Influence of Heat Treatment on Cyclic Response of Nickel-Based Superalloy Inconel 718 up to Very-High Cycle Regime


Abstract
1. Introduction
2. Experimental Procedures
3. Material Properties
3.1. Raw Material
3.2. Heat Treatment
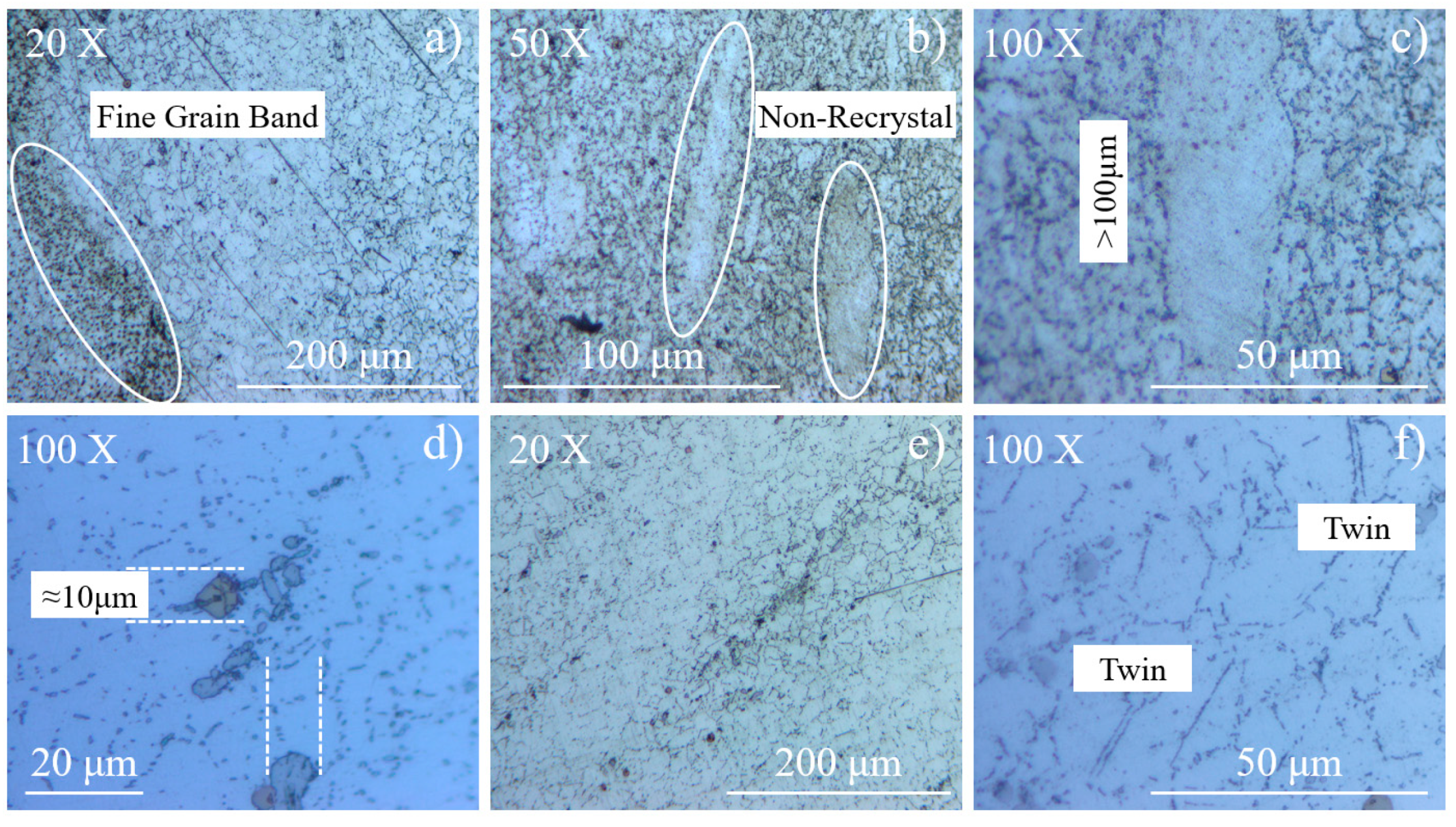
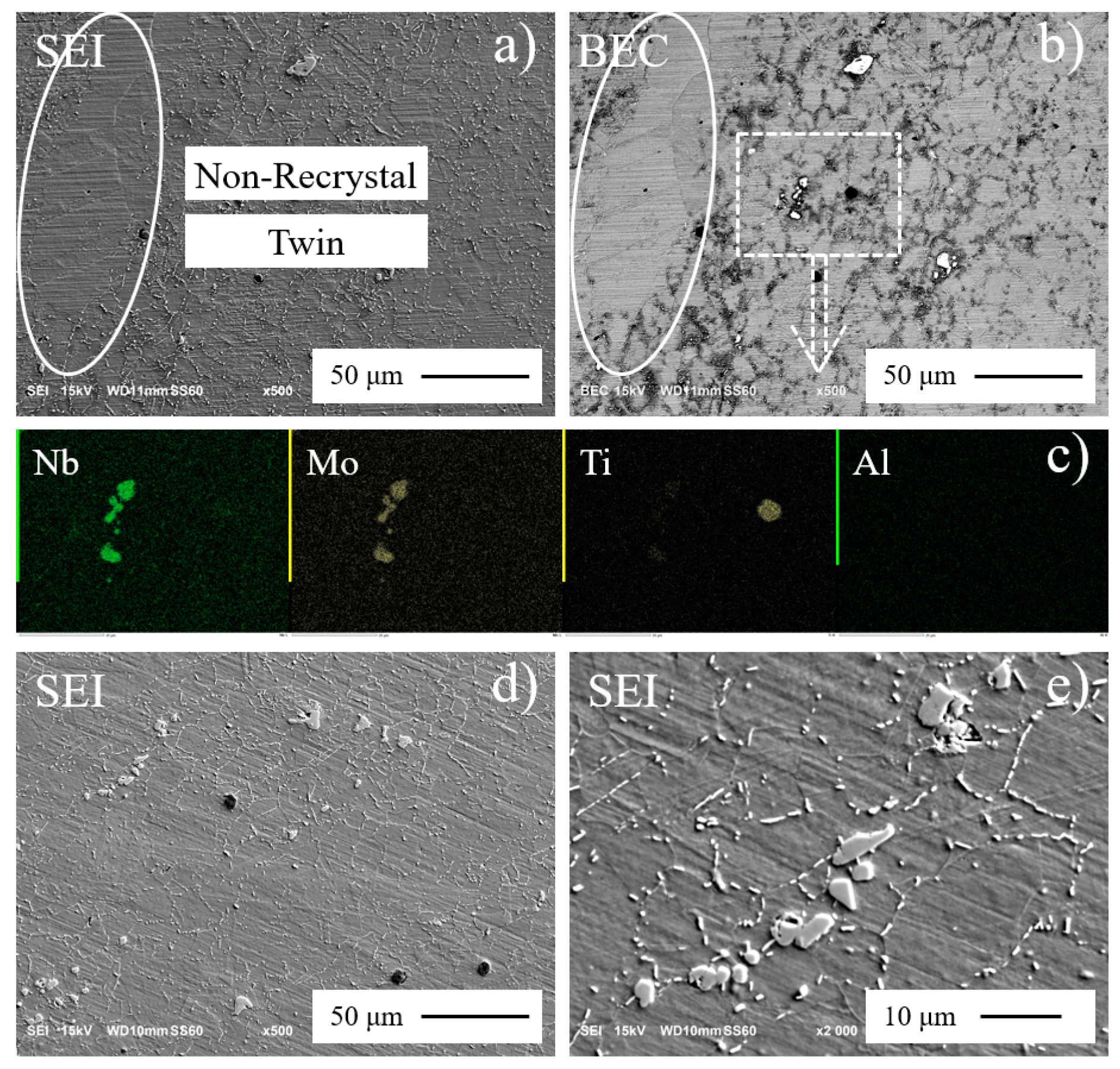
3.3. Microstructure
4. Results
4.1. Monotonic Quasi-Static Uniaxial Tensile
4.2. Cyclic Stress-Strain Response
4.3. Self-Heating Phenomenon
4.4. Influence Factor on VHCF
5. Discussion
5.1. Annealed
5.2. Aged
6. Conclusions
- (1)
- Three sets of materials of Inconel 718 with different heat treatment methods, namely annealed, aged, and directly aged high-quality edition (DAHQ) were compared. Differences in grain size, phase, and precipitate particles were investigated using a metallographic micrograph by OM and SEM. Heterogeneity, such as in the form of “fine grain band” and “non-recrystallized grains”, was reduced and residual strain was also relieved after aged treatment.
- (2)
- Quasi-static uniaxial tensile properties and cyclic response of Inconel 718 were proposed. Yield and ultimate strength increased obviously after aging heat treatment. Self-heating phenomenon at 20 kHz was attenuated by heat treatment as grain size decreased. There was a transition from cyclic hardening to softening after aging heat treatment.
- (3)
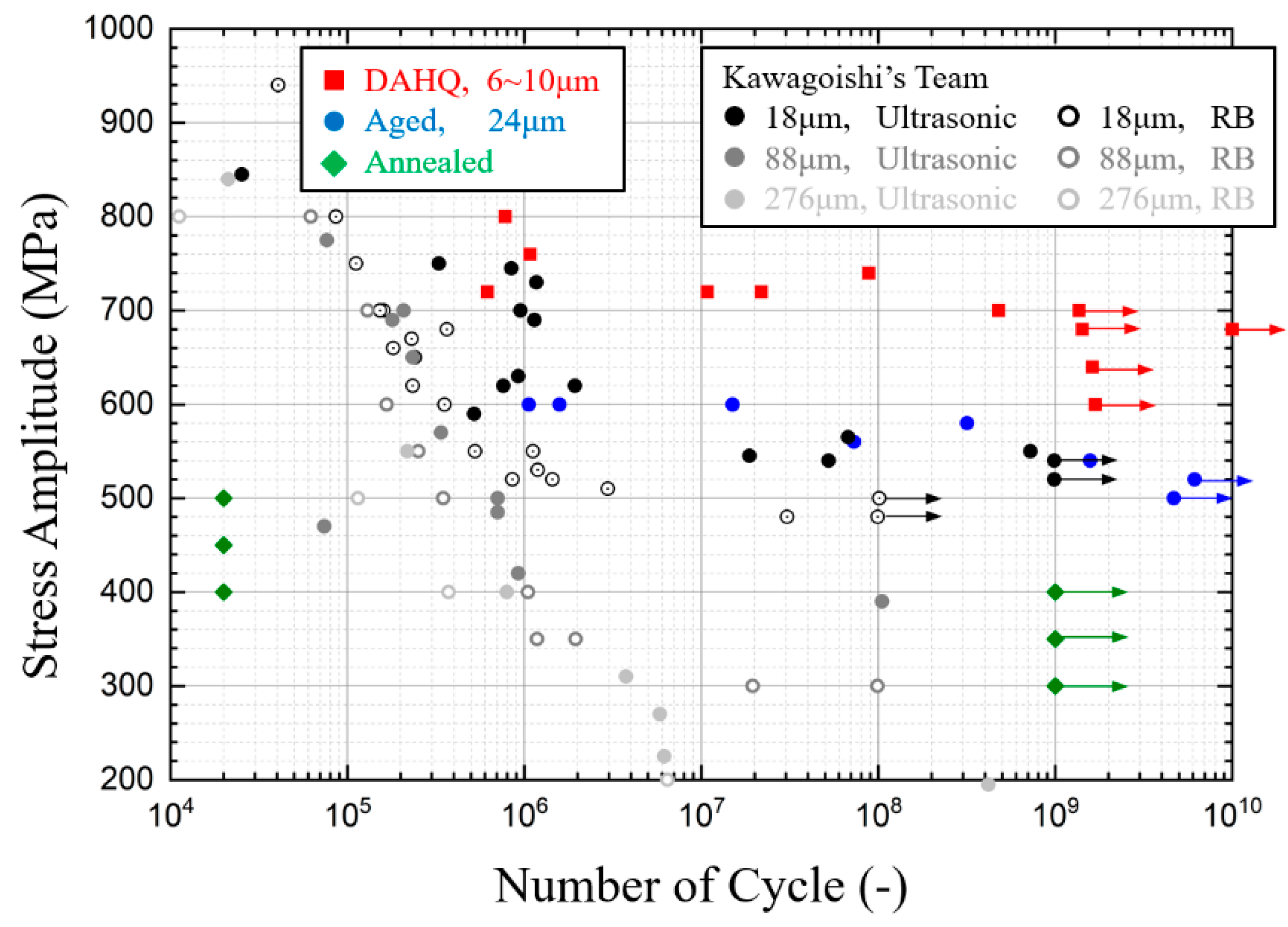
- The crack initiation duration occupied greater than 99% of the total fatigue life for Inconel 718 at 20 kHz. Average grain size influenced the VHCF strength and the crack initiation mechanism. Self-heating phenomenon is not a decisive factor influencing VHCF strength of superalloy Inconel 718, as long as the temperature increase is far less than the design temperature limitation of 700 °C.
- (4)
- Heterogeneous microstructure was ameliorated by ultrasonic loading. The “Fine grain band” and “non-recrystallized zone” disappeared after cyclic tension-compression. A single initiation site was presented in the aged specimen, regardless of the loading level and total fatigue life cycles. Micro-crack initiated at subsurface slip bands in the direction of maximum shear stress.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

| DAHQ | Aged | ||||
|---|---|---|---|---|---|
| Stress | Cycle | Comment | Stress | Cycles | Comment |
| 800 | 7.80 × 105 | 600 | 1.06 × 106 | ||
| 760 | 1.08 × 106 | 600 | 1.58 × 106 | ||
| 740 | 8.84 × 107 | 600 | 1.50 × 107 | ||
| 720 | 6.20 × 105 | 580 | 3.17 × 108 | ||
| 720 | 1.08 × 107 | 560 | 7.28 × 107 | ||
| 720 | 2.18 × 107 | 540 | 1.57 × 109 | ||
| 700 | 4.78 × 108 | 520 | 6.13 × 109 | run out | |
| 700 | 1.36 × 109 | run out | 500 | 4.68 × 109 | run out |
| 680 | 1.42 × 109 | run out | |||
| 680 | 1.0 × 1010 | run out | |||
| 640 | 1.62 × 109 | run out | |||
| 600 | 1.68 × 109 | run out |
References
- Bathias, C.; Paris, P.C. Gigacycle Fatigue in Mechanical Practice; CRC Press: New York, NY, USA, 2004. [Google Scholar]
- Bathias, C.; Drouillac, L.; Le François, P. How and why the fatigue S–N curve does not approach a horizontal asymptote. Int. J. Fatigue 2001, 23 (Suppl. 1), 143–151. [Google Scholar] [CrossRef]
- Murakami, Y.; Yokoyama, N.; Nagata, J. Mechanism of fatigue failure in ultralong life regime. Fatigue Fract. Eng. Mater. Struct. 2002, 25, 735–746. [Google Scholar] [CrossRef]
- Stanzl-Tschegg, S.E.; Mayer, H. Fatigue and fatigue crack growth of aluminium alloys at very high numbers of cycles. Int. J. Fatigue 2001, 23 (Suppl. 1), 231–237. [Google Scholar] [CrossRef]
- Bathias, C. Influence of the metallurgical instability on the gigacycle fatigue regime. Int. J. Fatigue 2010, 32, 535–540. [Google Scholar] [CrossRef]
- Pineau, A.; Antolovich, S.D. Probabilistic approaches to fatigue with special emphasis on initiation from inclusions. Int. J. Fatigue 2016, 93, 422–434. [Google Scholar] [CrossRef]
- Chaboche, J.L.; Nouailhas, D.; Pacou, D.; Paulmier, P. Modeling of the cylic response and ratchetting effects on inconel-718 alloy. Eur. J. Mech. A Solids 1991, 10, 101–121. [Google Scholar]
- Belan, J. High frequency fatigue test of IN 718 alloy–microstructure and fractography evaluation. Metalurgija 2015, 54, 59–62. [Google Scholar]
- Belan, J. The Fractography Analysis of IN 718 Alloy after Fatigue Test. Key Eng. Mater. 2014, 635, 9–12. [Google Scholar] [CrossRef]
- Devaux, A.; Nazé, L.; Molins, R.; Pineau, A.; Organista, A.; Guédou, J.; Uginet, J.; Héritier, P. Gamma double prime precipitation kinetic in Alloy 718. Mater. Sci. Eng. A 2008, 486, 117–122. [Google Scholar] [CrossRef]
- Huang, Y.; Langdon, T.G. The evolution of delta-phase in a superplastic Inconel 718 alloy. J. Mater. Sci. 2007, 42, 421–427. [Google Scholar] [CrossRef]
- Thomas, A.; El-Wahabi, M.; Cabrera, J.; Prado, J. High temperature deformation of Inconel 718. J. Mater. Process. Technol. 2006, 177, 469–472. [Google Scholar] [CrossRef]
- Zhong, L.; Hu, H.; Liang, Y.-L.; Huang, C. High Cycle Fatigue Performance of Inconel 718 Alloys with Different Strengths at Room Temperature. Metals 2019, 9, 13. [Google Scholar] [CrossRef]
- Zhu, M.; Gorbatikh, L.; Fonteyn, S.; Van Hemelrijck, D.; Pyl, L.; Carrella-Payan, D.; Lomov, S.V. Digital image correlation assisted characterization of Mode I fatigue delamination in composites. Compos. Struct. 2020, 253, 112746. [Google Scholar] [CrossRef]
- Esmaeilzadeh, M.; Arabi, H.; Qods, F.; Sadeghi, B.M. Prediction of texture evolution and crack growth rate of nickel based superalloys in thermo-mechanical fatigue by ultrasonic technique. Theor. Appl. Fract. Mech. 2018, 97, 15–29. [Google Scholar] [CrossRef]
- Yan, N.; Kawagoishi, N.; Maeda, Y.; Chen, Q. Effect of loading frequency on fatigue properties of Ni-base super alloy Inconel 718. Struct. Longev. 2010, 4, 145–152. [Google Scholar]
- Kawagoishi, N.; Maemura, E.; Chen, Q.; Goto, M.; Morino, K. Effect of grain size on ultrasonic fatigue properties of Ni-base super alloy Inconel 718. Trans. Jpn. Soc. Mech. Eng. Ser. A 2008, 74, 1000–1005. [Google Scholar] [CrossRef]
- Chen, Q.; Kawagoishi, N.; Wang, Q.; Yan, N.; Ono, T.; Hashiguchi, G. Small crack behavior and fracture of nickel-based superalloy under ultrasonic fatigue. Int. J. Fatigue 2005, 27, 1227–1232. [Google Scholar] [CrossRef]
- Amanov, A.; Pyun, Y.-S.; Kim, J.-H.; Suh, C.-M.; Cho, I.-S.; Kim, H.; Wang, Q.; Khan, M. Ultrasonic fatigue performance of high temperature structural material Inconel 718 alloys at high temperature after UNSM treatment. Fatigue Fract. Eng. Mater. Struct. 2015, 38, 1266–1273. [Google Scholar] [CrossRef]
- Yang, K.; Huang, Q.; Wang, Q.; Chen, Q. Competing crack initiation behaviors of a laser additively manufactured nickel-based superalloy in high and very high cycle fatigue regimes. Int. J. Fatigue 2020, 136, 105580. [Google Scholar] [CrossRef]
- Texier, D.; Cormier, J.; Villechaise, P.; Stinville, J.-C.; Torbet, C.J.; Pierret, S.; Pollock, T.M. Crack initiation sensitivity of wrought direct aged alloy 718 in the very high cycle fatigue regime: The role of non-metallic inclusions. Mater. Sci. Eng. A 2016, 678, 122–136. [Google Scholar] [CrossRef]
- Texier, D.; Stinville, J.-C.; Echlin, M.P.; Pierret, S.; Villechaise, P.; Pollock, T.M.; Cormier, J. Short crack propagation from cracked non-metallic inclusions in a Ni-based polycrystalline superalloy. Acta Mater. 2019, 165, 241–258. [Google Scholar] [CrossRef]
- Bathias, C. Piezoelectric fatigue testing machines and devices. Int. J. Fatigue 2006, 28, 1438–1445. [Google Scholar] [CrossRef]
- Inconel 718 Handbook. Available online: https://www.specialmetals.com/assets/smc/documents/alloys/inconel/inconel-alloy-718.pdf (accessed on 22 October 2020).
- Oradei-Basile, A.; Radavich, J. A current TTT diagram for wrought alloy 718. Superalloys 1991, 718, 325–335. [Google Scholar]
- Abikchi, M.; Billot, T.; Crépin, J.; Longuet, A.; Mary, C.; Morgeneyer, T.F.; Pineau, A. Fatigue life and initiation mechanisms in wrought Inconel 718 DA for different microstructures. In Proceedings of the 13th International Conference on Fracture, Beijing, China, 16–21 June 2013. [Google Scholar]
- Sun, C.; Lei, Z.; Xie, J.; Hong, Y. Effects of inclusion size and stress ratio on fatigue strength for high-strength steels with fish-eye mode failure. Int. J. Fatigue 2013, 48, 19–27. [Google Scholar] [CrossRef]
- Radavich, J. The physical metallurgy of cast and wrought alloy 718. In Conference Proceedings on Superalloy; The Minerals, Metals & Materials Society: Pittsburgh, PA, USA, 1989; pp. 229–240. [Google Scholar]
- Jarzębska, A.; Bieda, M.; Kawałko, J.; Rogal, Ł.; Koprowski, P.; Sztwiertnia, K.; Pachla, W.; Kulczyk, M. A new approach to plastic deformation of biodegradable zinc alloy with magnesium and its effect on microstructure and mechanical properties. Mater. Lett. 2018, 211, 58–61. [Google Scholar] [CrossRef]
- ASTM Standard. ASTM E112-10: Standard Test Methods for Determining Average Grain Size; ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar]
- Texier, D.; Gómez, A.C.; Pierret, S.; Franchet, J.-M.; Pollock, T.M.; Villechaise, P.; Cormier, J. Microstructural Features Controlling the Variability in Low-Cycle Fatigue Properties of Alloy Inconel 718DA at Intermediate Temperature. Metall. Mater. Trans. A 2016, 47, 1096–1109. [Google Scholar] [CrossRef]
- ASTM Standard. ASTM E8-16a: Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Suresh, S. Fatigue of Materials; Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Pineau, A.; Antolovich, S.D. High temperature fatigue of nickel-base superalloys–a review with special emphasis on deformation modes and oxidation. Eng. Fail. Anal. 2009, 16, 2668–2697. [Google Scholar] [CrossRef]
- Yan, N.; Kawagoishi, N.; Chen, Q.; Wang, Q.Y.; Nisitani, H.; Kondo, E. Fatigue properties of Inconel 718 in long life region at elevated temperature. Key Eng. Mater. 2003, 243, 321–326. [Google Scholar] [CrossRef]
- Kawagoishi, N.; Chen, Q.; Nisitani, H. Fatigue strength of Inconel 718 at elevated temperatures. Fatigue Fract. Eng. Mater. Struct. 2000, 23, 209–216. [Google Scholar] [CrossRef]
- Deng, G.-J.; Tu, S.-T.; Zhang, X.C.; Wang, Q.-Q.; Qin, C.-H. Grain size effect on the small fatigue crack initiation and growth mechanisms of nickel-based superalloy GH4169. Eng. Fract. Mech. 2015, 134, 433–450. [Google Scholar] [CrossRef]
- Furuya, Y.; Matsuoka, S.; Abe, T.; Yamaguchi, K. Gigacycle fatigue properties for high-strength low-alloy steel at 100 Hz, 600 Hz, and 20 kHz. Scr. Mater. 2002, 46, 157–162. [Google Scholar] [CrossRef]
- Nguyen, H.; Gallimard, L.; Bathias, C. Numerical simulation of fish-eye fatigue crack growth in very high cycle fatigue. Eng. Fract. Mech. 2015, 135, 81–93. [Google Scholar] [CrossRef]
- Nguyen, H.; Gallimard, L.; Bathias, C. Numerical simulation of the coupling between thermal dissipation and fish-eye crack growth in very high cycle fatigue regime. Fatigue Fract. Eng. Mater. Struct. 2013, 36, 450–461. [Google Scholar] [CrossRef]
- Sakai, T. Review and prospects for current studies on very high cycle fatigue of metallic materials for machine structural use. J. Solid Mech. Mater. Eng. 2009, 3, 425–439. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}





| Element | Ni | Cr | Fe | Nb | Mo | Ti | Al |
|---|---|---|---|---|---|---|---|
| Manual | 50~55 | 17~21 | Bal | 4.75~5.5 | 2.8~3.3 | 0.65~1.2 | 0.2~0.8 |
| EDS | 51.10 | 19.62 | 20.28 | 4.78 | 2.52 | 1.14 | 0.56 |
| Non-Recrystallized Zone | Fine Grain Band | Dark Precipitation | Light Precipitation | |
|---|---|---|---|---|
| HVm25/10 | 269 ± 14 | 319 ± 18 | 524 ± 36 | >800 |
| Hardness (HRC) | Grain Distribution (μm) | Mean (μm) | Standard Deviation (μm) | ASTM (-) | |
|---|---|---|---|---|---|
| Annealed | 22 | 2~130 | 51.1 | 34.2 | N/A # |
| Aged | 43 | 2~50 | 24.6 | 13.6 | 8 |
| DAHQ | 46 | 4~10 | N/A ## | N/A ## | 10~12 |
| E (GPa) | σ0.2 (MPa) | σUTS (MPa) | δ/A (%) | ψ/Z (%) | |
|---|---|---|---|---|---|
| Annealed | 190.6 | 539 | 957 | 58 | 49 |
| Aged | 201.5 | 1249 | 1456 | 29 | 28 |
| Elastic Modulus (GPa) | Quasi-Static | 0.1 Hz | 20 kHz |
|---|---|---|---|
| Annealed | 190.6 | 200.7 | 207.3 |
| Aged | 201.5 | 209.7 | N/A # |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, M.; Zhao, Z.; Liu, L.; Luo, G.; Chen, W. Influence of Heat Treatment on Cyclic Response of Nickel-Based Superalloy Inconel 718 up to Very-High Cycle Regime. Materials 2020, 13, 5358. https://doi.org/10.3390/ma13235358
Zhao M, Zhao Z, Liu L, Luo G, Chen W. Influence of Heat Treatment on Cyclic Response of Nickel-Based Superalloy Inconel 718 up to Very-High Cycle Regime. Materials. 2020; 13(23):5358. https://doi.org/10.3390/ma13235358
Chicago/Turabian StyleZhao, Mengxiong, Zhenhua Zhao, Lulu Liu, Gang Luo, and Wei Chen. 2020. "Influence of Heat Treatment on Cyclic Response of Nickel-Based Superalloy Inconel 718 up to Very-High Cycle Regime" Materials 13, no. 23: 5358. https://doi.org/10.3390/ma13235358
APA StyleZhao, M., Zhao, Z., Liu, L., Luo, G., & Chen, W. (2020). Influence of Heat Treatment on Cyclic Response of Nickel-Based Superalloy Inconel 718 up to Very-High Cycle Regime. Materials, 13(23), 5358. https://doi.org/10.3390/ma13235358