A 2.9 GPa Strength Nano-Grained and Nano-Precipitated 304L-Type Austenitic Stainless Steel


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Skowrońska, B.; Chmielewski, T.; Pachla, W.; Kulczyk, M.; Skiba, J.; Presz, W. Friction weldability of UFG 316L stainless steel. Arch. Metall. Mater. 2019, 64, 1051–1058. [Google Scholar]
- Rogalski, G.; Świerczyńska, A.; Landowski, M.; Fydrych, D. Mechanical and microstructural characterization of TIG welded dissimilar joints between 304L austenitic stainless steel and Incoloy 800HTnickel alloy. Metals 2020, 10, 559. [Google Scholar] [CrossRef]
- Gao, S.; Bai, Y.; Zheng, R.; Tian, Y.; Mao, W.; Shibata, A.; Tsuji, N. Mechanism of huge Lüders-type deformation in ultrafine grained austenitic stainless steel. Scr. Mater. 2019, 159, 28–32. [Google Scholar] [CrossRef]
- Zheng, C.; Liu, C.; Ren, M.; Jiang, H.; Li, L. Microstructure and mechanical behavior of an AISI 304 austenitic stainless steel prepared by cold-or cryogenic-rolling and annealing. Mater. Sci. Eng. A 2018, 724, 260–268. [Google Scholar] [CrossRef]
- Rezaee, A.; Kermanpur, A.; Najafizadeh, A.; Moallemi, M. Production of nano/ultrafine grained AISI 201L stainless steel through advanced thermo-mechanical treatment. Mater. Sci. Eng. A 2011, 528, 5025–5029. [Google Scholar] [CrossRef]
- Sadeghpour, S.; Kermanpur, A.; Najafizadeh, A. Formation of nano/ultrafine grain structure in a Ti-modified 201L stainless steel through martensite thermomechanical treatment. ISIJ Int. 2014, 54, 920–925. [Google Scholar] [CrossRef] [Green Version]
- Eskandari, M.; Najafizadeh, A.; Kermanpur, A.; Karimi, M. Potential application of nanocrystalline 301 austenitic stainless steel in lightweight vehicle structures. Mater. Des. 2009, 30, 3869–3872. [Google Scholar] [CrossRef]
- Eskandari, M.; Zarei-Hanzaki, A.; Abedi, H.R. An investigation into the room temperature mechanical properties of nanocrystalline austenitic stainless steels. Mater. Des. 2013, 45, 674–681. [Google Scholar] [CrossRef]
- Milad, M.; Zreiba, N.; Elhalouani, F.; Baradai, C. The effect of cold work on structure and properties of AISI 304 stainless steel. J. Mater. Process. Technol. 2008, 203, 80–85. [Google Scholar] [CrossRef]
- Zheng, Z.; Gao, Y.; Gui, Y.; Zhu, M. Optimization of Strength and Ductility in Ultra-Fine 304 Stainless Steel after Equal-Channel Angular Processing. Mater. Sci. Forum 2011, 667–669, 937–942. [Google Scholar] [CrossRef]
- Ye, K.; Luo, H.; Lv, J. Producing nanostructured 304 stainless steel by rolling at cryogenic temperature. Mater. Manuf. Proc. 2014, 29, 754–758. [Google Scholar] [CrossRef]
- Shen, Y.; Jia, N.; Wang, Y.; Sun, X.; Zuo, L.; Raabe, D. Suppression of twinning and phase transformation in an ultrafine grained 2 GPa strong metastable austenitic steel: Experiment and simulation. Acta Mater. 2015, 97, 305–315. [Google Scholar] [CrossRef]
- Sun, G.; Du, L.; Hu, J.; Xie, H.; Wu, H.; Misra, R. Ultrahigh strength nano/ultrafine-grained 304 stainless steel through three-stage cold rolling and annealing treatment. Mater. Charact. 2015, 110, 228–235. [Google Scholar] [CrossRef]
- Mallick, P.; Tewary, N.; Ghosh, S.; Chattopadhyay, P. Microstructure-tensile property correlation in 304 stainless steel after cold deformation and austenite reversion. Mater. Sci. Eng. A 2017, 707, 488–500. [Google Scholar] [CrossRef]
- Zheng, Z.; Liu, J.; Gao, Y. Achieving high strength and high ductility in 304 stainless steel through bi-modal microstructure prepared by post-ECAP annealing. Mater. Sci. Eng. A 2017, 680, 426–432. [Google Scholar] [CrossRef]
- Kumar, G.V.S.; Veerababu, R.; Pande, S.D.; Singh, V.; Vigneshwaran, S.; Sivaprasad, K.; Dhanasekaran, S.; Narayanasamy, R. Role of deformation induced martensite on mechanical properties of cryorolled 304 stainless steel. Mater. Res. Express 2019, 6, 086539. [Google Scholar] [CrossRef]
- Amininejad, A.; Jamaati, R.; Hosseinipour, S.J. Achieving superior strength and high ductility in AISI 304 austenitic stainless steel via asymmetric cold rolling. Mater. Sci. Eng. A 2019, 767, 138433. [Google Scholar] [CrossRef]
- Qu, S.; Huang, C.; Gao, Y.; Yang, G.; Wu, S.; Zang, Q.; Zhang, Z. Tensile and compressive properties of AISI 304L stainless steel subjected to equal channel angular pressing. Mater. Sci. Eng. A 2008, 475, 207–216. [Google Scholar] [CrossRef]
- Hedayati, A.; Najafizadeh, A.; Kermanpur, A.; Forouzan, F. The effect of cold rolling regime on microstructure and mechanical properties of AISI 304L stainless steel. J. Mater. Process. Technol. 2010, 210, 1017–1022. [Google Scholar] [CrossRef]
- Roy, B.; Kumar, R.; Das, J. Effect of cryorolling on the microstructure and tensile properties of bulk nano-austenitic stainless steel. Mater. Sci. Eng. A 2015, 631, 241–247. [Google Scholar] [CrossRef]
- Odnobokova, M.; Belyakov, A.; Enikeev, N.; Molodov, D.A.; Kaibyshev, R. Annealing behavior of a 304L stainless steel processed by large strain cold and warm rolling. Mater. Sci. Eng. A 2017, 689, 370–383. [Google Scholar] [CrossRef]
- Kumar, S.S.; Vasanth, M.; Singh, V.; Ghosal, P.; Raghu, T. An investigation of microstructural evolution in 304L austenitic stainless steel warm deformed by cyclic channel die compression. J. Alloy. Compd. 2017, 699, 1036–1048. [Google Scholar] [CrossRef]
- Du, C.; Jin, S.; Fang, Y.; Li, J.; Hu, S.; Yang, T.; Zhang, Y.; Huang, J.; Sha, G.; Wang, Y.; et al. Ultrastrong nanocrystalline steel with exceptional thermal stability and radiation tolerance. Nat. Commun. 2018, 9, 5389. [Google Scholar] [CrossRef] [PubMed]
- Shakhova, I.; Dudko, V.; Belyakov, A.; Tsuzaki, K.; Kaibyshev, R. Effect of large strain cold rolling and subsequent annealing on microstructure and mechanical properties of an austenitic stainless steel. Mater. Sci. Eng. A 2012, 545, 176–186. [Google Scholar] [CrossRef]
- Nakao, Y.; Miura, H. Nano-grain evolution in austenitic stainless steel during multi-directional forging. Mater. Sci. Eng. A 2011, 528, 1310–1317. [Google Scholar] [CrossRef]
- Abramova, M.; Enikeev, N.; Valiev, R.; Etienne, A.; Radiguet, B.; Ivanisenko, Y.; Sauvage, X. Grain boundary segregation induced strengthening of an ultrafine-grained austenitic stainless steel. Mater. Lett. 2014, 136, 349–352. [Google Scholar] [CrossRef]
- Üçok, İ.; Ando, T.; Grant, N.J. Property enhancement in Type 316L stainless steel by spray forming. Mater. Sci. Eng. A 1991, 133, 284–287. [Google Scholar] [CrossRef]
- Chen, X.; Lu, J.; Lu, L.; Lu, K. Tensile properties of a nanocrystalline 316L austenitic stainless steel. Scr. Mater. 2005, 52, 1039–1044. [Google Scholar] [CrossRef]
- Wang, H.; Shuro, I.; Umemoto, M.; Ho-Hung, K.; Todaka, Y. Annealing behavior of nano-crystalline austenitic SUS316L produced by HPT. Mater. Sci. Eng. A 2012, 556, 906–910. [Google Scholar] [CrossRef]
- Dong, F.; Zhang, P.; Pang, J.; Chen, D.; Yang, K.; Zhang, Z. Optimizing strength and ductility of austenitic stainless steels through equal-channel angular pressing and adding nitrogen element. Mater. Sci. Eng. A 2013, 587, 185–191. [Google Scholar] [CrossRef]
- Pachla, W.; Skiba, J.; Kulczyk, M.; Przybysz, S.; Przybysz, M.; Wróblewska, M.; Diduszko, R.; Stępniak, R.; Bajorek, J.; Radomski, M. Nanostructurization of 316L type austenitic stainless steels by hydrostatic extrusion. Mater. Sci. Eng. A 2014, 615, 116–127. [Google Scholar] [CrossRef]
- Yin, F.; Cheng, G.J.; Xu, R.; Zhao, K.; Li, Q.; Jian, J.; Hu, S.; Sun, S.; An, L.; Han, Q. Ultrastrong nanocrystalline stainless steel and its Hall-Petch relationship in the nanoscale. Scr. Mater. 2018, 155, 26–31. [Google Scholar] [CrossRef]
- Yin, F.; Hu, S.; Xu, R.; Han, X.; Qian, D.; Wei, W.; Hua, L.; Zhao, K. Strain rate sensitivity of the ultrastrong gradient nanocrystalline 316L stainless steel and its rate-dependent modeling at nanoscale. Int. J. Plast. 2020, 129, 102696. [Google Scholar] [CrossRef]
- Xiong, Y.; Yue, Y.; Lu, Y.; He, T.; Fan, M.; Ren, F.; Cao, W. Cryorolling impacts on microstructure and mechanical properties of AISI 316 LN austenitic stainless steel. Mater. Sci. Eng. A 2018, 709, 270–276. [Google Scholar] [CrossRef] [Green Version]
- Karavaeva, M.V.; Abramova, M.M.; Enikeev, N.A.; Raab, G.I.; Valiev, R.Z. Superior strength of austenitic steel produced by combined processing, including equal-channel angular pressing and rolling. Metals 2016, 6, 310. [Google Scholar] [CrossRef] [Green Version]
- Yanushkevich, Z.; Mogucheva, A.; Tikhonova, M.; Belyakov, A.; Kaibyshev, R. Structural strengthening of an austenitic stainless steel subjected to warm-to-hot working. Mater. Charact. 2011, 62, 432–437. [Google Scholar] [CrossRef]
- Jiang, S.; Wang, H.; Wu, Y.; Liu, X.; Chen, H.; Yao, M.; Gault, B.; Ponge, D.; Raabe, D.; Hirata, A. Ultrastrong steel via minimal lattice misfit and high-density nanoprecipitation. Nature 2017, 544, 460–464. [Google Scholar] [CrossRef]
- Haynes, W.M.; Lide, D.R.; Bruno, T.J. CRC Handbook of Chemistry and Physics, 97th ed.; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2016–2017; pp. 5–43. [Google Scholar]
- Gibbs, J.W. On the equilibrium of heterogeneous substances II. Trans. Conn. Acad. Sci. 1878, 3, 343–524. [Google Scholar]
- Aydogan, E.; Maloy, S.A.; Anderoglu, O.; Sun, C.; Gigax, J.; Shao, L.; Garner, F.; Anderson, I.; Lewandowski, J. Effect of tube processing methods on microstructure, mechanical properties and irradiation response of 14YWT nanostructured ferritic alloys. Acta Mater. 2017, 134, 116–127. [Google Scholar] [CrossRef]
- Zinkle, S.J.; Matsukawa, Y. Observation and analysis of defect cluster production and interactions with dislocations. J. Nucl. Mater. 2004, 329, 88–96. [Google Scholar] [CrossRef]
- Smith, T.R.; Sugar, J.D.; San Marchi, C.; Schoenung, J.M. Strengthening mechanisms in directed energy deposited austenitic stainless steel. Acta Mater. 2019, 164, 728–740. [Google Scholar] [CrossRef]
- Nelson, J.B.; Riley, D. An experimental investigation of extrapolation methods in the derivation of accurate unit-cell dimensions of crystals. Proc. Phys. Soc. 1945, 57, 160. [Google Scholar] [CrossRef]
- Odette, G.; Alinger, M.; Wirth, B. Recent developments in irradiation-resistant steels. Annu. Rev. Mater. Res. 2008, 38, 471–503. [Google Scholar] [CrossRef]
- Pasebani, S.; Dutt, A.K.; Burns, J.; Charit, I.; Mishra, R.S. Oxide dispersion strengthened nickel based alloys via spark plasma sintering. Mater. Sci. Eng. A 2015, 630, 155–169. [Google Scholar] [CrossRef] [Green Version]
- Shen, J.; Li, Y.; Li, F.; Yang, H.; Zhao, Z.; Kano, S.; Matsukawa, Y.; Satoh, Y.; Abe, H. Microstructural characterization and strengthening mechanisms of a 12Cr-ODS steel. Mater. Sci. Eng. A 2016, 673, 624–632. [Google Scholar] [CrossRef]
- Shen, T.D.; Koch, C.C.; McCormick, T.L.; Nemanich, R.J.; Huang, J.Y.; Huang, J.G. The structure and property characteristics of amorphous/nanocrystalline silicon produced by ball milling. J. Mater. Res. 1995, 10, 139–147. [Google Scholar] [CrossRef]
- Du, C.C.; Liu, G.Y.; Sun, B.R.; Xin, S.W.; Shen, T.D. Stabilizing and strengthening nanocrystalline 304L stainless steel by doping alloying elements. Unpublished work. 2020. [Google Scholar]
- Husain, A.; La, P.; Yue, H.; Jie, S. Molecular dynamics as a means to investigate grain size and strain rate effect on plastic deformation of 316 L nanocrystalline stainless-steel. Materials 2020, 13, 3223. [Google Scholar] [CrossRef]
- Husain, A.; La, P.; Yue, H.; Jie, S. Influence of temperature on mechanical properties of nanocrystalline 316L stainless steel investigated via molecular dynamics simulations. Materials 2020, 13, 2803. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Processing Method | Phases | Grain Size (nm) | References | |
|---|---|---|---|---|---|
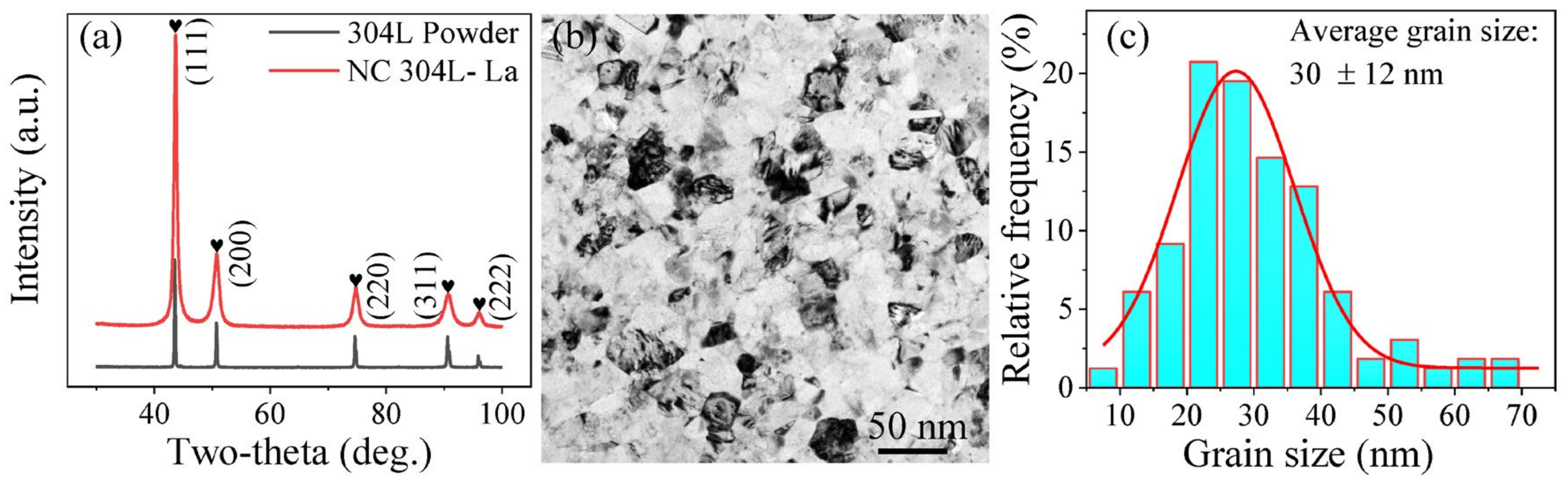
| 304L (La-modified) | MA + High-pressure sintering | 100% γ | 30 ± 12 | 2909 ± 17 | This work |
| 201L | 95% CR at RT + 850 °C/0.5 min | 14% α′ + 86% γ | 65 | 1485 | [5] |
| 201L (Ti-modified) | 90% CR at RT + 900 °C/1 min | 100% γ | 45 | 1000 | [6] |
| 301 | 35% CR at −10 °C + 750 °C/10 min + 60% CR at −10 °C + 850 °C/1 min | 5% α′ + 95%γ | 70 | 1970 | [7] |
| 301 | 95% CR at 0 °C + 850 °C/1 min | 5% α′ + 95% γ | 80 ± 20 | 1970 | [8] |
| 304 | 50% CR at RT | α′ + γ | - | 1260 | [9] |
| 304 | ECAP at 500 °C | - | 50–100 | 1200 | [10] |
| 304 | CR at −196 °C + 850 °C/4 min | 28% α′ + 72% γ | 300 | 1500 | [11] |
| 304 | AR + 550 °C/2.5 min | 32% α′ + 68% γ | 270 | 1890 ± 50 | [12] |
| 304 | CR at RT + 580 °C/30 min | 15% α′ + 85% γ | 150 | 1120 | [13] |
| 304 | 20% deformation at −196 °C | 44% α′ + 6% ε+ 50% γ | - | 1463 ± 16 | [14] |
| 304 | ECAP at 500 °C | α′ + γ | 80–100 | 1130 | [15] |
| 304 | 75% rolling at −196 °C | 99% α′ + 1% γ | 26 (XRD) | 2054 | [16] |
| 304 | 40% asymmetric CR | 44% α′+ 56% γ | - | 1203 | [17] |
| 304L | ECAP at 700 °C | - | 200–500 | 1121 | [18] |
| 304L | 90% CR at 0 °C | 98–99% α′ + 1–2% γ | - | 1825 | [19] |
| 304L | CR at −153 °C to a strain of 1.8 | 100% α′ | 22 (XRD) | 1590 | [20] |
| 304L | CR at RT + 600 °C/30 min | F + γ | ~150 | ~1300 | [21] |
| 304L | Cyclic channel die compression | - | 270 | 1023 | [22] |
| 304L (La-modified) | MA + High-pressure sintering | >95% γ | 45 ± 24 | 2500 | [23] |
| S304H | CR at RT to a strain of 4 | 65% F + 35% γ | 50 ± 6 | 2050 | [24] |
| 316 | Multidirectional forging at −196 °C | α′ + γ | 36 | 2100 | [25] |
| 316 | HPT at RT | >95% γ | 40 | 1700 | [26] |
| 316 | HPT at 400 °C | 100% γ | 90 | 1720 | [26] |
| 316L | 80% CR at −196 °C + 600 °C/10 min | 60% γ | 100 | 1280 | [27] |
| 316L | SMAT at RT | 100% γ | 40 | 1450 ± 60 | [28] |
| 316L | HPT at RT + 500 °C/60 min | 100% γ | 53 | 2230 ± 50 | [29] |
| 316L | HPT at RT | 100% γ | 62 | 1360 ± 50 | [29] |
| 316L | 30% CR at 250 °C + 95% CR at 15 °C + 750 °C/5 min | 5% α′ + 95% γ | 40 ± 10 | 1254 | [8] |
| 316L | ECAP at RT | - | - | 1021 | [30] |
| 316L | Hydrostatic extrusion | α′ + ε + γ | 40 | 1260 | [31] |
| 316L | SMAT at RT | α′ + γ | 29 | 1906 | [32] |
| 316L | USET at RT | α′ + γ | 10 | 2100 | [33] |
| 316LN | 90% Cr at −196 °C | 100% α′ | 30–50 | 1468 | [34] |
| 16%Cr-9%Ni ASS | ECAP at 400 °C + rolling at 400 °C | - | 110 | 1700 | [35] |
| 18%Cr-8%Ni ASS | Multiple rolling at 500 °C | - | 420 ± 60 | 1030 ± 75 | [36] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Du, C.; Liu, G.; Sun, B.; Xin, S.; Shen, T. A 2.9 GPa Strength Nano-Grained and Nano-Precipitated 304L-Type Austenitic Stainless Steel. Materials 2020, 13, 5382. https://doi.org/10.3390/ma13235382
Du C, Liu G, Sun B, Xin S, Shen T. A 2.9 GPa Strength Nano-Grained and Nano-Precipitated 304L-Type Austenitic Stainless Steel. Materials. 2020; 13(23):5382. https://doi.org/10.3390/ma13235382
Chicago/Turabian StyleDu, Congcong, Guoying Liu, Baoru Sun, Shengwei Xin, and Tongde Shen. 2020. "A 2.9 GPa Strength Nano-Grained and Nano-Precipitated 304L-Type Austenitic Stainless Steel" Materials 13, no. 23: 5382. https://doi.org/10.3390/ma13235382