Effects of Ultrasonic Surface Rolling on the Localized Corrosion Behavior of 7B50-T7751 Aluminum Alloy


Abstract
:
1. Introduction
2. Materials and Methods
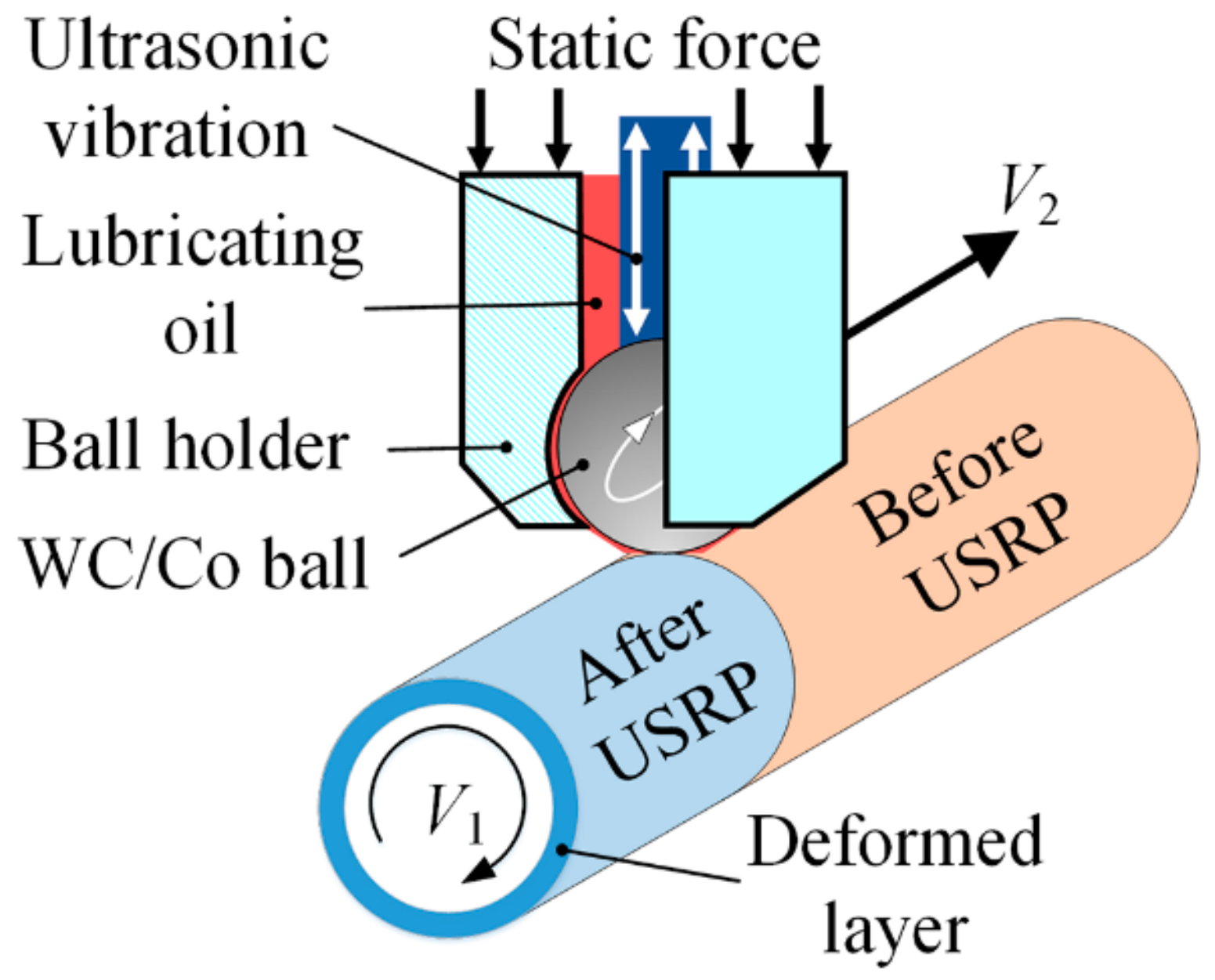
2.1. Materials and Sample Preparation
2.2. Microstructural Characterization
2.3. Immersion Testing
2.4. Electrochemical Measurements
3. Results
3.1. Surface Morphology and Microstructure
3.2. Compressive Residual Stress and XRD
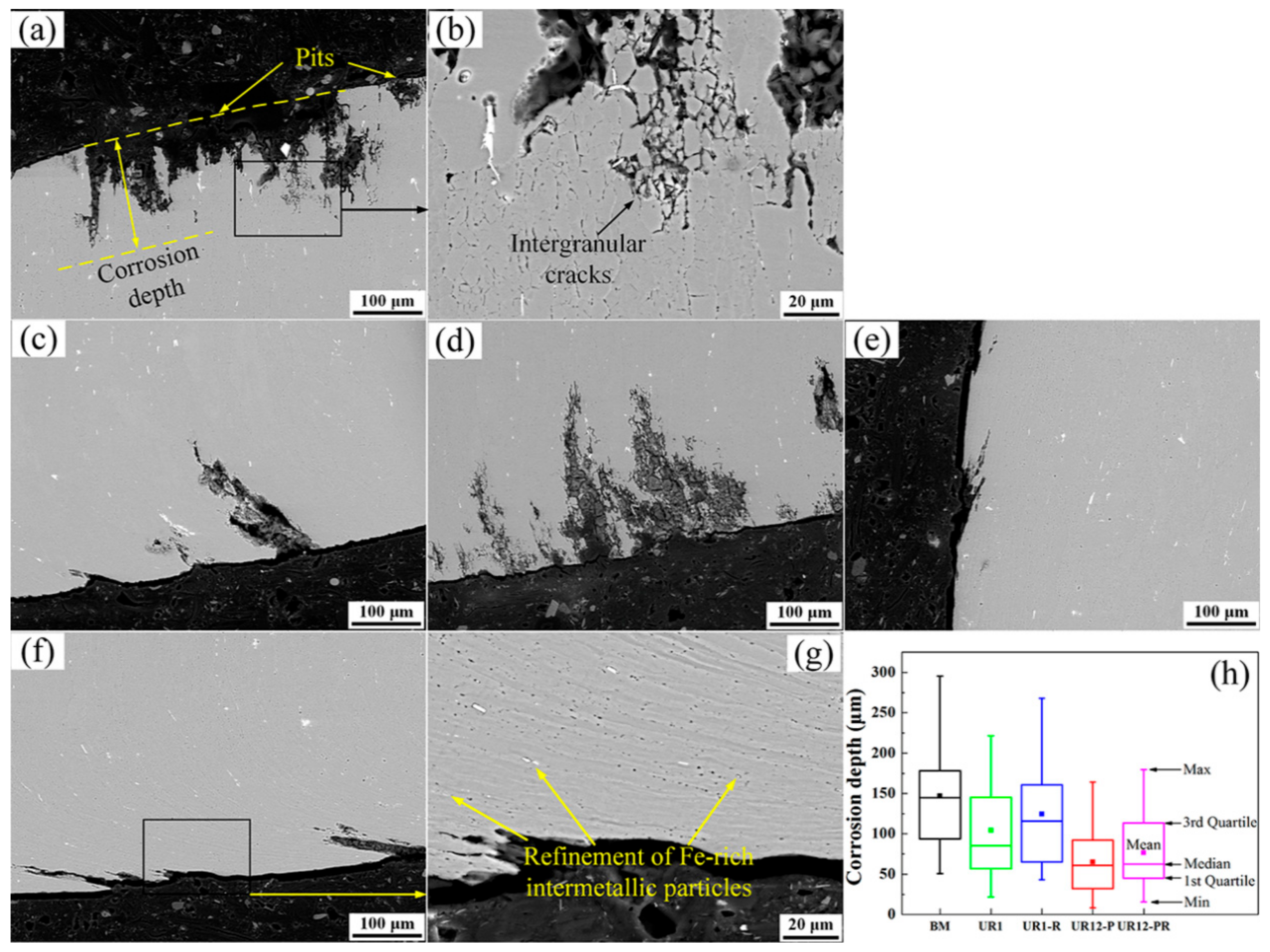
3.3. Immersion Test
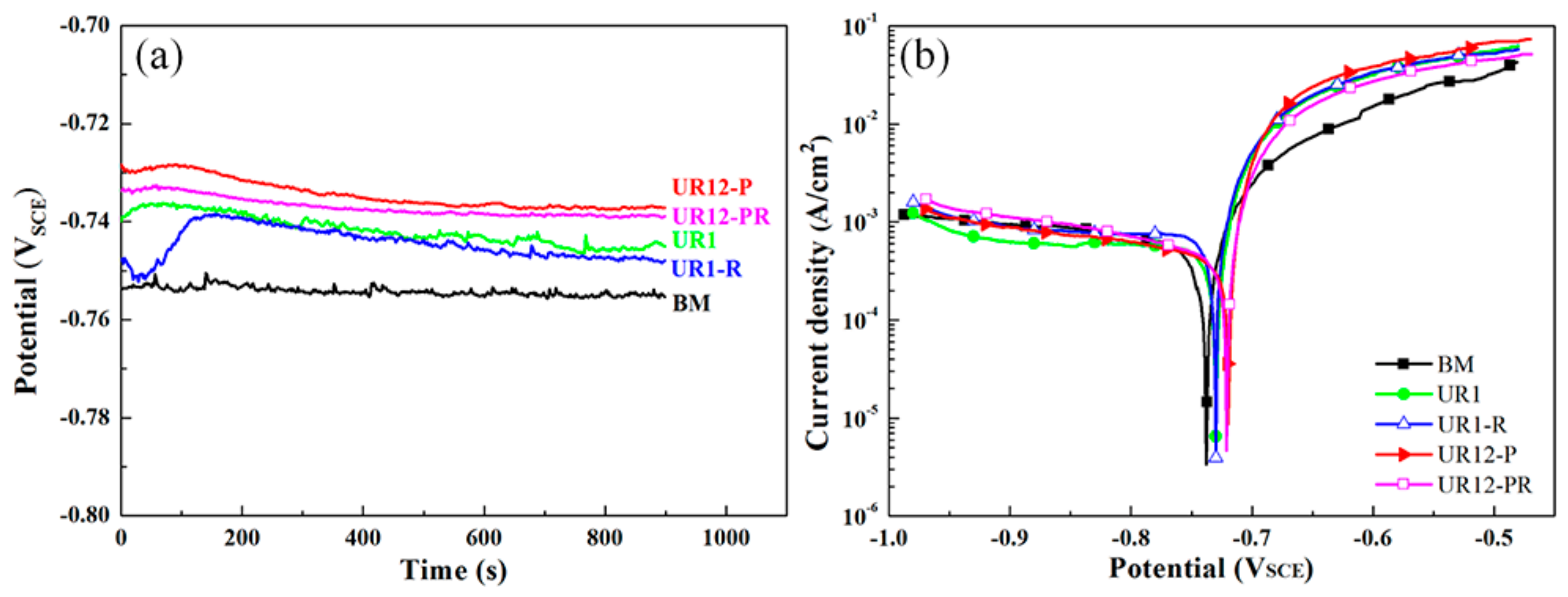
3.4. OCP and Polarization
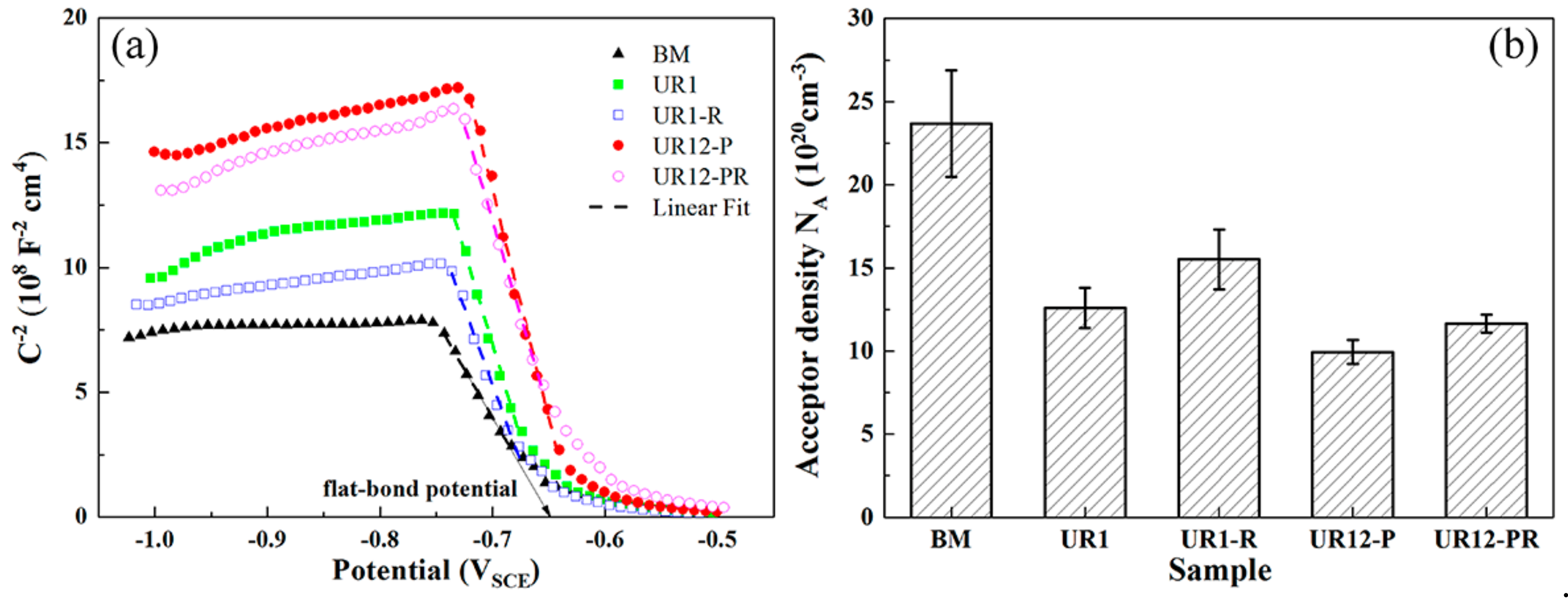
3.5. Mott–Schottky Analysis
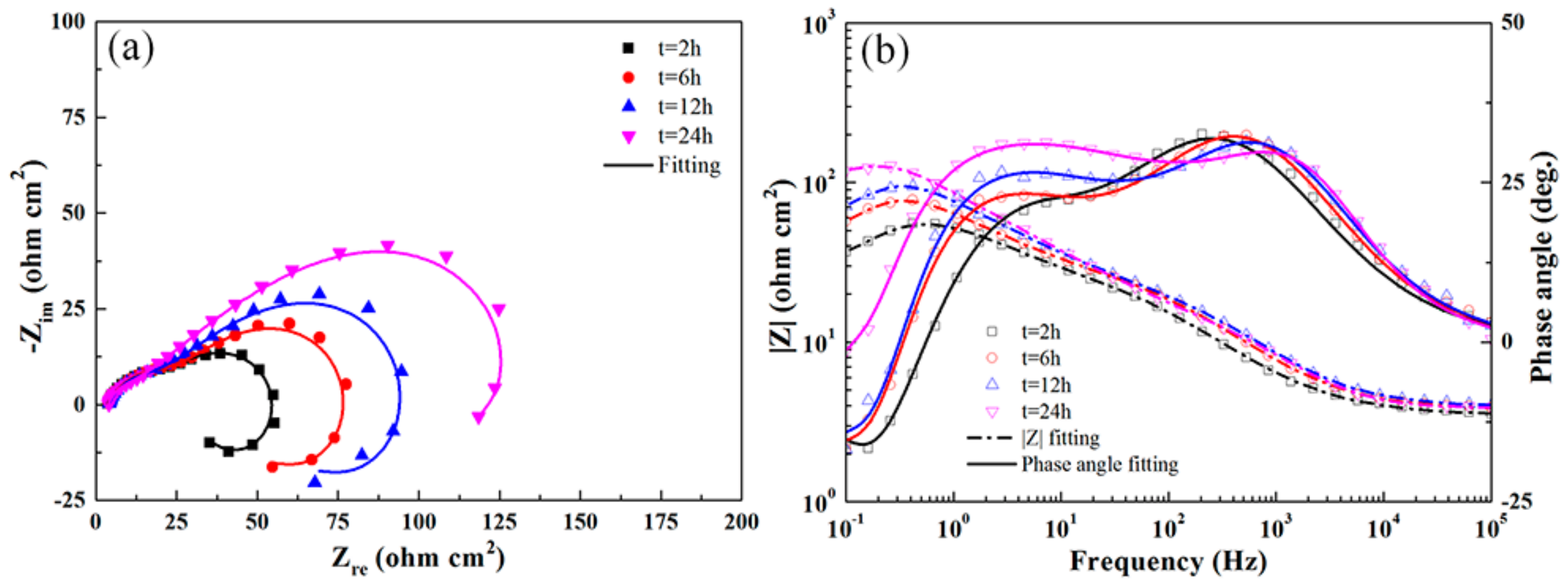
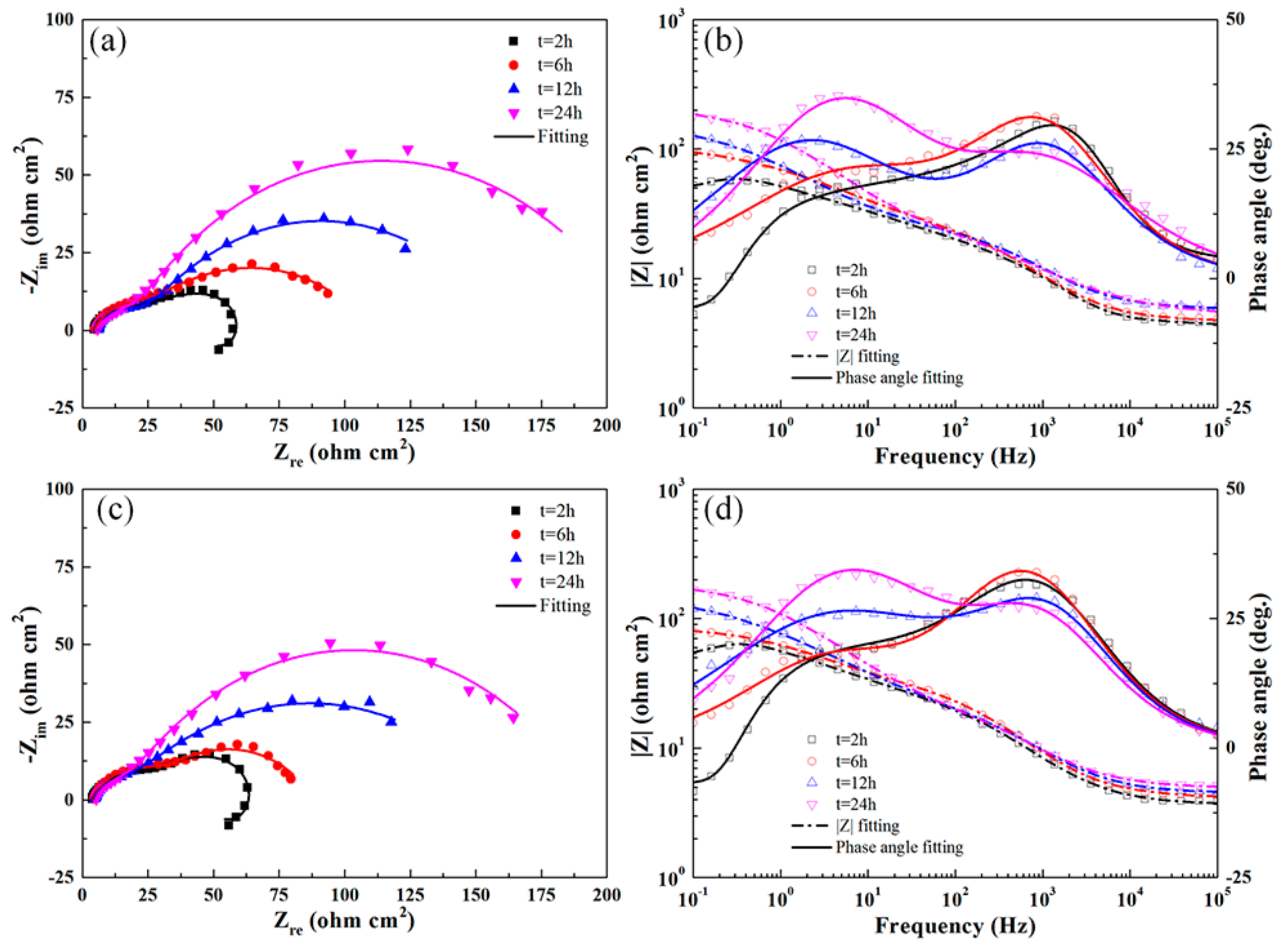
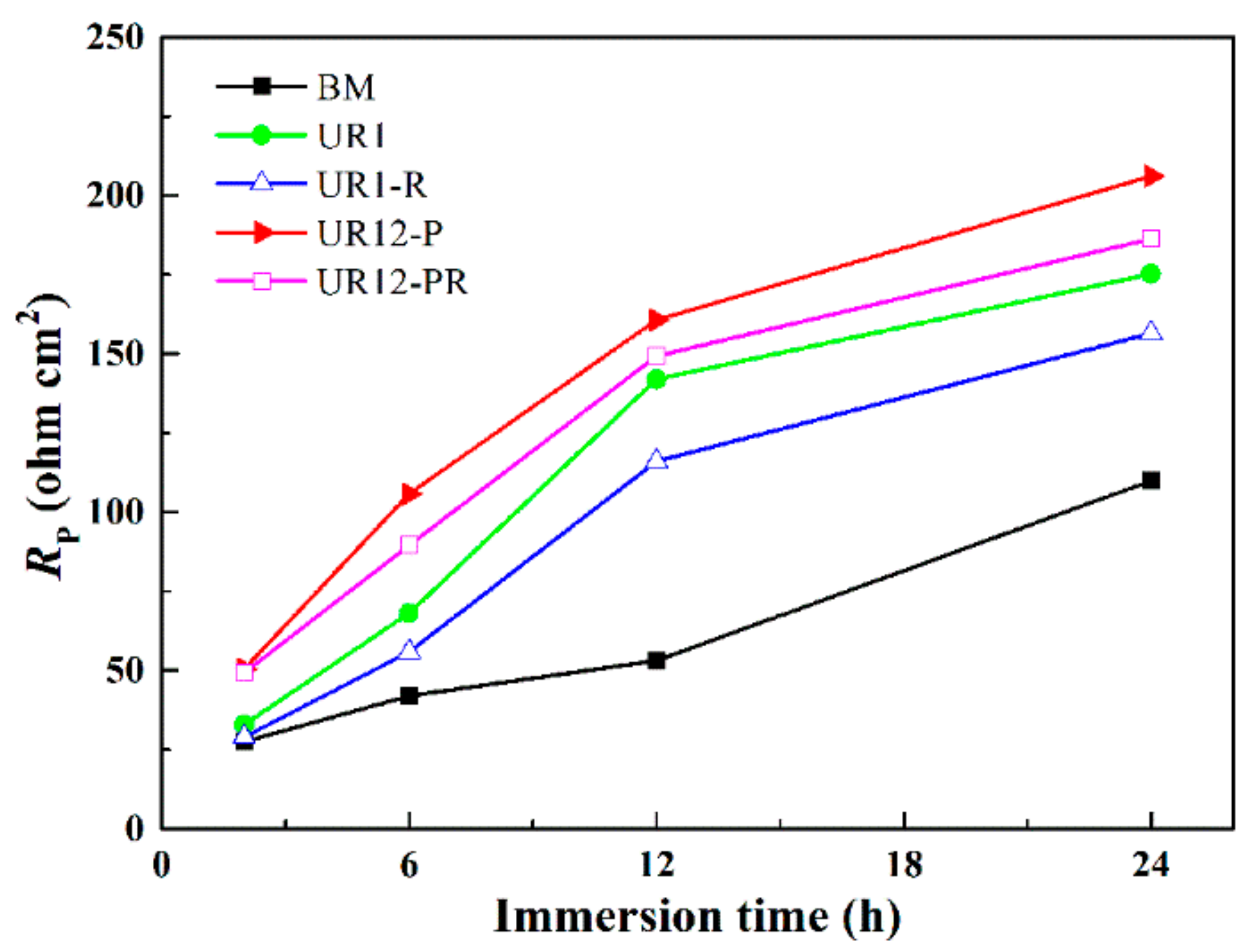
3.6. EIS
4. Discussion
4.1. Initiation of Pitting
4.2. Propagation of Pitting
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Vargel, C. Corrosion of Aluminium; Elsevier Ltd: Oxford, UK, 2004; ISBN 978-0-08-044495-6. [Google Scholar]
- Davis, J.R. Corrosion of Aluminum and Aluminum Alloys; ASM International: Novelty, OH, USA, 1999; pp. 1–24. ISBN 978-1-62708-199-3. [Google Scholar]
- Bajat, J.B.; Milošev, I.; Jovanović, Z.; Jančić-Heinemann, R.M.; Dimitrijević, M.; Mišković-Stanković, V.B. Corrosion protection of aluminium pretreated by vinyltriethoxysilane in sodium chloride solution. Corros. Sci. 2010, 52, 1060–1069. [Google Scholar] [CrossRef]
- Ghali, E. Corrosion Resistance of Aluminium and Magnesium Alloys: Understanding, Performance and Testing; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2010; p. 105. ISBN 978-0-471-71576-4. [Google Scholar]
- Yu, M.; Dong, H.; Shi, H.; Xiong, L.; He, C.; Liu, J.; Li, S. Effects of graphene oxide-filled sol-gel sealing on the corrosion resistance and paint adhesion of anodized aluminum. Appl. Surf. Sci. 2019, 479, 105–113. [Google Scholar] [CrossRef]
- Sun, Q.; Liu, X.; Han, Q.; Li, J.; Xu, R.; Zhao, K. A comparison of AA2024 and AA7150 subjected to ultrasonic shot peening: Microstructure, surface segregation and corrosion. Surf. Coat. Technol. 2018, 337, 552–560. [Google Scholar] [CrossRef]
- Nie, X.; Meletis, E.I.; Jiang, J.C.; Leyland, A.; Yerokhin, A.L.; Matthews, A. Abrasive wear/corrosion properties and TEM analysis of Al2O3 coatings fabricated using plasma electrolysis. Surf. Coat. Technol. 2002, 149, 245–251. [Google Scholar] [CrossRef]
- Wang, S.; Peng, H.; Shao, Z.; Zhao, Q.; Du, N. Sealing of anodized aluminum with phytic acid solution. Surf. Coat. Technol. 2016, 286, 155–164. [Google Scholar] [CrossRef]
- Liu, T.; Zhang, F.; Xue, C.; Li, L.; Yin, Y. Structure stability and corrosion resistance of nano-TiO2 coatings on aluminum in seawater by a vacuum dip-coating method. Surf. Coat. Technol. 2010, 205, 2335–2339. [Google Scholar] [CrossRef]
- Wen, L.; Wang, Y.; Zhou, Y.; Ouyang, J.; Guo, L.; Jia, D. Corrosion evaluation of microarc oxidation coatings formed on 2024 aluminium alloy. Corros. Sci. 2010, 52, 2687–2696. [Google Scholar] [CrossRef]
- Trdan, U.; Grum, J. Evaluation of corrosion resistance of AA6082-T651 aluminium alloy after laser shock peening by means of cyclic polarisation and EIS methods. Corros. Sci. 2012, 59, 324–333. [Google Scholar] [CrossRef]
- Sun, Q.; Han, Q.; Xu, R.; Zhao, K.; Li, J. Localized corrosion behaviour of AA7150 after ultrasonic shot peening: Corrosion depth vs. impact energy. Corros. Sci. 2018, 130, 218–230. [Google Scholar] [CrossRef]
- Li, N.; Shi, S.; Luo, J.; Lu, J.; Wang, N. Effects of surface nanocrystallization on the corrosion behaviors of 316L and alloy 690. Surf. Coat. Technol. 2017, 309, 227–231. [Google Scholar] [CrossRef]
- Wu, X.; Tao, N.; Hong, Y.; Xu, B.; Lu, J.; Lu, K. Microstructure and evolution of mechanically-induced ultrafine grain in surface layer of AL-alloy subjected to USSP. Acta Mater. 2002, 50, 2075–2084. [Google Scholar] [CrossRef]
- Huang, H.W.; Wang, Z.B.; Lu, J.; Lu, K. Fatigue behaviors of AISI 316L stainless steel with a gradient nanostructured surface layer. Acta Mater. 2015, 87, 150–160. [Google Scholar] [CrossRef]
- Lu, K.; Lu, J. Nanostructured surface layer on metallic materials induced by surface mechanical attrition treatment. Mater. Sci. Eng. A 2004, 375, 38–45. [Google Scholar] [CrossRef] [Green Version]
- Villegas, J.C.; Shaw, L.L. Nanocrystallization process and mechanism in a nickel alloy subjected to surface severe plastic deformation. Acta Mater. 2009, 57, 5782–5795. [Google Scholar] [CrossRef]
- Zhao, W.; Liu, D.; Zhang, X.; Zhou, Y.; Zhang, R.; Zhang, H.; Ye, C. Improving the fretting and corrosion fatigue performance of 300M ultra-high strength steel using the ultrasonic surface rolling process. Int. J. Fatigue 2019, 121, 30–38. [Google Scholar] [CrossRef]
- Ao, N.; Liu, D.; Liu, C.; Zhang, X.; Liu, D. Face-centered titanium induced by ultrasonic surface rolling process in Ti-6Al-4V alloy and its tensile behavior. Mater. Charact. 2018, 145, 527–533. [Google Scholar] [CrossRef]
- Liu, C.; Liu, D.; Zhang, X.; Ao, N.; Xu, X.; Liu, D.; Yang, J. Fretting fatigue characteristics of Ti-6Al-4V alloy with a gradient nanostructured surface layer induced by ultrasonic surface rolling process. Int. J. Fatigue 2019, 125, 249–260. [Google Scholar] [CrossRef]
- Liu, D.; Liu, D.; Zhang, X.; Liu, C.; Ao, N. Surface nanocrystallization of 17-4 precipitation-hardening stainless steel subjected to ultrasonic surface rolling process. Mater. Sci. Eng. A 2018, 726, 69–81. [Google Scholar] [CrossRef]
- Zhang, Q.; Hu, Z.; Su, W.; Zhou, H.; Liu, C.; Yang, Y.; Qi, X. Microstructure and surface properties of 17-4PH stainless steel by ultrasonic surface rolling technology. Surf. Coat. Technol. 2017, 321, 64–73. [Google Scholar] [CrossRef]
- Ye, H.; Sun, X.; Liu, Y.; Rao, X.; Gu, Q. Effect of ultrasonic surface rolling process on mechanical properties and corrosion resistance of AZ31B Mg alloy. Surf. Coat. Technol. 2019, 372, 288–298. [Google Scholar] [CrossRef]
- Xu, X.; Liu, D.; Zhang, X.; Liu, C.; Liu, D. Mechanical and corrosion fatigue behaviors of gradient structured 7B50-T7751 aluminum alloy processed via ultrasonic surface rolling. J. Mater. Sci. Technol. 2020, 40, 88–98. [Google Scholar] [CrossRef]
- Xu, X.; Liu, D.; Zhang, X.; Liu, C.; Liu, D.; Zhang, W. Influence of ultrasonic rolling on surface integrity and corrosion fatigue behavior of 7B50-T7751 aluminum alloy. Int. J. Fatigue 2019, 125, 237–248. [Google Scholar] [CrossRef]
- ASTM G110-92. Standard Practice for Evaluating Intergranular Corrosion Resistance of Heat Treatable Aluminum Alloys by Immersion in Sodium Chloride + Hydrogen Peroxide Solution; ASTM International: West Conshohocken, PA, USA, 2003. [Google Scholar]
- Lv, J.; Liang, T.; Wang, C.; Guo, T. The passive film characteristics of several plastic deformation 2099 Al–Li alloy. J. Alloy. Compd. 2016, 662, 143–149. [Google Scholar] [CrossRef]
- Danh, N.C.; Rajan, K.; Wallace, W. A TEM study of microstructural changes during retrogression and reaging in 7075 aluminum. Metall. Mater. Trans. A 1983, 14, 1843–1850. [Google Scholar] [CrossRef]
- Hölscher, M.; Raabe, D.; Lücke, K. Relationship between rolling textures and shear textures in f.c.c. and b.c.c. metals. Acta Metall. Mater. 1994, 42, 879–886. [Google Scholar] [CrossRef]
- Verdan, S.; Burato, G.; Comet, M.; Reinert, L.; Fuzellier, H. Structural changes of metallic surfaces induced by ultrasound. Ultrason. Sonochem. 2003, 10, 291–295. [Google Scholar] [CrossRef]
- Xu, X.; Liu, D.; Ao, N.; Zhang, X.; Chen, C.; Zhang, X. Effects of pre-corrosion on mechanical properties of 7B50-T7751 aluminum alloy in sodium chloride solution. Mater. Corros. 2018, 69, 870–880. [Google Scholar] [CrossRef]
- Trdan, U.; Grum, J. SEM/EDS characterization of laser shock peening effect on localized corrosion of Al alloy in a near natural chloride environment. Corros. Sci. 2014, 82, 328–338. [Google Scholar] [CrossRef]
- Gomes, W.P.; Vanmaekelbergh, D. Impedance spectroscopy at semiconductor electrodes: Review and recent developments. Electrochim. Acta 1996, 41, 967–973. [Google Scholar] [CrossRef]
- Hitzig, J.; Jüttner, K.; Lorenz, W.J.; Paatsch, W. AC-impedance measurements on porous aluminium oxide films. Corros. Sci. 1984, 24, 945–952. [Google Scholar] [CrossRef]
- Martin, F.J.; Cheek, G.T.; O’Grady, W.E.; Natishan, P.M. Impedance studies of the passive film on aluminium. Corros. Sci. 2005, 47, 3187–3201. [Google Scholar] [CrossRef]
- Xia, D.; Song, S.; Zhu, R.; Behnamian, Y.; Shen, C.; Wang, J.; Luo, J.; Lu, Y.; Klimas, S. A mechanistic study on thiosulfate-enhanced passivity degradation of Alloy 800 in chloride solutions. Electrochim. Acta 2013, 111, 510–525. [Google Scholar] [CrossRef]
- El-Taib Heakal, F.; Tantawy, N.S.; Shehta, O.S. Influence of chloride ion concentration on the corrosion behavior of Al-bearing TRIP steels. Mater. Chem. Phys. 2011, 130, 743–749. [Google Scholar] [CrossRef]
- Xia, D.; Zhu, R.; Behnamian, Y.; Shen, C.; Luo, J.; Lu, Y.; Klimas, S. pH effect on sulfur-induced passivity degradation of alloy 800 in simulated crevice chemistries. J. Electrochem. Soc. 2014, 161, C201–C214. [Google Scholar] [CrossRef] [Green Version]
- Lv, J.; Luo, H. Effect of surface burnishing on texture and corrosion behavior of 2024 aluminum alloy. Surf. Coat. Technol. 2013, 235, 513–520. [Google Scholar] [CrossRef] [Green Version]
- Zhang, G.A.; Xu, L.Y.; Cheng, Y.F. Investigation of erosion–corrosion of 3003 aluminum alloy in ethylene glycol–water solution by impingement jet system. Corros. Sci. 2009, 51, 283–290. [Google Scholar] [CrossRef]
- Yang, W.; Ji, S.; Zhang, Q.; Wang, M. Investigation of mechanical and corrosion properties of an Al–Zn–Mg–Cu alloy under various ageing conditions and interface analysis of η′ precipitate. Mater. Des. 2015, 85, 752–761. [Google Scholar] [CrossRef] [Green Version]
- Li, J.F.; Zheng, Z.Q.; Li, S.C.; Chen, W.J.; Ren, W.D.; Zhao, X.S. Simulation study on function mechanism of some precipitates in localized corrosion of Al alloys. Corros. Sci. 2007, 49, 2436–2449. [Google Scholar] [CrossRef]
- Andreatta, F.; Terryn, H.; de Wit, J.H.W. Corrosion behaviour of different tempers of AA7075 aluminium alloy. Electrochim. Acta 2004, 49, 2851–2862. [Google Scholar] [CrossRef]
- Frankel, G.S. Pitting corrosion of metals–A review of the critical factors. J. Electrochem. Soc. 1998, 145, 2186–2198. [Google Scholar] [CrossRef]
- Ralston, K.D.; Birbilis, N.; Cavanaugh, M.K.; Weyland, M.; Muddle, B.C.; Marceau, R.K.W. Role of nanostructure in pitting of Al–Cu–Mg alloys. Electrochim. Acta 2010, 55, 7834–7842. [Google Scholar] [CrossRef]
- Liu, L.; Li, Y.; Wang, F. Influence of micro-structure on corrosion behavior of a Ni-based superalloy in 3.5% NaCl. Electrochim. Acta 2007, 52, 7193–7202. [Google Scholar] [CrossRef]
- Sun, Q.; Han, Q.; Liu, X.; Xu, W.; Li, J. The effect of surface contamination on corrosion performance of ultrasonic shot peened 7150 Al alloy. Surf. Coat. Technol. 2017, 328, 469–479. [Google Scholar] [CrossRef]
- Krawiec, H.; Vignal, V.; Amar, H.; Peyre, P. Local electrochemical impedance spectroscopy study of the influence of ageing in air and laser shock processing on the micro-electrochemical behaviour of AA2050-T8 aluminium alloy. Electrochim. Acta 2011, 56, 9581–9587. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Jia, Y.; Yao, Q.; Wang, F.; Ma, J.; Hu, X. The calculation of the surface energy of high-index surfaces in metals at zero temperature. Surf. Sci. 2004, 551, 179–188. [Google Scholar] [CrossRef]
- Wang, J.; Mi, Z.; Jiang, H.; Wang, R. Texture-governed electrochemical corrosion behaviour of AA 6082 alloy. J. Mater. Sci. 2019, 54, 6608–6623. [Google Scholar] [CrossRef]
- Gupta, R.K.; Fabijanic, D.; Zhang, R.; Birbilis, N. Corrosion behaviour and hardness of in situ consolidated nanostructured Al and Al–Cr alloys produced via high-energy ball milling. Corros. Sci. 2015, 98, 643–650. [Google Scholar] [CrossRef]
- Macdonald, D.D. The Point Defect Model for the passive state. J. Electrochem. Soc. 1992, 139, 3434–3449. [Google Scholar] [CrossRef]
- Soltis, J. Passivity breakdown, pit initiation and propagation of pits in metallic materials—Review. Corros. Sci. 2015, 90, 5–22. [Google Scholar] [CrossRef]
- Liu, X.; Frankel, G.S. Effects of compressive stress on localized corrosion in AA2024-T3. Corros. Sci. 2006, 48, 3309–3329. [Google Scholar] [CrossRef] [Green Version]
- Ralston, K.D.; Birbilis, N.; Davies, C.H.J. Revealing the relationship between grain size and corrosion rate of metals. Scripta Mater. 2010, 63, 1201–1204. [Google Scholar] [CrossRef]
- Liu, Y.; Meng, G.Z.; Cheng, Y.F. Electronic structure and pitting behavior of 3003 aluminum alloy passivated under various conditions. Electrochim. Acta 2009, 54, 4155–4163. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zn | Mg | Cu | Zr | Ti | Si | Fe | Al |
|---|---|---|---|---|---|---|---|
| 6.2 | 2.1 | 2.0 | 0.08 | 0.05 | 0.04 | 0.03 | Balance |
| Parameter Type | Value |
|---|---|
| CNC lathe rotating speed V1 (rpm) | 75 |
| Tool feeding rate V2 (mm/rev) | 0.14 |
| Ultrasonic vibration frequency (kHz) | 28 |
| Ultrasonic vibration amplitude (μm) | 10 |
| Static force (N) | 500 |
| Parameters | BM | UR1 | UR1-R | UR12-P | UR12-PR |
|---|---|---|---|---|---|
| Mean (μm) | 147.2 | 104.3 | 124.5 | 65.3 | 76.6 |
| Standard (μm) | 69.8 | 59.1 | 66.7 | 38.5 | 44.6 |
| Minimum (μm) | 50.8 | 21.6 | 43.1 | 8.5 | 15.6 |
| 1st Quartile (μm) | 93.6 | 56.9 | 65.2 | 32.1 | 45.0 |
| Median (μm) | 144.6 | 85.2 | 115.7 | 60.9 | 62.5 |
| 3rd Quartile (μm) | 178.4 | 145.1 | 160.8 | 92.2 | 113.3 |
| Maximum (μm) | 295.4 | 221.6 | 268.1 | 164.1 | 179.9 |
| Parameters | BM | UR1 | UR1-R | UR12-P | UR12-PR |
|---|---|---|---|---|---|
| Ecorr (mVSCE) | −737.8 | −730.1 | −730.1 | −719.5 | −721.0 |
| icorr (μA/cm2) | 743.8 | 567.0 | 727.6 | 453.6 | 471.0 |
| CR (mm/year) | 8.099 | 6.175 | 7.924 | 4.940 | 5.129 |
| Parameters | BM | UR1 | UR1-R | UR12-P | UR12-PR |
|---|---|---|---|---|---|
| Efb (mVSCE) | −648.2 | −653.9 | −657.1 | −628.3 | −622.5 |
| δ (nm) | 2.32 | 2.99 | 2.66 | 3.60 | 3.42 |
| Sample | Rs Ω cm2 | Y0 of Qc Ω−1 cm−2 sn | n of Qc | Rpo Ω cm2 | Y0 of Qdl Ω−1 cm−2 sn | n of Qdl | Rct Ω cm2 | L H cm2 | RL Ω cm2 |
|---|---|---|---|---|---|---|---|---|---|
| BM | 3.49 | 6.78 × 10−4 | 0.66 | 25.15 | 3.74 × 10−3 | 0.84 | 27.79 | 18.85 | 2.45 |
| UR1 | 2.82 | 3.15 × 10−4 | 0.71 | 25.71 | 4.61 × 10−3 | 0.71 | 44.25 | 27.92 | 8.48 |
| UR1-R | 5.76 | 2.88 × 10−4 | 0.74 | 25.48 | 4.42 × 10−3 | 0.77 | 29.13 | 28.08 | 3.90 |
| UR12-P | 3.01 | 2.45 × 10−4 | 0.72 | 26.11 | 5.12 × 10−3 | 0.55 | 56.35 | 38.38 | 42.67 |
| UR12-PR | 3.66 | 2.32 × 10−4 | 0.74 | 25.90 | 4.97 × 10−3 | 0.58 | 53.24 | 36.58 | 41.46 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, X.; Liu, D.; Zhang, X.; Liu, C.; Liu, D.; Ma, A. Effects of Ultrasonic Surface Rolling on the Localized Corrosion Behavior of 7B50-T7751 Aluminum Alloy. Materials 2020, 13, 738. https://doi.org/10.3390/ma13030738
Xu X, Liu D, Zhang X, Liu C, Liu D, Ma A. Effects of Ultrasonic Surface Rolling on the Localized Corrosion Behavior of 7B50-T7751 Aluminum Alloy. Materials. 2020; 13(3):738. https://doi.org/10.3390/ma13030738
Chicago/Turabian StyleXu, Xingchen, Daoxin Liu, Xiaohua Zhang, Chengsong Liu, Dan Liu, and Amin Ma. 2020. "Effects of Ultrasonic Surface Rolling on the Localized Corrosion Behavior of 7B50-T7751 Aluminum Alloy" Materials 13, no. 3: 738. https://doi.org/10.3390/ma13030738
APA StyleXu, X., Liu, D., Zhang, X., Liu, C., Liu, D., & Ma, A. (2020). Effects of Ultrasonic Surface Rolling on the Localized Corrosion Behavior of 7B50-T7751 Aluminum Alloy. Materials, 13(3), 738. https://doi.org/10.3390/ma13030738