Taguchi S/N and TOPSIS Based Optimization of Fused Deposition Modelling and Vapor Finishing Process for Manufacturing of ABS Plastic Parts

 , ,
, ,  ,
,  ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Vapor Finishing and FDM Apparatus
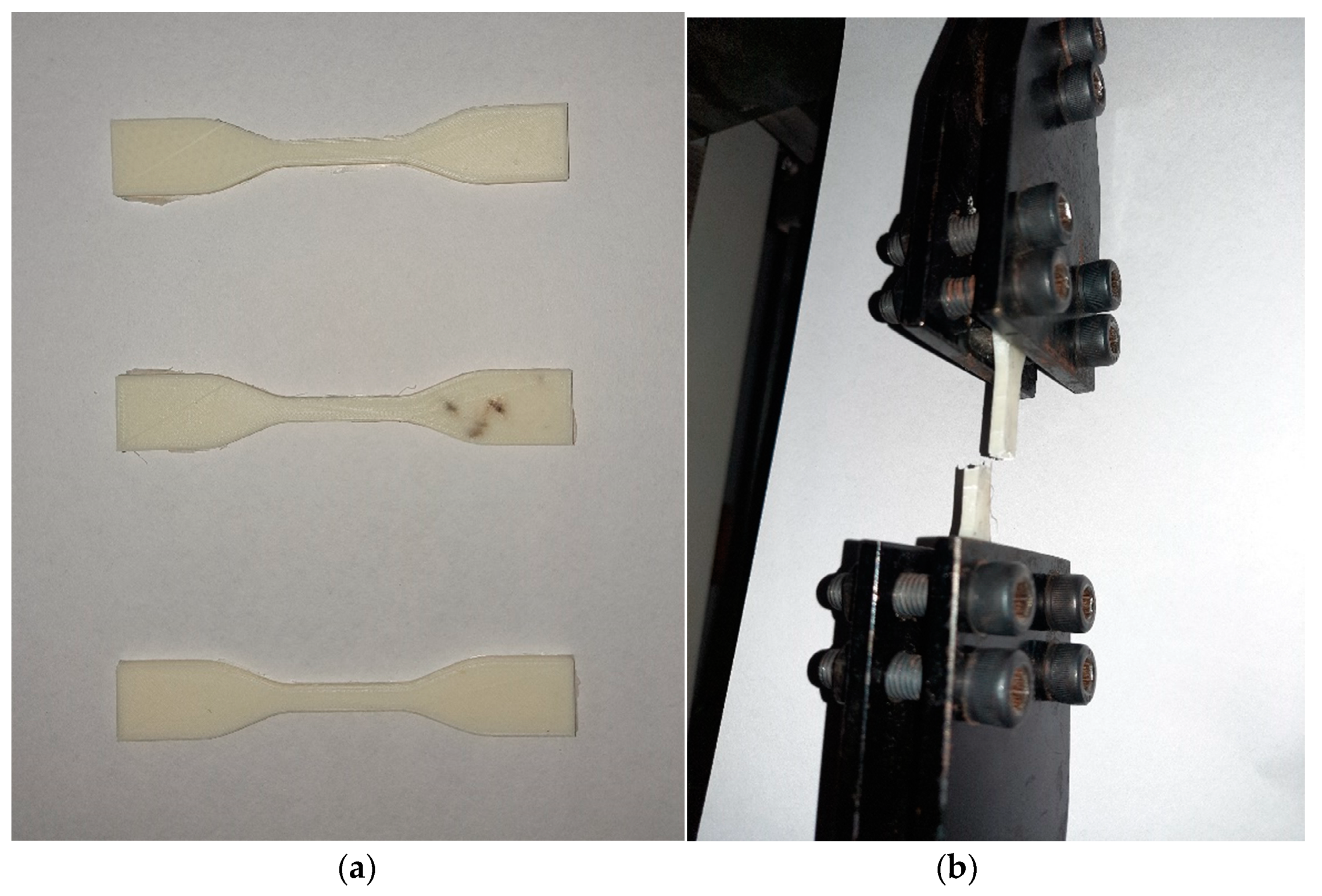
2.2. Measurement Equipment and Design of Experiments
3. Results and Discussions
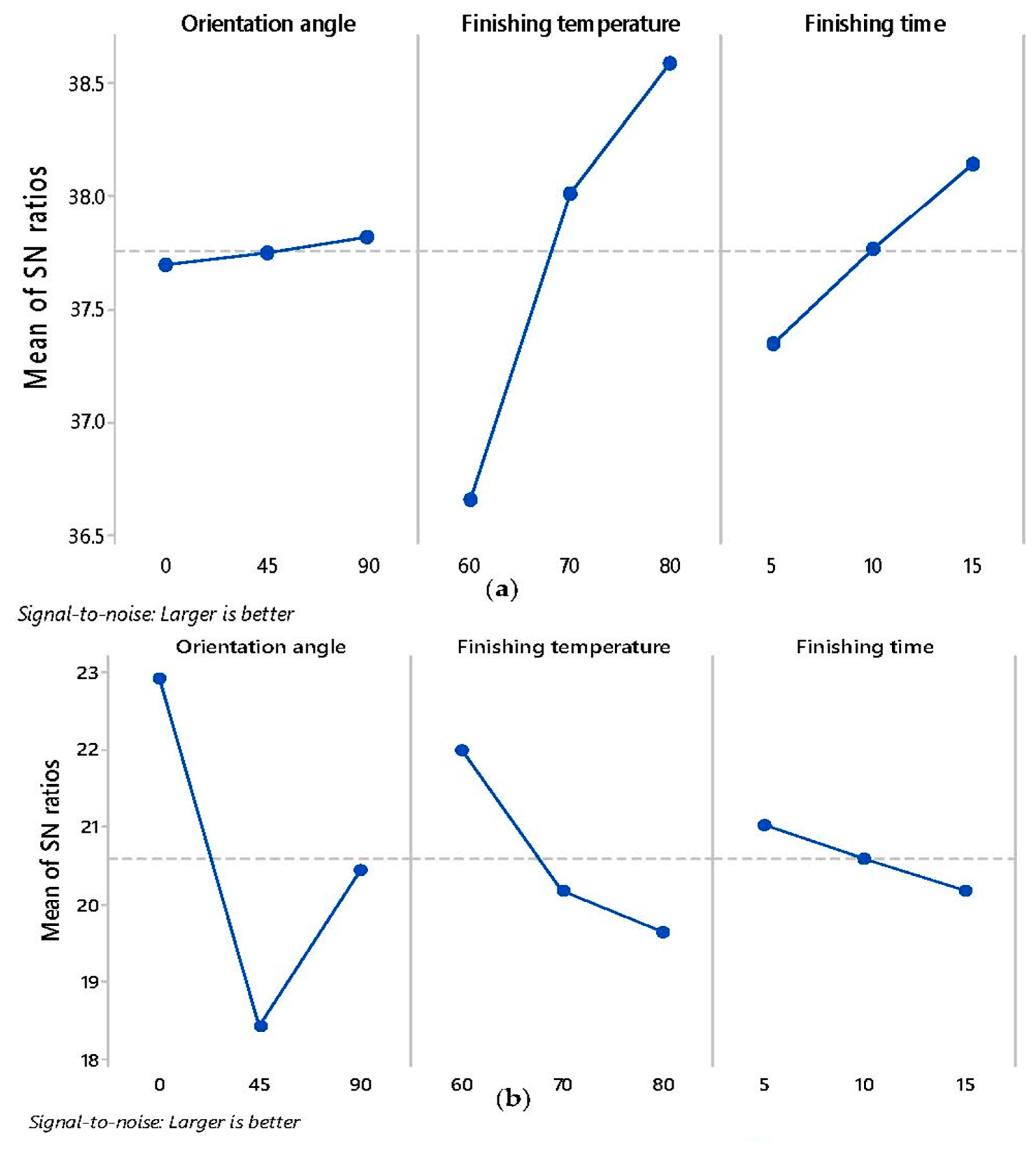
3.1. Taguchi and ANOVA Analysis
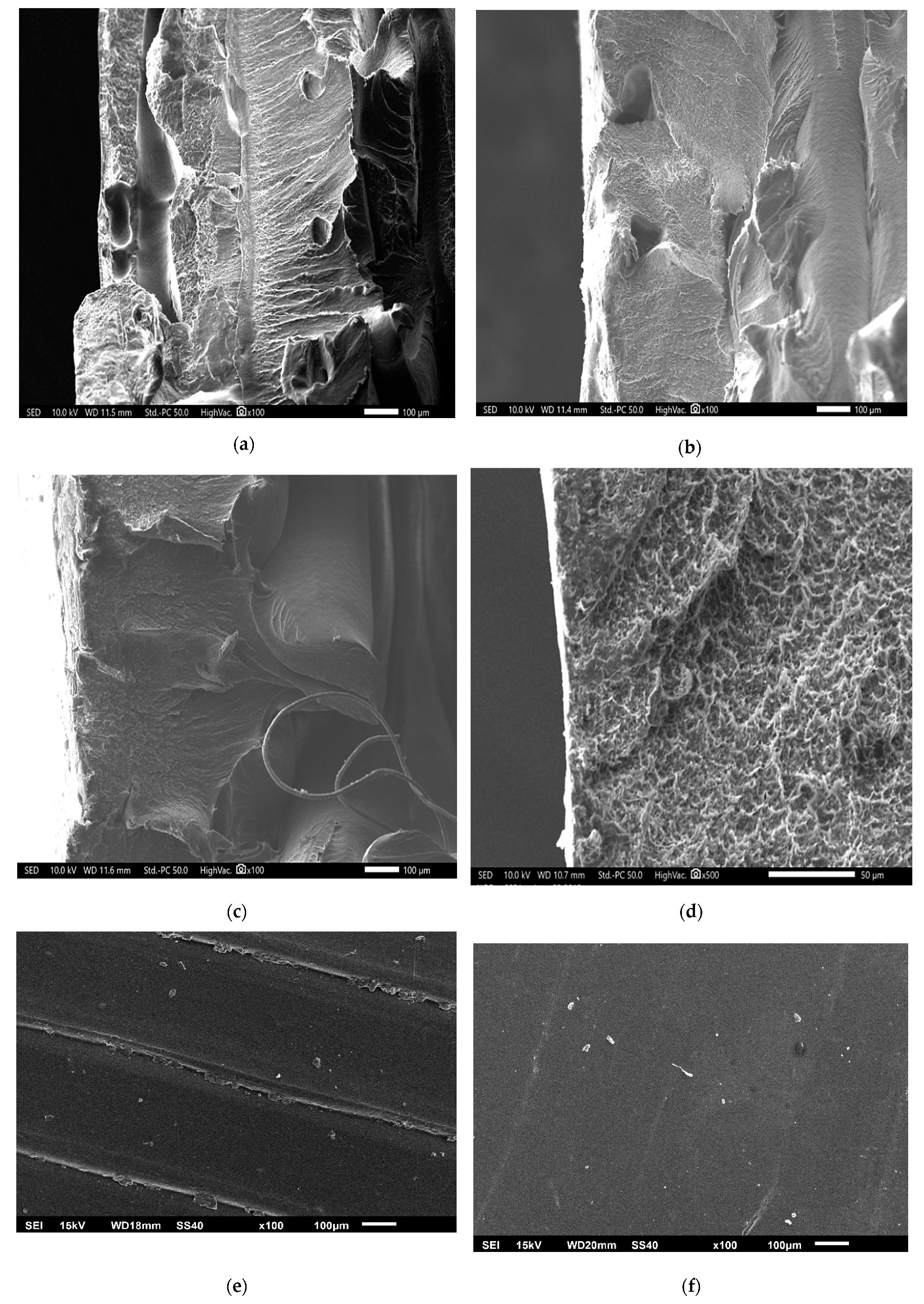
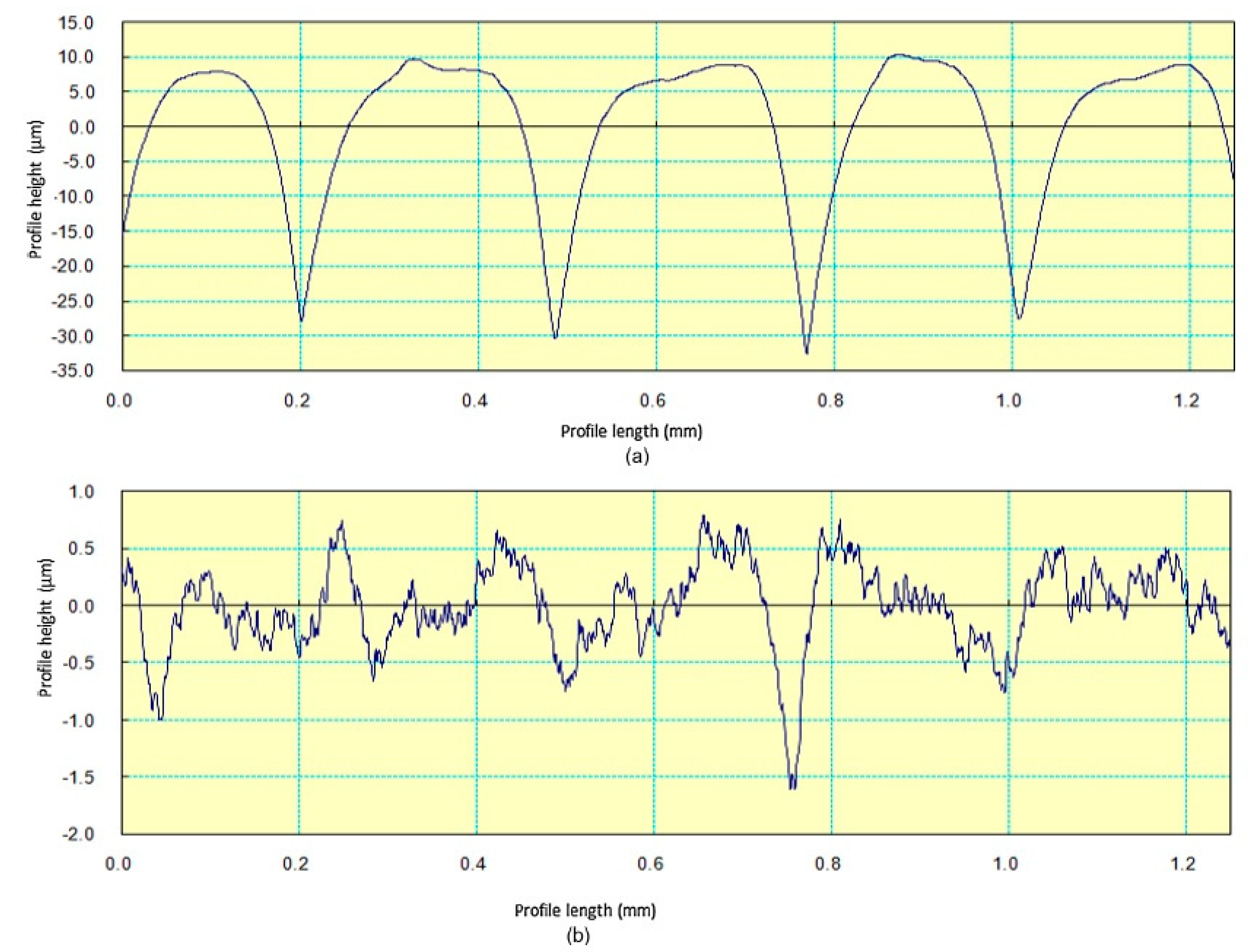
3.2. SEM Micrograph and Surface Profile Analysis
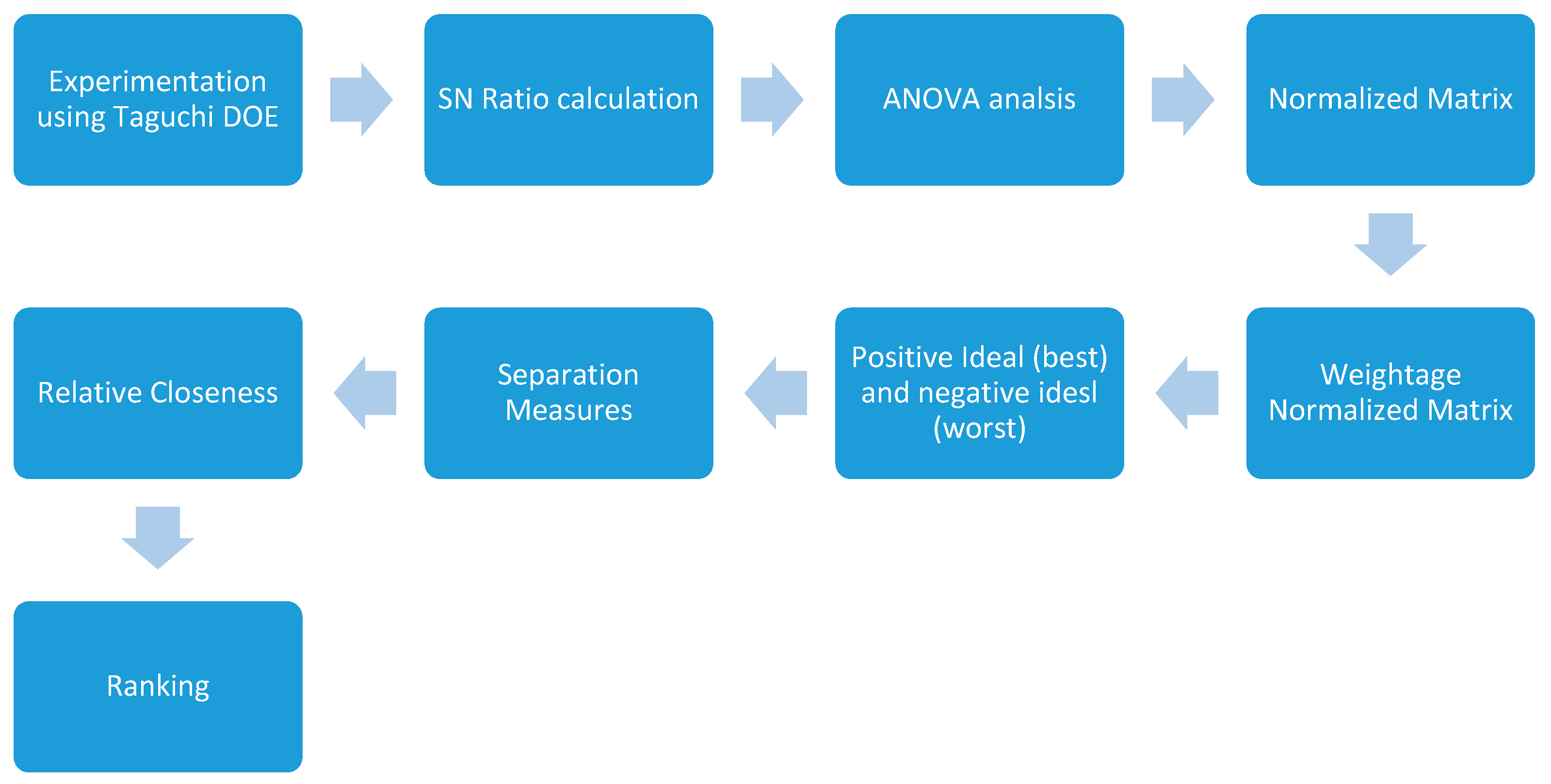
3.3. Multi-Criteria Optimization
3.3.1. Normalized Matrix
3.3.2. Weightage Normalized Matrix
3.3.3. Evaluation of the Positive-Ideal (Best) and Negative-Ideal (Worst) Solutions
3.3.4. Evaluation of the Separation Measures
3.3.5. Evaluation of the Relative Closeness
4. Conclusions
- The study has been conducted on dedicated vapor finishing apparatus which utilized influence of hot chemical vapors mixed with heated air for surface enhancement of ABS parts.
- The finishing temperature has a significant impact on surface finish, while orientation angle and finishing time were significant parameters for tensile strength and weight of FDM parts respectively.
- It was found that higher temperature resulted in better finish due to instant meltdown of upper plastic layers.
- Orientation angle of 0° led to highest value of tensile strength as layers are deposited in horizontal plane. Moreover, higher exposure duration induced permanent weight gain due to increase in absorption of vapours.
- Since each response parameter is impacted differently by input parameters, multi-criteria optimization tool TOPSIS has been utilized to identify optimal settings.
- The optimum parameter settings can be implemented to improve the surface-quality of FDM parts which can be utilized for end-use products and for rapid tooling applications.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Boschetto, A.; Giordano, V.; Veniali, F. Surface roughness prediction in fused deposition modelling by neural networks. Int. J. Adv. Manuf. Technol. 2013, 67, 2727–2742. [Google Scholar] [CrossRef]
- Peng, A.; Xiao, X.; Yue, R. Process parameter optimization for fused deposition modeling using response surface methodology combined with fuzzy inference system. Int. J. Adv. Manuf. Technol. 2014, 73, 87–100. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L.; Veniali, F. Microremoval modeling of surface roughness in barrel finishing. Int. J. Adv. Manuf. Technol. 2013, 69, 2343–2354. [Google Scholar] [CrossRef]
- Chohan, J.S.; Mittal, N.; Kumar, R.; Singh, S.; Sharma, S.; Singh, J.; Rao, K.V.; Mia, M.; Pimenov, D.; Dwivedi, S.P. Mechanical Strength Enhancement of 3D Printed Acrylonitrile Butadiene Styrene Polymer Components Using Neural Network Optimization Algorithm. Polymers 2020, 12, 2250. [Google Scholar] [CrossRef] [PubMed]
- Chohan, J.S.; Singh, R.; Boparai, K.S. Vapor smoothing process for surface finishing of FDM replicas. Mater. Today Proc. 2020, 26, 173–179. [Google Scholar] [CrossRef]
- Chohan, J.S.; Singh, R.; Boparai, K.S. Effect of Process Parameters of Fused Deposition Modeling and Vapour Smoothing on Surface Properties of ABS Replicas for Biomedical Applications. In Additive Manufacturing of Emerging Materials; AlMangour, B., Ed.; Springer: Berlin, Germany, 2018; pp. 227–249. [Google Scholar]
- Sood, A.K.; Mahapatra, S.S.; Ohdar, R.K. Weighted principal component approach for improving surface finish of ABS plastic parts built through fused deposition modelling process. Int. J. Rapid Manuf. 2011, 2, 4–27. [Google Scholar] [CrossRef]
- Tiwary, V.K.; Arunkumar, P.A.; Deshpande, A.S.; Rangaswamy, N. Surface enhancement of FDM patterns to be used in rapid investment casting for making medical implants. Rapid Prototyp. J. 2019, 25, 904–914. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L. Surface improvement of fused deposition modeling parts by barrel finishing. Rapid Prototyp. J. 2015, 21, 686–696. [Google Scholar] [CrossRef]
- Kumar, A.; Alam, Z.; Khan, D.A.; Jha, S. Nanofinishing of FDM-fabricated components using ball end magnetorheological finishing process. Mater. Manuf. Process. 2019, 34, 232–242. [Google Scholar] [CrossRef]
- Takagishi, K.; Umezu, S. Development of the Improving Process for the 3D Printed Structure. Sci. Rep. 2017, 7, 39852. [Google Scholar] [CrossRef] [PubMed]
- Valerga, A.P.; Fernandez-Vidal, S.R.; Girot, F.; Gamez, A.J. On the Relationship between Mechanical Properties and Crystallisation of Chemically Post-Processed Additive Manufactured Polylactic Acid Pieces. Polymers 2020, 12, 941. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Neff, C.; Trapuzzano, M.; Crane, N.B. Impact of vapor polishing on surface roughness and mechanical properties for 3D printed ABS. In Proceedings of the 26th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 8–10 August 2016; pp. 2295–2304. [Google Scholar]
- Galantucci, L.M.; Lavecchia, F.; Percoco, G. Quantitative analysis of a chemical treatment to reduce roughness of parts fabricated using fused deposition modeling. CIRP Ann. 2010, 59, 247–250. [Google Scholar] [CrossRef]
- Colpani, A.; Fiorentino, A.; Ceretti, E. Characterization of chemical surface finishing with cold acetone vapours on ABS parts fabricated by FDM. Prod. Eng. 2019, 13, 437–447. [Google Scholar] [CrossRef]
- Xu, K.; Xi, T.; Liu, C. Design of the desktop vapor polisher with acetone vapor absorption mechanism. J. Phys. Conf. Ser. 2019, 1303, 012061. [Google Scholar] [CrossRef]
- ASTM International. ASTM D638-14, Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- MatWeb, Material Property Data. Available online: http://www.matweb.com/search/datasheet.aspx?MatGUID=3a8afcddac864d4b8f58d40570d2e5aa&ckck=1 (accessed on 27 March 2020).
- ISO. ISO 4287: Geometrical Product Specifications (GPS)-Surface Texture: Profile Method-Terms, Definitions and Surface Texture Parameters; ISO: Geneva, Switzerland, 1997. [Google Scholar]
- Krishnaiah, K.; Shahabudeen, P. Applied Design of Experiments and Taguchi Methods; PHI Learning Private Limited: New Delhi, India, 2013. [Google Scholar]
- Colpani, A.; Fiorentino, A.; Ceretti, E. Design and Fabrication of Customized Tracheal Stents by Additive Manufacturing. Procedia Manuf. 2020, 47, 1029–1035. [Google Scholar] [CrossRef]
- Mu, M.; Ou, C.-Y.; Wang, J.; Liu, Y. Surface modification of prototypes in fused filament fabrication using chemical vapour smoothing. Addit. Manuf. 2020, 31, 100972. [Google Scholar] [CrossRef]
- Panda, S.S.; Chabra, R.; Kapil, S.; Patel, V. Chemical vapour treatment for enhancing the surface finish of PLA object produced by fused deposition method using the Taguchi optimization method. SN Appl. Sci. 2020, 2, 1–13. [Google Scholar] [CrossRef]
- Kuo, C.-C.; Mao, R.-C. Development of a Precision Surface Polishing System for Parts Fabricated by Fused Deposition Modeling. Mater. Manuf. Process. 2015, 31, 1113–1118. [Google Scholar] [CrossRef]
- Tzeng, G.-H.; Huang, J.-J. Multiple Attribute Decision Making: Methods and Applications; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Anand, M.B.; Vinodh, S. Application of fuzzy AHP—TOPSIS for ranking additive manufacturing processes for microfabrication. Rapid Prototyp. J. 2018, 24, 424–435. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Exp. No. | Input Parameters | Surface Roughness | Tensile Strength | Weight | |||||
|---|---|---|---|---|---|---|---|---|---|
| A (°) | B (°C) | C (min) | %∆Ra | SN Ratio | Peak Strength (MPa) | SN Ratio | %∆w | SN Ratio | |
| 1 | 0 | 60 | 5 | 64.12 | 36.1399 | 16.75 | 24.4803 | 0.23 | −14.53 |
| 2 | 0 | 70 | 10 | 80.35 | 38.0997 | 14.09 | 22.9782 | 0.35 | −18.47 |
| 3 | 0 | 80 | 15 | 87.59 | 38.8491 | 11.67 | 21.3414 | 0.40 | −19.44 |
| 4 | 45 | 60 | 10 | 67.54 | 36.5912 | 9.57 | 19.6182 | 0.39 | −18.81 |
| 5 | 45 | 70 | 15 | 82.64 | 38.3438 | 7.33 | 17.3021 | 0.33 | −17.53 |
| 6 | 45 | 80 | 5 | 82.25 | 38.3027 | 8.3 | 18.3816 | 0.14 | −9.79 |
| 7 | 90 | 60 | 15 | 72.78 | 37.2402 | 12.45 | 21.9034 | 0.24 | −12.78 |
| 8 | 90 | 70 | 5 | 75.83 | 37.5968 | 10.28 | 20.2399 | 0.16 | −9.77 |
| 9 | 90 | 80 | 10 | 85.31 | 38.6200 | 9.12 | 19.1999 | 0.26 | −13.99 |
| Parameters | Dof | Seq. SS | Seq. MS | F-Value | P-Value | Contribution | Significance |
|---|---|---|---|---|---|---|---|
| A | 2 | 0.02289 | 0.01145 | 0.31 | 0.763 | 0.32% | No |
| B | 2 | 5.91115 | 2.95557 | 80.41 | 0.012 | 84.88% | Yes |
| C | 2 | 0.95623 | 0.47811 | 13.01 | 0.071 | 13.73% | Yes |
| Error | 2 | 0.07351 | 0.03676 | 0.10% | |||
| Total | 8 | 6.96378 |
| Parameters | Dof | Seq. SS | Seq. MS | F-Value | P-Value | Contribution | Significance |
|---|---|---|---|---|---|---|---|
| A | 2 | 30.478 | 15.2388 | 28.85 | 0.034 | 72.89% | Yes |
| B | 2 | 9.190 | 4.5952 | 8.70 | 0.103 | 21.97% | No |
| C | 2 | 1.088 | 0.5440 | 1.03 | 0.493 | 2.60% | No |
| Error | 2 | 1.056 | 0.5282 | 2.52% | |||
| Total | 8 | 41.813 |
| Parameter | Dof | Seq. SS | Seq. MS | F-Value | P-Value | Contribution | Significance |
|---|---|---|---|---|---|---|---|
| A | 2 | 7.0879 | 3.5440 | 53.98 | 0.018 | 7.49 | No |
| B | 2 | 6.6804 | 3.3402 | 50.88 | 0.019 | 7.06 | No |
| C | 2 | 80.6525 | 40.3264 | 614.23 | 0.002 | 85.29 | Yes |
| Error | 2 | 0.1313 | 0.0657 | 0.13 | |||
| Total | 8 | 94.5524 |
| Normalized Matrix of Response Parameters | Weightage Normalized Matrix of Response Parameters | |||||
|---|---|---|---|---|---|---|
| S. No. | Weight | Tensile Strength | Surface Roughness | Weight | Tensile Strength | Surface Roughness |
| 1 | 0.263 | 0.489 | 0.274 | 0.088 | 0.163 | 0.091 |
| 2 | 0.400 | 0.411 | 0.343 | 0.133 | 0.137 | 0.114 |
| 3 | 0.457 | 0.341 | 0.374 | 0.152 | 0.114 | 0.125 |
| 4 | 0.445 | 0.279 | 0.289 | 0.148 | 0.093 | 0.096 |
| 5 | 0.377 | 0.214 | 0.353 | 0.126 | 0.071 | 0.118 |
| 6 | 0.1 | 0.242 | 0.352 | 0.053 | 0.081 | 0.117 |
| 7 | 0.274 | 0.363 | 0.311 | 0.091 | 0.121 | 0.104 |
| 8 | 0.183 | 0.300 | 0.324 | 0.061 | 0.100 | 0.108 |
| 9 | 0.297 | 0.266 | 0.365 | 0.099 | 0.089 | 0.122 |
| Output Parameters | Positive-Ideal | Negative-Ideal |
|---|---|---|
| Weight | 0.053 | 0.152 |
| Tensile strength | 0.163 | 0.071 |
| Surface roughness | 0.125 | 0.091 |
| Experiment No. | Positive Separation Measure | Negative Separation Measure |
|---|---|---|
| 1 | 0.048 | 0.112 |
| 2 | 0.085 | 0.072 |
| 3 | 0.111 | 0.054 |
| 4 | 0.121 | 0.023 |
| 5 | 0.117 | 0.038 |
| 6 | 0.083 | 0.103 |
| 7 | 0.060 | 0.080 |
| 8 | 0.066 | 0.097 |
| 9 | 0.087 | 0.064 |
| Exp. No. | Cij | Individual Rank |
|---|---|---|
| 1 | 0.701 | 1 |
| 2 | 0.461 | 5 |
| 3 | 0.327 | 7 |
| 4 | 0.157 | 9 |
| 5 | 0.243 | 8 |
| 6 | 0.554 | 4 |
| 7 | 0.569 | 3 |
| 8 | 0.597 | 2 |
| 9 | 0.422 | 6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chohan, J.S.; Kumar, R.; Singh, T.B.; Singh, S.; Sharma, S.; Singh, J.; Mia, M.; Pimenov, D.Y.; Chattopadhyaya, S.; Dwivedi, S.P.; et al. Taguchi S/N and TOPSIS Based Optimization of Fused Deposition Modelling and Vapor Finishing Process for Manufacturing of ABS Plastic Parts. Materials 2020, 13, 5176. https://doi.org/10.3390/ma13225176
Chohan JS, Kumar R, Singh TB, Singh S, Sharma S, Singh J, Mia M, Pimenov DY, Chattopadhyaya S, Dwivedi SP, et al. Taguchi S/N and TOPSIS Based Optimization of Fused Deposition Modelling and Vapor Finishing Process for Manufacturing of ABS Plastic Parts. Materials. 2020; 13(22):5176. https://doi.org/10.3390/ma13225176
Chicago/Turabian StyleChohan, Jasgurpreet Singh, Raman Kumar, TH Bhatia Singh, Sandeep Singh, Shubham Sharma, Jujhar Singh, Mozammel Mia, Danil Yurievich Pimenov, Somnath Chattopadhyaya, Shashi Prakash Dwivedi, and et al. 2020. "Taguchi S/N and TOPSIS Based Optimization of Fused Deposition Modelling and Vapor Finishing Process for Manufacturing of ABS Plastic Parts" Materials 13, no. 22: 5176. https://doi.org/10.3390/ma13225176