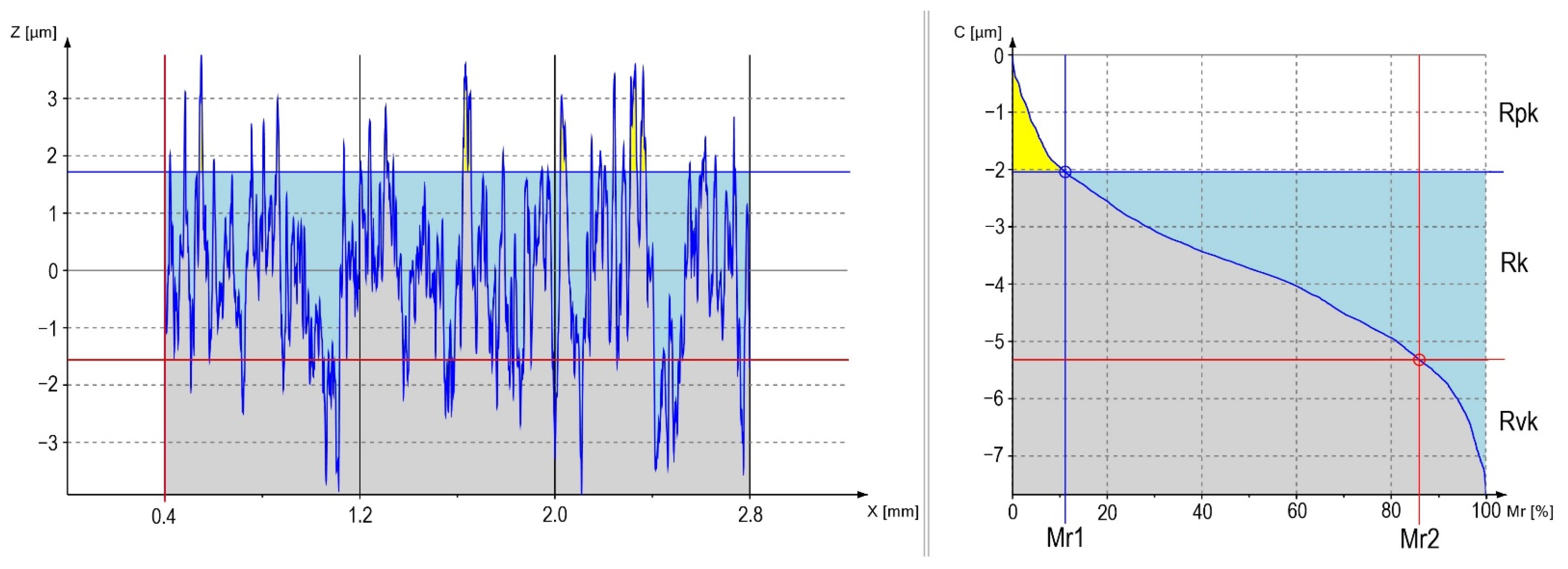
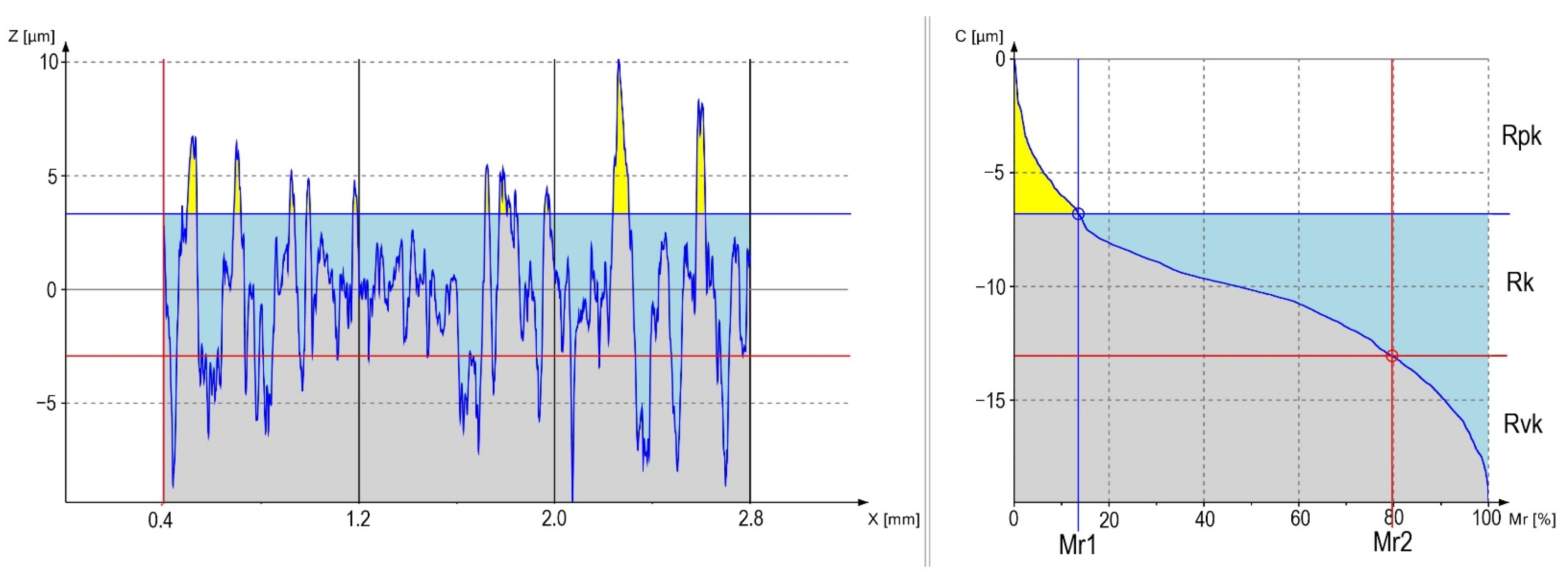
Surface roughness measurements after abrasive blasting confirm the relationship between the processing parameters and the surface parameters. The use of various pressure values and various abrasive particle sizes results in changes in the processed material. The results show that the lowest pressure (0.2 MPa) causes a decrease in the values of roughness parameters by comparing them to the parameters obtained after processing at higher pressures. The energy of abrasive particles is not high for this pressure; thus, the alloy surface is not strongly formed. The unevenness heights and depths are small, and the roughness core (Rk) is the smallest. The tested surface roughness parameters increase as the abrasive material increases. The 0.4 and 0.6 MPa pressures cause the energy of abrasives to be greater, and as a result, the unevenness is higher and deeper. In
Figure 3 and
Figure 4, differences between the prepared profiles are visible. These are obvious relationships that are confirmed in numerous studies [
3,
7,
12,
13,
14]. The influence of roughness on the applications in various areas is broadly examined in the literature. However, the basic parameters of Ra and Rz are mostly used to describe the unevenness. In our study, we focused on a broader surface analysis for the applications in dentistry, i.e., to be more precise, for the creation of ceramic fillings, the topography related to the unevenness width and indentation depth. Amplitude parameters such as Ra or Rz are mostly used to control process data, where surface anomaly detection is important [
15]. For dental prosthetic purposes, the profile’s appearance is important, which is why graphs were created in this study to show the material percentage in the profile, which is shown in
Figure 3 and
Figure 4. Considerable differences can be observed in the width of roughness unevenness, confirmed in the values of the Rsm parameter—which describes this property of the profile (
Table 4). The pressure of treatment affects the profile’s height and depth, as the abrasives’ size affects the unevenness width. It follows that, bigger abrasive, bigger Rsm. It is important as it can influence the fluid’s ability to wet the surface and its overflow onto the created unevenness, which may later determine the durability of the bond between the metal base with the outer ceramics. Moreover, the important RV
0 parameter, which describes the oil capacity, depends on the size of the abrasive and the process pressure used. A larger abrasive size, which hits the metal surface at a high pressure, forms uneven structures with a high depth of indentations (
Table 4). Theoretically, this should be advantageous in dental prosthetic applications; however, there is a risk that air will be locked in these indentations while the surface is being wetted with semi-liquid ceramics. Indentations that are too narrow, which result from the impact of small abrasive particles, may also be inappropriate because of a failure to form appropriate mechanical connections to allow the bond with ceramics. In this case, there is also the risk of locking the air in the unevenness owing to their small width. However, the degree of changes results from both the material being processed and the abrasive itself. For example, in tests of the titanium surface condition after sandblasting using aluminum oxide, the values of basing roughness parameters such as Ra and Rz for surfaces after processing using the particle of 110 µm, under a pressure of 0.4 MPa, is 1.029 µm (Ra) and 7.605 µm (Rz) [
16]. For the same processing parameters, an Ra of 1.2 µm and Rz of 12.1 µm can be observed for a cobalt-chromium alloy [
17]. The surface roughness, after processing, is also influenced by the type of the abrasive used for the processing. It is related to its hardness and particle shape, where rounded abrasive particles form roughness on the surface with a greater width of unevenness and a smaller depth than particles with sharp shapes. A study by Taga et al. compared the influence of using various abrasives on the Co-Cr alloy surface [
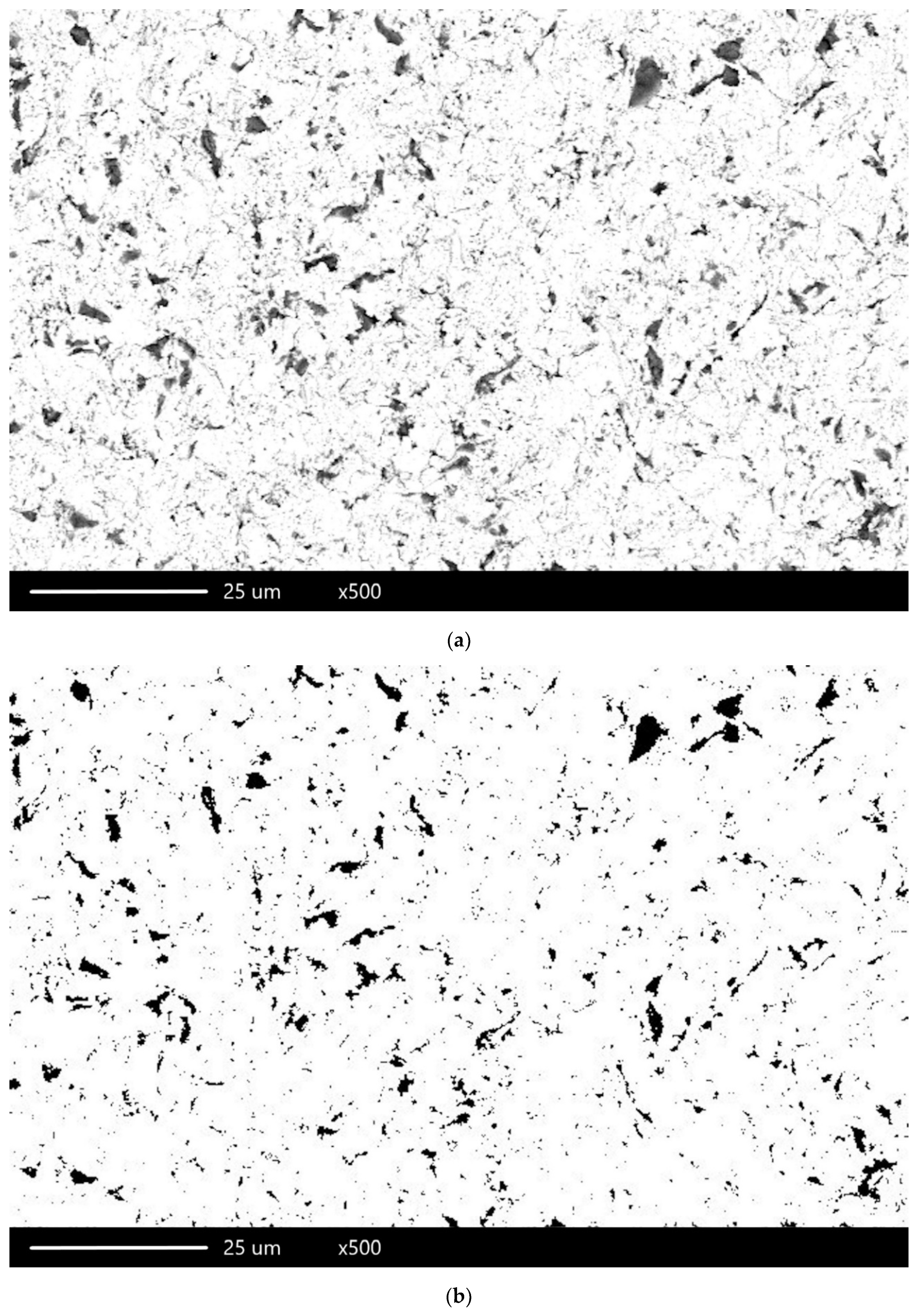
3]. The measured Ra parameter proved to be the highest for the surface sandblasted with SiC. The lowest roughness was achieved for samples after the processing using glass beads and the mixture. The SEM (Scanning Electron Microscope) photographs’ surface was much smoother as compared with the surface after sandblasting with an abrasive with sharper edges. Similar results were obtained in zirconium oxide [
18] and titanium [
19] research. By comparing the results obtained in this study with the results from [
20]—where the same nickel-chromium alloy was used, but aluminum oxide was the abrasive—it can be observed that the influence of the processing parameters on the surface condition changes as a result of both the pressure and the abrasive size. However, the values of measured parameters are higher after the processing using silicon carbide. In summary, the abrasive used for abrasive blasting influences the results obtained, which is related to both its hardness and shape. Silicon carbide is an abrasive with sharp shapes, which results in greater machining of the processed material, and the surfaces formed turn out to have more developed roughness profiles.
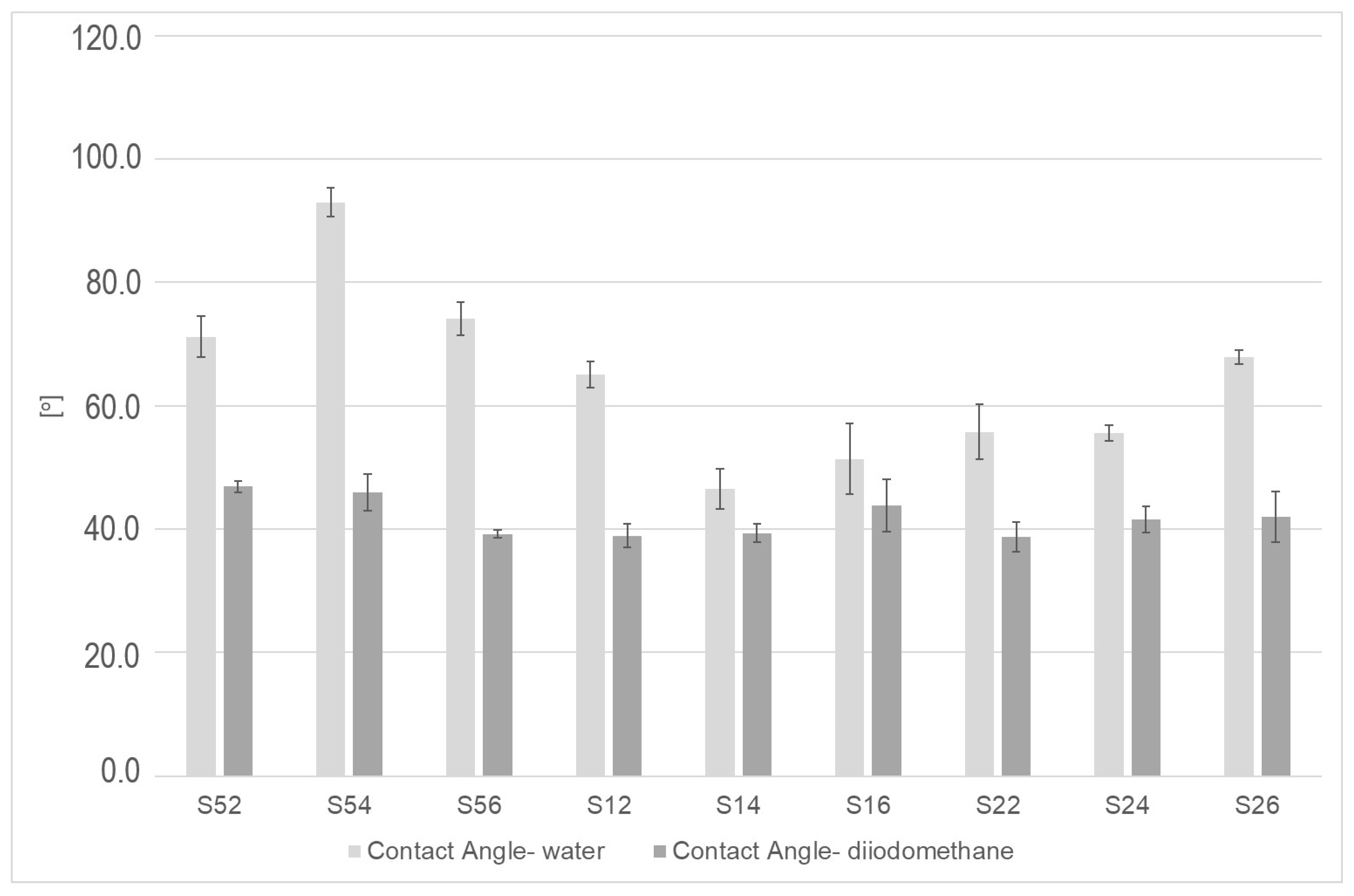
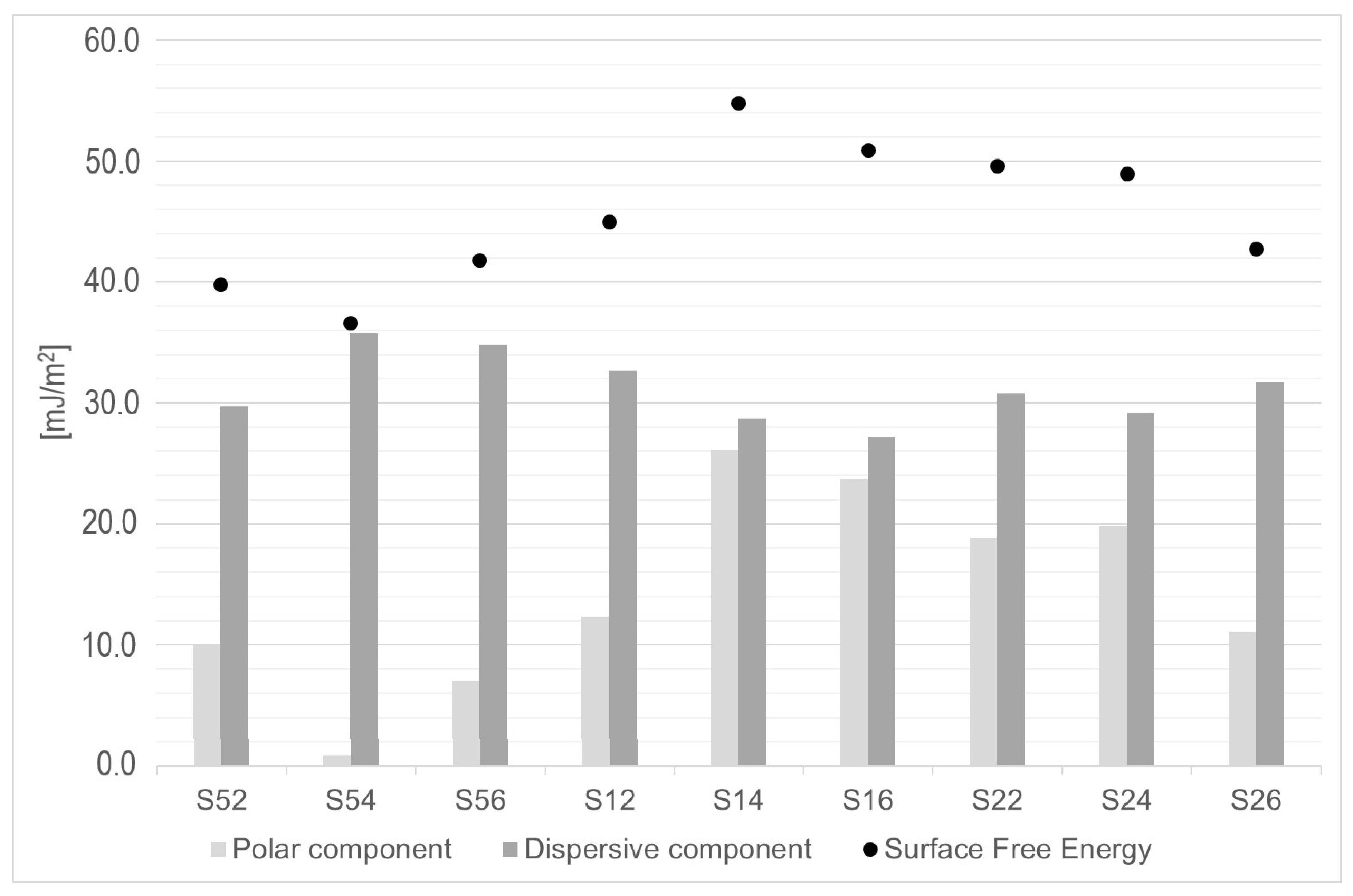
The direct influence of the surface roughness and the described parameters can be observed in examining the fluid ability to wet the Ni-Cr alloy. The optimal processing method proved to be the one using medium-sized silicon carbide (110 µm) at medium pressure (0.4 MPa). Both small and (too) large abrasive particle sizes cause a change in the SFE values (
Figure 6), which results from the surface topography and, more specifically, the unevenness width. Small distances between uneven areas made these surfaces more hydrophobic. Rough areas proved to be too narrow or too wide, and most likely, the locking of the air in the uneven spaces results in their lower wettability. A similar situation was achieved for titanium surfaces after sandblasting using aluminum oxide [
16]. The blasting using the smallest particle size resulted in the achievement of a more hydrophobic surface. The highest SFE parameters were obtained for the surface after the use of the medium-sized particle. Slightly different results were obtained for the cobalt-chromium alloy. In this case, the highest SFE was achieved for the largest particle, and all surfaces were hydrophobic [
17,
21]. In our study, the assumption of roughness’s impact on the surface wettability with fluid was confirmed. The use of the smallest and largest particle resulted in higher wetting angles related to the surface roughness.
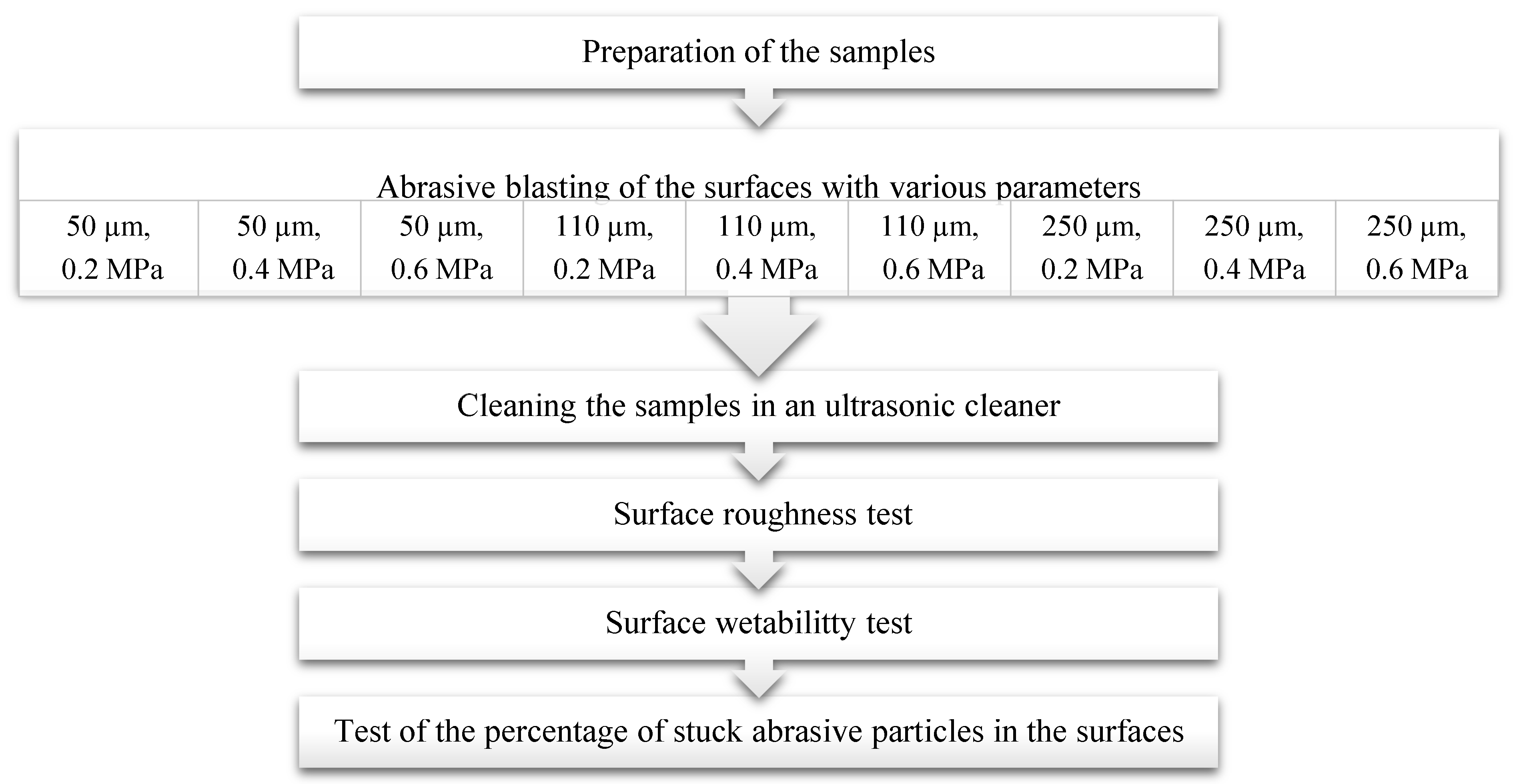
The last test performed was an examination of the percentage of stuck abrasive particles. The lowest values were observed for the surface after the blasting with the use of the smallest particle. This can be caused by the abrasive bouncing off the metal, which is related to too low particle energy that prevents it from sticking into the alloy. With growing particle size, the percentage increases as particles become stuck in the metal owing to the increased energy. Additionally, they have a greater surface as compared with the smallest particle. The results of this test are also influenced by the hardness of both the alloy and the abrasive. Suppose the aluminum oxide is used as the abrasive, a significant increase in the abrasive amount stuck in the Ni-Cr alloy [
22]. A percentage of 18.2% is obtained for the smallest particle and the lowest pressure used in the process. This value increases to 24.8% if the largest particle and the highest pressure are used. This situation can be related to the abrasive hardness where, for silicon carbide (a material with a higher hardness than aluminum oxide), the particle may crack upon hitting the surface [
22]. As a result, the abrasive is present in a smaller area of the surface. This applies to each size of the particle. Moreover, a change of the material results in a change of values of the tested surface property. For the cobalt-chromium alloy, an amount of Al
2O
3 particle stuck for a surface blasted using the lowest parameters is 16.95% and, for the highest, it is 20.94% [
23]. This alloy is a harder material than the Ni-Cr alloy; therefore, its surface is occupied by the abrasive to a lesser extent. The role of abrasive particles stuck in the surface for the bond with dentistry ceramics is unknown. Sharp particle shapes sticking out of the surface may initiate tensions, which ultimately reduce the bond’s durability. It is also possible that particles are chemically bonded to the ceramics and increase the bond’s durability. However, these assumptions should be confirmed in experimental studies.
In summary, the nickel-chromium surface condition after abrasive blasting with the use of silicon carbide is variable depending on the parameters used in the process. Sanding with an abrasive, with a size of 110 µm at 0.4 MPa, may prove the optimal processing. Parameter values can be observed for this surface, which may indicate the formation of a permanent bond with dental ceramic. A semi-liquid ceramic material by overflowing the uneven surface after the blasting—with both the lowest pressure and the smallest particle—may not form a sufficient mechanical connection. The unevenness width and profile indentation depths are too small, and thus the connection durability may be too small. The use of the largest particle and the highest pressure results in large distances between uneven areas. The depth of the indentations may prove to be appropriate. Still, their widths may contribute to reduced durability of the connection, hence the assumption that the surface condition after using 110 µm and 0.4 MPa may prove to be the best for the formation of metal–ceramics bonds. Moreover, the best results related to the fluid’s ability to wet the surface can be observed for these blasting parameters. Experimental research to examine the durability of metal–ceramics bonds will need to be conducted to confirm this assumption.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}