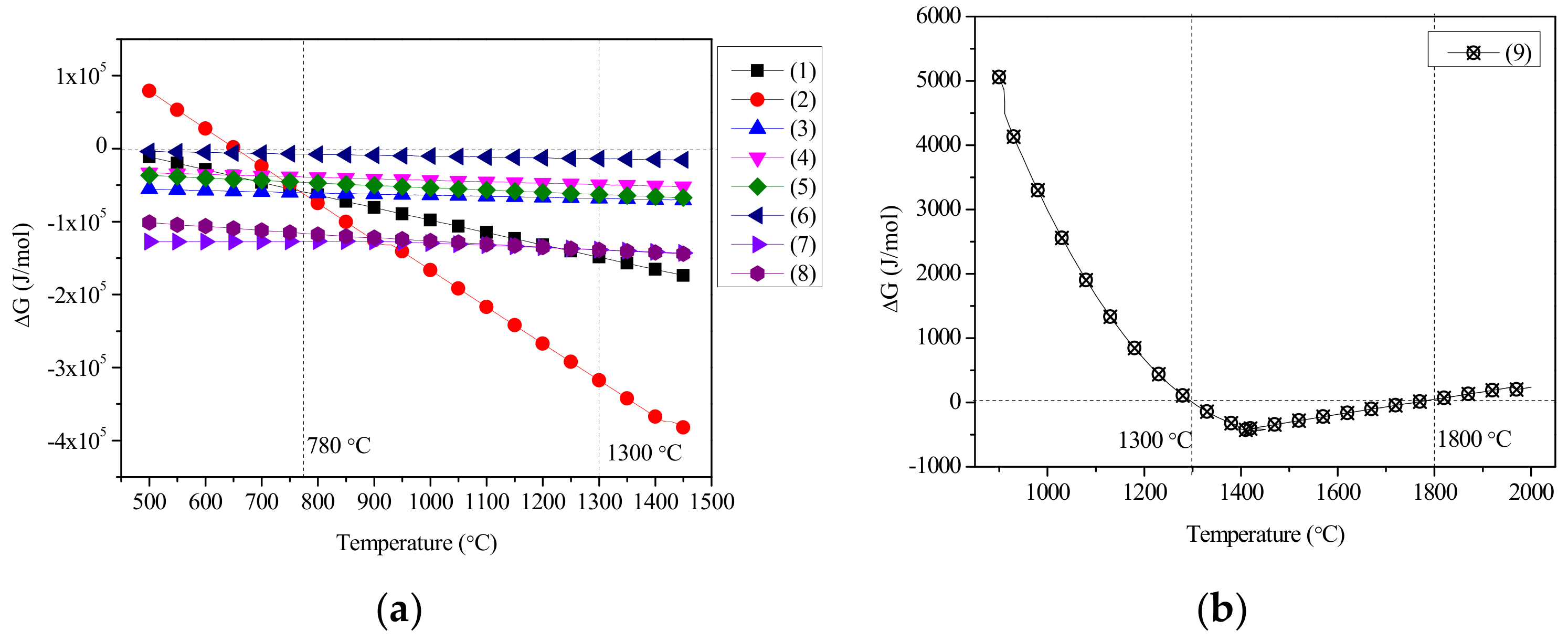
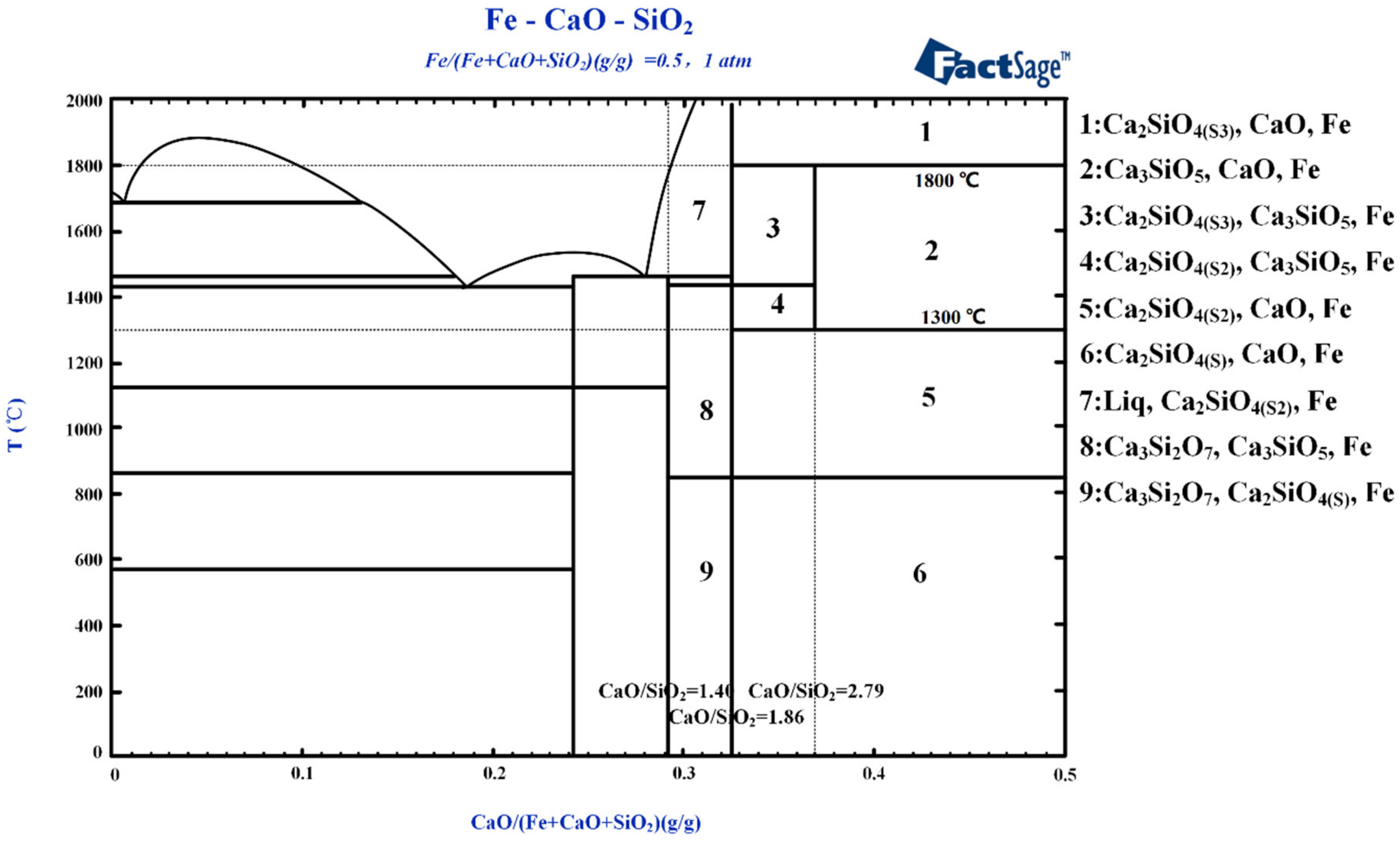
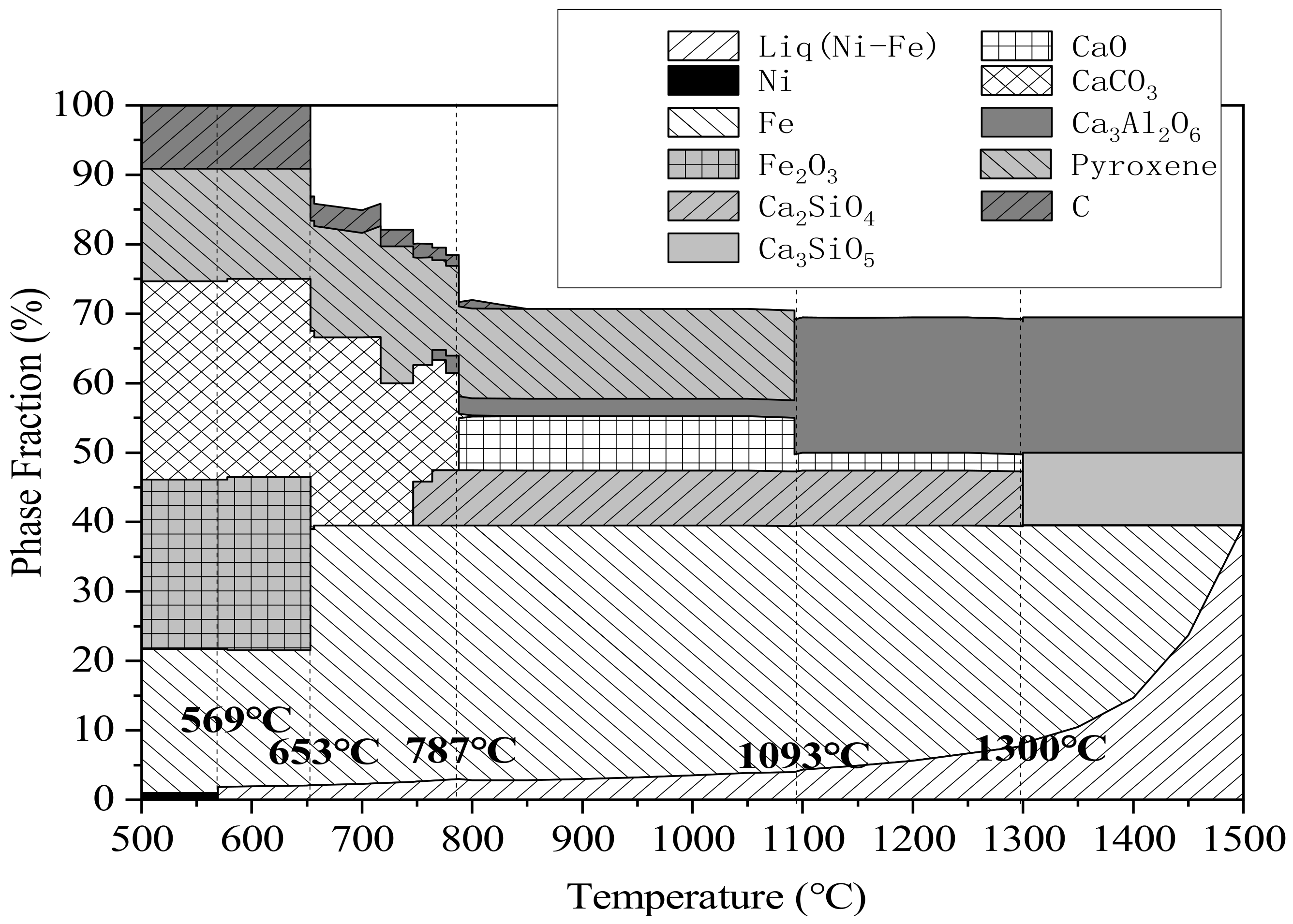
3. Thermodynamic Analysis of Coupling Reaction
4. Experiments and Results
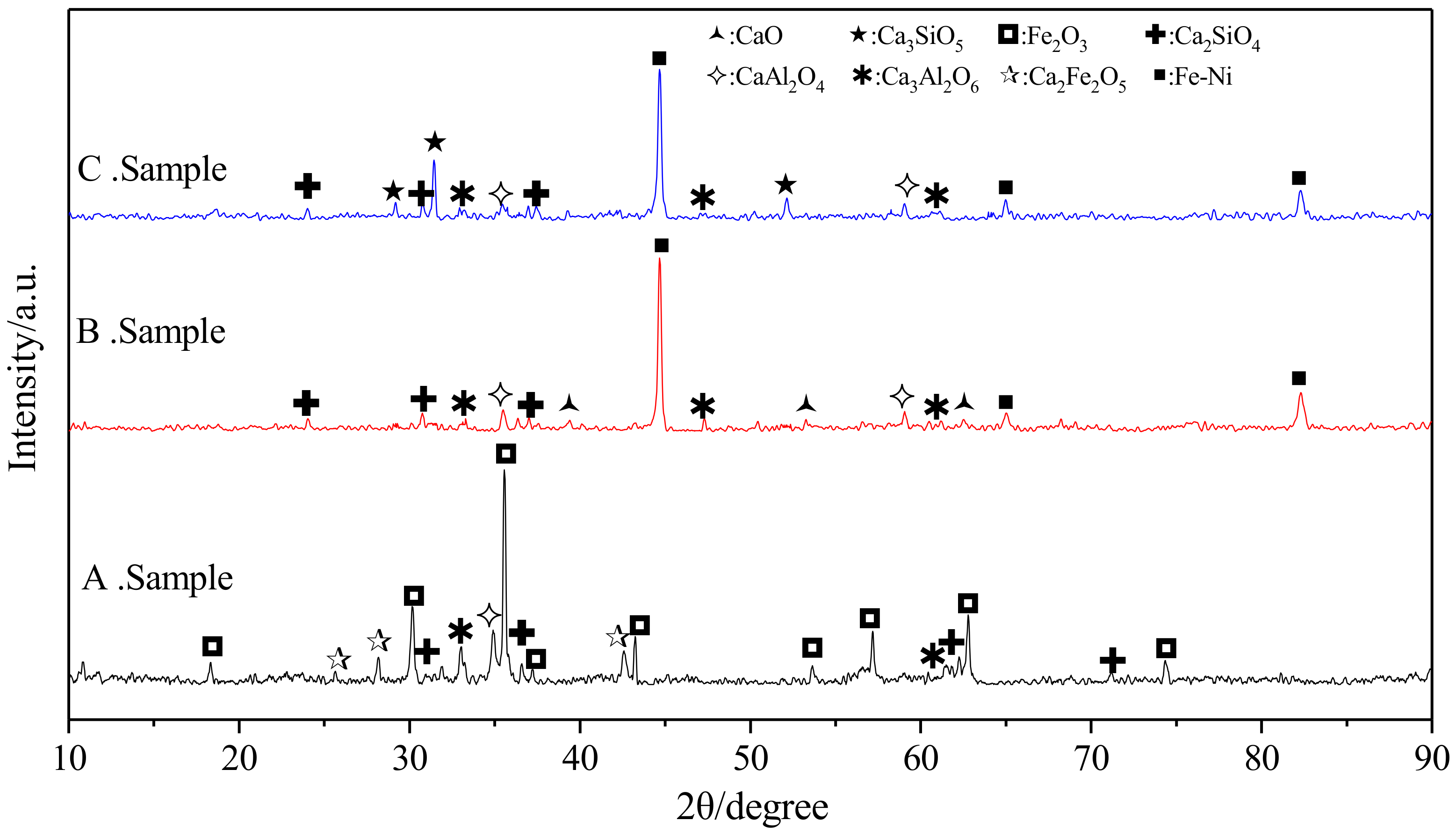
- No atmospheric protection; the temperature is increased from indoor ambient temperature to 1450 °C and maintained for 1 h before cooling to indoor temperature to obtain product A.
- At the flow rate of 60 mL/h under the atmospheric protection of CO, the temperature continues to rise from room temperature to 1000 °C, maintained for 2 h, and then increased to 1450 °C and maintained for 1 h. Product B was obtained after furnace cooling to room temperature.
- The period of cooling applied in (2) is changed. The atmosphere conditions and control process of the temperature increase to 1450 °C are the same as those used for obtaining sample B. After maintaining the temperature of 1450 °C for 1 h, by using fast cooling, product C was obtained.
5. Conclusions
- For the preparation of high-temperature coexisting cementitious materials such as ferronickel alloy, C3S, C2S, etc., it is feasible to reduce and roast laterite nickel ore after proportioning.
- It is necessary to control the coupling reaction temperature in stages. The reduction temperature of Fe2O3 is controlled at 780–1220 °C, the formation temperature of C3S is controlled at 1300–1800 °C, and the stability of C3S is controlled at 237–1540 °C. Fast cooling must be applied in order to obtain a metastable C3S phase.
- At the reducing atmosphere protection of CO, the first reaction stage is holding at 1000 °C for 2 h, the second reaction stage is holding at 1450 °C for 1 h, and fast cooling is used. In this process, ferronickel alloy, C3S, and Ca3Al2O6 laterite nickel ore are reduced and roasted, and the decomposition products are Ca2SiO4 and CaAl2O4 to obtain the final products.
- The reduction of iron has a significant effect on the formation of C3S. When iron is insufficiently reduced, calcium ferrite and other phases are formed in combination with CaO, hindering the formation of C3S. The necessary condition for the formation of C3S is the sufficient reduction of iron.
Author Contributions
Funding
Conflicts of Interest
References
- Pollock, T.M.; Tin, S. Nickel-Based Superalloys for Advanced Turbine Engines: Chemistry, Microstructure and Properties. J. Propuls. Power 2006, 22, 361–374. [Google Scholar] [CrossRef]
- Hasanbeigi, A.; Arens, M.; Price, L. Alternative emerging ironmaking technologies for energy-efficiency and carbon dioxide emissions reduction: A technical review. Renew. Sustain. Energy Rev. 2014, 33, 645–658. [Google Scholar] [CrossRef]
- Moskalyk, R.; Alfantazi, A. Nickel laterite processing and electrowinning practice. Miner. Eng. 2002, 15, 593–605. [Google Scholar] [CrossRef]
- Petrus, H.T.B.M.; Rhamdani, A.R.; Putera, A.D.P.; Warmada, I.W.; Yuliansyad, A.T.; Perdana, I. Kinetics study of carbon raiser on the reduction of nickel laterite from Pomalaa, Southeast Sulawesi. In IOP Conference Series: Materials Science and Engineering, Proceedings of the Second International Conference on Chemical Engineering (ICCE) UNPAR, Bandung, Indonesia, 26–27 October 2016; IOP Publishing Ltd: Bristol, UK, 2016; Volume 126, pp. 12–19. [Google Scholar] [CrossRef]
- Kostiantyn, T.; Dmitry, B.; Vinod, S.; Gleb, Y. Ten years left to redesign lithium-ion batteries. Nature 2018, 559, 467–470. [Google Scholar]
- Brown, T.J.; Wrighton, C.E.; Idoine, N.E.; Raycraft, E.R.; Shaw, R.A.; Deady, E.A.; Rippingale, J.; Bide, T. World Mineral Production 2011–2014; World Mineral Production Series; British Geological Survey: Keyworth, UK, 2017. [Google Scholar]
- Crundwell, F.K.; Moats, M.S.; Ramachandran, V.; Robinson, T.G.; Davenport, W.G. Extractive Metallurgy of Nickel, Cobalt and Platinum Group Metals, 1st ed.; Elsevier: Oxford, UK, 2011; pp. 21–37. [Google Scholar]
- Farrokhpay, S.; Filippov, L.; Fornasiero, D. Pre-concentration of nickel in laterite ores using physical separation methods. Miner. Eng. 2019, 141, 105892. [Google Scholar] [CrossRef]
- Xu, D.; Liu, L.X.; Quast, K.; Addai-Mensah, J.; Robinson, D.J. Effect of nickel laterite agglomerate properties on their leaching performance. Adv. Powder Technol. 2013, 24, 750–756. [Google Scholar] [CrossRef]
- Li, X.M.; Bai, T.T.; Zhao, J.X.; Li, W.F.; Li, Z.G.; Cui, Y.R. Status and Progress of Metallurgical Technology on Laterite-Nickel Ore. Mater. Rev. 2014, 28, 112–116. [Google Scholar]
- Liu, D.X. Recent Development in Nickel and Cobalt Recovery Technologies from Laterite. Nonferrous Met. 2002, 3, 6–10. [Google Scholar]
- Ma, X.B. Study on Preparing Ferronickel from Laterite by Roasting-Reducing Smelting Method. Master Thesis, Central South University, Hunan, China, 1 May 2010. [Google Scholar]
- Ray, H.; Sridhar, R.; Abraham, K. Extraction of Nonferrous Metals; Affiliated East-west Press (pvt.) Ltd.: NewDelhi, India, 1985. [Google Scholar]
- Butt, C.R.; Cluzel, D. Nickel laterite ore deposits: Weathered serpentinites. Elements 2013, 9, 123–128. [Google Scholar] [CrossRef]
- Pintowantoro, S.; Abdul, F. Selective Reduction of Laterite Nickel Ore. Mater. Trans. 2019, 60, 2245–2254. [Google Scholar] [CrossRef]
- Agatzini-Leonardou, S.; Tsakiridis, P.E.; Oustadakis, P.; Karidakis, T.; Katsiapi, A. Hydrometal lurgical process for the separation and recovery of nickel from sulphate heap leach liquor of nickeliferrous laterite ores. Miner. Eng. 2009, 22, 1181–1192. [Google Scholar] [CrossRef]
- Xu, M.; Xu, Q.; Liu, R.Q. Exploitation of Laterite-Nickel Mineral Resources and Technology Advances. Multipurp. Util. Miner. Resour. 2009, 3, 28–30. [Google Scholar]
- Chen, J.B.; Xu, J.H. Status quo of nickel mineral resources of our country and countermeasures. Express Inf. Min. Ind. 2006, 25, 1–3, 37. [Google Scholar]
- Janwong, A. The Agglomeration of Nickel Laterite Ore. Ph.D. Thesis, University of Utah, Salt Lake City, UT, USA, December 2012. [Google Scholar]
- Andika, R.; Astuti, W.; Syafriadi; Nurjaman, F. Effect of flux addition and reductant type in smelting process of Indonesian limonite ore in electric arc furnace. In IOP Conference Series: Materials Science and Engineering, Proceedings of the The 2nd Mineral Processing and Technology International Conference, Tangerang, Banten Province, Indonesia, 1 November 2018; IOP Publishing Ltd: Bristol, UK, 2018; Volume 478. [Google Scholar]
- Farrokhpay, S.; Cathelineau, M.; Blancher, S.B.; Laugier, O.; Filippov, L. Characterization of Weda Bay nickel laterite ore from Indonesia. J. Geochem. Explor. 2019, 196, 270–281. [Google Scholar] [CrossRef]
- Farrokhpay, S.; Fornasiero, D.; Filippov, L. Upgrading nickel in laterite ores by flotation. Miner. Eng. 2018, 121, 100–106. [Google Scholar] [CrossRef]
- Farrokhpay, S.; Filippov, L. Challenges in processing nickel laterite ores by flotation. Int. J. Miner. Process. 2016, 151, 59–67. [Google Scholar] [CrossRef]
- Quast, K.; Connor, J.N.; Skinner, W.; Robinson, D.J.; Addai-Mensah, J. Preconcentration strategies in the processing of nickel laterite ores Part 1: Literature review. Miner. Eng. 2015, 79, 261–268. [Google Scholar] [CrossRef]
- Quast, K.; Connor, J.N.; Skinner, W.M.; Robinson, D.J.; Li, J.; Addai-Mensah, J. Preconcentration strategies in the processing of nickel laterite ores part 2: Laboratory experiments. Miner. Eng. 2015, 79, 269–278. [Google Scholar] [CrossRef]
- Li, J.; Li, X.; Hu, Q.; Wang, Z.; Zhou, Y.; Zheng, J.; Liu, W.; Li, L. Effect of pre-roasting on leaching of laterite. Hydrometallurgy 2009, 99, 84–88. [Google Scholar] [CrossRef]
- Lu, J.; Liu, S.; Shangguan, J.; Du, W.; Pan, F.; Yang, S. The effect of sodium sulphate on the hydrogen reduction process of nickel laterite ore. Miner. Eng. 2013, 49, 154–164. [Google Scholar] [CrossRef]
- Chen, S.-L.; Guo, X.; Shi, W.-T.; Li, N. Extraction of valuable metals from low-grade nickeliferous laterite ore by reduction roasting-ammonia leaching method. J. Central South Univ. Technol. 2010, 17, 765–769. [Google Scholar] [CrossRef]
- Zhu, Z.; Chen, M.-H.; Abernathy, E.; Icenogle, J.; Zhou, S.; Wang, C.; Zhao, C.; Wang, Y.; Chen, H.; Si, Y.; et al. Analysis of complete genomes of the rubella virus genotypes 1E and 2B which circulated in China, 2000–2013. Sci. Rep. 2016, 6, 39025. [Google Scholar] [CrossRef]
- Jiang, M.; Sun, T.; Liu, Z.; Kou, J.; Liu, N.; Zhang, S. Mechanism of sodium sulfate in promoting selective reduction of nickel laterite ore during reduction roasting process. Int. J. Miner. Process. 2013, 123, 32–38. [Google Scholar] [CrossRef] [Green Version]
- Ma, B.; Wang, C.; Yang, W.; Yin, F.; Chen, Y. Screening and reduction roasting of limonitic laterite and ammonia-carbonate leaching of nickel–cobalt to produce a high-grade iron concentrate. Miner. Eng. 2013, 106–113. [Google Scholar] [CrossRef]
- Oliveira, V.D.A.; Dos Santos, C.G.; Brocchi, E.D.A. Assessing the Influence of NaCl on the Reduction of a Siliceous Laterite Nickel Ore Under Caron Process Conditions. Met. Mater. Trans. A 2019, 50, 1309–1321. [Google Scholar] [CrossRef]
- Landers, M.; Gilkes, R. Dehydroxylation and dissolution of nickeliferous goethite in New Caledonian lateritic Ni ore. Appl. Clay Sci. 2007, 35, 162–172. [Google Scholar] [CrossRef]
- Sarbishei, S.; Khajavi, L.T. Kinetic analysis on nickel laterite ore calcination using model-free and model-fitting methods. Miner. Eng. 2019, 136, 129–139. [Google Scholar] [CrossRef]
- Oliveira, V.D.A.; Lana, R.D.J.T.; Coelho, H.C.D.S.; Brigolini, G.J.S.; Dos Santos, C.G. Kinetic Studies of the Reduction of Limonitic Nickel Ore by Hydrogen. Met. Mater. Trans. A 2020, 51, 1418–1431. [Google Scholar] [CrossRef]
- Sarbishei, S.; Khajavi, L.T. The effect of sulfur content of rotary kiln fuel on the composition of nickel laterite calcine. Fuel 2020, 280, 118648. [Google Scholar] [CrossRef]
- Wang, X.F. Simple analysis on pyrometallurgy (RKEF Method) of laterite-nickel ore. Tech. Inno. App. 2013, 1, 89. [Google Scholar]
- Wang, C.Y.; Yin, F.; Chen, Y.Q.; Wang, Z.; Wang, J. Worldwide processing technologies and progress of nickel laterites. In Proceedings of the National Academic Conference of Hydrometallurgy in 2008, Ganzhou, China, 1 April 2008; pp. 1–8. [Google Scholar]
- Sun, Y.Y.; He, Y.M.; Wang, Y. An elementary introduction on ferronickel technological process. Nonferrous Met. Des. 2008, 35, 7–13. [Google Scholar]
- Zhang, B.S.; Jiang, K.X.; Wang, H.B.; Feng, Y.P. Progress of pyrometallurgical smelting technologies for laterite-nickel ore in China. Nonferrous Met. Eng. Res. 2012, 33, 16–19. [Google Scholar]
- He, F. Research on direct reduction roasting and magnetic separation of low-grade laterite nickel ore. Hot Work. Technol. 2012, 41, 16–18, 21. [Google Scholar]
- Liu, J.J.; Hu, G.R.; Peng, Z.D. The latest and future development of laterite nickel ore processing technology. Rare Met. Cem. Carbides 2011, 39, 62–66. [Google Scholar]
- Zhao, G. Simple analysis on ferronickel production technology and its development prospect. Ind. Sci. Trib. 2011, 10, 96–97. [Google Scholar]
- Hu, L.B. Analysis of nickel-iron production (I). Ferro-alloys 2009, 40, 6–10. [Google Scholar]
- Zhu, J.W. Ferronickel smelting process comparison: Blast furnace, electric furnace and rotary kiln. Xinjiang Nonferrous Met. 2011, 34, 53. [Google Scholar]
- Shi, R.; Zhao, J.; Li, X.; Zou, C.; Cui, Y.; Qiu, G. Experimental Study on the Preparation of Cementing Materials by Direct Reduction Coupling of a Hematite-Carbon Base. Metals 2020, 10, 1086. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | NiO | Fe2O3 | FeO | SiO2 | Al2O3 | CaO | MgO | Water |
|---|---|---|---|---|---|---|---|---|
| Content | 1.54 | 65.23 | 0.44 | 3.30 | 8.77 | 0.96 | 1.51 | 17.31 |
| Composition | Laterite Nickel Ore | CaO | C |
|---|---|---|---|
| Ratio | 68.42 | 19.03 | 12.55 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, R.; Li, X.; Cui, Y.; Zhao, J.; Zou, C.; Qiu, G. Coupled Preparation of Ferronickel and Cementitious Material from Laterite Nickel Ores. Materials 2020, 13, 4992. https://doi.org/10.3390/ma13214992
Shi R, Li X, Cui Y, Zhao J, Zou C, Qiu G. Coupled Preparation of Ferronickel and Cementitious Material from Laterite Nickel Ores. Materials. 2020; 13(21):4992. https://doi.org/10.3390/ma13214992
Chicago/Turabian StyleShi, Ruimeng, Xiaoming Li, Yaru Cui, Junxue Zhao, Chong Zou, and Guibao Qiu. 2020. "Coupled Preparation of Ferronickel and Cementitious Material from Laterite Nickel Ores" Materials 13, no. 21: 4992. https://doi.org/10.3390/ma13214992