The Role of Observation–Measurement Methods in the Surface Characterization of X39Cr13 Stainless-Steel Cutting Blades Used in the Fish Processing Industry

 ,
,  , ,
, ,  and
and
Abstract
:1. Introduction
2. The Methodology of Experimental Studies
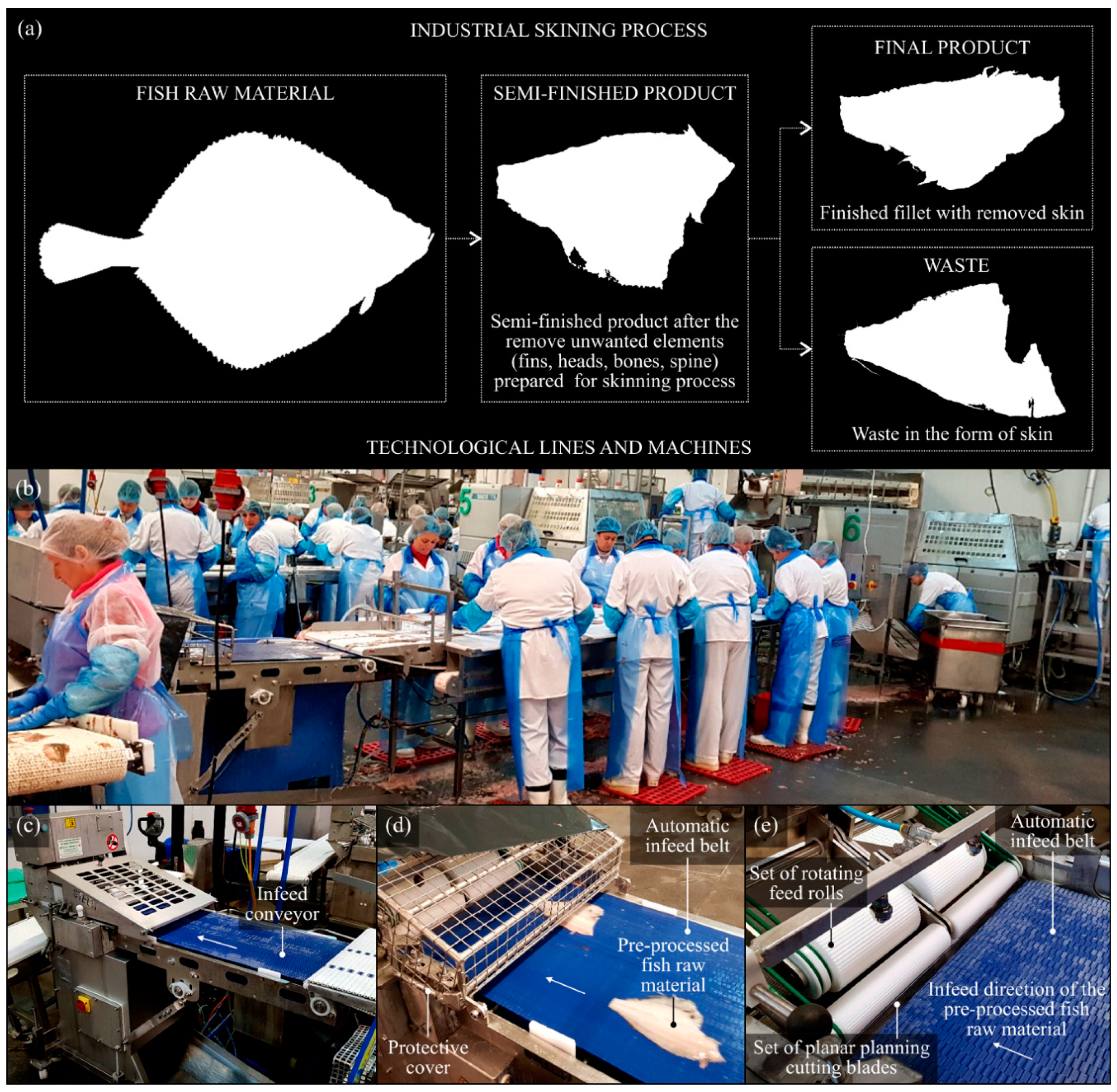
2.1. The Planar Cutting Blades Selected for Experimental Studies
2.2. Characteristics of the Regeneration Process of the Planar Cutting Blades
2.3. Characteristics of the Observation–Measurement Instruments Used during Experimental Studies
3. Results and Discussion
3.1. Observations of the Raw Fish Material Impurities and Quantitative Analysis of the SiO2 Grains
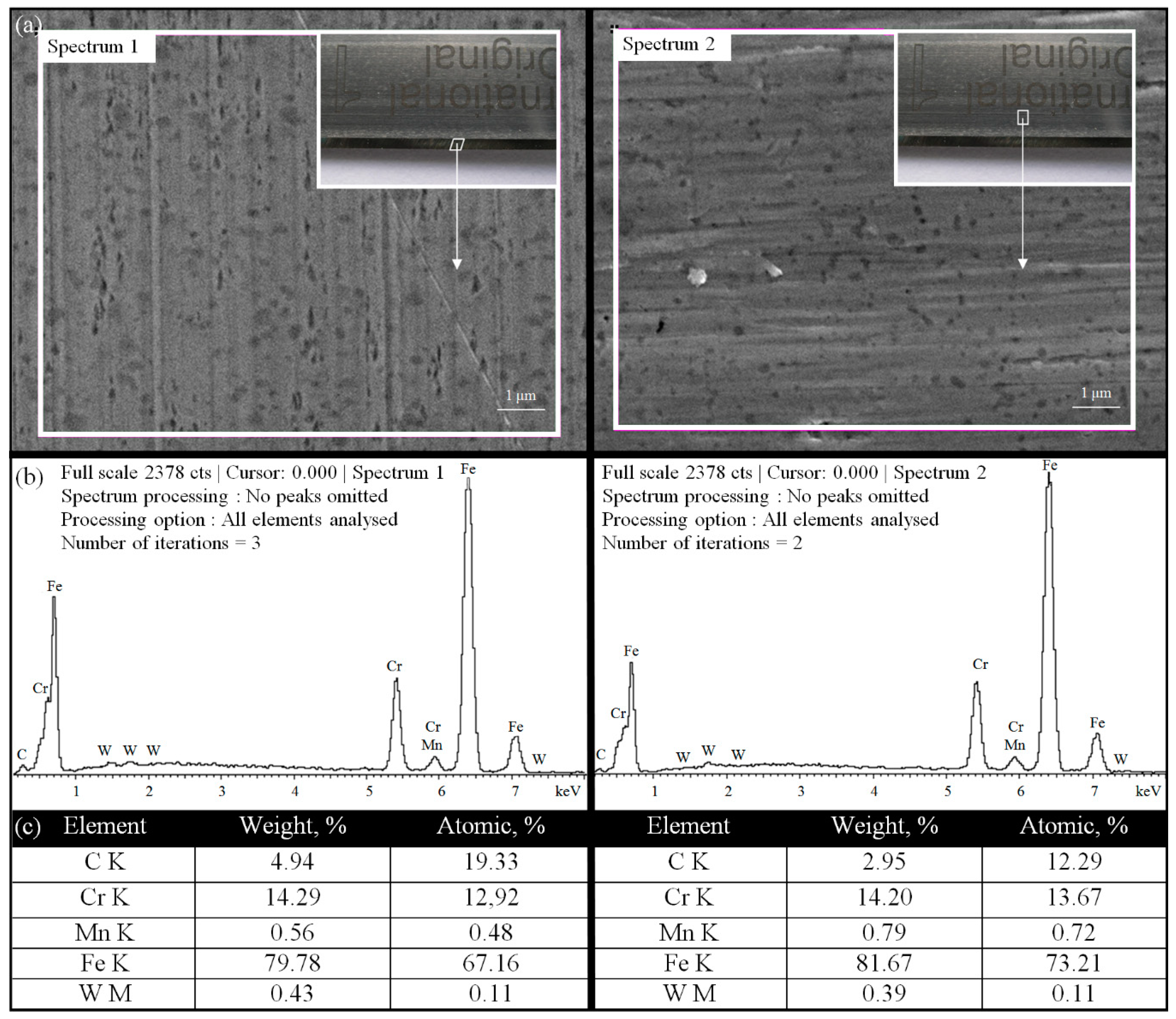
3.2. EDS Quantitative Microanalysis of the Elemental Composition of the Planar Cutting Blade’s Material
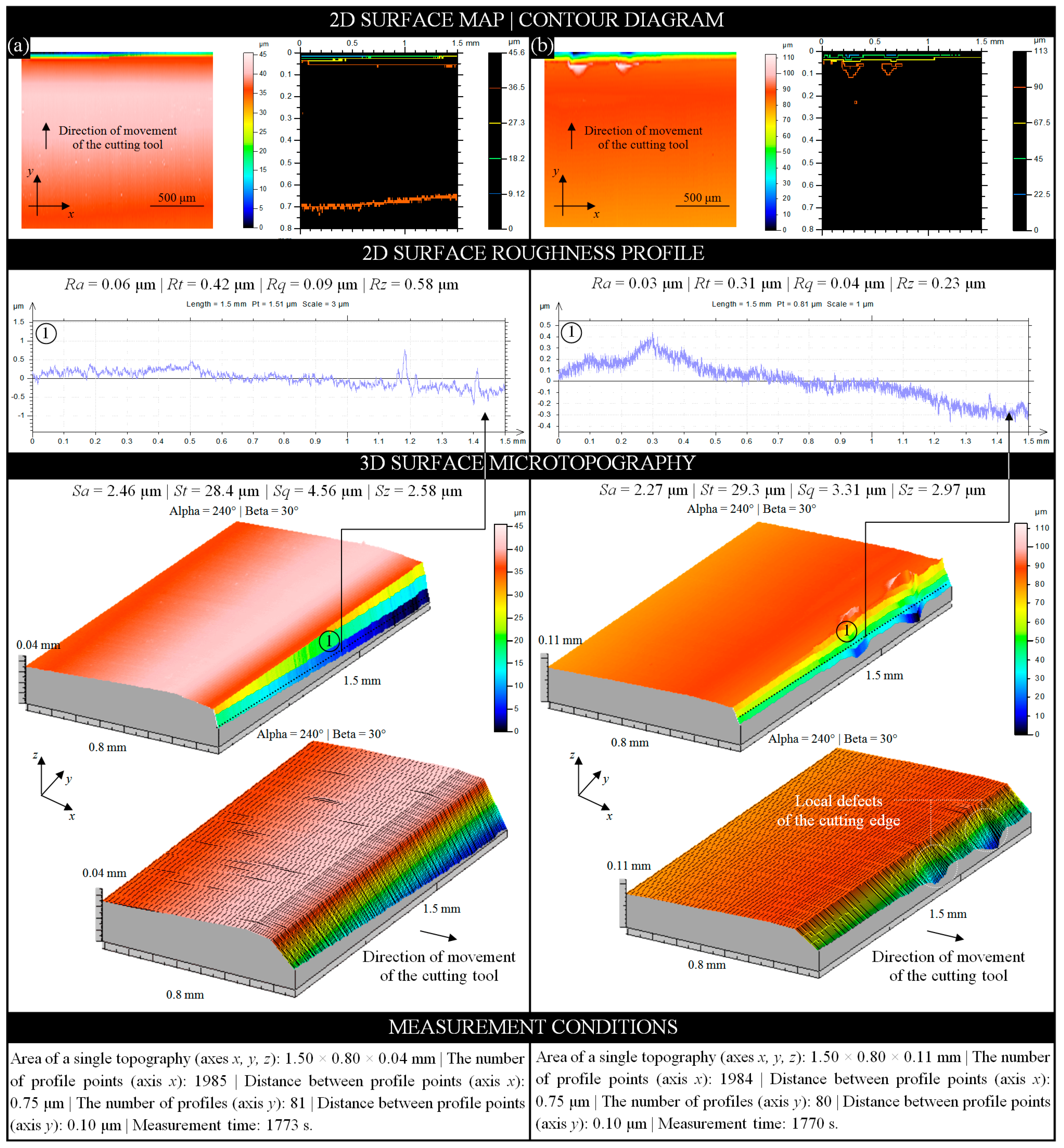
3.3. Surface Microgeometry Measurements of the Planar Cutting Blades after the Technological Process
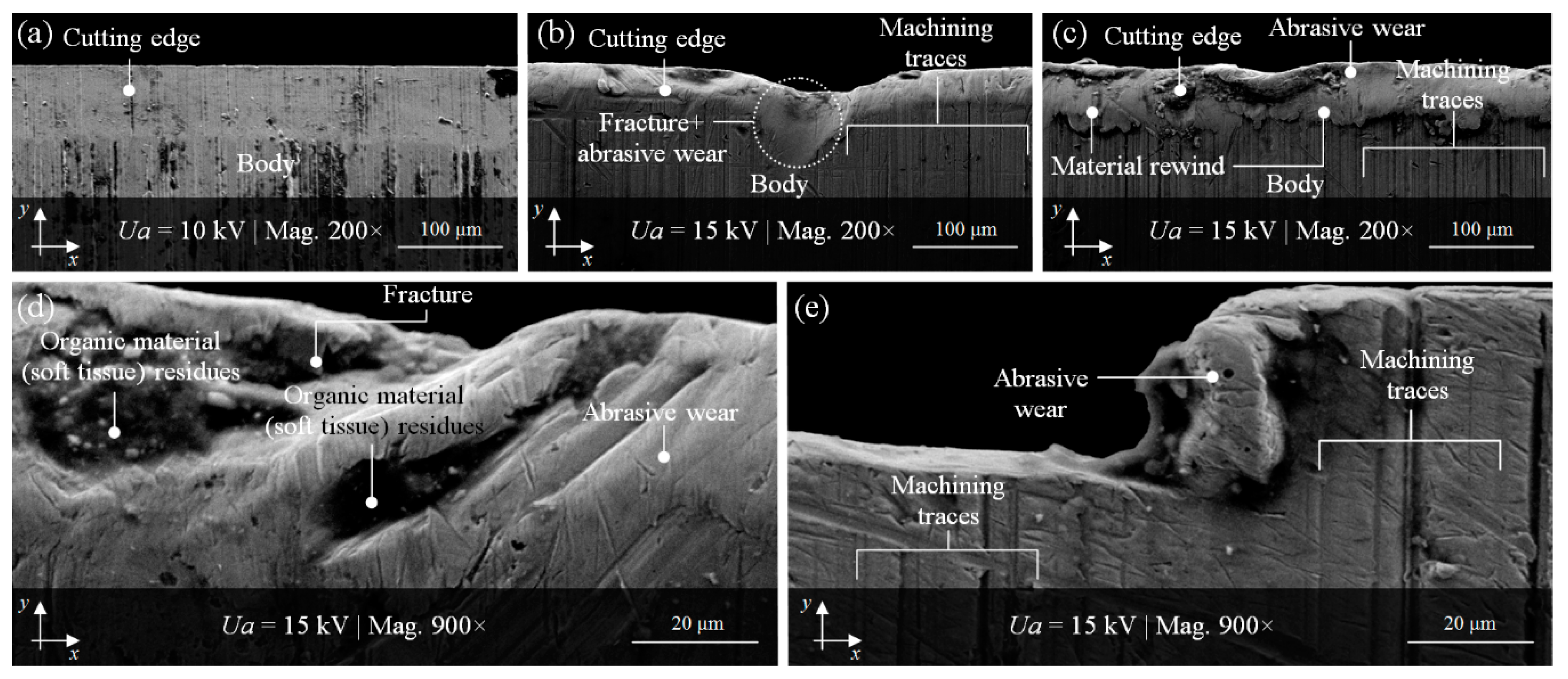
3.4. SEM Imaging of Cutting Edge Surface and Cutting Products before and after the Regeneration Process
3.5. Imaging and Analysis of Scattered Light from the Regenerated Surface of the Planar Cutting Blades
4. Conclusions
- -
- Proper verification of the correctness of the planar cutting blade regeneration process realized using CNC grinding machines requires the use of observation–measurement methods allowing for imaging, measuring, and analyzing the assessed surfaces for determining the correctness of the renewing process.
- -
- Electron imaging, as well as stylus and optical profilometry, can be used in this particular application, and it is recommended that they should be supported by specialized, dedicated software (e.g., TalyMap, Image Pro®-Plus) for measurement data processing (often large volumes) and analysis, e.g., correction/filtering, geometric measurements of measured/imagined elements, parametric analyses, and appropriate presentation (visualization) of obtained results.
- -
- The indicated selection of observation–measurement methods resulted mainly from the need to unequivocally assess the traces of both abrasive wear and durability wear caused by contact with foreign bodies anchored in the processed material, resulting from, e.g., the living environment of flat fishes, which remain mainly on the seabed.
- -
- In addition to the universal laboratory observation–measurement methods, an interesting solution is the use of light scattering methods, such as angle-resolved scattering, which was presented in Section 3.5. Due to their industrial characteristics, they can be used both on the production line (e.g., in in-process inspection systems as part of an automatic skinning machine) and during the regeneration process (e.g., in precise in-process inspection systems mounted on the CNC grinding machine).
- -
- The positive results of the experimental studies have motivated the authors to continue further research work on this interesting subject in the near future. Activities are planned, among others, related to the technological direction (further improvement of the design of the CNC grinding machine; further optimization of the parameters of the cutting-edge regeneration process by means of precision grinding) and metrological direction (analysis of possibilities of using other observational and measuring methods than those presented in this article; analysis of the practical possibilities of using light scattering methods in industrial conditions (in-process control on the production line)).
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| ARS | angle-resolved scattering |
| BEI | backscattered electron imaging |
| cBN | cubic boron nitride |
| CMM | coordinate measuring machine |
| CMOS | complementary metal–oxide–semiconductor |
| CNC | computerized numerical control |
| CrN | chromium nitride |
| DLC | diamond-like coating |
| GF | grinding fluid |
| HRC | Rockwell hardness scale |
| HV | Vickers hardness scale |
| HVN | high-vacuum mode |
| LVM | low-vacuum mode |
| OM | optical microscopy |
| PSD | plasma-sharpened diamond |
| PVD | physical vapor deposition |
| SEI | secondary electron image |
| SEM | scanning electron microscope |
| TiAlN | titanium aluminum nitride |
| TiC | titanium carbide |
| TiCN | titanium carbon nitride |
| TiN | titanium nitride |
| ZrN | zirconium nitride |
| ad | dressing allowance, mm |
| ae | working engagement (machining allowance), mm |
| id | number of dressing passes |
| l | size (length), mm |
| n | number of samples |
| ns | grinding wheel rotational speed, min−1 |
| nsd | grinding wheel rotational speed while dressing, min−1 |
| texp | exposure time, s |
| tg tot | total grinding time, s |
| vfd | table feed speed while dressing, mm/s |
| vs | grinding wheel peripheral speed, m/s |
| vw | workpiece peripheral speed, mm/min |
| w | size (width), mm |
| An | area, mm2 |
| Fmax | Feret diameter (max. value), mm |
| Fmin | Feret diameter (min. value), mm |
| P | perimeter, mm |
| Qd | mass of crystal, ct |
| Ra | arithmetical mean deviation of the roughness profile, μm |
| Rq | root-mean-square deviation of the roughness profile, μm |
| Rt | total height of the profile within a sampling length, μm |
| Rz | maximum height of the profile within a sampling length, μm |
| Sa | arithmetic mean deviation of the surface, μm |
| Sq | root-mean-square deviation of the surface, μm |
| St | total height of the surface, μm |
| Sz | maximum height of the surface, μm |
| Ua | accelerating voltage, kv |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Taxonomy | ||||||
|---|---|---|---|---|---|---|
| Kingdom | Phylum | Class | Order | Family | Genus | Species |
| Animalia | Chordata | Actinopterygii | Pleuronectiforms 1 | Pleuronectidae | Pleuronectes | P. platessa |
| Etymology | ||||||
| Pleuronectes → Pleura (gr.) = side, ribe + nekton (gr.) = swimmer | ||||||
| Binomial name | ||||||
| Pleuronectes platessa Linnaeus, 1758 | ||||||
| Common Name | Synonyms | |||||
| Danish Dutch English Estonian Finnish French German Icelandic Latvian | Rødspætte Schol Plaice Merilest Punakampela Plie Scholle Skarkoli Jüras zeltplekste | Norwegian Polish Portuguese Russian Spanish Swedish Alpha code Taxonomic code | Rødspette Gładzica Solha Mopcкaя кaмбaлa Solla Rödspätta PLE 1830200405 | Solea platessa Rafinesque, 1810:14. Platessa platessa Cuvier, 1817:220. Platessa vulgaris Cloquet, 1826:403. Platessa borealis Faber, 1828:244. Platessa lata Cuvier, 1829:339. Pleuronectes latus, Valenciennes, 1836-49:300. Pleuronectes platessa var. baltica, Nilsson, 1855:616. Pleuronectes (Platessa) platessa Danois, 1913:101 | ||
| Description | Environment | |||||||
|---|---|---|---|---|---|---|---|---|
| Length, mm | Weight, kg | Age, years | Marine, Brackish, Demersal | Depth, m | Temperature, °C | |||
| Max. | Common | Maturity | Max. | Max. | Range | Usually | Usually | |
| 1000 | 500–600 | 308 | 7 | 50 | 0–200 | 10–50 | 2–15 | |
| Distribution | ||||||||
| Western Mediterranean, European coasts, White and Barents Seas | ||||||||
| Countries of occurrence | ||||||||
| Europe: Belgium, Denmark, Faroe Islands, France, Germany, Great Britain, Iceland, Ireland, Italy, Latvia, Lithuania, Netherlands, Norway, Portugal, Poland, Russia, Spain, Sweden, Africa: Morocco | ||||||||
References
- Kapusta, F. Fish and their processing in Poland at the beginning of the XXI century. Eng. Sci. Technol. 2014, 1, 59–71. [Google Scholar]
- Gibson, R.N.; Nash, R.D.; Geffen, A.J.; Van der Veer, H.W. Flatfishes: Biology and Exploitation (Fish and Aquatic Resources Series 16); John Wiley & Sons: Chichester, UK, 2014. [Google Scholar]
- Lart, W.; Green, K. Seafish Responsible Sourcing Guide: Plaice 2013. Available online: https://www.opalesurfcasting.net/IMG/pdf/SeafishResponsibleSourcingGuide_plaice_201305.pdf (accessed on 8 November 2020).
- Hall, G.M. (Ed.) Fish Processing: Sustainability and New Opportunities; John Wiley & Sons: New York, NY, USA, 2011. [Google Scholar]
- Hall, G.M. Fish processing Technology, 2nd ed.; Springer Science & Business Media: London, UK, 2012. [Google Scholar]
- Jouvenot, L. Utilisation of Rest Raw Materials from the Fish Industry: Business Opportunities and Logistics Requirements. Master’s Thesis, Norwegian University of Science and Technology, Trondheim, Norway, 2015. [Google Scholar]
- Caldwell, D.G. (Ed.) Robotics and Automation in the Food Industry: Current and Future Technologies; Woodhead Publishing: Cambridge, UK, 2013. [Google Scholar]
- Bar, E.S. A case study of obstacles and enablers for green innovation within the fish processing equipment industry. J. Clean. Prod. 2015, 90, 234–243. [Google Scholar]
- Tomczak-Wandzel, R.; Vik, E.A.; Wandzel, T. BAT in Fish Processing Industry: Nordic Perspective; Nordic Council of Ministers: Copenhagen, Denmark, 2015. [Google Scholar]
- Kamaruzzaman, K.A.; Mahfurdz, A.; Hashim, M.; Bidin, M.N. Design and performance evaluation of semi-automatic fish cutting machine for industry. IOP Conf. Ser. Mater. Sci. Eng. 2020, 864, 012112. [Google Scholar] [CrossRef]
- Bobzin, K. High-performance coatings for cutting tools. CIRP J. Manuf. Sci. Technol. 2017, 18, 1–9. [Google Scholar] [CrossRef]
- Warcholinski, B.; Gilewicz, A.; Kuznetsova, T.A.; Zubar, T.I.; Chizhik, S.A.; Abetkovskaia, S.O.; Lapitskaya, V.A. Mechanical properties of Mo(C)N coatings deposited using cathodic arc evaporation. Surf. Coat. Technol. 2017, 319, 117–128. [Google Scholar] [CrossRef]
- Warcholinski, B.; Kuznetsova, T.A.; Gilewicz, A.; Zubar, T.I.; Lapitskaya, V.A.; Chizhik, S.A.; Komarov, A.I.; Komarova, V.I.; Kuprin, A.S.; Ovcharenko, V.D.; et al. Structural and mechanical properties of Zr-Si-N coatings deposited by arc evaporation at different substrate bias voltages. J. Mater. Eng. Perform. 2018, 7, 3940–3950. [Google Scholar] [CrossRef] [Green Version]
- Warcholinski, B.; Gilewicz, A.; Kuprin, A.S.; Tolmachova, G.N.; Ovcharenko, V.D.; Kuznetsova, T.A.; Zubar, T.I.; Khudoley, A.L.; Chizhik, S.A. Mechanical properties of Cr-O-N coatings deposited by cathodic arc evaporation. Vacuum 2018, 156, 97–107. [Google Scholar] [CrossRef]
- Ramasubramanian, K.; Arunachalam, N.; Rao, M.R. A study on CVD diamond coated cutting tools wear performance using vibration and acoustic emission signals. Procedia CIRP 2018, 72, 1415–1420. [Google Scholar] [CrossRef]
- Kuo, C.; Wang, C.; Ko, S. Wear behaviour of CVD diamond-coated tools in the drilling of woven CFRP composites. Wear 2018, 398–399, 1–12. [Google Scholar] [CrossRef]
- Ramasubramanian, K.; Arunachalam, N.; Rao, M.S.R. Wear performance of nano-engineered boron doped graded layer CVD diamond coated cutting tool for machining of Al-SiC MMC. Wear 2019, 426–427, 1536–1547. [Google Scholar] [CrossRef]
- Wang, T.Q.; Qiu, Y.Y.; Liu, Z.F.; Han, X.L. Experimental study on wear of indexable coated blades as applied to cutting of PCrNi3MoVA gun steel workpieces. Mater. Sci. Forum 2020, 980, 3–14. [Google Scholar] [CrossRef]
- Sampels, S. The effects of processing technologies and preparation on the final quality of fish products. Trends Food Sci. Technol. 2015, 44, 131–146. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Sim, W.M.; Kent, D.; Gardiner, S.; Dargusch, M.S. Tool life and wear mechanisms in laser assisted milling Ti–6Al–4V. Wear 2015, 322, 151–163. [Google Scholar] [CrossRef] [Green Version]
- Yamnikov, A.S.; Chuprikov, A.O.; Khar’kov, A.I. Extending tool life in buttress-thread cutting on high-strength blanks. Russ. Eng. Res. 2015, 359, 53–956. [Google Scholar] [CrossRef]
- Maegawa, S.; Morikawa, Y.; Hayakawa, S.; Itoigawa, F.; Nakamura, T. A novel cutting concept of CFRP composites for extending the life of tool. Key Eng. Mater. 2015, 656, 198–203. [Google Scholar] [CrossRef]
- Yu, T.; Bastawros, A.F.; Chandra, A. Experimental and modeling characterization of wear and life expectancy of electroplated CBN grinding wheels. Int. J. Mach. Tools Manuf. 2017, 121, 70–80. [Google Scholar] [CrossRef]
- de Martini Fernandes, L.; Lopes, J.C.; Volpato, R.S.; Diniz, A.E.; de Oliveira, R.F.M.; de Aguiar, P.R.; de Mello, H.J.; Bianchi, E.C. Comparative analysis of two CBN grinding wheels performance in nodular cast iron plunge grinding. Int. J. Adv. Manuf. Tech. 2018, 98, 237–249. [Google Scholar] [CrossRef] [Green Version]
- Shi, Y.; Chen, L.; Xin, H.; Yu, T.; Sun, Z. Investigation on the grinding properties of high thermal conductivity vitrified bond CBN grinding wheel for titanium alloy. Int. J. Adv. Manuf. Tech. 2020, 107, 1539–1549. [Google Scholar] [CrossRef]
- Zieliński, B.; Kapłonek, W.; Sutowska, M.; Nadolny, K. Analysis of a feasibility study of a precision grinding process for industrial blades used in the cutting of soft tissues by a dedicated 5-axis CNC grinding machine. Appl. Sci. 2019, 9, 3883. [Google Scholar] [CrossRef] [Green Version]
- Zieliński, B.; Kapłonek, W.; Nadolny, K. Regeneration of industrial cutting blades made from X39Cr13 steel used in skinning process of pleuronectidae-family flatfishes. J. Mech. Energy Eng. 2018, 2, 277–284. [Google Scholar] [CrossRef] [Green Version]
- European Committee for Standardization-European Committee for Electrotechnical Standardization. Stainless Steels—Part 1: List of Stainless Steels; Technical Report No. EN 10088-1: 2014; CEN-CENELEC Management Centre: Brussels, Belgium, 2014. [Google Scholar]
- Kapłonek, W.; Nadolny, K.; Ungureanu, M.; Pimenov, D.Y.; Zieliński, B. SEM-based observations and analysis of the green silicon carbide grinding wheel active surfaces after the graphite and silicone impregnation process. Int. J. Surf. Sci. Eng. 2019, 13, 181–200. [Google Scholar] [CrossRef]
- Kapłonek, W.; Nadolny, K.; Sutowska, M.; Mia, M.; Pimenov, D.Y.; Gupta, M.K. Experimental studies on MoS2-treated grinding wheel active surface condition after high-efficiency internal cylindrical grinding process of INCONEL® alloy 718. Micromachines 2019, 10, 255. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kapłonek, W.; Rokosz, K.; Pimenov, D.Y. Characterization of magnetoelectropolished stainless steel surfaces’ texture by using the angle-resolved scattering and image processing analysis methods. Metals 2020, 10, 1098. [Google Scholar] [CrossRef]
- Kapłonek, W.; Nadolny, K.; Habrat, W. Morphology of near-and semispherical melted chips after the grinding processes using sol-gel abrasives based on SEM-imaging and analysis. Adv. Mater. Sci. Eng. 2016, 2016, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Nadolny, K.; Kapłonek, W.; Królczyk, G.; Ungureanu, N. The effect of active surface morphology of grinding wheel with zone-diversified structure on the form of chips in traverse internal cylindrical grinding of 100Cr6 steel. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2018, 232, 965–978. [Google Scholar] [CrossRef]
- Nadolny, K.; Kapłonek, W.; Sutowska, M.; Sutowski, P.; Myśliński, P.; Gilewicz, A. Experimental studies on durability of PVD-Based CrCN/CrN-coated cutting blade of planer knives used in the pine wood planing process. Materials 2020, 13, 2398. [Google Scholar] [CrossRef] [PubMed]
- Sutowska, M.; Kapłonek, W.; Pimenov, D.Y.; Gupta, M.K.; Mia, M.; Sharma, S. Influence of variable radius of cutting head trajectory on quality of cutting kerf in the abrasive water jet process for soda–lime glass. Materials 2020, 13, 4277. [Google Scholar] [CrossRef]
- Kapłonek, W.; Łukianowicz, C.; Nadolny, K. Methodology of the assessment of the abrasive tool’s active surface using laser scatterometry. Trans. Can. Soc. Mech. Eng. 2012, 36, 49–66. [Google Scholar] [CrossRef]
- Kapłonek, W.; Nadolny, K. Laser method based on imaging and analysis of scattered light used for assessment of cylindrical surfaces after dynamic burnishing process. Int. J. Surf. Sci. Eng. 2016, 10, 55–72. [Google Scholar] [CrossRef]





| No. | Sample | Geometry 1 | Hardness 2 | Composition 3 | |||||
|---|---|---|---|---|---|---|---|---|---|
| Designation | Length, mm | Width, mm | Thickness, mm | Vickers | Rockwell | Element | Weight, % | Deviation | |
| HV 2 | HRC | ||||||||
| 1. | B1-1 | 459.79 | 12.33 | 0.60 | 737.00 | >61.70 | Fe | 83.00–87.10 | ±0.02 |
| 2. | B1-2 | 459.49 | 12.33 | 0.60 | 743.00 | >61.80 | C | 0.36–0.42 | ±0.02 |
| 3. | B1-3 | 459.46 | 12.30 | 0.60 | 741.00 | >61.20 | Si | 1.00 | +0.05 |
| 4. | B1-4 | 459.50 | 12.31 | 0.60 | 750.00 | >62.50 | Mn | 1.00 | +0.03 |
| 5. | B1-5 | 459.80 | 12.30 | 0.60 | 730.00 | >61.40 | P | 0.04 | +0.005 |
| 6. | B1-6 | 459.65 | 12.31 | 0.60 | 737.00 | >61.70 | S | 0.015 | +0.003 |
| 7. | B1-7 | 459.15 | 12.32 | 0.60 | 737.00 | >61.70 | Cr | 12.50–14.50 | ±0.15 |
| Country | EU | USA | Germany | France | England | Italy | China | Poland | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Standard | EN | - | DIN, WNr | AFNOR | BS | UNI | GB | PN | |||||
| Designation | X39Cr13 | 420 | X39Cr13 | Z40C13 | X39Cr13 | X40Cr14 | 4C13 | 4H13 | |||||
| Physical | |||||||||||||
| Thermal Expansion | Modulus of Elasticity | Poisson Number | Electrical Resistivity | Electrical Conductivity | Specific Heat | Density | Thermal Conductivity | ||||||
| 10−6 K−1 | GPa | v | Ω∙mm2/m | S∙m/mm2 | J/(kg∙K) | kg/dm3 | W/(m∙k) | ||||||
| 10.5 | 215 | 0.27–0.30 | 0.55 | 1.82 | 460 | 7.7 | 30 | ||||||
| Processing | |||||||||||||
| Automated Machining | Machinable | Magnetic | Hammerand Die Forging | ColdForming | Electrical Conductivity | ||||||||
| Yes | Yes | No | Yes | No | No | ||||||||
| Grinding Process | Traverse Surface Grinding | |||
|---|---|---|---|---|
| Grinding Machine | 5-axis CNC grinding machine | |||
| Grinding Wheel | 5A1 28 × 20 × 10/15 × 14 B126 V180 SV (Inter-Diament, Grodzisk Mazowiecki, Poland) | |||
| Grinding Wheel Dressing Parameters | Dresser: single-grain diamond dresser type M 1010 with a mass of crystal Qd = 0.75 ct (Inter-Diament, Grodzisk Mazowiecki, Poland), grinding wheel rotational speed while dressing: nsd = 10,000 min−1, dressing allowance: ad = 0.0125 mm, table feed speed while dressing: vfd = 10 mm/s, number of dressing passes: id = 6 | |||
| Grinding Parameters | Grinding wheel peripheral speed: vs. = 55.70 m/s, grinding wheel rotational speed: ns = 38,000 min−1, working engagement (machining allowance): ae = 0.05 mm, workpiece peripheral speed: vw = 300–700 mm/min, total grinding time: tg tot = 210 s | |||
| Workpieces | Working surfaces of planar cutting blades | |||
| GF Delivery Method | Water aerosol delivered by a single spray nozzle | |||
| GF Working Pressure | Supply air pressure: p = 0.80 MPa | |||
| GF Type | 5% water solution of Climtech M26 synthetic-based water-soluble lubricant (Cimcool Industrial Products Inc., Cincinnati, OH, USA) | |||
| GF Flow Rate | QGF = 1050 mL/h | |||
| No. | Sample Designation | Workpiece Peripheral Speed, mm/min | Rotational Speed, min−1 | Grinding |
| 1 | B1-1 | 300 | 38,000 | Peripheral Grinding |
| 2 | B1-2 | 350 | ||
| 3 | B1-3 | 400 | ||
| 4 | B1-4 | 400 | Front Grinding | |
| 5 | B1-5 | 450 | ||
| 6 | B1-6 | 500 | ||
| 7 | B1-7 | 700 | ||
| No. | System | Designation | Producer | Components and Features |
|---|---|---|---|---|
| 1. | Optical Stereo Zoom Microscope | SSM- EC2 | Schut Geometrische Meettechniek B.V. (Groningen, The Netherlands) | Components (instrument): stand: with round (flattened) column, microscope head: 360°, viewing angle: 45°, eyepieces: 10×, illumination system: incident light/backlight, camera: Micro Cam 10 MP (Bresser GmbH, Rhede, Germany) Features (instrument): magnification: 10–40×, WD = 85 mm Features (camera): type: CMOS, active area size: 6.1 × 4.6 mm, image resolution: 3664 × 2748 pixels |
| 2. | Scanning Electron Microscope | JSM- 5500 LV | JEOL Ltd. (Tokyo, Japan) | Components: detectors: SEI, BEI, specimen stage: eucentric goniometer Features: magnification range: 18–300,000×, vacuum pressure: 10–270 Pa, accelerating voltage: 0.5–30 kV, resolution: for SEI (using HVM) 4.0 nm, for BEI (using LVM) 5.0 nm at pressure of 10 to 270 Pa, evacuation time: for HVM approximately 100 s, for LVM approximately 90 s |
| Software: JEOL software v. 1.1 (JEOL Ltd.,Tokyo, Japan) | ||||
| 3. | Dispersive Spectrometer Module | INCAPenta FET-x3 | Oxford Instruments (Abingdon, Great Britain) | Components: Si(Li) detector with 30 mm2 detecting crystal, number of counts: 4 kcps, resolutions: 129 eV at MnK, 65 eV at FK, 56 eV at CK (line specification according to ISO 15632:2002). The detector was attached to JEOL JSM-5500 LV |
| Software: Oxford Instruments software v. 1.4 (Oxford Instruments, Abingdon, UK) | ||||
| 4. | Multisensory Optical Profilometer | Talysurf CLI2000 | Taylor-Hobson (Leicester, Great Britain) | Components: laser sensor LK-031 (Keyence Corp., Osaka, Japan) Features (sensor): scanning frequency: 2000 Hz, measuring range: 10 mm, resolution: 1 μm (vertical), 30 μm (lateral), speed: 30 mm/s Features (instrument): measuring capacity: 200× 200 × 200 mm, axis traverse length: 200 mm, axis resolution: 0.5 μm, dimensions: 800 × 800 × 800 mm, measuring speed: 0.5, 1, 5, 10, 15, and 30 mm/s, positioning speed: 30 mm/s |
| Software: Talyscan CLI 2000 2.6.1 and TalyMap Silver 4.1.2 (Digital Surf, Besançon, France) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kapłonek, W.; Nadolny, K.; Zieliński, B.; Plichta, J.; Pimenov, D.Y.; Sharma, S. The Role of Observation–Measurement Methods in the Surface Characterization of X39Cr13 Stainless-Steel Cutting Blades Used in the Fish Processing Industry. Materials 2020, 13, 5796. https://doi.org/10.3390/ma13245796
Kapłonek W, Nadolny K, Zieliński B, Plichta J, Pimenov DY, Sharma S. The Role of Observation–Measurement Methods in the Surface Characterization of X39Cr13 Stainless-Steel Cutting Blades Used in the Fish Processing Industry. Materials. 2020; 13(24):5796. https://doi.org/10.3390/ma13245796
Chicago/Turabian StyleKapłonek, Wojciech, Krzysztof Nadolny, Bartosz Zieliński, Jarosław Plichta, Danil Yurievich Pimenov, and Shubham Sharma. 2020. "The Role of Observation–Measurement Methods in the Surface Characterization of X39Cr13 Stainless-Steel Cutting Blades Used in the Fish Processing Industry" Materials 13, no. 24: 5796. https://doi.org/10.3390/ma13245796