Research into the Effect of Grain and the Content of Alundum on Tribological Properties and Selected Mechanical Properties of Polymer Composites


Abstract
:1. Introduction
- –
- good constructional properties,
- –
- small specific gravity,
- –
- easy moulding of products (also those of large dimensions),
- –
- diversity of processing techniques,
- –
- possibility of differentiating the properties by modifying the use of intermediate inputs and processing techniques.
- –
- natural organic fillers (e.g., wood flour, flax fibres),
- –
- inorganic fillers(e.g., chalk, talc, quartz),
- –
- synthetic fillers (e.g., glass fibres, carbon fibres).
- –
- powder fillers (spherical, flake, or short cut fibre form),
- –
- fibre fillers (e.g., glass fibres, boron fibres).
- –
- wear rate,
- –
- linear or volumetric wear,
- –
- force of friction,
- –
- coefficient of friction,
- –
- temperature of the contact area.
2. Methodology of Research
3. Results
3.1. Tribological Properties
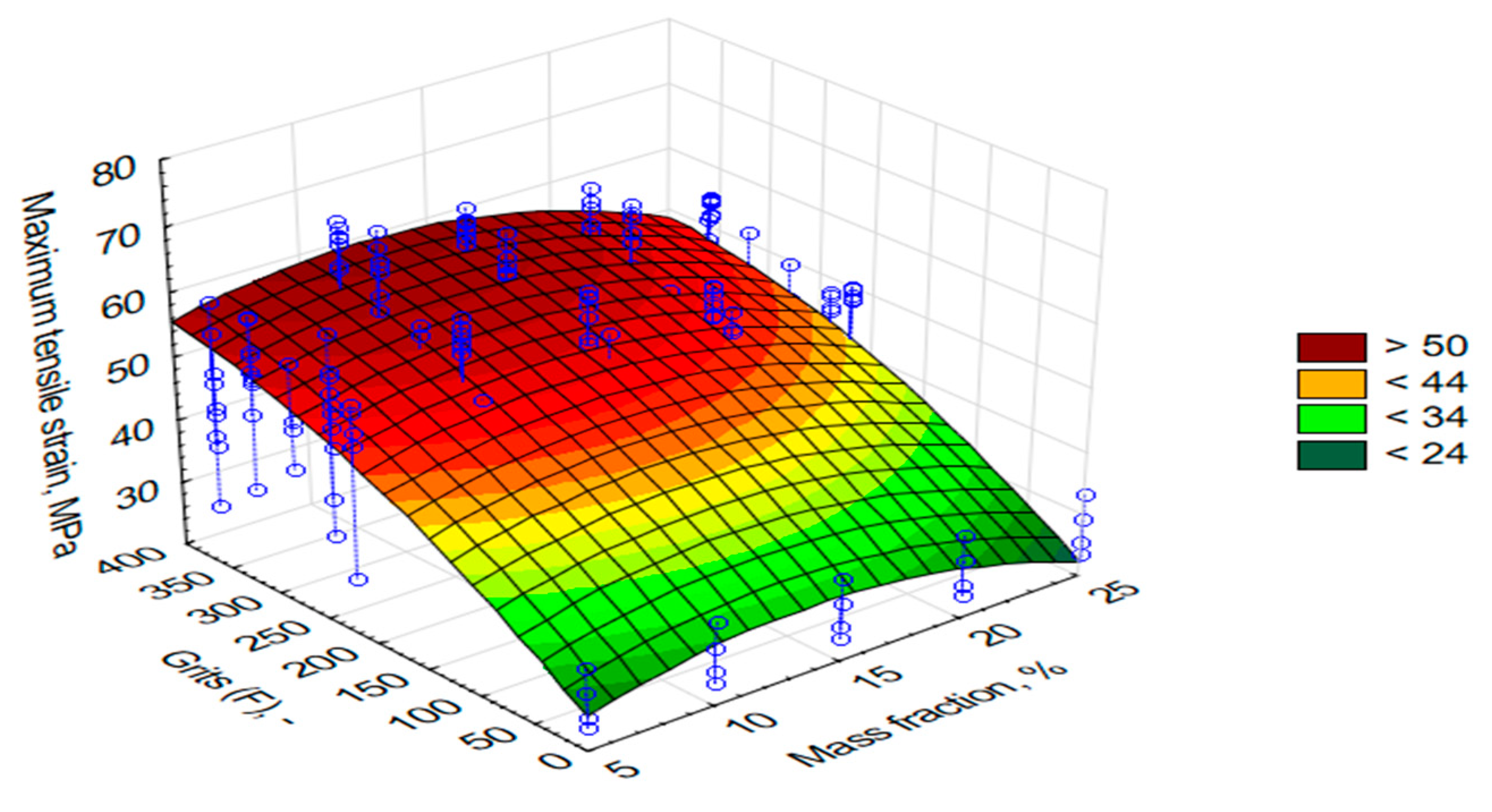
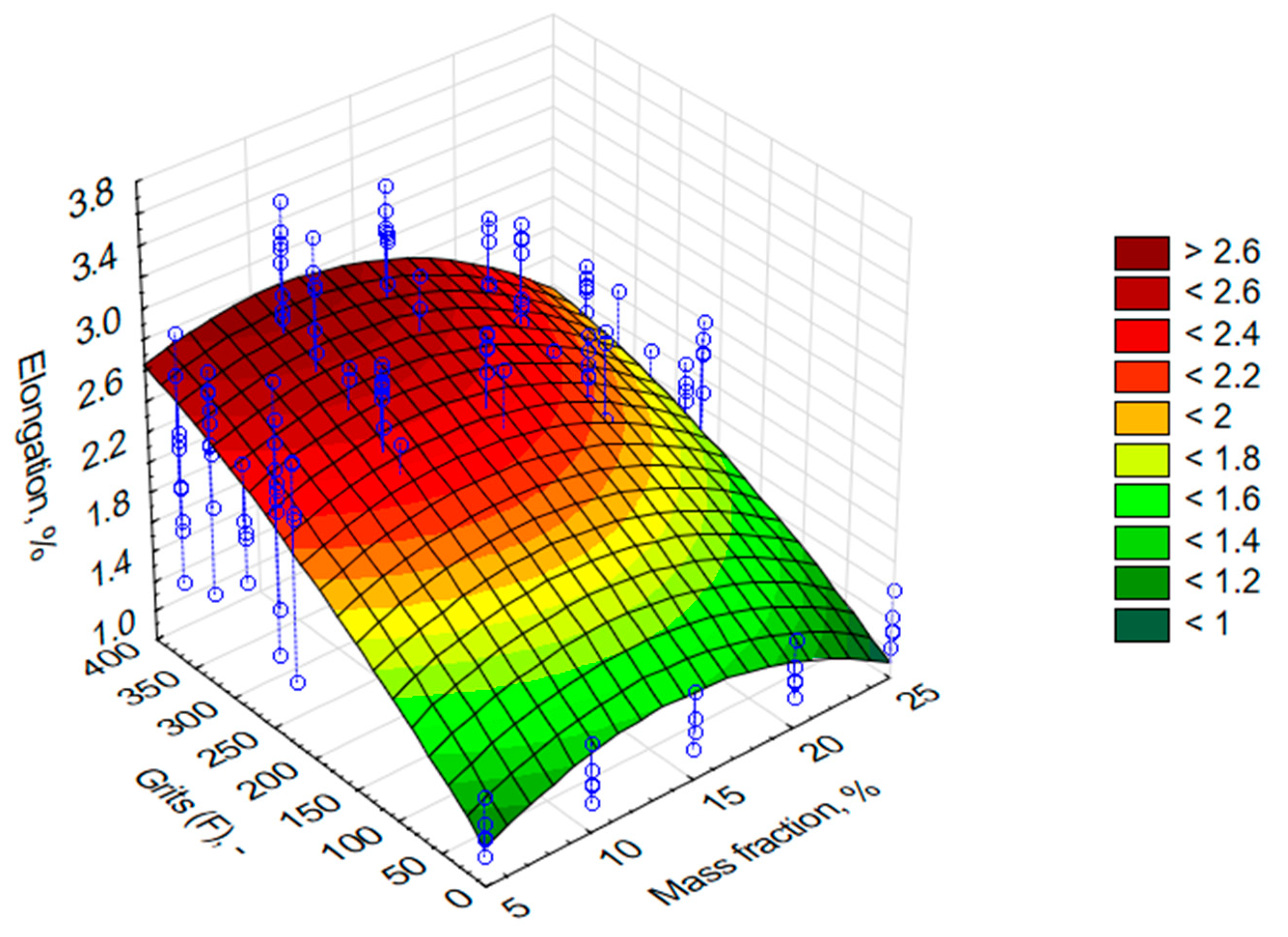
3.2. Selected Physical and Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kosicka, E.; Gola, A.; Pawlak, J. Application-based support of machine maintenance. IFAC-PapersOnLine 2019, 52, 131–135. [Google Scholar] [CrossRef]
- Borowiec, M.; Litak, G.; Friswell, M.I. Nonlinear response of an oscillator with a magneto-rheological damper subjected to external forcing. Appl. Mech. Mater. 2006, 5–6, 277–284. [Google Scholar] [CrossRef]
- Chiru, A.; Rad, L. Constructive Optimization of Composite Materials Automotive Components. In CONAT 2016 International Congress of Automotive and Transport Engineering; Chiru, A., Ispas, N., Eds.; Springer: Cham, Switzerland, 2017. [Google Scholar]
- Taub, A.; Moor, E.; Luo, A.; Matlock, D.; Speer, J.; Vaidya, U. Materials for Automotive Lightweighting. Annu. Rev. Mater. Res. 2019, 49, 327–359. [Google Scholar] [CrossRef]
- Nikoniuk, D.; Bednarska, K.; Sienkiewicz, M.; Krzesiński, G.; Olszyna, M.; Dähne, L.; Woliński, T.R.; Lesiak, P. Polymer fibers covered by soft multilayered films for sensing applications in composite materials. Sensors 2019, 19, 4052. [Google Scholar] [CrossRef] [Green Version]
- Blicharski, M. Inżynieria materiałowa–ed. 4 zm.; WNT: Warszawa, Poland, 2015. [Google Scholar]
- Deepak, K.P.; Mayank, T. Use of Artificial Neural Network (ANN) to Determining Surface Parameters, Friction and Wear during Pin-on-Disc Tribotesting. Eng. Tribol. Mater. 2017, 739, 87–95. [Google Scholar] [CrossRef]
- Sławski, S.; Szymiczek, M.; Domin, J. Influence of the reinforcement on the destruction image of the composites panels after applying impact load. AIP Conf. Proc. 2019, 2077, 020050. [Google Scholar] [CrossRef]
- Pogrebnjak, A.D.; Bondar, O.V.; Borba, S.O.; Piotrowska, K.; Boiko, O. Structure and physicomechanical properties of nanostructured (TiHfZrNbVTa)N coatings after implantation of high fluences of N+ (1018 cm−2). Acta Phys. Pol. A 2017, 132, 217–221. [Google Scholar] [CrossRef]
- Szymczak, T. Investigations of material behaviour under monotonic tension using a digital image correlation system. J. Theor. Appl. Mech. 2018, 56, 857–871. [Google Scholar] [CrossRef]
- Husnain, A.; Asra, T.; Amir, S.; Muhammad, F.; Muhammad, S.; Iqra, A.R.; Ayesha, A.; Adnan, M.; Muhammad, R.; Hafiz, H.; et al. Methods and composite materials-A review. Polym. Compos. 2019, 40, 4457–4472. [Google Scholar] [CrossRef]
- Zagórski, I.; Kuczmaszewski, J. Temperature measurements in the cutting zone, mass, chip fragmentation and analysis of chip metallography images during AZ31 and AZ91HP magnesium alloy milling. Aircr. Eng. Aerosp. Technol. 2019, 90, 496–505. [Google Scholar] [CrossRef]
- Królikowski, W. Nowoczesne konstrukcyjne polimerowe materiały kompozytowe. Composites 2002, 2, 16–24. [Google Scholar]
- Krzyzak, A.; Kosicka, E.; Borowiec, M.; Szczepaniak, R. Selected tribological properties and vibrations in the base resonance zone of the polymer composite used in the aviation industry. Materials 2020, 13, 1364. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Alsaadi, M.; Erkliğ, A.; Albu-khaleefah, K. Effect of Pistachio Shell Particle Content on the Mechanical Properties of Polymer Composite. Arab. J. Sci. Eng. 2018, 43, 4689–4696. [Google Scholar] [CrossRef]
- Krzyzak, A.; Kosicka, E.; Szczepaniak, R.; Szymczak, T. Evaluation of the properties of polymer composites with carbon nanotubes in the aspect of their abrasive wear. J. Achiev. Mater. Manuf. Eng. 2019, 95, 5–12. [Google Scholar] [CrossRef]
- Jasso-Gastine, C.F.; Soltero-Martínez, J.F.A.; Mendizábal, E. Introduction: Modifiable Characteristics and Applications. In Modification of Polymer Properties; William Andrew Publishing: Norwich, NY, USA, 2017; pp. 1–21. [Google Scholar]
- Petrucci, R.; Torre, L. Filled Polymer Composites. In Modification of Polymer Properties; William Andrew Publishing: Norwich, NY, USA, 2017; pp. 23–46. [Google Scholar]
- Ambrogi, V.; Carfagna, C.; Cerruti, P.; Marturano, V. Additives in Polymers. In Modification of Polymer Properties; William Andrew Publishing: Norwich, NY, USA, 2017; pp. 87–108. [Google Scholar]
- Amgoth, C.; Phan, C.; Banavoth, M.; Rompivalasa, S.; Tang, G. Polymer Properties: Functionalization and Surface Modified Nanoparticles. In Role of Novel Drug Delivery Vehicles in Nanobiomedicine; IntechOpen: London, UK, 2019. [Google Scholar] [CrossRef] [Green Version]
- Kiran, M.D.; Govindaraju, H.K.; Jayaraju, T.; Kumar, N. Review-Effect of Fillers on Mechanical Properties of Polymer Matrix Composites. Mater. Today Proc. 2018, 5, 22421–22424. [Google Scholar] [CrossRef]
- Szala, M.; Szafran, M.; Macek, W.; Marchenko, S.; Hejwowski, T. Abrasion Resistance of S235, S355, C45, AISI 304 and Hardox 500 Steels with Usage of Garnet, Corundum and Carborundum Abrasives. Adv. Sci. Technol. Res. J. 2019, 13, 151–161. [Google Scholar] [CrossRef]
- Lawrowski, Z. Tribologia. Tarcie, Zużywanie i Smarowanie; Publishing Office of the Wrocław University of Technology: Wrocław, Poland, 2008. [Google Scholar]
- Das, S. Applications of Tribology on Engine Performance. In Automotive Tribology. Energy, Environment, and Sustainability; Katiyar, J., Bhattacharya, S., Patel, V., Kumar, V., Eds.; Springer: Singapore, 2019; pp. 307–325. [Google Scholar]
- Kumar, V.; Agarwal, A.K. Tribological Aspects of Automotive Engines. In Automotive Tribology. Energy, Environment, and Sustainability; Katiyar, J., Bhattacharya, S., Patel, V., Kumar, V., Eds.; Springer: Singapore, 2019; pp. 17–29. [Google Scholar]
- Hussain, O.; Saleem, S.; Ahmad, B. Implant materials for knee and hip joint replacement: A review from the tribological perspective. IOP Conf. Ser. Mater. Sci. Eng. 2019, 561, 012007. [Google Scholar] [CrossRef]
- Ghosh, S.; Choudhury, D.; Roy Moradi, A.; Masjuki, H.H.; Pingguan-Murphy, B. Tribological performance of the biological components of synovial fluid in artificial joint implants. Sci. Technol. Adv. Mater. 2015, 16, 045002. [Google Scholar] [CrossRef] [Green Version]
- Mystkowska, J. Tribological characteristics of the kinematics couple: Tooth—Composite material for permanent dental fillings. Eksploat. Niezawodn. Maint. Reliab. 2010, 47, 4–9. [Google Scholar]
- Salim, F.M. Tribological and Mechanical Characteristics of Dental Fillings Nanocomposites. Energy Procedia 2019, 157, 512–521. [Google Scholar] [CrossRef]
- Policandriotes, T.; Filip, P. Effects of selected nanoadditives on the friction and wear performance of carbon-carbon aircraft brake composites. Wear 2011, 271, 2280–2289. [Google Scholar] [CrossRef]
- Fan, S.; Zhang, L.; Xu, Y.; Cheng, L.; Tian, G.; Ke, S.; Xu, F.; Liu, H. Microstructure and Tribological Properties of Advanced Carbon/Silicon Carbide Aircraft Brake Materials. Compos. Sci. Technol. 2008, 68, 3002–3009. [Google Scholar] [CrossRef]
- Gadow, R.; Jiménez, M. Carbon fiber- reinforced carbon composites for aircraft brakes. Am. Ceram. Soc. Bull. 2019, 98, 28–34. [Google Scholar]
- Koutsomichalis, A.; Vaxevanidis, N.; Petropoulos, G.; Xatzaki, E.; Mourlas, A.; Antoniou, S. Tribological Coatings for Aerospace Applications and the Case of WC-Co Plasma Spray Coatings. Tribol. Ind. 2009, 31, 37–42. [Google Scholar]
- Krzyzak, A.; Mucha, M.; Pindych, D.; Racinowski, D. Analysis of abrasive wear of selected aircraft materials in various abrasion conditions. J. Kones 2018, 25, 217–222. [Google Scholar]
- Mucha, M.; Krzyzak, A.; Kosicka, E.; Coy, E.; Kościński, M.; Sterzyński, T.; Sałaciński, M. Effect of MWCNTs on Wear Behavior of Epoxy Resin for Aircraft Applications. Materials 2020, 13, 2696. [Google Scholar] [CrossRef]
- Paszeczko, M.; Kindrachuk, M. Tribologia; Politechnika Lubelska: Lublin, Poland, 2017. [Google Scholar]
- Katiyar, J.K.; Sinha, S.K.; Kumar, A. Friction and Wear Durability Study of Epoxy-Based Polymer (SU-8) Composite Coatings with Talc and Graphite as Fillers. Wear 2016, 362–363, 199–208. [Google Scholar] [CrossRef]
- Sakka, M.M.; Antar, Z.; Elleuch, K.; Feller, F. Tribological Response of an Epoxy Matrix Filled with Graphite and/or Carbon Nanotubes. Friction 2017, 5, 171–182. [Google Scholar] [CrossRef]
- Kumar, V.; Sinha, S.K.; Agarwal, A.K. Tribological Studies of Epoxy Composites with solid and Liquid Fillers. Tribol. Int. 2017, 105, 27–36. [Google Scholar] [CrossRef]
- Jia, Z.; Hao, C.; Yan, Z.; Yang, Y. Effects of Nanoscale Expanded Graphite on the Wear and Frictional Behaviors of Polyimide-Based Composites. Wear 2015, 338–339, 282–287. [Google Scholar] [CrossRef]
- Myalski, J. Tribological properties of polymeric matrix composites containing glassy carbon. Probl. Eksploat. 2007, 1, 87–95. [Google Scholar]
- Lee, S.M.; Shin, M.W.; Jang, H. Effect of carbon-nanotube length on friction and wear of polyamide 6,6 nanocomposites. Wear 2014, 320, 103–110. [Google Scholar] [CrossRef]
- Zhang, L.C.; Zarudi, I.; Xiao, K.Q. Novel behaviour of friction and wear of epoxy composites reinforced by carbon nanotubes. Wear 2006, 261, 806–811. [Google Scholar] [CrossRef]
- Bahadur, S.; Sunkara, C. Effect of transfer film structure, composition and bonding on the tribological behavior of polyphenylene sulfide filled with nano particles of TiO2, ZnO, CuO and SiC. Wear 2005, 258, 1411–1421. [Google Scholar] [CrossRef]
- Srinivasa, S.M.; Manonmani, K. Research on Sliding Wear Behavior of TiO2 Filled Glass Fiber Reinforced Polymer Composite. Res. J. Appl. Sci. Eng. Technol. 2014, 7, 3356–3361. [Google Scholar] [CrossRef]
- Changa, L.; Zhang, Z.; Yec, L.; Friedrich, K. Tribological Properties of High Temperature Resistant Polymer Composites With Fine Particles. Tribol. Int. 2007, 40, 1170–1178. [Google Scholar] [CrossRef]
- Sudheer Kumar, N.; Venkateswara Rao, K.; Chakraverti, G.; Shilpa Chakra, C.H. Tribological Properties Of Epoxy/Al2O3 Nanocomposites. Int. J. Eng. Trends Technol. 2013, 4, 2095–2098. [Google Scholar]
- Navin, C.; Fahim, M. Tribology of Natural Fiber Polymer Composites; Woodhead Publishing Limited: Cambridge, UK, 2009; ISBN 9781845693930. [Google Scholar]
- Nirmal, U.; Hashim, J.; Low, K.O. Adhesive wear and frictional performance of bamboo fibres reinforced epoxy composite. Tribol. Int. 2012, 47, 122–133. [Google Scholar] [CrossRef]
- Tayeb, N.S.M. A study on the potential of sugarcane fibers/polyester composite for tribological application. J. Wear 2008, 265, 223–235. [Google Scholar] [CrossRef]
- Kumar, A.; Srivastava, A. Preparation and Mechanical Properties of Jute Fiber Reinforced Epoxy Composites. Ind. Eng. Manag. 2017, 6, 234. [Google Scholar] [CrossRef]
- Xin, X.; Xu, C.G.; Qing, L.F. Friction properties of sisal fibre reinforced resin brake composites. Wear 2007, 262, 736–741. [Google Scholar] [CrossRef]
- FEPA Particle Size. Available online: https://www.washingtonmills.com/resources/guides/fepa-particle-size-conversion-chart (accessed on 26 November 2020).
- ISO 527-2:2012: Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics; International Organization for Standardization: Geneva, Switzerland, 2012.
- ISO 868:2005: Plastics and Ebonite—Determination of Indentation Hardness by Means of a Durometer (Shore Hardness); International Organization for Standardization: Geneva, Switzerland, 2005.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Modifier | Short Description | Results | Reference |
|---|---|---|---|
| graphite and talc particles | Katiyar with the team researched the impact of different weight percentages (wt%) of graphite and talc particles to SU-8 (an epoxy-based polymer). They stated that the composite with the optimized composition of SU-8 + 15 wt% graphite + 15 wt% talc has shown superior properties compared with pure SU-8 and other tested composites. | Four times lesser steady-state coefficient of friction (~0.2), three times higher elastic modulus (~7.97 GPa), two times greater hardness (~0.52 GPa) over those of pure SU-8. | [37] |
| graphite and/or carbon nanotubes | Researchers determined the impact of different fillers on the tribological behaviour of an epoxy (treated and untreated carbon nanotubes, graphite, and a mixture of graphite and carbon nanotubes). | The best result was obtained with TCNTs (tapered carbon nanotubes), which were well dispersed in the epoxy matrix due to the presence of the NH2 groups. | [38] |
| liquid lubricants and graphene or graphite particles | Epoxy and its composites filled with liquid lubricants and graphene or graphite particles were coated onto a D2 tool cylindrical steel shaft (the thickness of the coating was equal to 50–60 μm). Base-oil SN150 of Group-I and PFPE, graphene with particle sizes <100 nm and graphite with particle sizes <20 μm were used. The epoxy used was Araldite AY 103 with HY 951 hardener. | 2 times reduction coefficient of friction over the sample without liquid filler; the epoxy/SN150 gives the lowest CoF (0.045), but at high load epoxy/graphene/SN150 shows the lowest coefficient of friction. | [39] |
| lamellar-structure expanded graphite (nano-EG) | The authors investigated the effects of adding nanoscale lamellar-structure expanded graphite (nano-EG) on the friction and wear properties of hot-moulded polyimide (PI)-based composites. The friction and wear tests were carried out using a Type 1045 steel ring, rotating against a composite disk. | The best tribological properties occurred when the nano-EG content is 15 wt% (wear resistance of PI/nano-EG nanocomposite increased 200 times). | [40] |
| glassy carbon | The research of the glassy carbon on the properties of the composites was performed for a material with a polymeric and metallic matrix. The carbon particles had a diameter of approx. 100 µm and their w/w concentration varied from 2 to 10% (polymeric matrix). | After adding glassy carbon (4–6%), the friction coefficient falls by approx. 10%. The presence of glassy carbon contributes to the stabilisation of the friction coefficient in the temperature range of 280–350 °C. With large amounts of glassy carbon (ca. 8–10%) the friction coefficient reduction in a critical temperature range is insignificant. | [41] |
| carbon nanotubes | The authors prepared nanocomposites containing 1 wt% of carbon nanotubes (CNTs) with different lengths. They studied using a block-on-ring tribometer at different sliding velocities. | The CNT addition increased storage modulus, loss modulus, and thermal conductivity of the composites. It is possible to influence their tribological properties. | [42] |
| multi-walled carbon nanotubes | Zhang et al. studied the effect of pristine multi-walled CNTs on wear resistance of their epoxy composites. They used multi-walled carbon nanotubes (MWCNs) prepared by chemical vapour deposition with their diameters ranging from 10 to 25 nm and their lengths from 10 to 20 μm. Dry wear tests of the CNT–epoxy composites were carried out by the authors on a pin-on-disc machine. | It was found that the surface coverage area of CNTs plays a significant role in the wearability of the polymer composites. When Rc/m is bigger than 25%, the wear rate can be reduced by a factor of 5.5. | [43] |
| Abrasive Grain | Percentage Mass Share | y = b + ax | r2 |
|---|---|---|---|
| EA F220 | 5% | y = −0.0004 + 2.2461x | 0.8042 |
| 10% | y = −0.0004 + 2.4164x | 0.7383 | |
| 15% | y = −0.0004 + 2.4136x | 0.7311 | |
| 20% | y = −0.0007 + 2.3873x | 0.8388 | |
| 25% | y = −0.0013 + 2.4469x | 0.8067 | |
| EA F240 | 5% | y = −0.0003 + 2.402x | 0.6845 |
| 10% | y = −0.0012 + 2.4619x | 0.8865 | |
| 15% | y = −0.0011 + 2.3703x | 0.8884 | |
| 20% | y = −0.0008 + 2.4045x | 0.8113 | |
| 25% | y = −0.0015 + 2.6468x | 0.8531 | |
| EA F280 | 5% | y = −0.0018 + 2.524x | 0.0886 |
| 10% | y = −0.0019 + 2.4911x | 0.8975 | |
| 15% | y = −0.002 + 2.5077x | 0.9011 | |
| 20% | y = −0.001 + 2.3327x | 0.8070 | |
| 25% | y = −0.0013 + 2.3209x | 0.8644 | |
| EA F320 | 5% | y = −0.0015 + 2.6024x | 0.8228 |
| 10% | y = −0.0012 + 2.5039x | 0.8378 | |
| 15% | y = −0.0019 + 2.4315x | 0.8858 | |
| 20% | y = −0.0033 + 2.596x | 0.8490 | |
| 25% | y = −0.0022 + 2.4659x | 0.9001 | |
| EA F360 | 5% | y = −0.0001 + 2.111x | 0.8212 |
| 10% | y = −0.0002 + 2.43x | 0.5933 | |
| 15% | y = −0.0012 + 2.4442x | 0.7298 | |
| 20% | y = −0.001 + 2.4708x | 0.7829 | |
| 25% | y = −0.0008 + 2.424x | 0.7581 |
| F220 | F240 | F280 | F320 | F360 | |||||
|---|---|---|---|---|---|---|---|---|---|
| Share (%) | Density (g/cm3) | Share (%) | Density (g/cm3) | Share (%) | Density (g/cm3) | Share (%) | Density (g/cm3) | Share (%) | Density (g/cm3) |
| 0 | 1.173 | 0 | 1.173 | 0 | 1.173 | 0 | 1.173 | 0 | 1.173 |
| 5 | 1.216 | 5 | 1.213 | 5 | 1.213 | 5 | 1.212 | 5 | 1.209 |
| 10 | 1.262 | 10 | 1.261 | 10 | 1.274 | 10 | 1.260 | 10 | 1.257 |
| 15 | 1.319 | 15 | 1.313 | 15 | 1.334 | 15 | 1.314 | 15 | 1.307 |
| 20 | 1.349 | 20 | 1.357 | 20 | 1.372 | 20 | 1.366 | 20 | 1.350 |
| 25 | 1.446 | 25 | 1.414 | 25 | 1.429 | 25 | 1.418 | 25 | 1.410 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krzyzak, A.; Kosicka, E.; Szczepaniak, R. Research into the Effect of Grain and the Content of Alundum on Tribological Properties and Selected Mechanical Properties of Polymer Composites. Materials 2020, 13, 5735. https://doi.org/10.3390/ma13245735
Krzyzak A, Kosicka E, Szczepaniak R. Research into the Effect of Grain and the Content of Alundum on Tribological Properties and Selected Mechanical Properties of Polymer Composites. Materials. 2020; 13(24):5735. https://doi.org/10.3390/ma13245735
Chicago/Turabian StyleKrzyzak, Aneta, Ewelina Kosicka, and Robert Szczepaniak. 2020. "Research into the Effect of Grain and the Content of Alundum on Tribological Properties and Selected Mechanical Properties of Polymer Composites" Materials 13, no. 24: 5735. https://doi.org/10.3390/ma13245735
APA StyleKrzyzak, A., Kosicka, E., & Szczepaniak, R. (2020). Research into the Effect of Grain and the Content of Alundum on Tribological Properties and Selected Mechanical Properties of Polymer Composites. Materials, 13(24), 5735. https://doi.org/10.3390/ma13245735