1. Introduction
Ceramics can be categorized as inorganic, crystalline, nonmetallic materials prepared from compounds of metal and nonmetal [
1,
2]. These materials, by virtue of their remarkable properties, command numerous applications in the automotive, aerospace, energy, electronics, and medical industries. They are impressive because they exhibit chemical inertness, preferable electrical, and magnetic properties, enhanced corrosion resistance, superior strength, exceptional wear resistance at higher temperatures, etc. [
3,
4]. Refer to remarkable electrical (insulating properties, electrical conductivity, dielectric strength, piezoelectric properties, etc.) and magnetic properties (permeability, retentivity or magnetic hysteresis, coercive force, and reluctance), the ceramics are used extensively in electronic/optical devices as well as being applied as high-quality films to base substrates [
5]. Simultaneously, they are also considered challenging materials as a result of their brittle nature, creep resistance, and higher hardness [
6,
7,
8,
9]. They can be classified as hard to machine materials by conventional processing processes, namely lathe, milling, etc. Certainly, the poor machinability and inefficient machining performance limit their further industrial applications. It emphasizes the significance of competent and adequate machining processes relevant to advanced ceramics.
As one of the competent fabricating approaches for leading ceramics, rotary ultrasonic machining (RUM) has drawn profuse interest from the manufacturing industries [
10]. It can be described as a hybrid processing technique, which integrates the conventional grinding and ultrasonic machining [
11]. Laser machining is also popular with machine ceramics, however, there are numerous issues associated with it such as a larger taper angle, agglomeration of slag, and generation of the recast layer to name a few [
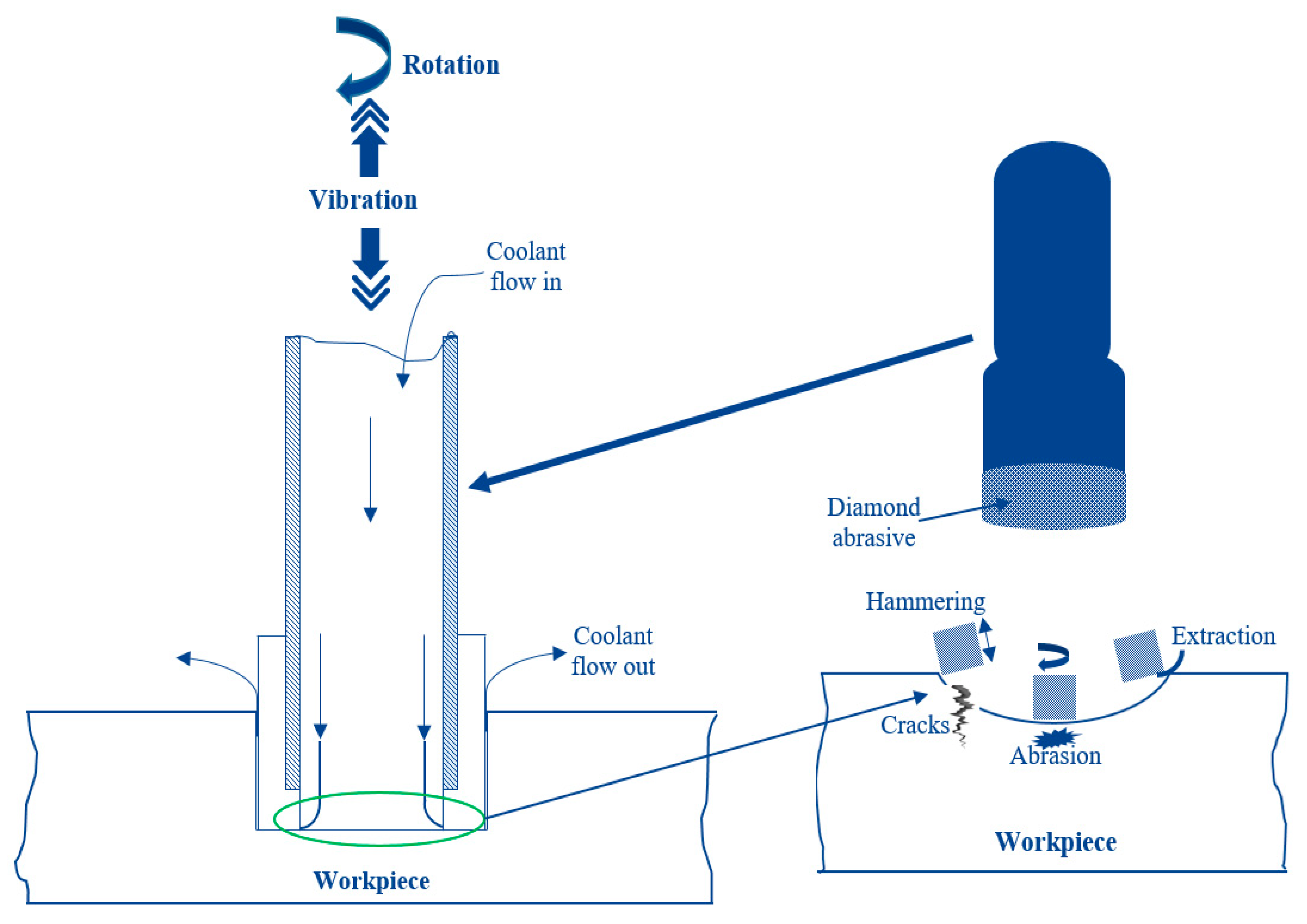
12]. Among the current nontraditional material removal techniques, the RUM has been the most economical, eco-friendly, extensible, and applicable for intricate shapes due to its 5-axis machining proficiency. As shown in
Figure 1, a rotating core drill coated with metal bonded diamond abrasives is ultrasonically vibrated and provided against the machining specimen with a steady feed rate. The coolant is also passed through the drill core to wash away the debris, as well as preventing the jamming and heating of the drill. The scheme of the material removal during RUM can be categorized into three main stages, that is (i) the hammering stroke of the tool due to ultrasonic vibrations causing indentation and crushing, (ii) abrasion, because of the rotational movement of the cutting tool, and (iii) withdrawal, the integrated action of ultrasonic vibrations and rotation of the tool results into this [
13]. Note that the ultrasonic tools such as ultrasonic drills are designed so that they can resist the additionally generated oscillating motional kinematics in the axial direction, which results due to the employment of supersonic. As a result, these rotary ultrasonic drilling (RUD) tools possess unique technical properties of bond hardness, enduring material of the bonding matrix, grain quality, and diamond coat density.
The RUM can be classified as one of the most pertinent techniques to process difficult brittle materials, essentially ceramics and composites [
14]. For example, Ishikawa et al. [
15] employed a drilling approach that unified ultrasonic vibration of the diamond core drill and low-frequency vibrations of the specimen. They observed this approach was highly productive in drilling hard and brittle materials. Similarly, Pei et al. [
16] performed machining of ceramics using RUM and recognized admirable surface quality in contrast to traditional machining. Moreover, Lv et al. [
17] utilized the RUM technique on machining glass BK7 and noticed a convincing reduction in cutting force and improved machining performance. The RUM exhibits many benefits, such as higher production rate (ten times faster), superior hole accuracy, uncomplicated drilling of deep and small holes, excellent surface finish, etc., in comparison to conventional ultrasonic machining (USM) [
18]. There are issues with ultrasonic machining also, such as due to stress concentration at the periphery of the hole exit a fracture at the edges occurs [
19]. Wang et al. [
20] employed a unique blended step-taper diamond core drill for RUM of C/ SiC to enhance the hole exit accuracy. The results indicated that the compound drill could be useful to minimize the tearing size by thirty percent. Due to the reprocessing effect of the compound drill the thrust force progressively reduces at the hole exit, and thus improves the quality.
However, the many benefits of RUM can only be actualized through the proper control of its various process parameters. Since there are considerable factors in RUM, therefore, they need to be adjusted to obtain their greatest relationship for a particular material [
21]. For instance, the surface roughness value up to Ra 0.3 μm was attained for the desired material through the meticulous selection of RUM variables [
22]. Zheng et al. [
23] developed an innovative composite diamond bit by integrating sintering and brazing for drilling holes in alumina (Al
2O
3), and silicon carbide (SiC). Low-frequency axial vibration technology was implemented with this bit, and the outcomes were compared against the traditional drilling process. It was realized that through this process axial force was significantly reduced and there were fewer plastic scratches on the hole wall. The automatic blanking ratio approaches 100% with this process as compared to 73.58% with conventional drilling. Nad et al. [
24] examined the influence of vibration and tool shape on the edge chipping mechanism for rotary ultrasonic drilling (RUD). It was revealed that the highest value of corresponding von Mises stress increases as drill depth increases. The highest stress peaks were realized at the base of the external radius of the drilled hole. As reported in [
25] the attrition mechanism of the diamond grains at the matrix labial surface can be classified into three phases: perfect crystal, trivial wear, and serious wear phases. The drill slipping phenomenon was observed during this investigation. It was noted that the grinding or wearing of the exposed diamond grains into the polished planar shape was the responsible factor for drill slipping. A research has been conducted on robotic rotary ultrasonic drilling (RRUD) to reduce the lateral vibration in the process. Using kinematic characteristics analysis, stability lobe diagram, and dynamic cutting force model the problem was analyzed. Then, a stability region was identified and validation experiments were conducted. It was reported that the stability region changes slightly with the variation of ultrasonic frequency. Moreover, the region is relatively bigger when the frequency is 20 KHz [
26]. Kumar and Singh [
27] implemented the TOPSIS (technique for order of preference by similarity to ideal solution) to optimize the RUD process parameters (feed rate, tool rotation speed, and ultrasonic power) for silica based glass BK7. Response variables under consideration were chipping width, taper, and material removal rate (MRR). The following optimized parameters were reported feed 0.60 mm/min, tool RPM 5000, and ultrasonic power 70%.
Jafarian et al. [
28] conducted the experiments to optimize the surface quality and machining parameters while drilling holes in AISI H13 steel. Two regression models were developed, and then the nondominated sorting genetic algorithm (NSGA-II) was implemented to optimize the input variables. It was reported that an increase in cutting speed and liquid coolant intensity decreases the surface quality, while the higher depth of cut, tool diameter, and reed rate improve it. Elsen et al. [
29] conducted a multi-objective optimization study for machining of alumina reinforced aluminum metal matrix composite utilizing response surface methodology (RSM). Chowdhury et al. [
30] used the uncertainty analysis to predict the machining performance for a given input parameters settings of RUM. The workpiece material was Ti6Al4V. Multi-objective optimization of alumina bioceramic was performed for microRUM for milling microchannels. A multi-objective genetic algorithm (MOGA) was utilized for the optimization of input factors. Vibration frequency, amplitude, depth of cut, spindle speed, and feed rate were considered in the study. The output responses were surface roughness, side edge chipping, bed edge chipping, depth error, and width error [
31]. Simultaneous optimization of MRR and surface roughness was performed for RUM parameters while machining quartz glass. Taguchi grey relational analysis was applied for multi-objective optimization. The results demonstrated that high MRR and low surface roughness for the quartz glass could be achieved with the tool rotational speed of 5000 rpm, feed-rate of 0.75 mm/min, and ultrasonic power of 55% [
32].
A handful of research work has been conducted for the drilling process in ceramics, however, still, several issues on the hole’s poor dimensional accuracy, low MRR, fracture at hole exit, cylindricity, taperness, etc., persist. This study therefore aims to explore the impact of the main RUD process variables on the dimensional accuracy of the drilled holes. With an objective to enhance the machining of Al
2O
3 ceramics, drilling experiments were carried out. The RUD parameters, comprising vibration frequency, vibration amplitude, spindle speed, and feed rate have been investigated. A four-factor three-level central composite design (CCD) is employed to examine the relative significance of the mentioned RUD process parameters. The multi-objective genetic algorithm (MOGA-II) [
33] has also been utilized to identify the optimal machining conditions for higher MRR, enhanced surface finish, and leading dimensional accuracy. It is essential to implement the MOGA-II approach for the RUD process because the output responses, most often, differ in their nature from each other. The verification tests have also been performed to validate the quality of drilled holes at the optimum process parameters. The main purpose of this research is the enhancement of the machining quality of Al
2O
3 ceramics using RUD.
4. Discussion
In general there is a problem of the recast layer and dimensional inaccuracy with other nonconventional manufacturing processes such as a laser [
12]. Therefore, in this research work, the RUD is investigated for the precise drilling of holes in Al
2O
3 ceramic. From the analysis it is evident that MRR was highly dependent on feed rates. This is due to the fact that the machining time decreased with increase in the feed rate (mm/min). Other researchers have also reported a similar type of observation. For example, Li et al. [
18] conducted investigations for ceramic matrix composites and identified an improvement in MRR with a feed rate increase. Similarly, the outcome of the study carried out by Jiao et al. [
38] and Wang and Chueh [
39] is consistent with the findings of the current investigation. Kumar and Singh [
36] have also suggested that the feed rate must be carefully chosen to achieve better machining efficiency. Furthermore, the MRR in RUM of quartz glass was found to be significantly affected by the feed rate [
32]. It should be noted that in the present study the diameters of the holes at the entry and exit were positive (higher than the designed dimensions). This is because the effective diameter of the tool was always greater than the nominal diameter due to the variation in the abrasive sizes of the diamond bonded to cutting tools. This issue of overcut during RUM due to the variation of the diamond grit size was also encountered and explained by Abdo et al. [
26]. In case of dimensional accuracy, it has been realized that the cylindricity of the holes is mainly dominated by the speed and feed rate of the spindles accompanied by the amplitude and frequency. In fact, the spindle speed influence was nearly twice as that of the feed rate effect, and about five times as opposed to that of the frequency effect. The optimum cylindricity was noticed with a moderate spindle speed and high feed rate. At a low feed rate, cylindricity error was high. This implies that any combination of the RUM parameters that reduces the cutting forces such as higher amplitudes, low feed rate, etc., provide lower dimensional error. Moreover, the cylindricity error could be attributed to the fact that the buildup of debris in the machining gap was high at a low feed rate and low spindle speed, due to which the movement of debris (or chips) in the machining zone was impeded. As a consequence, thick layers of debris were formed, thereby decreasing the machining rate significantly, increasing the tool wear and deteriorating the dimensional accuracy. It can also be seen that the feed rate had the greatest impact on the taper angle followed by frequency and speed. The amplitude had a marginal effect on the angle of the taper. The taperness was caused by a larger diameter at the entrance and a relatively small diameter at the exit sides. It might be because of chipping and higher damage at the entrance side, while a very little damage at the exit side. It can be inferred that higher cutting forces and highly unpredictable initial process phase may have damaged the surface at the start of the drilling. However, with the advancement of the tool in the workpiece surface the cutting forces and the process is stabilized to minimize the effect of chipping. In addition, the trigger for taper formation tends to be inadequate debris movement and specimen wall cracking at a higher depth. A further explanation for cylindricity error and taperness is edge chipping due to excessive centrifugal force induced by tool rotation outward from the tool axis. Certainly, the particles scraped away the wall and the perimeter, while withdrawing through the hole, thereby causing dimensional inaccuracy.
The competent methodology embraced in this work can be employed to achieve optimal parameter combination for drilling holes in any ceramic material. This research can potentially be applied in many areas, including the dental industry, the automotive industry, the aerospace industry, etc. However, the limitation of this study was the absence of the investigation of the tool wear affect. Due to the high cost of the experimentation, the tool wear was not considered in this work. Nevertheless, tool wear is an unavoidable event in the RUD process. Therefore, it becomes mandatory to examine the tool wear because it noticeably influences the machining performance and its cost. Henceforth, this work will be extended in the future to incorporate the tool wear study. Another drawback of this work was RUD’s low efficient machining for ceramics, which will need more detailed investigations in the years ahead. Only one type of ceramic workpiece material, tool material as well as fixed dimensions of the holes and specimen were studied. Consequently, in order to extend this work, the RUD process will be explored for the machining of different types of ceramic materials using distinct tooling materials for varying hole dimensions.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}