Beamless Metal Additive Manufacturing



Abstract
:1. Introduction
2. Key Processes
2.1. Material Jetting Processes
2.2. Binder Jetting
2.3. Material Extrusion
2.4. Cold Spray AM (CSAM)
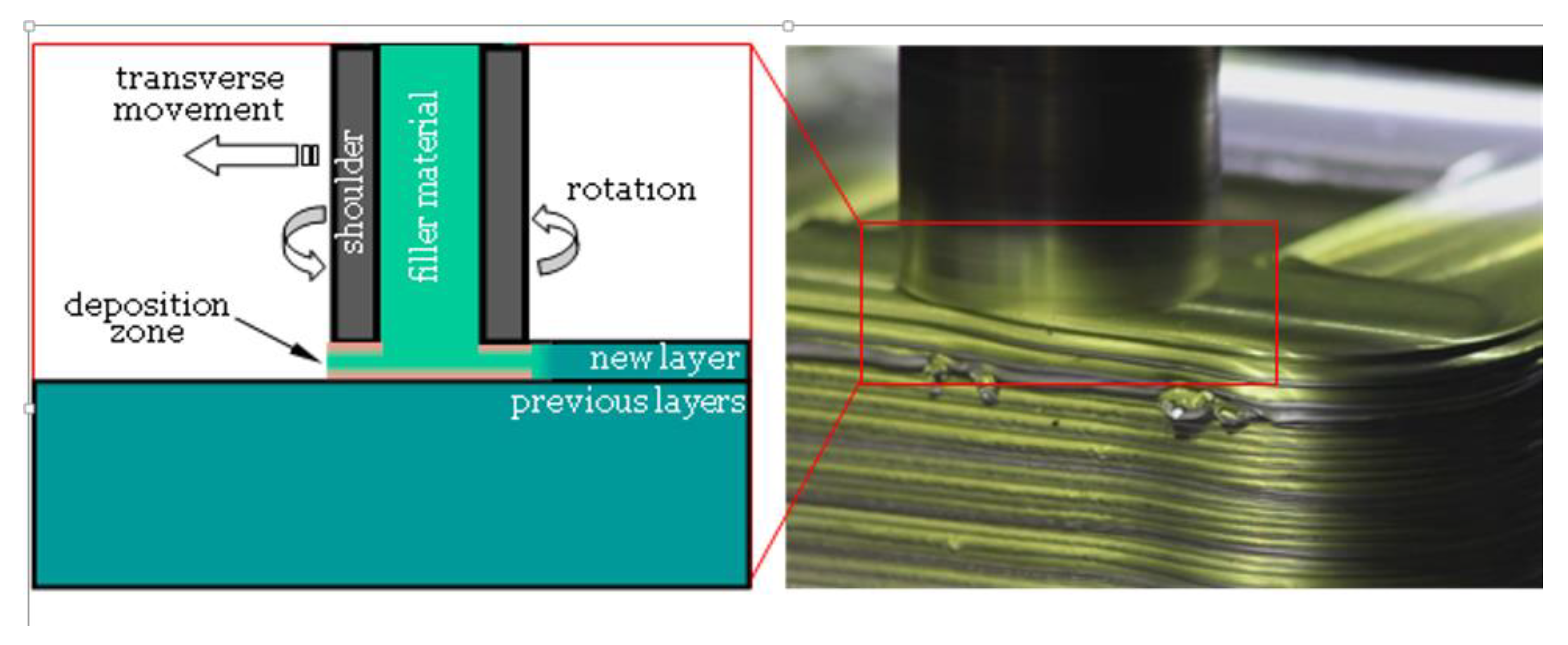
2.5. Additive Friction Stir Deposition (AFSD)
2.6. Sheet Lamination Processes
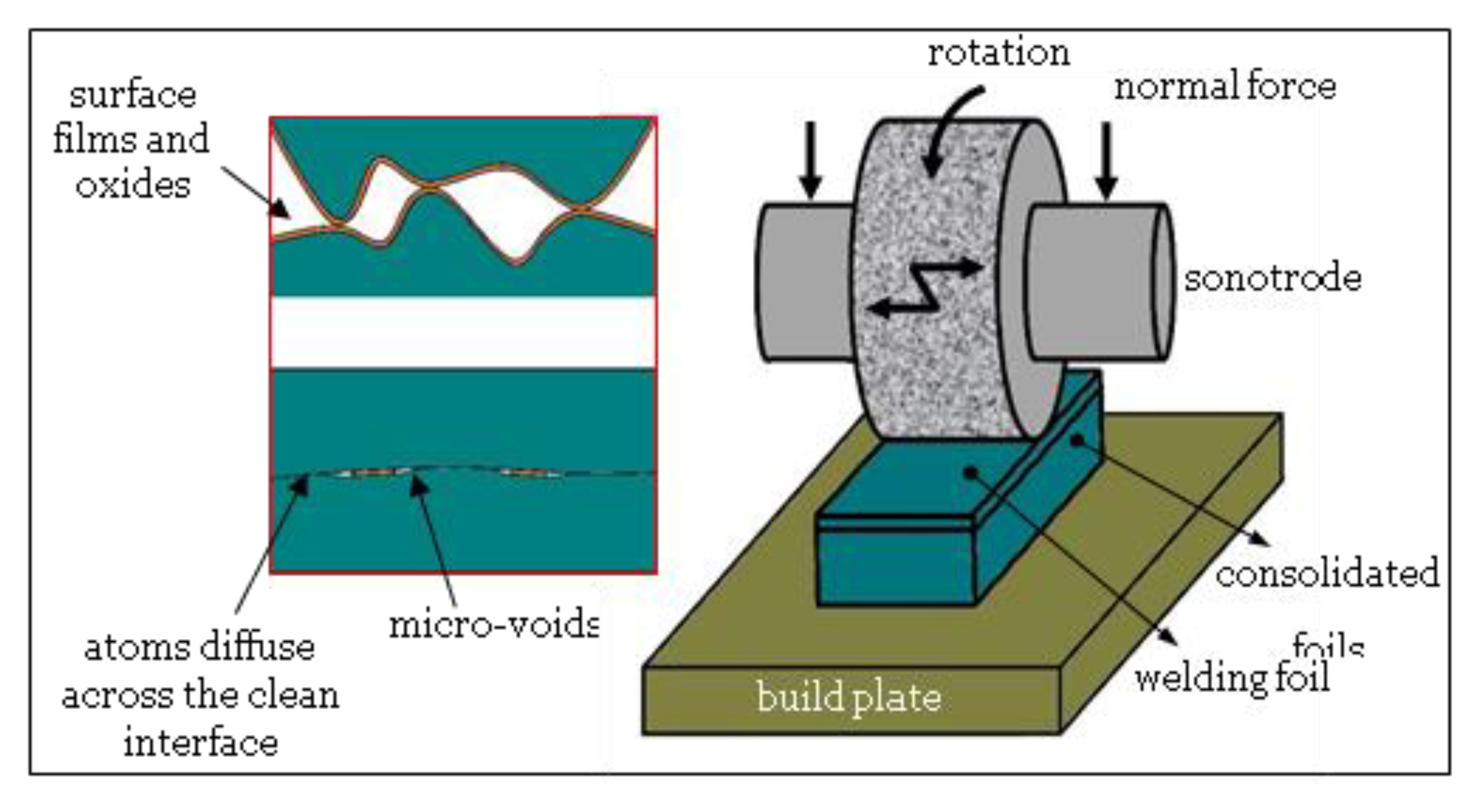
2.6.1. Ultrasonic AM (UAM)
2.6.2. Friction Stir Additive Manufacturing (FSAM)
2.7. Wire and Arc AM
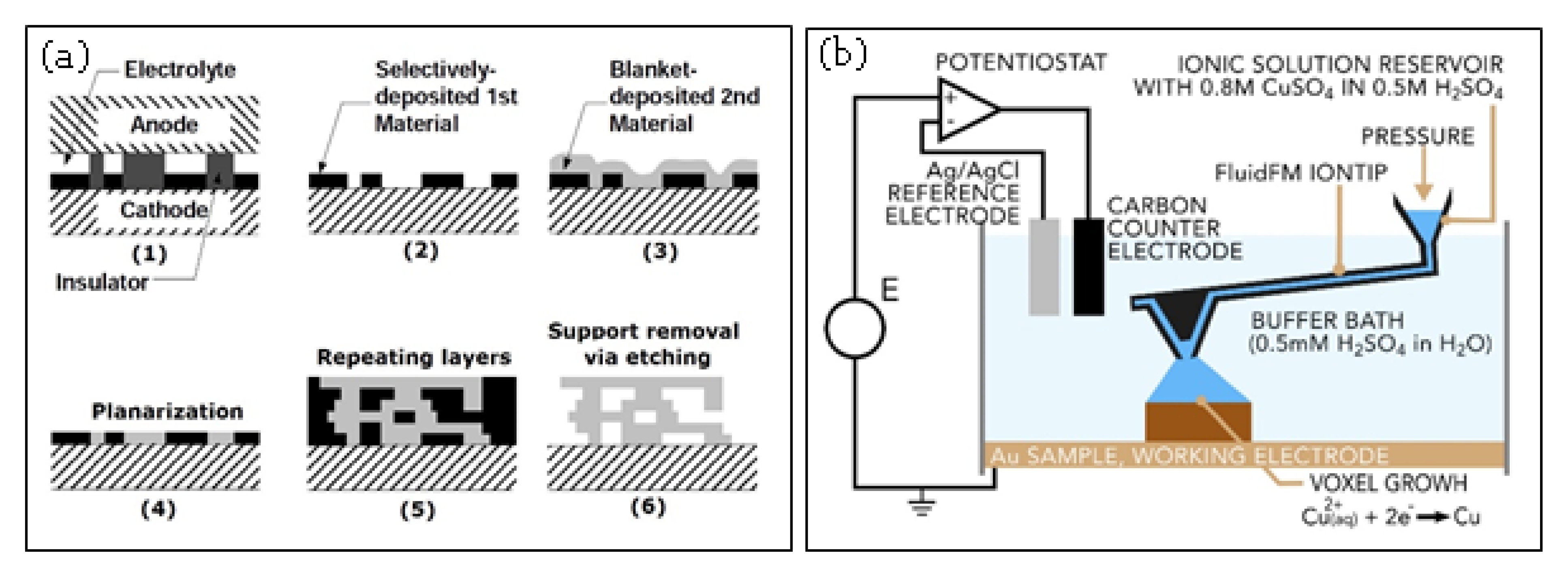
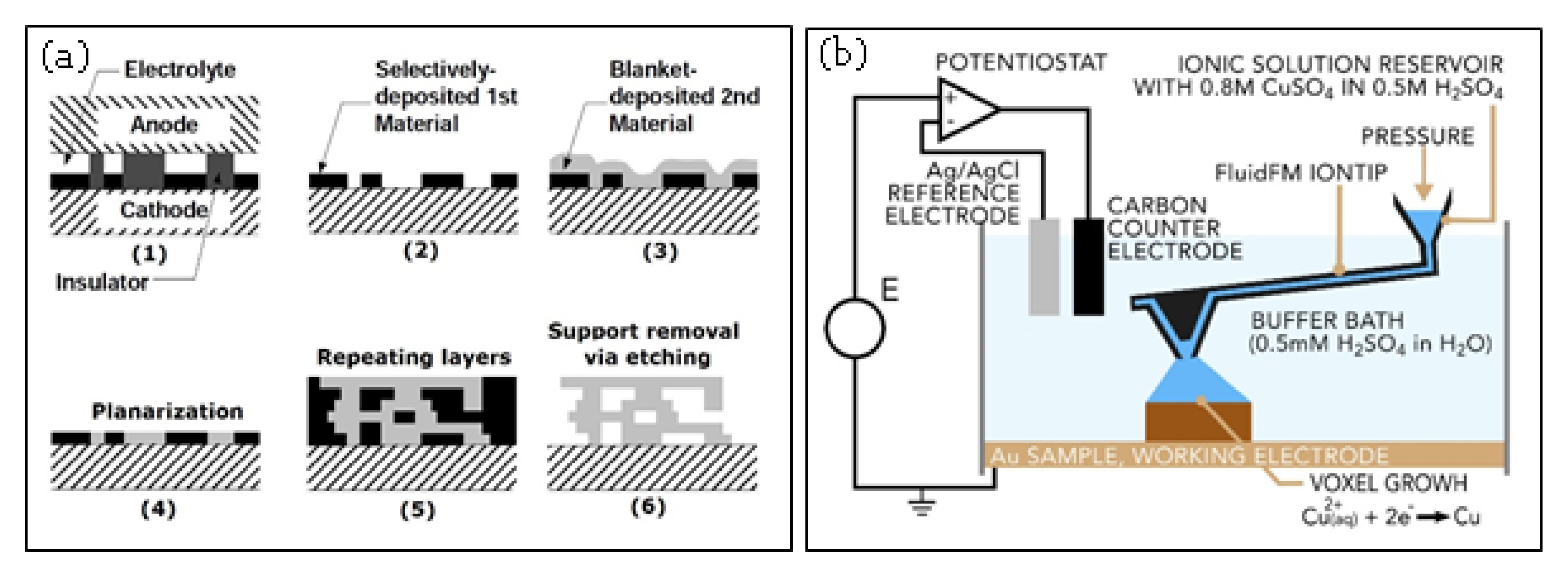
2.8. Electrochemical AM Processes
2.9. 3D Screen Printing (3DSP)
3. Impact and Applications
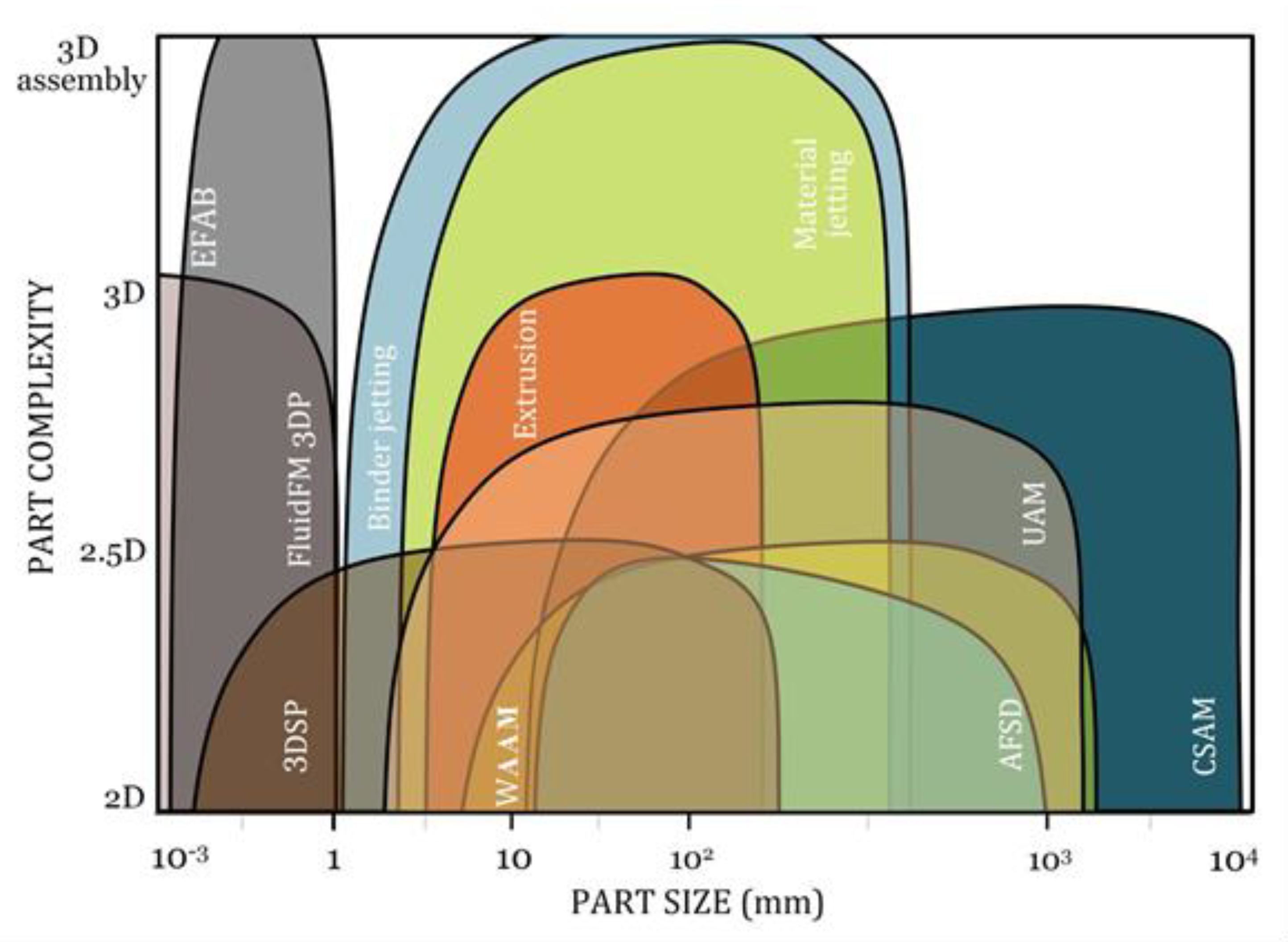
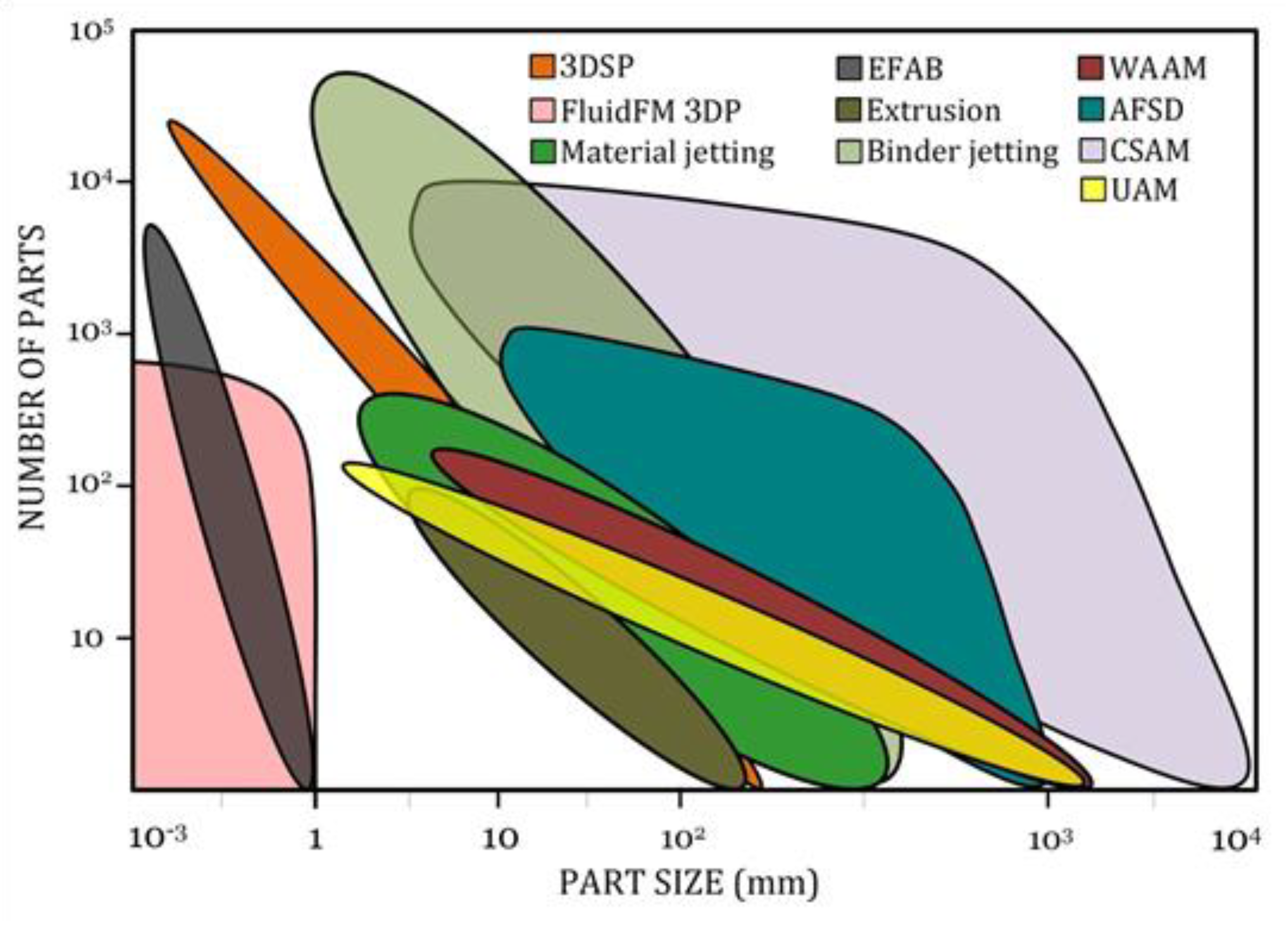
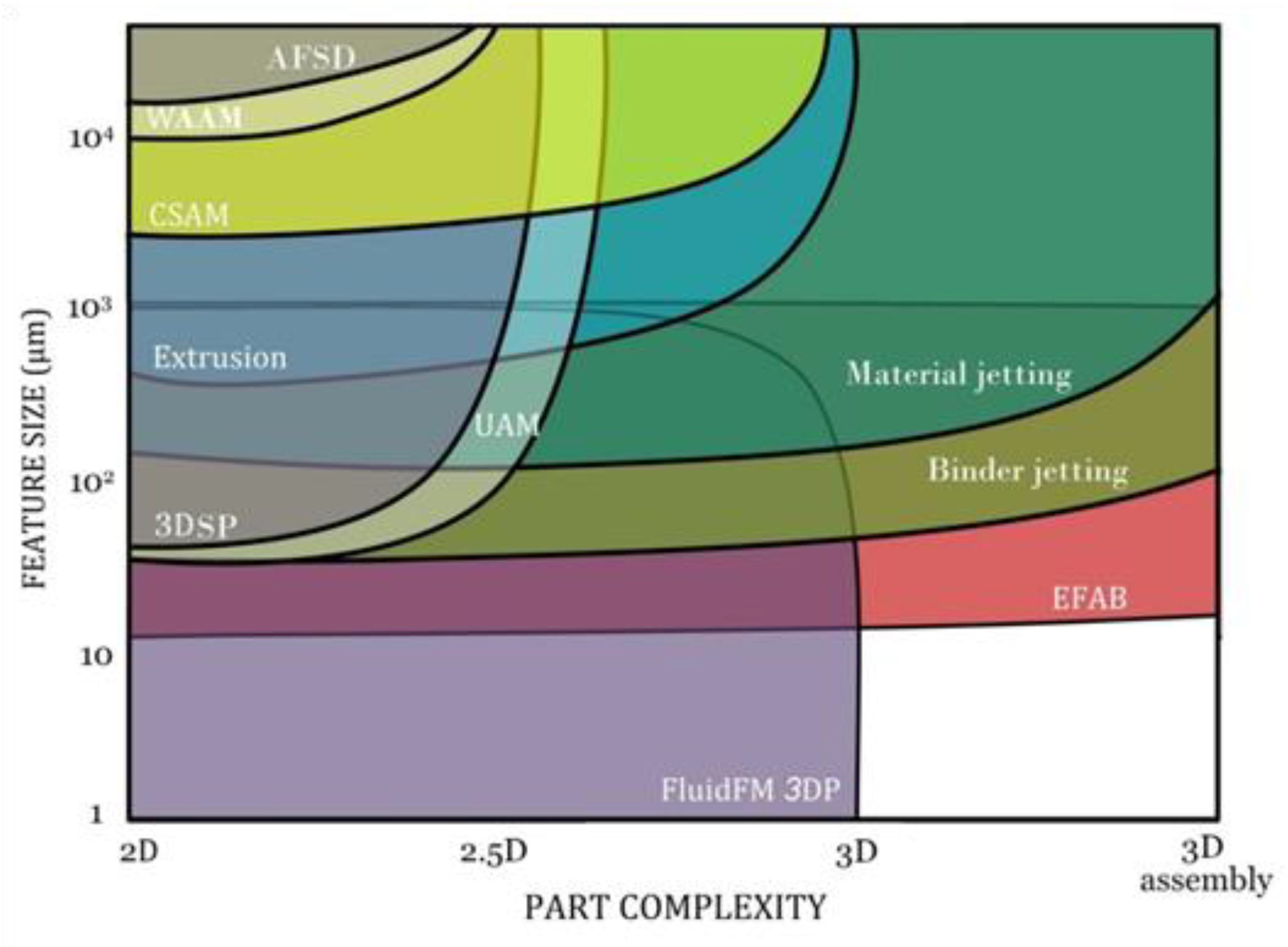
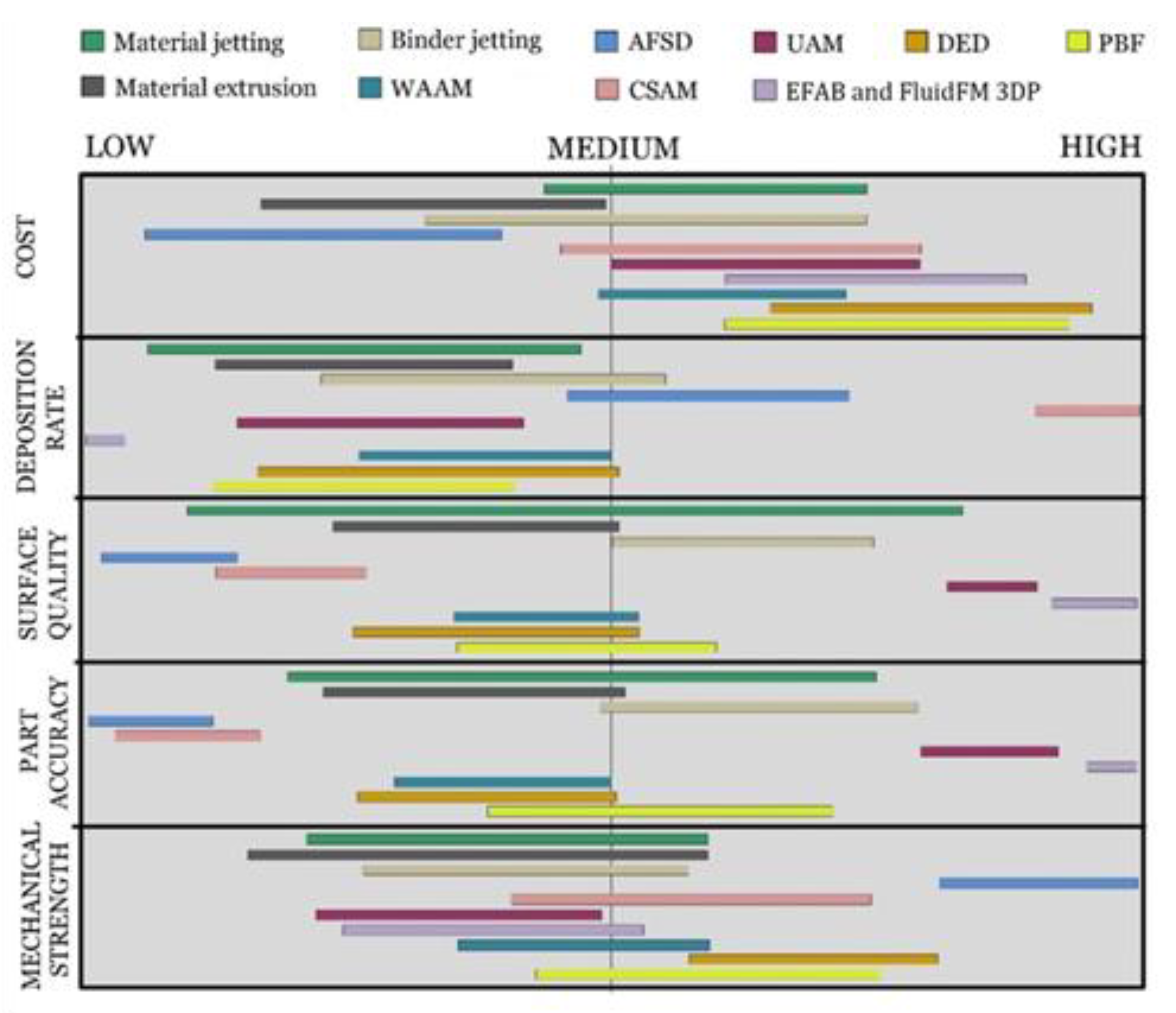
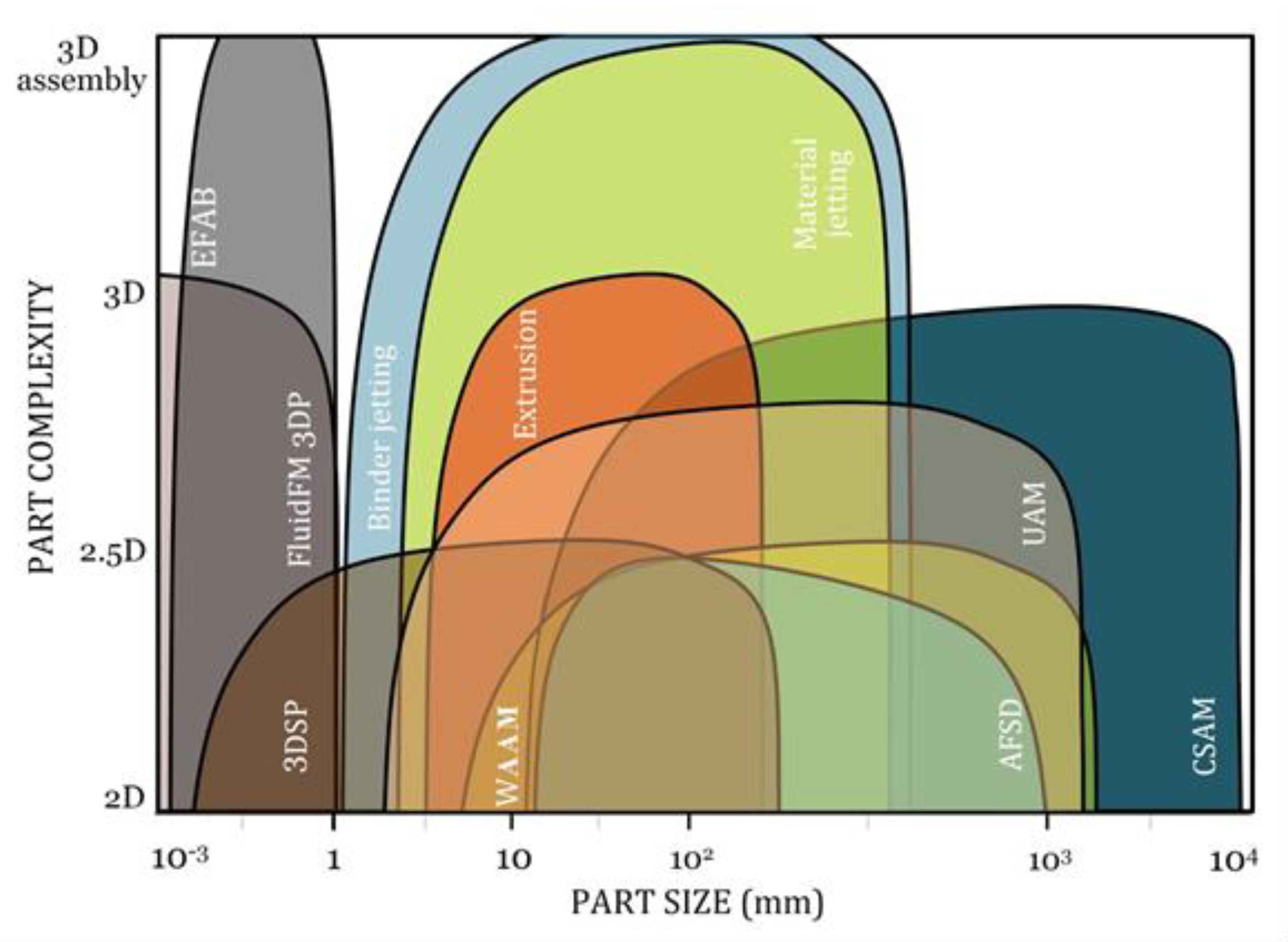
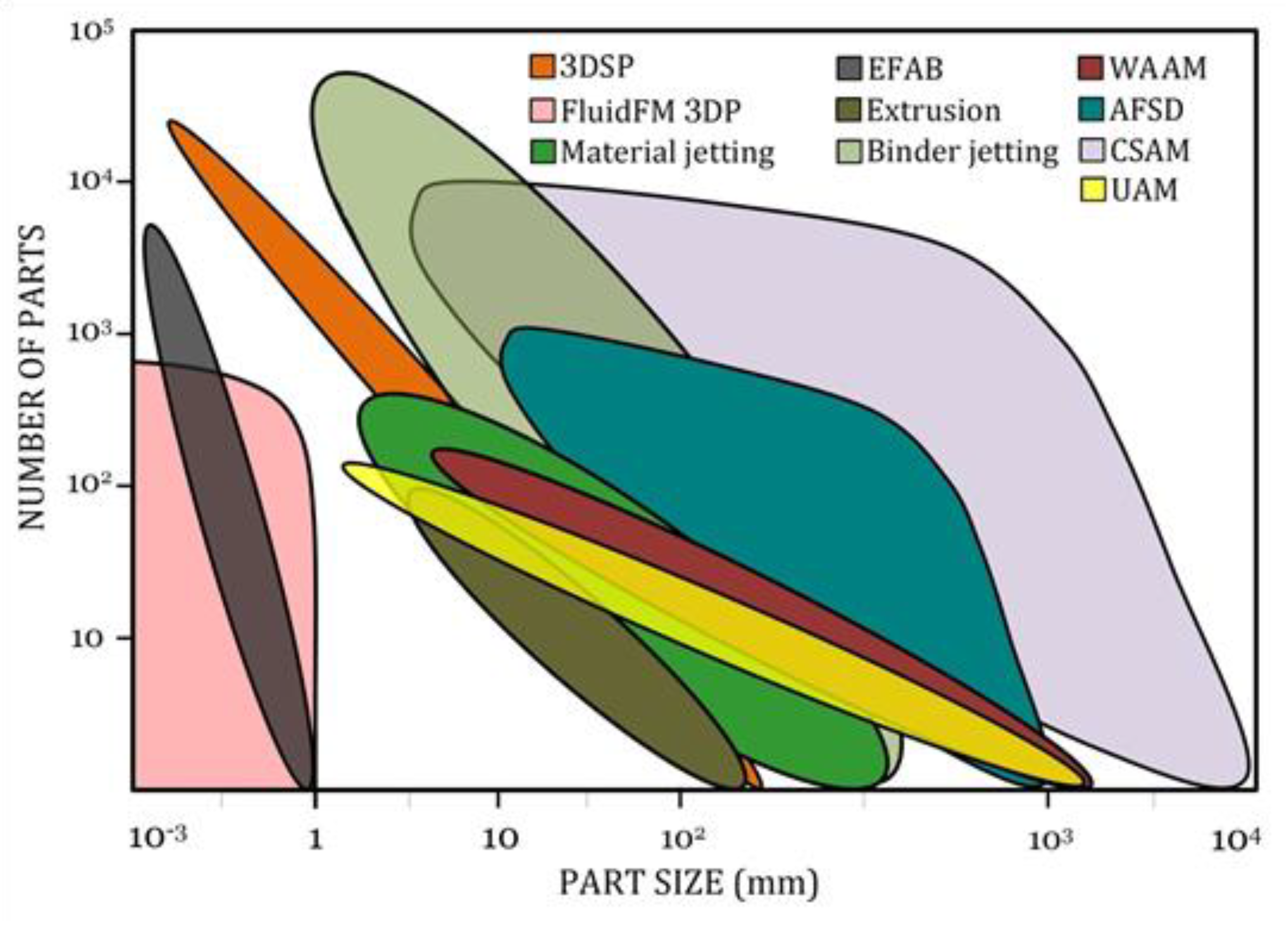
3.1. Processes Comparison
3.2. Application Fields
3.2.1. Micro-Scale Parts
3.2.2. Medium Size Parts
3.2.3. Mega-Scale Parts
4. Challenges and Future Perspectives
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wohlers, T. Wohlers Report 2018: Additive Manufacturing and 3D Printing, State of the Industry; Wohlers Associates: Fort Collins, CO, USA, 2018. [Google Scholar]
- Standard Terminology for additive Manufacturing Technologies; American Society for Testing and Materials (ASTM) International: West Conshohocken, PA, USA, 2013.
- Lewandowski, J.J.; Seifi, M. Metal Additive Manufacturing: A Review of Mechanical Properties. Source 2016, 46, 151–186. [Google Scholar] [CrossRef] [Green Version]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Körner, C. Additive manufacturing of metallic components by selective electron beam melting—A review. Int. Mater. Rev. 2016, 61, 361–377. [Google Scholar] [CrossRef] [Green Version]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal Fabrication by Additive Manufacturing Using Laser and Electron Beam Melting Technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Li, W.; Yang, K.; Yin, S.; Yang, X.; Xu, Y.; Lupoi, R. Solid-state additive manufacturing and repairing by cold spraying: A review. J. Mater. Sci. Technol. 2018, 34, 440–457. [Google Scholar] [CrossRef]
- Hon, K.K.B.; Li, L.; Hutchings, I.M. Direct writing technology—Advances and developments. Cirp Ann. 2008, 57, 601–620. [Google Scholar] [CrossRef]
- Gao, F.; Sonin, A. Precise deposition of molten microdrops: The physics of digital microfabrication, Proceedings of the Royal Society of London. Ser. A Math. Phys. Sci. 1922, 444, 533–554. [Google Scholar]
- Vaezi, M.; Seitz, H.; Yang, S. A review on 3D micro-additive manufacturing technologies. Int. J. Adv. Manuf. Technol. 2013, 67, 1721–1754. [Google Scholar] [CrossRef]
- Chang, S.; Attinger, D.; Chiang, F.P.; Zhao, Y.; Patel, R.C. SIEM measurements of ultimate tensile strength and tensile modulus of jetted, UV-cured epoxy resin microsamples. Rapid Prototyp. J. 2004, 10, 193–199. [Google Scholar] [CrossRef]
- Roth, E.A.; Xu, T.; Das, M.; Gregory, C.; Hickman, J.J.; Boland, T. Inkjet printing for high-throughput cell patterning. Biomaterials 2004, 25, 3707–3715. [Google Scholar] [CrossRef] [PubMed]
- Orme, M.; Liu, Q.; Smith, R. Molten Aluminum Micro-Droplet Formation and Deposition for Advanced Manufacturing Applications. Alum. Trans. 2000, 3, 95–103. [Google Scholar]
- Yamaguchi, K.; Sakai, K.; Yamanaka, T.; Hirayama, T. Generation of three-dimensional micro structure using metal jet. Precis. Eng. 2000, 24, 2–8. [Google Scholar] [CrossRef]
- Chao, Y.-P.; Qi, L.-H.; Xiao, Y.; Luo, J.; Zhou, J.-M. Manufacturing of micro thin-walled metal parts by micro-droplet deposition. J. Mater. Process. Technol. 2012, 212, 484–491. [Google Scholar] [CrossRef]
- Yingxue, Y.; Shengdong, G.; Chengsong, C. Rapid prototyping based on uniform droplet spraying. J. Mater. Process. Technol. 2004, 146, 389–395. [Google Scholar] [CrossRef]
- Park, C.B.; Fang, M.; Chandra, S. Building three-dimensional objects by deposition of molten metal droplets. Rapid Prototyp. J. 2008, 14, 44–52. [Google Scholar]
- Luo, J.; Qi, L.-H.; Jiang, X.-S.; Zhou, J.-M.; Huang, H. Research on lateral instability of the uniform-charged droplet stream during droplet-based freeform fabrication. Int. J. Mach. Tools Manuf. 2008, 48, 289–294. [Google Scholar] [CrossRef]
- Cao, W.; Miyamoto, Y. Freeform fabrication of aluminum parts by direct deposition of molten aluminum. J. Mater. Process. Technol. 2006, 173, 209–212. [Google Scholar] [CrossRef]
- Chao, Y.-P.; Qi, L.-H.; Zuo, H.-S.; Luo, J.; Hou, X.-H.; Li, H.-J. Remelting and bonding of deposited aluminum alloy droplets under different droplet and substrate temperatures in metal droplet deposition manufacture. Int. J. Mach. Tools Manuf. 2013, 69, 38–47. [Google Scholar] [CrossRef]
- Liu, Q.; Orme, M. On precision droplet-based net-form manufacturing technology, Proceedings of the Institution of Mechanical Engineers. Part B J. Eng. Manuf. 2001, 215, 1333–1355. [Google Scholar] [CrossRef]
- Zhong, S.Y.; Qi, L.H.; Luo, J.; Zuo, H.S.; Hou, X.H.; Li, H.J. Effect of process parameters on copper droplet ejecting by pneumatic drop-on-demand technology. J. Mater. Process. Technol. 2014, 214, 3089–3097. [Google Scholar] [CrossRef]
- Yamaguchi, K. Generation of 3-dimensional microstructure by metal jet. Microsyst. Technol. 2003, 9, 215–219. [Google Scholar] [CrossRef]
- Jiang, X.S.; Qi, L.H.; Luo, J.; Huang, H.; Zhou, J.M. Research on accurate droplet generation for micro-droplet deposition manufacture. Int. J. Adv. Manuf. Technol. 2010, 49, 535–541. [Google Scholar] [CrossRef]
- Amirzadeh, A.; Raessi, M.; Chandra, S. Producing molten metal droplets smaller than the nozzle diameter using a pneumatic drop-on-demand generator. Exp. Ther. Fluid Sci. 2013, 47, 26–33. [Google Scholar] [CrossRef]
- Luo, J.; Qi, L.; Tao, Y.; Ma, Q.; Visser, C.W. Impact-driven ejection of micro metal droplets on-demand. Int. J. Mach. Tools Manuf. 2016, 106, 67–74. [Google Scholar] [CrossRef]
- Tropmann, A.; Lass, N.; Paust, N.; Metz, T.; Ziegler, C.; Zengerle, R.; Koltay, P. Pneumatic dispensing of nano- to picoliter droplets of liquid metal with the StarJet method for rapid prototyping of metal microstructures. Microfluid. Nanofluid. 2012, 12, 75–84. [Google Scholar] [CrossRef]
- Lass, N.; Riegger, L.; Zengerle, R.; Koltay, P. Enhanced Liquid Metal Micro Droplet Generation by Pneumatic Actuation Based on the StarJet Method. Micromachines 2013, 4, 49–66. [Google Scholar] [CrossRef]
- Zenou, M.; Sa’ar, A.; Kotler, Z. Laser jetting of femto-liter metal droplets for high resolution 3D printed structures. Sci. Rep. 2015, 5, 17265. [Google Scholar] [CrossRef]
- Luo, Z.; Wang, X.; Wang, L.; Sun, D.; Li, Z. Drop-on-demand electromagnetic printing of metallic droplets. Mater. Lett. 2017, 188, 184–187. [Google Scholar] [CrossRef]
- Han, Y.; Dong, J. High-resolution direct printing of molten-metal using electrohydrodynamic jet plotting. Manuf. Lett. 2017, 12, 6–9. [Google Scholar] [CrossRef] [Green Version]
- Vega, E.J.; Cabezas, M.G.; Muñoz-Sánchez, B.N.; Montanero, J.M.; Gañán-Calvo, A.M. A novel technique to produce metallic microdrops for additive manufacturing. Int. J. Adv. Manuf. Technol. 2014, 70, 1395–1402. [Google Scholar] [CrossRef]
- Suter, M.; Weingärtner, E.; Wegener, K. MHD printhead for additive manufacturing of metals. Procedia Cirp. 2012, 2, 102–106. [Google Scholar] [CrossRef]
- Spiller, Q.; Fleischer, J. Additive manufacturing of metal components with the ARBURG plastic freeforming process. Cirp Ann. 2018, 67, 225–228. [Google Scholar] [CrossRef]
- Changhai, R.; Jun, L.; Shaorong, X.; Yu, S. A review of non-contact micro- and nano-printing technologies. J. Micromech. Microeng. 2014, 24, 053001. [Google Scholar]
- Sachs, E.; Haggerty, J.; Williams, P.; Cima, M. Three-Dimensional Printing Techniques. US Patent 5,204,055, 20 April 1993. [Google Scholar]
- Seitz, H.; Rieder, W.; Irsen, S.; Leukers, B.; Tille, C. Three-dimensional printing of porous ceramic scaffolds for bone tissue engineering. J. Biomed. Mater. Res. Part B. 2005, 74B, 782–788. [Google Scholar] [CrossRef]
- Mostafaei, A.; Stevens, E.L.; Ference, J.J.; Schmidt, D.E.; Chmielus, M. Binder jetting of a complex-shaped metal partial denture framework. Addit. Manuf. 2018, 21, 63–68. [Google Scholar] [CrossRef]
- Caputo, M.P.; Berkowitz, A.E.; Armstrong, A.; Müllner, P.; Solomon, C.V. 4D Printing of Net Shape Parts Made from Ni-Mn-Ga Magnetic Shape Memory Alloys. Addit. Manuf. 2018, 21, 579–588. [Google Scholar] [CrossRef]
- Polzin, C.; Spath, S.; Seitz, H. Characterization and evaluation of a PMMA-based 3D printing process. Rapid Prototyp. J. 2013, 19, 37–43. [Google Scholar] [CrossRef]
- Lu, K.; Reynolds, W.T. 3DP process for fine mesh structure printing. Powder Technol. 2008, 187, 11–18. [Google Scholar] [CrossRef]
- Zhou, Z.; Cunningham, E.; Lennon, A.; McCarthy, H.O.; Buchanan, F.; Dunne, N. Development of three-dimensional printing polymer-ceramic scaffolds with enhanced compressive properties and tuneable resorption. Mater. Sci. Eng. C 2018, 93, 975–986. [Google Scholar] [CrossRef] [Green Version]
- Yu, D.-G.; Branford-White, C.; Yang, Y.-C.; Zhu, L.-M.; Welbeck, E.W.; Yang, X.-L. A novel fast disintegrating tablet fabricated by three-dimensional printing. Drug Dev. Ind. Pharm. 2009, 35, 1530–1536. [Google Scholar] [CrossRef]
- Enneti, R.K.; Prough, K.C.; Wolfe, T.A.; Klein, A.; Studley, N.; Trasorras, J.L. Sintering of WC-12%Co processed by binder jet 3D printing BJ3DP technology. Int. J. Refract. Met. Hard Mater. 2018, 71, 28–35. [Google Scholar] [CrossRef]
- Kumar, A.; Bai, Y.; Eklund, A.; Williams, C.B. Effects of Hot Isostatic Pressing on Copper Parts Fabricated via Binder Jetting. Procedia Manuf. 2017, 10, 935–944. [Google Scholar] [CrossRef]
- Sun, L.; Kim, Y.-H.; Kim, D.; Kwon, P. Densification and Properties of 420 Stainless Steel Produced by Three-Dimensional Printing With Addition of Si3N4 Powder. J. Manuf. Sci. Eng. 2009, 131, 061001. [Google Scholar] [CrossRef]
- Wiria, F.E.; Shyan, J.Y.M.; Lim, P.N.; Wen, F.G.C.; Yeo, J.F.; Cao, T. Printing of Titanium implant prototype. Mater. Des. 2010, 31, S101–S105. [Google Scholar] [CrossRef]
- Maleksaeedi, S.; Wang, J.K.; El-Hajje, A.; Harb, L.; Guneta, V.; He, Z.; Wiria, F.E.; Choong, C.; Ruys, A.J. Toward 3D Printed Bioactive Titanium Scaffolds with Bimodal Pore Size Distribution for Bone Ingrowth. Procedia Cirp. 2013, 5, 158–163. [Google Scholar] [CrossRef] [Green Version]
- Basalah, A.; Shanjani, Y.; Esmaeili, S.; Toyserkani, E. Characterizations of additive manufactured porous titanium implants. J. Biomed. Mater. Res. Part B: Appl. Biomater. 2012, 100B, 1970–1979. [Google Scholar] [CrossRef] [PubMed]
- Maleksaeedi, S.; Meenashisundaram, G.K.; Lu, S.; Salehi, M.; Jun, W. Hybrid Binder to Mitigate Feed Powder Segregation in the Inkjet 3D Printing of Titanium Metal Parts. Metals 2018, 8, 322. [Google Scholar] [CrossRef] [Green Version]
- Wheat, E.; Vlasea, M.; Hinebaugh, J.; Metcalfe, C. Sinter structure analysis of titanium structures fabricated via binder jetting additive manufacturing. Mater. Des. 2018, 156, 167–183. [Google Scholar] [CrossRef]
- Chou, D.-T.; Wells, D.; Hong, D.; Lee, B.; Kuhn, H.; Kumta, P.N. Novel processing of iron–manganese alloy-based biomaterials by inkjet 3-D printing. Acta Biomater. 2013, 9, 8593–8603. [Google Scholar] [CrossRef] [PubMed]
- Enneti, R.K.; Prough, K.C. Wear properties of sintered WC-12%Co processed via Binder Jet 3D Printing BJ3DP. Int. J. Refract. Met. Hard Mater. 2019, 78, 228–232. [Google Scholar] [CrossRef]
- Nandwana, P.; Elliott, A.M.; Siddel, D.; Merriman, A.; Peter, W.H.; Babu, S.S. Powder bed binder jet 3D printing of Inconel 718: Densification, microstructural evolution and challenges. Curr. Opin. Solid State Mater. Sci. 2017, 21, 207–218. [Google Scholar] [CrossRef]
- Mostafaei, A.; Behnamian, Y.; Krimer, Y.L.; Stevens, E.L.; Luo, J.L.; Chmielus, M. Effect of solutionizing and aging on the microstructure and mechanical properties of powder bed binder jet printed nickel-based superalloy 625. Mater. Des. 2016, 111, 482–491. [Google Scholar] [CrossRef]
- Turker, M.; Godlinski, D.; Petzoldt, F. Effect of production parameters on the properties of IN 718 superalloy by three-dimensional printing. Mater. Charact. 2008, 59, 1728–1735. [Google Scholar] [CrossRef]
- Stoyanov, P.; Andre, K.; Prichard, P.; Yao, M.; Gey, C. Microstructural and Mechanical Characterization of Mo-containing Stellite Alloys Produced by three Dimensional Printing. Procedia Cirp. 2016, 45, 167–170. [Google Scholar] [CrossRef] [Green Version]
- Paranthaman, M.P.; Shafer, C.S.; Elliott, A.M.; Siddel, D.H.; McGuire, M.A.; Springfield, R.M.; Martin, J.; Fredette, R.; Ormerod, J. Binder Jetting: A Novel NdFeB Bonded Magnet Fabrication Process. JOM 2016, 68, 1978–1982. [Google Scholar] [CrossRef]
- Li, L.; Post, B.; Kunc, V.; Elliott, A.M.; Paranthaman, M.P. Additive manufacturing of near-net-shape bonded magnets: Prospects and challenges. Scr. Mater. 2017, 135, 100–104. [Google Scholar] [CrossRef]
- Mostafaei, A.; Kimes, K.A.; Stevens, E.L.; Toman, J.; Krimer, Y.L.; Ullakko, K.; Chmielus, M. Microstructural evolution and magnetic properties of binder jet additive manufactured Ni-Mn-Ga magnetic shape memory alloy foam. Acta Mater. 2017, 131, 482–490. [Google Scholar] [CrossRef] [Green Version]
- Bai, Y.; Williams, C.B. An exploration of binder jetting of copper. Rapid Prototyp. J. 2015, 21, 177–185. [Google Scholar] [CrossRef] [Green Version]
- Mostafaei, A.; Stevens, E.L.; Hughes, E.T.; Biery, S.D.; Hilla, C.; Chmielus, M. Powder bed binder jet printed alloy 625: Densification, microstructure and mechanical properties. Mater. Des. 2016, 108, 126–135. [Google Scholar] [CrossRef] [Green Version]
- Yakout, M.; Elbestawi, M.A.; Veldhuis, S.C. On the characterization of stainless steel 316L parts produced by selective laser melting. Int. J. Adv. Manuf. Technol. 2018, 95, 1953–1974. [Google Scholar] [CrossRef]
- Mostafaei, A.; Neelapu, S.H.V.R.; Kisailus, C.; Nath, L.M.; Jacobs, T.D.B.; Chmielus, M. Characterizing surface finish and fatigue behavior in binder-jet 3D-printed nickel-based superalloy 625. Addit. Manuf. 2018, 24, 200–209. [Google Scholar] [CrossRef] [Green Version]
- Godlinski, D.; Morvan, S. Steel Parts with Tailored Material Gradients by 3D-Printing Using Nano-Particulate Ink. Mater. Sci. Forum. 2005, 492, 679–684. [Google Scholar] [CrossRef]
- Sheydaeian, E.; Toyserkani, E. A system for selectively encapsulating porogens inside the layers during additive manufacturing: From conceptual design to the first prototype. J. Manuf. Process. 2017, 26, 330–338. [Google Scholar] [CrossRef]
- Hong, D.; Chou, D.-T.; Velikokhatnyi, O.I.; Roy, A.; Lee, B.; Swink, I.; Issaev, I.; Kuhn, H.A.; Kumta, P.N. Binder-jetting 3D printing and alloy development of new biodegradable Fe-Mn-Ca/Mg alloys. Acta Biomater. 2016, 45, 375–386. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nastac, M.; Lucas, R.; Klein, A. Microstructure and Mechanical Properties Comparison of 316l Parts Produced By Different Additive Manufacturing Processes. In Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 7–9 August 2017; pp. 332–341. [Google Scholar]
- Doyle, M.; Agarwal, K.; Sealy, W.; Schull, K. Effect of Layer Thickness and Orientation on Mechanical Behavior of Binder Jet Stainless Steel 420 + Bronze Parts. Procedia Manuf. 2015, 1, 251–262. [Google Scholar] [CrossRef] [Green Version]
- Bai, Y.; Wagner, G.; Williams, C.B. Effect of Particle Size Distribution on Powder Packing and Sintering in Binder Jetting Additive Manufacturing of Metals. J. Manuf. Sci. Eng. 2017, 139, 081019. [Google Scholar] [CrossRef] [Green Version]
- Ziaee, M.; Tridas, E.M.; Crane, N.B. Binder-Jet Printing of Fine Stainless Steel Powder with Varied Final Density. JOM 2017, 69, 592–596. [Google Scholar] [CrossRef]
- Mostafaei, A.; de Vecchis, P.R.; Nettleship, I.; Chmielus, M. Effect of powder size distribution on densification and microstructural evolution of binder-jet 3D-printed alloy 625. Mater. Des. 2019, 162, 375–383. [Google Scholar] [CrossRef]
- Shrestha, S.; Manogharan, G. Optimization of Binder Jetting Using Taguchi Method. JOM 2017, 69, 491–497. [Google Scholar] [CrossRef]
- Verlee, B.; Dormal, T.; Lecomte-Beckers, J. Properties of sintered parts shaped by 3D-printing from bimodal 316L stainless steel powder mixtures. In Proceedings of the EURO PM2011, Barcelona, Spain, 9–12 Jannuary 2011; pp. 357–362. [Google Scholar]
- Utela, B.R.; Storti, D.; Anderson, R.L.; Ganter, M. Development Process for Custom Three-Dimensional Printing 3DP Material Systems. J. Manuf. Sci. Eng. 2010, 132, 011008. [Google Scholar] [CrossRef]
- Lanzetta, M.; Sachs, E. Improved surface finish in 3D printing using bimodal powder distribution. Rapid Prototyp. J. 2003, 9, 157–166. [Google Scholar] [CrossRef]
- Bai, J.G.; Kevin, D.C.; Howard, A.K. Inkjet printable nanosilver suspensions for enhanced sintering quality in rapid manufacturing. Nanotechnology 2007, 18, 185701. [Google Scholar] [CrossRef]
- Yun, B.; Christopher, B.W. The effect of inkjetted nanoparticles on metal part properties in binder jetting additive manufacturing. Nanotechnology 2018, 29, 395706. [Google Scholar]
- Bai, Y.; Williams, C.B. Binder jetting additive manufacturing with a particle-free metal ink as a binder precursor. Mater. Des. 2018, 147, 146–156. [Google Scholar] [CrossRef]
- Mireles, J.; Espalin, D.; Roberson, D.; Zinniel, B.; Medina, F.; Wicker, R. Fused deposition modeling of metals. In International Solid Freeform Fabrication Symposium; The University of Texas Press: Austin, TX, USA, 2012; pp. 836–845. [Google Scholar]
- Mireles, J.; Kim, H.-C.; Lee, I.H.; Espalin, D.; Medina, F.; Macdonald, E.; Wicker, R. Development of a Fused Deposition Modeling System for Low Melting Temperature Metal Alloys. J. Electron. Packag. 2013, 135, 011008. [Google Scholar] [CrossRef]
- Fang, X.; Du, J.; Wei, Z.; He, P.; Bai, H.; Wang, X.; Lu, B. An investigation on effects of process parameters in fused-coating based metal additive manufacturing. J. Manuf. Process. 2017, 28, 383–389. [Google Scholar] [CrossRef]
- Lieberwirth, C.; Sarhan, M.; Seitz, H. Mechanical Properties of Stainless-Steel Structures Fabricated by Composite Extrusion Modelling. Metals 2018, 8, 84. [Google Scholar] [CrossRef] [Green Version]
- Greulich, M.; Greul, M.; Pintat, T. Fast, functional prototypes via multiphase jet solidification. Rapid Prototyp. J. 1995, 1, 20–25. [Google Scholar] [CrossRef]
- Annoni, M.; Giberti, H.; Strano, M. Feasibility Study of an Extrusion-based Direct Metal Additive Manufacturing Technique. Procedia Manuf. 2016, 5, 916–927. [Google Scholar] [CrossRef] [Green Version]
- Riecker, S.; Clouse, J.; Studnitzky, T.; Andersen, O.; Kieback, B. Fused Deposition Modeling—Opportunities for Cheap Metal AM; Powder Metallurgy World Congress & Exhibition PM: Hamburg, Germany, 2016. [Google Scholar]
- Gong, H.; Snelling, D.; Kardel, K.; Carrano, A. Comparison of Stainless Steel 316L Parts Made by FDM- and SLM-Based Additive Manufacturing Processes. JOM 2019, 71, 880–885. [Google Scholar] [CrossRef]
- Ren, L.; Zhou, X.; Song, Z.; Zhao, C.; Liu, Q.; Xue, J.; Li, X. Process Parameter Optimization of Extrusion-Based 3D Metal Printing Utilizing PW–LDPE–SA Binder System. Materials 2017, 10, 305. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Guo, Z.; Chen, C.; Yang, W. Additive manufacturing of WC-20Co components by 3D gel-printing. Int. J. Refract. Met. Hard Mater. 2018, 70, 215–223. [Google Scholar] [CrossRef]
- Kim, Y.; Lee, J.; Oh, J.H. Fabrication of fine metal patterns using an additive material extrusion process with a molten metal. Microelectron. Eng. 2018, 191, 10–15. [Google Scholar] [CrossRef]
- Gibson, M.A.; Mykulowycz, N.M.; Shim, J.; Fontana, R.; Schmitt, P.; Roberts, A.; Ketkaew, J.; Shao, L.; Chen, W.; Bordeenithikasem, P.; et al. Schroers, 3D printing metals like thermoplastics: Fused filament fabrication of metallic glasses. Mater. Today 2018, 21, 697–702. [Google Scholar] [CrossRef]
- Alkhimov, A.; Kosarev, V.F.; Papyrin, A.N. A method of cold gas-dynamic spraying. Dokl. Akad. Nauk Sssr. 1990, 315, 1062–1065. [Google Scholar]
- Raoelison, R.N.; Xie, Y.; Sapanathan, T.; Planche, M.P.; Kromer, R.; Costil, S.; Langlade, C. Cold gas dynamic spray technology: A comprehensive review of processing conditions for various technological developments till to date. Addit. Manuf. 2018, 19, 134–159. [Google Scholar] [CrossRef]
- Moridi, A.; Hassani-Gangaraj, S.M.; Guagliano, M.; Dao, M. Cold spray coating: Review of material systems and future perspectives. Surf. Eng. 2014, 30, 369–395. [Google Scholar] [CrossRef]
- Assadi, H.; Kreye, H.; Gärtner, F.; Klassen, T. Cold spraying – A materials perspective. Acta Mater. 2016, 116, 382–407. [Google Scholar] [CrossRef] [Green Version]
- Yin, A.; Cavaliere, P.; Aldwell, B.; Jenkins, R.; Liao, H.; Li, W.; Lupoi, R. Cold spray additive manufacturing and repair: Fundamentals and applications. Addit. Manuf. 2018, 21, 628–650. [Google Scholar] [CrossRef]
- Villafuerte, J. Current and future applications of cold spray technology. Met. Finish. 2010, 108, 37–39. [Google Scholar] [CrossRef]
- Pathak, S.; Saha, G. Development of Sustainable Cold Spray Coatings and 3D Additive Manufacturing Components for Repair/Manufacturing Applications: A Critical Review. Coatings 2017, 7, 122. [Google Scholar] [CrossRef] [Green Version]
- Eason, P.D.; Fewkes, J.A.; Kennett, S.C.; Eden, T.J.; Tello, K.; Kaufman, M.J.; Tiryakioğlu, M. On the characterization of bulk copper produced by cold gas dynamic spray processing in as fabricated and annealed conditions. Mater. Sci. Eng. A 2011, 528, 8174–8178. [Google Scholar] [CrossRef]
- Huang, R.; Sone, M.; Ma, W.; Fukanuma, H. The effects of heat treatment on the mechanical properties of cold-sprayed coatings. Surf. Coat. Technol. 2015, 261, 278–288. [Google Scholar] [CrossRef]
- Champagne, V.; Helfritch, D. The unique abilities of cold spray deposition. Int. Mater. Rev. 2016, 61, 437–455. [Google Scholar] [CrossRef]
- Rokni, M.R.; Widener, C.A.; Champagne, V.K.; Crawford, G.A.; Nutt, S.R. The effects of heat treatment on 7075 Al cold spray deposits. Surf. Coat. Technol. 2017, 310, 278–285. [Google Scholar] [CrossRef]
- Rokni, M.R.; Widener, C.A.; Ahrenkiel, S.P.; Jasthi, B.K.; Champagne, V.R. Annealing behaviour of 6061 aluminium deposited by high pressure cold spray. Surf. Eng. 2014, 30, 361–368. [Google Scholar] [CrossRef]
- Rokni, M.R.; Widener, C.A.; Crawford, G.A.; West, M.K. An investigation into microstructure and mechanical properties of cold sprayed 7075 Al deposition. Mater. Sci. Eng. A 2015, 625, 19–27. [Google Scholar] [CrossRef]
- Coddet, P.; Verdy, C.; Coddet, C.; Debray, F.; Lecouturier, F. Mechanical properties of thick 304L stainless steel deposits processed by He cold spray. Surf. Coat. Technol. 2015, 277, 74–80. [Google Scholar] [CrossRef]
- Li, W.Y.; Zhang, C.; Wang, H.T.; Guo, X.P.; Liao, H.L.; Li, C.J.; Coddet, C. Significant influences of metal reactivity and oxide films at particle surfaces on coating microstructure in cold spraying. Appl. Surf. Sci. 2007, 253, 3557–3562. [Google Scholar] [CrossRef]
- Wong, W.; Vo, P.; Irissou, E.; Ryabinin, A.N.; Legoux, J.G.; Yue, S. Effect of Particle Morphology and Size Distribution on Cold-Sprayed Pure Titanium Coatings. J. Therm. Spray Technol. 2013, 22, 1140–1153. [Google Scholar] [CrossRef]
- Wong, W.; Rezaeian, A.; Irissou, E.; Legoux, J.G.; Yue, S. Cold Spray Characteristics of Commercially Pure Ti and Ti6Al4V. Adv. Mater. Res. 2010, 89–91, 639–644. [Google Scholar] [CrossRef]
- Jahedi, M.; Zahiri, S.; Gulizia, S.; Tiganis, B.; Tang, C.; Fraser, D. Direct Manufacturing of Titanium Parts by Cold Spray. Mater. Sci. Forum 2009, 618–619, 505–508. [Google Scholar] [CrossRef]
- Vo, P.; Irissou, E.; Legoux, J.G.; Yue, S. Mechanical and Microstructural Characterization of Cold-Sprayed Ti-6Al-4V After Heat Treatment. J. Therm. Spray Technol. 2013, 22, 954–964. [Google Scholar] [CrossRef]
- Luo, X.-T.; Wei, Y.-K.; Wang, Y.; Li, C.-J. Microstructure and mechanical property of Ti and Ti6Al4V prepared by an in-situ shot peening assisted cold spraying. Mater. Des. 2015, 85, 527–533. [Google Scholar] [CrossRef]
- Li, C.-J.; Li, W.-Y. Deposition characteristics of titanium coating in cold spraying. Surf. Coat. Technol. 2003, 167, 278–283. [Google Scholar] [CrossRef]
- Wong, W.; Irissou, E.; Vo, P.; Sone, M.; Bernier, F.; Legoux, J.G.; Fukanuma, H.; Yue, S. Cold Spray Forming of Inconel 718. J. Therm. Spray Technol. 2013, 22, 413–421. [Google Scholar] [CrossRef]
- Poza, P.; Múnez, C.J.; Garrido-Maneiro, M.A.; Vezzù, S.; Rech, S.; Trentin, A. Mechanical properties of Inconel 625 cold-sprayed coatings after laser remelting. Depth Sens. Indentation Anal. Surf. Coat. Technol. 2014, 243, 51–57. [Google Scholar] [CrossRef]
- Levasseur, D.; Yue, S.; Brochu, M. Pressureless sintering of cold sprayed Inconel 718 deposit. Mater. Sci. Eng. A 2012, 556, 343–350. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Gerlich, A.P. Potentials and strategies of solid-state additive friction-stir manufacturing technology: A critical review. J. Manuf. Process. 2018, 36, 77–92. [Google Scholar] [CrossRef]
- Palanivel, S.; Mishra, R.S. Building without melting: A short review of friction-based additive manufacturing techniques. Int. J. Addit. Subtractive Mater. Manuf. 2017, 1, 82–103. [Google Scholar] [CrossRef]
- Rivera, O.G.; Allison, P.G.; Jordon, J.B.; Rodriguez, O.L.; Brewer, L.N.; McClelland, Z.; Whittington, W.R.; Francis, D.; Su, J.; Martens, R.L.; et al. Microstructures and mechanical behavior of Inconel 625 fabricated by solid-state additive manufacturing. Mater. Sci. Eng. A 2017, 694, 1–9. [Google Scholar] [CrossRef]
- Liu, F.C.; Hovanski, Y.; Miles, M.P.; Sorensen, C.D.; Nelson, T.W. A review of friction stir welding of steels: Tool, material flow, microstructure, and properties. J. Mater. Sci. Technol. 2018, 34, 39–57. [Google Scholar] [CrossRef]
- García-Bernal, M.A.; Mishra, R.S.; Verma, R.; Hernández-Silva, D. Influence of friction stir processing tool design on microstructure and superplastic behavior of Al-Mg alloys. Mater. Sci. Eng. A 2016, 670, 9–16. [Google Scholar] [CrossRef]
- White, D. Ultrasonic consolidation of aluminum tooling. Adv. Mater. Process. 2003, 161, 64–65. [Google Scholar]
- Ram, G.D.J.; Yang, Y.; Stucker, B.E.; Robinson, C. Use of ultrasonic consolidation for fabrication of multi-material structures. Rapid Prototyp. J. 2007, 13, 226–235. [Google Scholar]
- Obielodan, J.O.; Ram, G.D.J.; Stucker, B.; Taggart, D. Minimizing Defects Between Adjacent Foils in Ultrasonically Consolidated Parts. J. Eng. Mater. Technol. 2010, 132, 011006. [Google Scholar] [CrossRef]
- Shimizu, S.; Fujii, H.T.; Sato, Y.S.; Kokawa, H.; Sriraman, M.R.; Babu, S.S. Mechanism of weld formation during very-high-power ultrasonic additive manufacturing of Al alloy 6061. Acta Mater. 2014, 74, 234–243. [Google Scholar] [CrossRef]
- Sridharan, N.; Gussev, M.; Seibert, R.; Parish, C.; Norfolk, M.; Terrani, K.; Babu, S.S. Rationalization of anisotropic mechanical properties of Al-6061 fabricated using ultrasonic additive manufacturing. Acta Mater. 2016, 117, 228–237. [Google Scholar] [CrossRef] [Green Version]
- Gussev, M.N.; Sridharan, N.; Thompson, Z.; Terrani, K.A.; Babu, S.S. Influence of hot isostatic pressing on the performance of aluminum alloy fabricated by ultrasonic additive manufacturing. Scr. Mater. 2018, 145, 33–36. [Google Scholar] [CrossRef]
- Sridharan, N.; Gussev, M.N.; Parish, C.M.; Isheim, D.; Seidman, D.N.; Terrani, K.A.; Babu, S.S. Evaluation of microstructure stability at the interfaces of Al-6061 welds fabricated using ultrasonic additive manufacturing. Mater. Charact. 2018, 139, 249–258. [Google Scholar] [CrossRef]
- Foster, D.R.; Dapino, M.J.; Babu, S.S. Elastic constants of Ultrasonic Additive Manufactured Al 3003-H18. Ultrasonics 2013, 53, 211–218. [Google Scholar] [CrossRef] [PubMed]
- Sridharan, N.; Wolcott, P.; Dapino, M.; Babu, S.S. Microstructure and texture evolution in aluminum and commercially pure titanium dissimilar welds fabricated using ultrasonic additive manufacturing. Scr. Mater. 2016, 117, 1–5. [Google Scholar] [CrossRef]
- Friel, R.; Harris, R. A nanometre-scale fibre-to-matrix interface characterization of an ultrasonically consolidated metal matrix composite. J. Mater. Des. Appl. 2010, 224, 31–40. [Google Scholar] [CrossRef] [Green Version]
- Guo, H.; Gingerich, M.B.; Headings, L.M.; Hahnlen, R.; Dapino, M.J. Joining of carbon fiber and aluminum using ultrasonic additive manufacturing UAM. Compos. Struct. 2019, 208, 180–188. [Google Scholar] [CrossRef]
- Chengbo, M.; Pouneh, S.; Dezhi, L.; Kaiming, Z.; Lin, Z.; Rupert, S.; Ian, B. Smart structure sensors based on embedded fibre Bragg grating arrays in aluminium alloy matrix by ultrasonic consolidation. Meas. Sci. Technol. 2009, 20, 034013. [Google Scholar]
- Kong, C.Y.; Soar, R. Method for embedding optical fibers in an aluminum matrix by ultrasonic consolidation. Appl. Opt. 2005, 44, 6325–6333. [Google Scholar] [CrossRef]
- Monaghan, T.; Capel, A.J.; Christie, S.D.; Harris, R.A.; Friel, R.J. Solid-state additive manufacturing for metallized optical fiber integration. Compos. Part A: Appl. Sci. Manuf. 2015, 76, 181–193. [Google Scholar]
- Friel, R.J.; Harris, R.A. A nanometre-scale fibre-to-matrix interface characterization of an ultrasonically consolidated metal matrix composite. Proc. Inst. Mech. Eng. Part L: J. Mater. Des. Appl. 2009, 224, 31–40. [Google Scholar] [CrossRef] [Green Version]
- Hahnlen, R.; Dapino, M.J. NiTi–Al interface strength in ultrasonic additive manufacturing composites. Compos. Part B: Eng. 2014, 59, 101–108. [Google Scholar] [CrossRef]
- Hehr, A.; Wenning, J.; Norfolk, M.; Sheridan, J.; Newman, J.A.; Domack, M. Selective Reinforcement of Aerospace Structures Using Ultrasonic Additive Manufacturing. J. Mater. Eng. Perform. 2018, 28, 633–640. [Google Scholar] [CrossRef]
- Palanivel, S.; Nelaturu, P.; Glass, B.; Mishra, R.S. Friction stir additive manufacturing for high structural performance through microstructural control in an Mg based WE43 alloy. Mater. Des. 2015, 65, 934–952. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R: Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Yilmaz, O.; Ugla, A.A. Shaped metal deposition technique in additive manufacturing: A review. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 2016, 230, 1781–1798. [Google Scholar] [CrossRef]
- IvánTabernero, A.; Paskual, P.; Álvarez, A. Suárez, Study on Arc Welding Processes for High Deposition Rate Additive Manufacturing. Procedia Cirp. 2018, 68, 358–362. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Cong, B.; Ding, J.; Williams, S. Effect of arc mode in cold metal transfer process on porosity of additively manufactured Al-6.3%Cu alloy. Int. J. Adv. Manuf. Technol. 2015, 76, 1593–1606. [Google Scholar] [CrossRef]
- Wang, F.; Williams, S.; Colegrove, P.; Antonysamy, A.A. Microstructure and Mechanical Properties of Wire and Arc Additive Manufactured Ti-6Al-4V. Metall. Mater. Trans. A 2013, 44, 968–977. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. A multi-bead overlapping model for robotic wire and arc additive manufacturing WAAM. Robot. Comput. -Integr. Manuf. 2015, 31, 101–110. [Google Scholar] [CrossRef] [Green Version]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Peña, N.R.; Vazquez, L.; Arruti, E.; Alvarez, P.; Huarte, I.; Tabernero, I. Wire and arc additive manufacturing: A comparison between CMT and TopTIG processes applied to stainless steel. Weld. World 2018, 62, 1083–1096. [Google Scholar]
- Cohen, A.; Frodis, U.; Chen, R.; Wu, M.T.; Folk, C. Microscale metal additive manufacturing of multi-component medical devices. Rapid Prototyp. J. 2010, 16, 209–215. [Google Scholar] [CrossRef]
- Koelmans, W.W.; Merle, T.; Ercolano, G.; Gabi, M.; Hepp, E. Pinpoint additive manufacturing of complex 3D microstructures of pure metal. In Proceedings of the Euspen’s 18th International Conference & Exhibition, Venice, Italy, 4–8 June 2018. [Google Scholar]
- Dressler, M.; Studnitzky, T.; Kieback, B. Additive manufacturing using 3D screen printing. In Proceedings of the 2017 International Conference on Electromagnetics in Advanced Applications ICEAA, Verona, Italy, 11–15 September 2017; pp. 476–478. [Google Scholar]
- Riecker, S.; Studnitzky, T.; Andersen, O.; Kieback, B. 3D Multi-Material Metal Printing of Delicate Structures. Available online: https://www.ifam.fraunhofer.de/content/dam/ifam/de/documents/dd/Publikationen/2014/Euro_PM_2014_Riecker_3D%20Multi-Material_Metal_Printing_of_Delicate_Structures_EPMA.pdf (accessed on 19 February 2020).
- Zuo, H.; Li, H.; Qi, L.; Zhong, S. Influence of Interfacial Bonding between Metal Droplets on Tensile Properties of 7075 Aluminum Billets by Additive Manufacturing Technique. J. Mater. Sci. Technol. 2016, 32, 485–488. [Google Scholar] [CrossRef]
- Kumar, A.Y.; Bai, Y.; Eklund, A.; Williams, C.B. The effects of Hot Isostatic Pressing on parts fabricated by binder jetting additive manufacturing. Addit. Manuf. 2018, 24, 115–124. [Google Scholar] [CrossRef]
- Coddet, P.; Verdy, C.; Coddet, C.; Debray, F. On the mechanical and electrical properties of copper-silver and copper-silver-zirconium alloys deposits manufactured by cold spray. Mater. Sci. Eng. A 2016, 662, 72–79. [Google Scholar] [CrossRef]
- Jurisch, M.; Studnitzky, T.; Andersen, O.; Kieback, B. 3D Screen Printing for the Fabrication of Small Intricate Ti-6Al-4V Parts. Powder Metall. 2014, 58, 339–342. [Google Scholar] [CrossRef]
- Kandasamy, K.; Renaghan, L.E.; Calvert, J.R.; Creehan, K.D.; Schultz, J.P. Solid-State Additive Manufacturing of Aluminum and Magnesium Alloys. In Proceedings of the Materials Science and Technology (MS&T) Conference and Exhibition, Montreal, QC, Canada, 27–31 October 2013. [Google Scholar]
- Gussev, M.N.; Sridharan, N.; Norfolk, M.; Terrani, K.A.; Babu, S.S. Effect of post weld heat treatment on the 6061 aluminum alloy produced by ultrasonic additive manufacturing. Mater. Sci. Eng. A 2017, 684, 606–616. [Google Scholar] [CrossRef] [Green Version]
- Wolcott, P.J.; Hehr, A.; Pawlowski, C.; Dapino, M.J. Process improvements and characterization of ultrasonic additive manufactured structures. J. Mater. Process. Technol. 2016, 233, 44–52. [Google Scholar] [CrossRef] [Green Version]
- Szost, B.; Terzi, S.; Martina, F.; Boisselier, D.; Prytuliak, A.; Pirling, T.; Hofmann, M.; Jarvis, D.J. A comparative study of additive manufacturing techniques: Residual stress and microstructural analysis of CLAD and WAAM printed Ti–6Al–4V components. Mater. Des. 2015, 89, 559–567. [Google Scholar] [CrossRef] [Green Version]
- Reuter, K.; Wiedenmann, S.; Studnitzky, T.; Andersen, O.; Kieback, B. 3D Screen Printing-Analysis of Tolerances to Print High Quality Metallic Structures. In Proceedings of the Euro PM2017 Congress & Exhibition, Milan, Italy, 1–5 October 2017. [Google Scholar]
- Kazanas, P.; Deherkar, P.; Almeida, P.; Lockett, H.; Williams, S. Fabrication of geometrical features using wire and arc additive manufacture. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 2012, 226, 1042–1051. [Google Scholar] [CrossRef]
- Thomas, H.R.; Hopkinson, N.; Erasenthiran, P. High Speed Sintering-Continuing research into a new Rapid Manufacturing process. In Proceedings of the 17th SFFsymposium, Austin, TX, USA, 14–16 August 2006; The University of Texas at Austin: Austin, TX, USA; pp. 682–691. [Google Scholar]
- Nazir, A.; Jeng, J.-Y. A high-speed additive manufacturing approach for achieving high printing speed and accuracy. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 1–9. [Google Scholar] [CrossRef]
- Denneulin, A.; Blayo, A.; Neuman, C.; Bras, J. Infra-red assisted sintering of inkjet printed silver tracks on paper substrates. J. Nanoparticle Res. 2011, 13, 3815–3823. [Google Scholar] [CrossRef]
- Shaw, L.; Islam, M.; Li, J.; Li, L.; Ayub, S.M. High-Speed Additive Manufacturing Through High-Aspect-Ratio Nozzles. J. Min. Met. Mater. Soc. 2018, 70, 2891. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Melting | Bulk Sintering | Electrochemical | Thermo/Mechanical |
|---|---|---|---|
| Liquid metal printing, Wire and arc AM (WAAM), Shape Deposition Manufacturing (SDM) | Binder jetting (BJ), Nanoparticles inkjet printing, Material extrusion, 3D screen printing (3DSP), Aerosol jet process, Selective inhibition sintering (SIS) | Electrochemical fabrication (EFAB), FluidFM 3DP | Ultrasonic AM (UAM), Cold spray AM (CSAM), Friction stir AM (FSAM), Additive friction stir deposition (AFSD) |
| Process | AFSD | FSAM | UAM |
|---|---|---|---|
| ASTM classification | N/A | sheet lamination | sheet lamination |
| Hybrid process | no | yes | yes |
| Resolution limiting factor | tool geometry | subtractive process | subtractive process |
| Temperature | relatively low | relatively high | relatively high |
| Microstructure | similar to preprocessed | refined, equiaxed in the stir area only | refined, equiaxed |
| Advantages | Disadvantages | Metals | Ultimate Tensile Strength (UTS) | Ref | ||
|---|---|---|---|---|---|---|
| Extrusion | Pure Metal | No post-processing required, low-cost hardware, low to no shrinkage during or after additive process | Limited use of metals (low temperature) | Low-melting alloys, bulk metallic glasses (BMG) | Bi58Sn42: 51.7 MPa Zr44Ti11Cu10Ni10Be25: 1200 MPa | [89,94] |
| Composite materials | High adoption rate, low cost process, high versatility in materials, isotropic microstructure and mechanical properties, high mechanical properties | Mostly a multi-step process, needs sintering equipment, needs further machining to achieve required tolerances | Stainless steel, Cu, a wide range of metals available as MIM feedstock | 316L: 465 MPa (filament) 316L: 524 MPa (MIM feedstock) 17-4 PH: 1.1 GPa (MIM feedstock, hardened) Copper: 6.7 MPa (crushed particles) 17-4 PH: 1.0 GPa (rods) | [90,91] Desktop Metal‘s website | |
| Material jetting | Liquid metal jetting | Single step process without the need for further post-processing, and thus relatively high production speed | A high temperature melting process, limited to low melting point metals, low surface quality and accuracy, protective build chamber is required, simple geometries without overhang are printable | Low melting point metals such as tin, Cu and Al alloys | 7075 Aluminum (373 MPa) | [154] |
| Nano-particle ink jetting printing | High accuracy (dimensional tolerance of 50 to 100 µm depending on part size), smooth surface finish due to ultra-thin layer thickness (8–10 µm), low sintering-induced shrinkage and residual stress, complex 3D shapes can be printed using water-soluble support material, isotropic properties and higher green strength than binder jetting due to higher level of layer packing | Relatively low print speed (0.5 to 1 kg/hr) due to fine layer thickness, needs sintering equipment, sintering-induced distortion for large parts, sintering process increases overall production time and cost, difficulties to develop new materials system (as the suitable nanoparticle inks should be engineered), nanoparticle sedimentation and possible nozzle clogging, high technology cost | Ag, stainless steel | No report | XJet’s website | |
| Binder jetting | Scalable process (micro to large parts are possible), high accuracy and smooth surface finish (Ra of ~6 µm), high printing speed (0.8–1.5 kg/hr depending on material and layer thickness), lower residual stress than beam-based systems, highly complex 3D shapes and assemblies can be printed without support, relatively low printing cost, suitable for serial production of small parts | High level of porosity (green and sintered density of approx. 50% and 95%, respectively), further heat treatment routes such as infiltration and/or HIP is required, needs sintering equipment, sintering process increases overall production time and cost, sintering-induced distortion for large parts, anisotropic mechanical properties, high technology cost | Cu and Al alloys, stainless steel, titanium, super alloys, iron–manganese alloys, WC-CO hard metals, cobalt-chrome, and magnetic materials | 316L (520 MPa, sintering + HIP) SS420(730 MPa, sintering + infiltration with bronze) 17-4PH (900 MPa, sintering + HIP) Ti6-Al-4V (890 MPa, sintering + HIP) Cu (145 MPa, sintered) Cu (176 MPa, sintering + HIP) | [58,71,155] | |
| CSAM | A solid-state process without melting, low residual stress, open atmosphere process with very large build area, extremely high deposition rate (up to 38 Kg/hr for titanium), multiple materials and MMcs are possible, very complex geometries can be printed by incorporation of a robotic arm, can be used for both AM and repair applications, microstructure with refined grains | A net-shape process with low accuracy and surface finish, needs further machining to achieve required tolerances, very low spatial resolution (normally 4 mm), needs expensive helium driving gas, low ductility of printed parts, needs further heat treatment to improve ductility | Cu alloys, Al alloys, stainless steel, titanium, and super alloys | Cu (N2 driving gas): 220 MPa Cu-Ag-Zr (He driving gas): 500 MPa Ti (He driving gas): 600 MPa Ti-6Al-4V (He driving gas): 765MPa Al7075 (He driving gas): 560 MPa Al6061 (He driving gas): 200 MPa 304L (He driving gas): 420 MPa In718 (He driving gas): 800 MPa | [9,96,104,108,112,113,116,156,157,158] | |
| UAM | A low temperature solid-state process, low residual stress, open atmosphere process with large build area, high accuracy and smooth surface finish similar to machining, low energy consumption, very small to large parts are possible, multiple dissimilar material and non-weldable alloys can be printed, different components from optical and SMA fibres to sensitive sensors and electronic devices can be embedded into the parts, mechanical properties of metal foils (feedstock) are retained after printing | A hybrid process with fairly low print speed that needs machining process, high material wastage, anisotropic mechanical properties with considerably lower strength in build direction, high porosity of as-printed parts, design constrains (build height to width ratio), difficult to print complex geometries | A wide range of metals and multi-materials such as Al/Cu, Ni/Stainless steel, Al/Ti, Al/In, Al/Metpreg, Ag/Au, Al/Mo, and Al/Invar | Al-6061 (225 MPa normal to build direction) Al-6061 (46 MPa in build direction) Al-6061 (70 MPa in build direction after HIP) | [128,129,159,160] | |
| AFSD | A solid-state process without melting, low residual stress, open atmosphere process with large build area, dissimilar materials, non-weldable alloys, and MMCs can be printed, high deposition rate (up to 9 Kg/h for Al), low operation cost, feedstock flexibility (both metal powder and rod), a single step process (no need for further heat treatment), near wrought microstructure with isotropic and higher mechanical strength than metal bulks due to dynamic recrystallization | A net-shape process with low accuracy and surface finish, needs further machining to achieve required tolerances, low spatial resolution, complex geometries with overhangs can’t be printed | Al alloys, Mg alloys, Cu, steel, Ti alloys, and Ni super alloys, MMCs (Al-SiC, Al-Fe, Al-Mo, Al-CNT, etc.) | Ti-6Al-4V alloy (1.15 GPa) AA5083 (362 MPa) AA6061 (149 MPa) Mg-based WE43 alloy (400 MPa) | [119,141] | |
| WAAM | High processing speed (2500 cm3/h/ 2–6 kg/h), high material utilization rate, relatively low production and equipment cost, high equipment flexibility and scalability | Low accuracy and resolution (1.5 ± 0.2 mm) microstructural anisotropy and porosity residual stresses and distortions | a wide range of metals | Ti-6Al-4V: 480 MPa (GTAW) 903 MPa (GMAW) Inconel 718: 328 MPa (GMAW) Al:6.3, Cu: 262 MPa | [145,161] | |
| EFAB | Very high accuracy and spatial resolution (20 µm), Highly robust microparts and complex mechanisms without the need for assembly can be printed | A multi-step micromanufacturing process with low print speed, limited choice of materials, limited build height (1.25 mm), complete removal of sacrificial material is difficult in some cases | noble palladium, nickel–cobalt alloy, rhodium, Cu | nickel–cobalt alloy: 1.1 GPa | [150] | |
| FluidFM 3DP | A single step micro-manufacturing process, very high accuracy and resolution (below 1 µm), complex 3D parts can be printed with pinpoint accuracy directly onto existing structures such as contact pads that are pre-defined on the surface of an integrated circuit (IC) boards, on MEMS, etc. | Limited build height (1 mm), limited choice of materials | Cu, Au, Ag | Not reported | [151] | |
| 3DSP | Low cost process, relatively high print speed can be achieved, fine to medium size parts can be printed at high resolution (60 µm) and surface finish | A multi-step process, needs sintering equipment, needs screen preparation, simple 2.5D shapes can be printed, further post-heat treatment is required | stainless steel, steel, Cu, a number of different iron-based alloys (17-4-PH) | Not reported | [152,162] | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vaezi, M.; Drescher, P.; Seitz, H. Beamless Metal Additive Manufacturing. Materials 2020, 13, 922. https://doi.org/10.3390/ma13040922
Vaezi M, Drescher P, Seitz H. Beamless Metal Additive Manufacturing. Materials. 2020; 13(4):922. https://doi.org/10.3390/ma13040922
Chicago/Turabian StyleVaezi, Mohammad, Philipp Drescher, and Hermann Seitz. 2020. "Beamless Metal Additive Manufacturing" Materials 13, no. 4: 922. https://doi.org/10.3390/ma13040922
APA StyleVaezi, M., Drescher, P., & Seitz, H. (2020). Beamless Metal Additive Manufacturing. Materials, 13(4), 922. https://doi.org/10.3390/ma13040922