Superplastic Deformation Behavior of Rolled Mg-8Al-2Sn and Mg-8Al-1Sn-1Zn Alloys at High Temperatures

Abstract
:1. Introduction
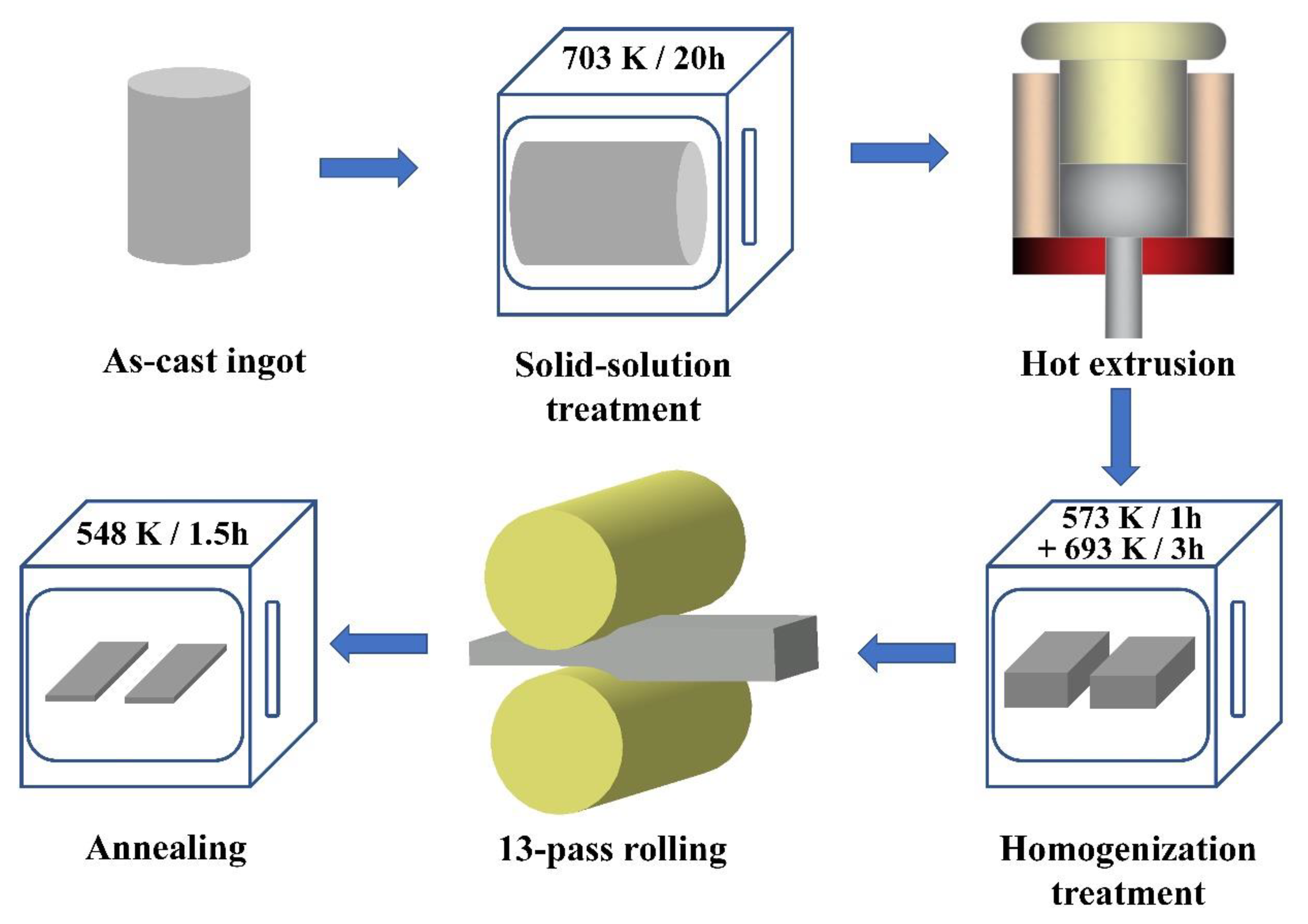
2. Materials and Methods
3. Results and Discussion
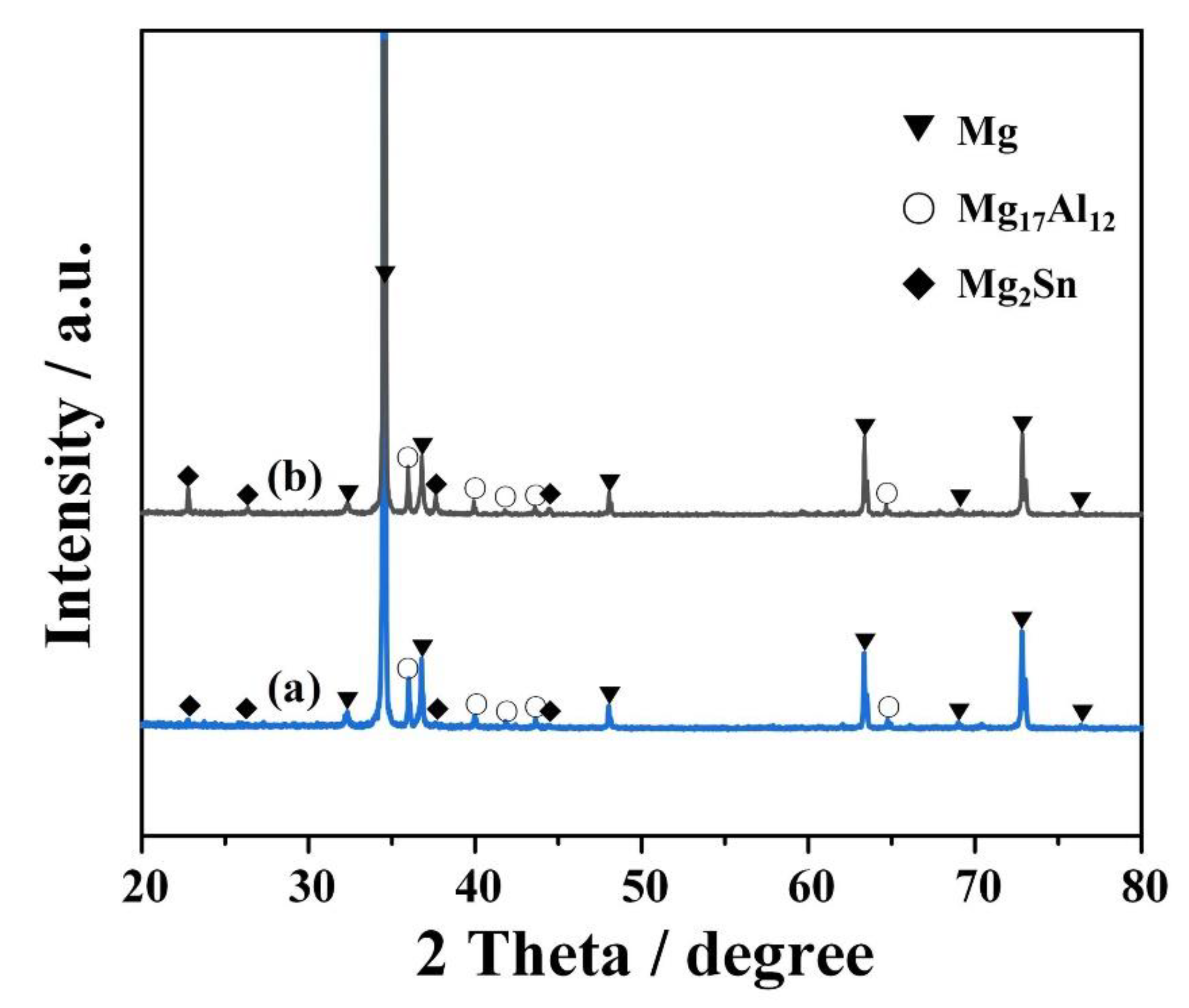
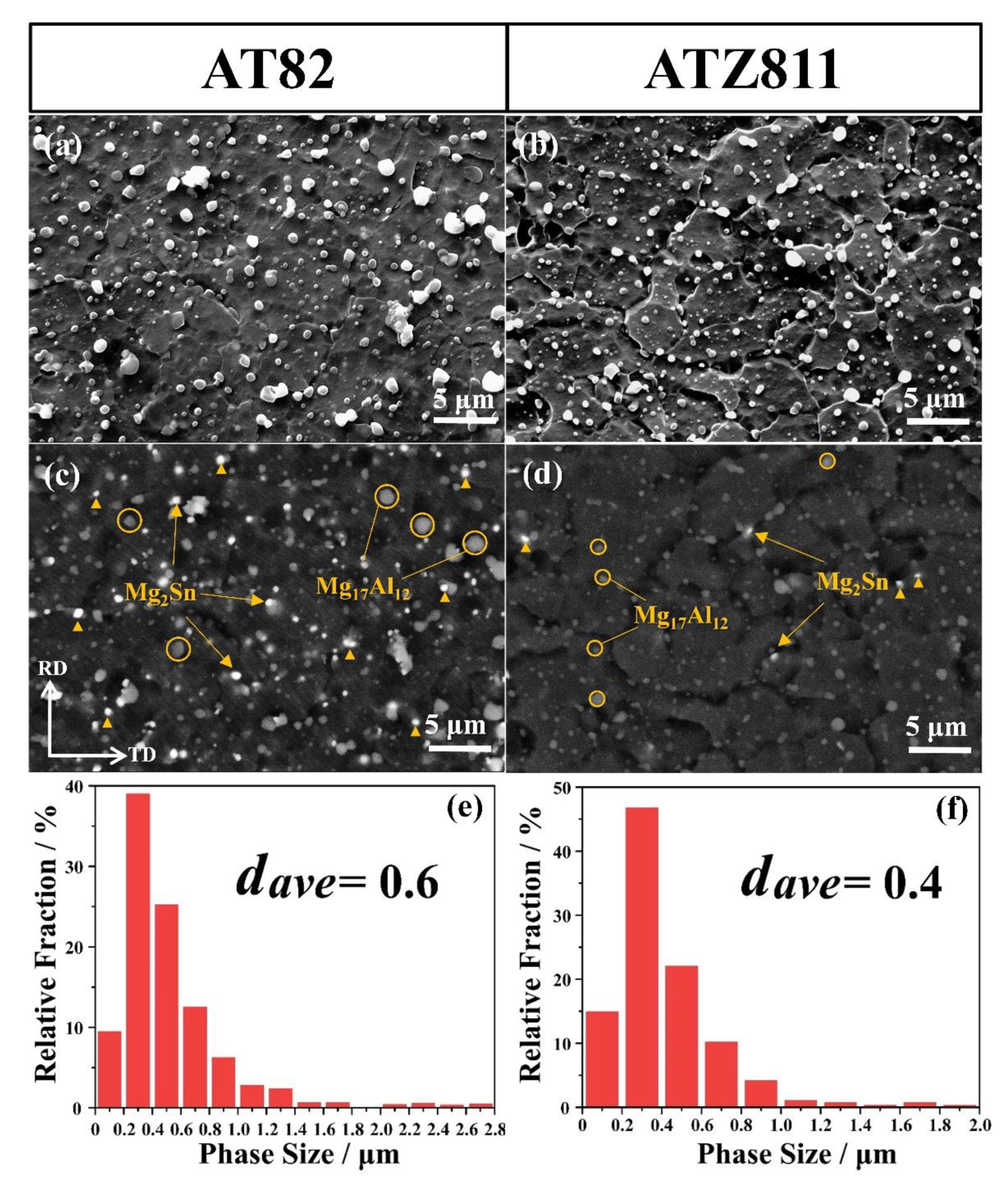
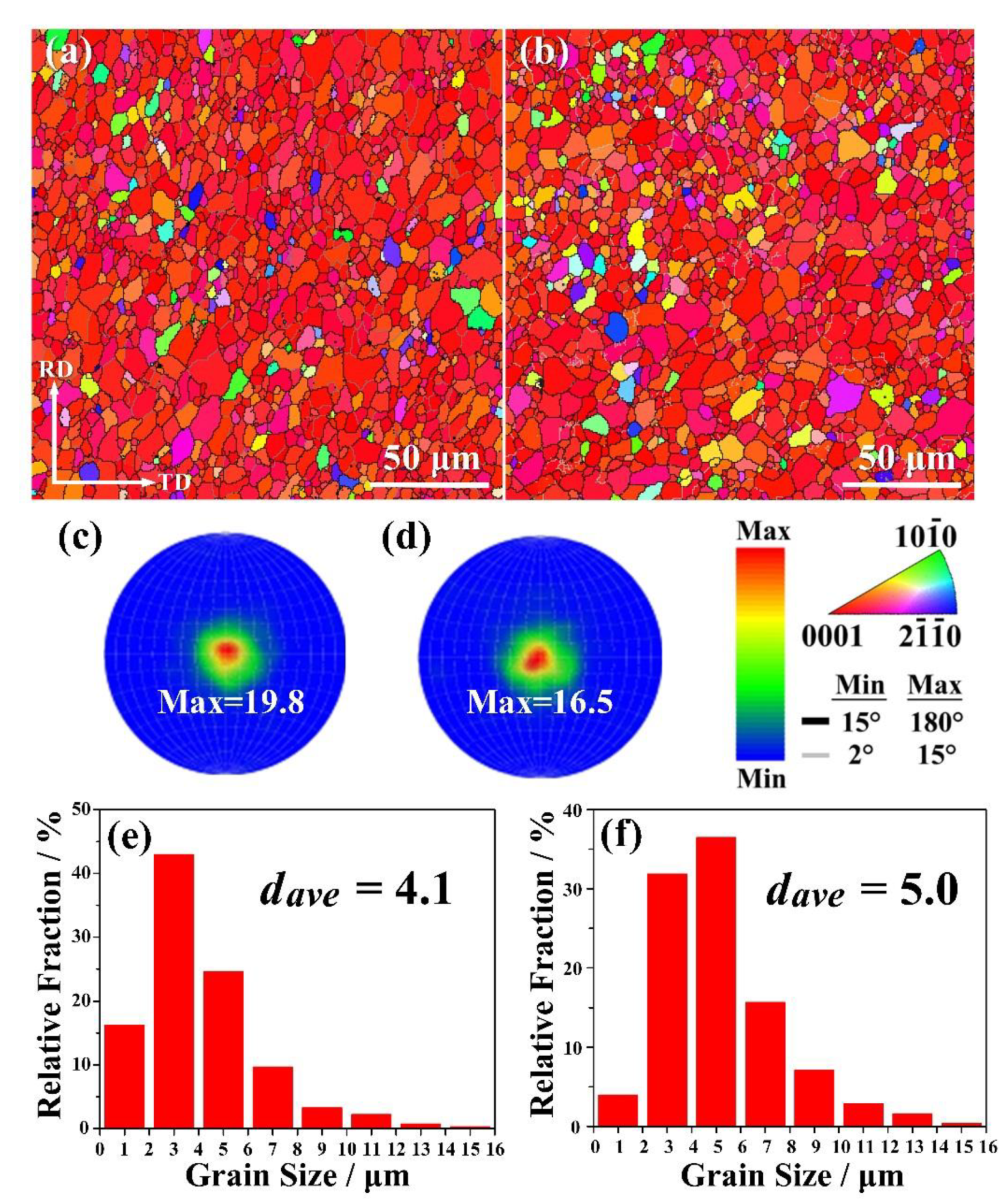
3.1. Microstructural Characteristics of As-Rolled Materials
3.2. Mechanical Properties at Ambient Temperature (298 K)
3.3. Mechanical Properties at the High Temperature (573 K)
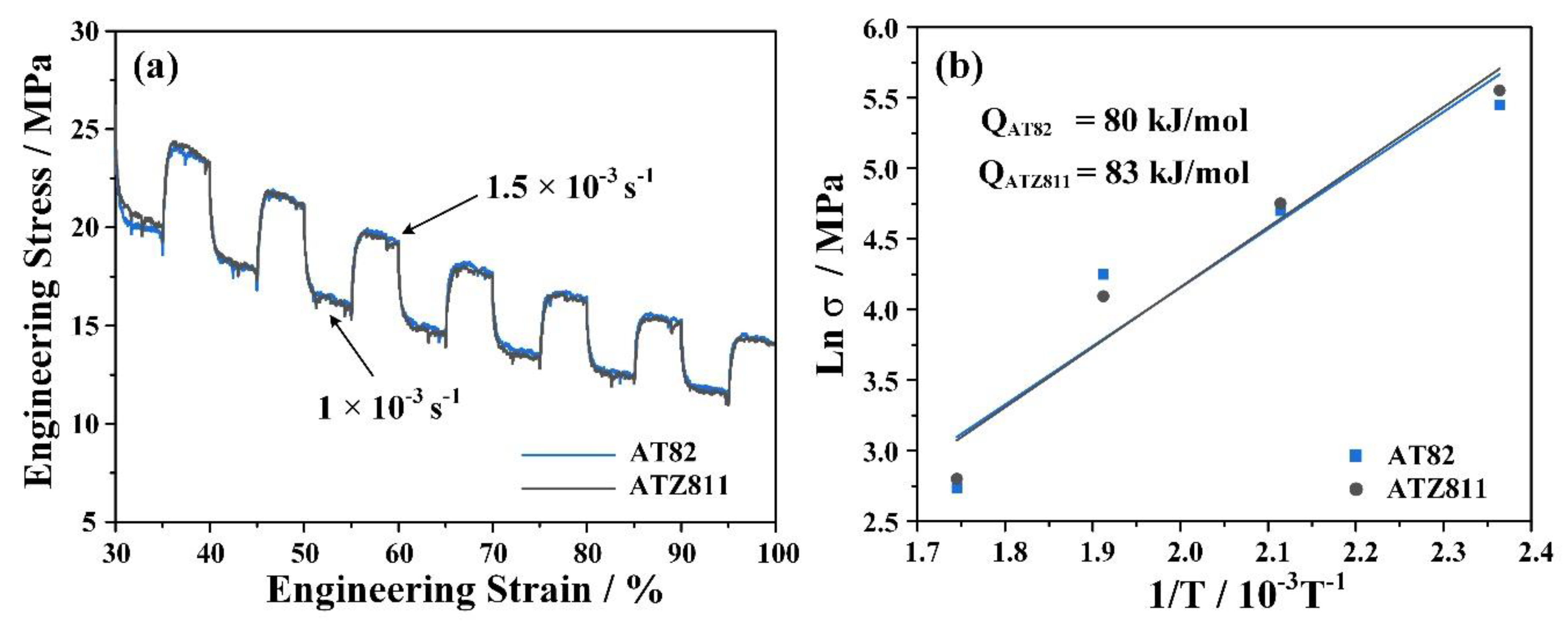
3.3.1. Superplastic Deformation Mechanism at 573 K
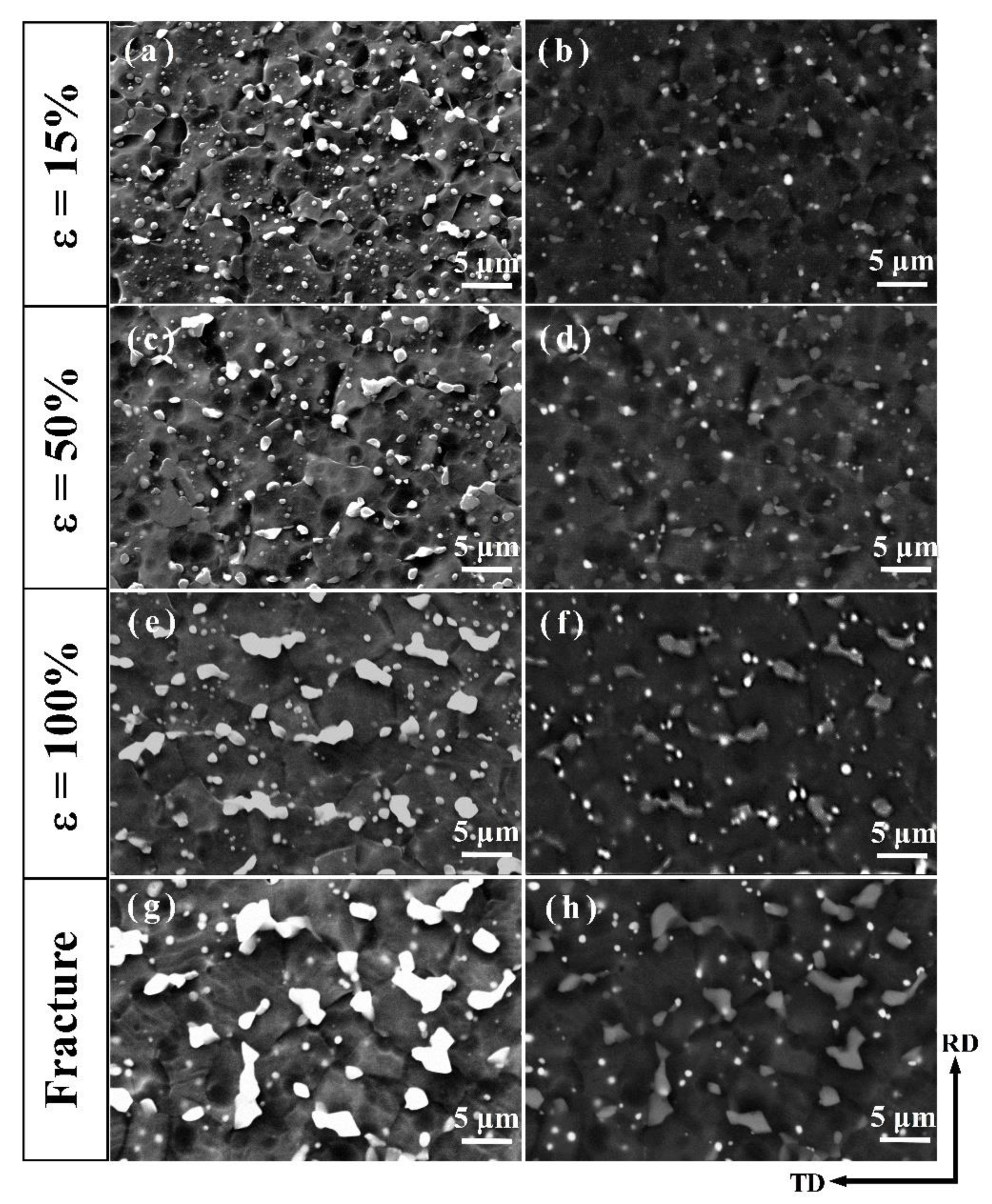
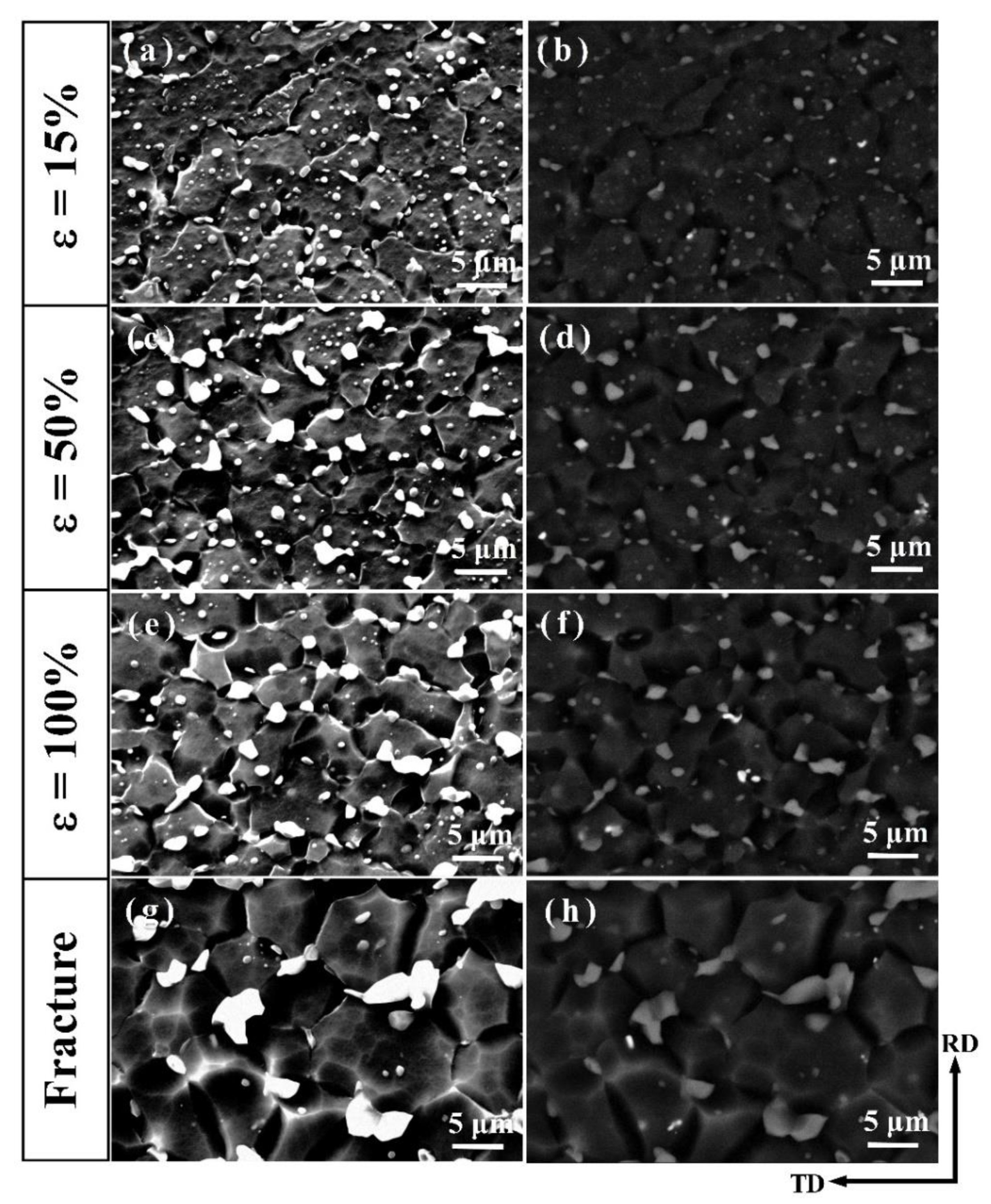
3.3.2. Microstructural Evolution during the Tensile Deformation at 573 K
4. Conclusions
- (1)
- At room temperature, the substitution of 1 Zn for 1 Sn (wt %) in AT82 alloy results in an increase in elongation from ~14 to ~18% because of the finer and more uniformly dispersed precipitates, accompanied by a decrease in UTS and YS, from ~366 MPa to ~355 MPa and ~270 MPa to ~250 MPa, respectively. According to the contribution from different strengthening mechanisms estimated by simplified models, the higher YS of AT82 is due to the cooperative contribution of finer grains and more Mg2Sn particles.
- (2)
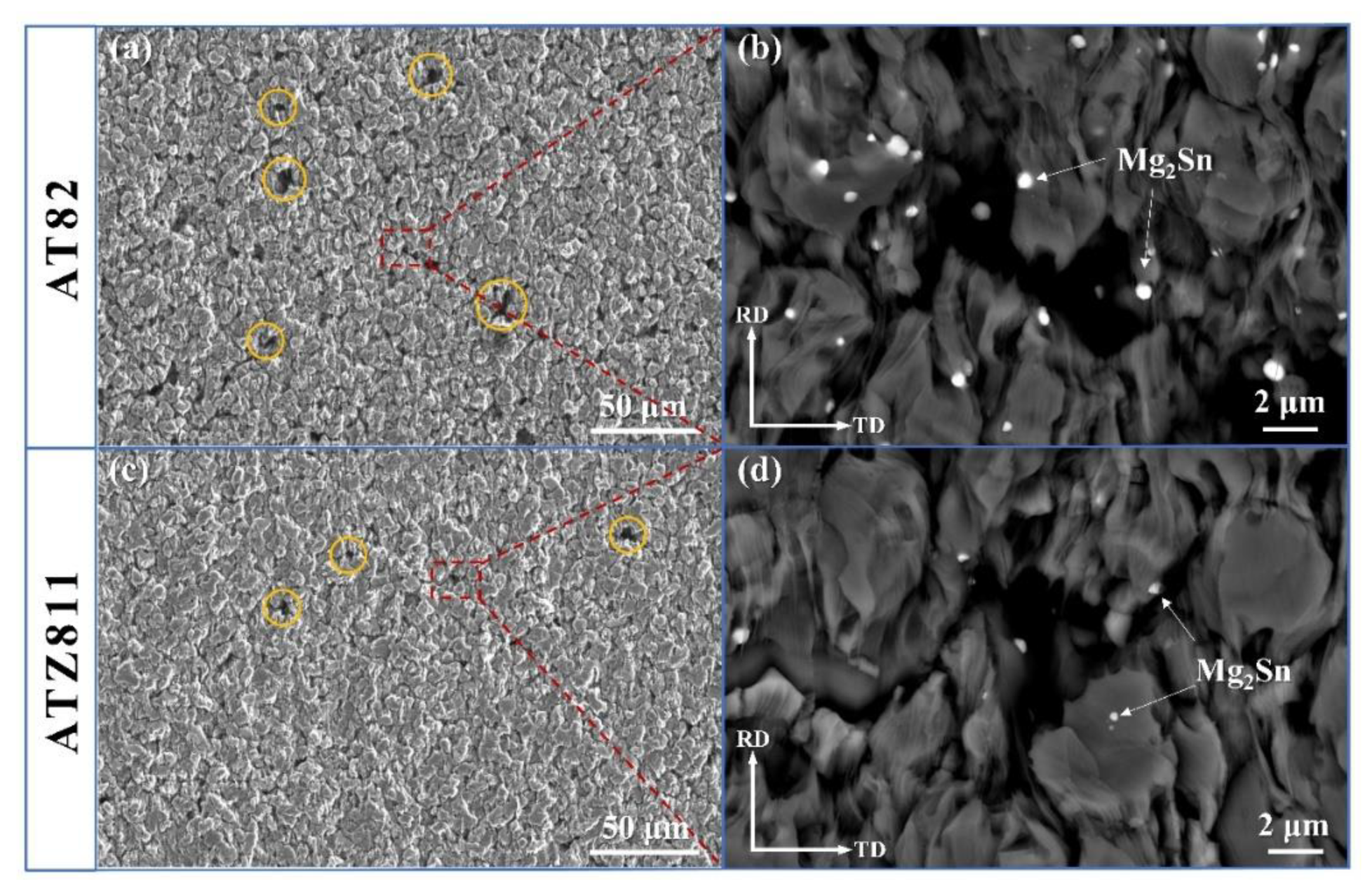
- Excellent superplasticity was found in the ATZ811 alloy, which exhibits a tensile elongation of ~510% under a strain rate of 10−3 s−1 at 573 K, in contrast to the inferior elongation of ~380% for the AT82 alloy. This is because that the incompatible deformation between Mg2Sn particles and matrix can cause the formation of cavities during high-temperature tensile deformation. Compared with AT82 alloy, the substitution of 1 Zn for 1 Sn (wt %) results in a decreasing amount and a better uniformity of Mg2Sn particles in ATZ811 alloy, thus inhibiting the formation of cavities and leading to an excellent superplasticity.
- (3)
- During tensile deformation, there was no obvious grain growth in both alloys because of the high-volume fraction of second phases located at grain boundaries. Meanwhile, the texture weakening was observed, suggesting that grain boundary sliding (GBS) is the dominant superplastic deformation mechanism, which agrees well with the strain rate sensitivity (m) and the activation energy (Q) calculations.
Author Contributions
Funding
Conflicts of Interest
References
- Panicker, R.; Chokshi, A.H.; Mishra, R.K.; Verma, R.; Krajewski, P.E. Microstructural evolution and grain boundary sliding in a superplastic magnesium AZ31 alloy. Acta. Mater. 2009, 57, 3683–3693. [Google Scholar] [CrossRef]
- Wang, H.-Y.; Rong, J.; Yu, Z.-Y.; Zha, M.; Wang, C.; Yang, Z.-Z.; Bu, R.-Y.; Jiang, Q.-C. Tensile properties, texture evolutions and deformation anisotropy of as-extruded Mg-6Zn-1Zr magnesium alloy at room and elevated temperatures. Mater. Sci. Eng. A 2017, 697, 149–157. [Google Scholar] [CrossRef]
- Boehlert, C.J.; Chen, Z.; Gutiérrez-Urrutia, I.; Llorca, J.; Pérez-Prado, M.T. In situ analysis of the tensile and tensile-creep deformation mechanisms in rolled AZ31. Acta. Mater. 2012, 60, 1889–1904. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, J.-G.; Chen, Z.-Y.; Zha, M.; Wang, C.; Liu, S.; Yan, R.-F. Effect of Ce Addition on Modifying the Microstructure and Achieving a High Elongation with a Relatively High Strength of As-Extruded AZ80 Magnesium Alloy. Materials 2018, 12, 76. [Google Scholar] [CrossRef] [Green Version]
- Figueiredo, R.B.; Langdon, T.G. Principles of grain refinement and superplastic flow in magnesium alloys processed by ECAP. Mater. Sci. Eng. A 2009, 501, 105–114. [Google Scholar] [CrossRef]
- Zhang, Y.; Song, L.; Chen, X.; Lu, Y.; Li, X. Effect of Zn and Ca Addition on Microstructure and Strength at Room Temperature of As-Cast and As-Extruded Mg-Sn Alloys. Materials 2018, 11, 1490. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wu, F.; Qin, C.; Zheng, Y.; Pan, W.; Ma, H.; Li, T.; Ye, C.; Ma, X.; Chu, Z.; Cheng, L.; et al. Microstructures, Tensile Properties and Creep Characteristics of as-Extruded AZ91 Magnesium Alloy Containing Si, Ca and Rare Earth Elements. Metals 2019, 9, 954. [Google Scholar] [CrossRef] [Green Version]
- Wu, K.-C.; Chang, S.-Y.; Yeh, J.-W. Optimizing superplasticity of AZ91−xSn magnesium alloys with competitive grain growth and boundary sliding. Mater. Sci. Eng. A 2015, 646, 201–206. [Google Scholar] [CrossRef]
- Zhang, D.-T.; Xiong, F.; Zhang, W.-W.; Qiu, C.; Zhang, W. Superplasticity of AZ31 magnesium alloy prepared by friction stir processing. Trans. Nonferr. Metal. Soc. 2011, 21, 1911–1916. [Google Scholar] [CrossRef]
- Kim, Y.S.; Kim, W.J. Microstructure and superplasticity of the as-cast Mg–9Al–1Zn magnesium alloy after high-ratio differential speed rolling. Mater. Sci. Eng. A 2016, 677, 332–339. [Google Scholar] [CrossRef]
- Zha, M.; Zhang, H.-M.; Wang, C.; Wang, H.-Y.; Zhang, E.-B.; Jiang, Q.-C. Prominent role of a high volume fraction of Mg17Al12 particles on tensile behaviors of rolled Mg–Al–Zn alloys. J. Alloys Compd. 2017, 728, 682–693. [Google Scholar] [CrossRef]
- Wang, H.Y.; Zhang, E.B.; Nan, X.L.; Zhang, L.; Guan, Z.P.; Jiang, Q.C. A comparison of microstructure and mechanical properties of Mg–9Al–1Zn sheets rolled from as-cast, cast-rolling and as-extruded alloys. Mater. Des. 2016, 89, 167–172. [Google Scholar] [CrossRef]
- Zhao, D.; Wang, Z.; Zuo, M.; Geng, H. Effects of heat treatment on microstructure and mechanical properties of extruded AZ80 magnesium alloy. Mater. Des. 2014, 56, 589–593. [Google Scholar] [CrossRef]
- You, S.; Huang, Y.; Kainer, K.U.; Hort, N. Recent research and developments on wrought magnesium alloys. J. Magnes. Alloy. 2017, 5, 239–253. [Google Scholar] [CrossRef]
- Zhou, Z.; Gu, Y.; Xu, G.; Guo, Y.; Cui, Y. Diffusion research in HCP Mg–Al–Sn ternary alloys. Calphad 2020, 68, 101710. [Google Scholar] [CrossRef]
- Kim, B.; Do, J.; Lee, S.; Park, I. In situ fracture observation and fracture toughness analysis of squeeze cast AZ51–xSn magnesium alloys. Mater. Sci. Eng. A 2010, 527, 6745–6757. [Google Scholar] [CrossRef]
- Guo, Y.; Xuanyuan, Y.; Lia, C.; Yang, S. Characterization of Hot Deformation Behavior and Processing Maps of Mg-3Sn-2Al-1Zn-5Li Magnesium Alloy. Metals 2019, 9, 1262. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.Y.; Rong, J.; Liu, G.J.; Zha, M.; Wang, C.; Luo, D.; Jiang, Q.C. Effects of Zn on the microstructure and tensile properties of as-extruded Mg-8Al-2Sn alloy. Mater. Sci. Eng. A 2017, 698, 249–255. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, Q.; Ma, C.; Ding, W.; Zhu, Y. Effects of Zn and RE additions on the solidification behavior of Mg–9Al magnesium alloy. Mater. Sci. Eng. A 2013, 342, 178–182. [Google Scholar] [CrossRef]
- Wu, L.; Cui, C.; Wu, R.; Li, J.; Zhan, H.; Zhang, M. Effects of Ce-rich RE additions and heat treatment on the microstructure and tensile properties of Mg–Li–Al–Zn-based alloy. Mater. Sci. Eng. A 2011, 528, 2174–2179. [Google Scholar] [CrossRef]
- Yu, Z.P.; Zha, M.; Li, Z.H.; Wang, C.; Wang, H.Y.; Jiang, Q.C. Achieving fine grain structure and superplasticity in AZ91-0.4Sn magnesium alloy using short flow rolling process. Mater. Sci. Eng. A 2017, 695, 1–5. [Google Scholar] [CrossRef]
- Nakata, T.; Xu, C.; Suzawa, K.; Yoshida, K.; Kawabe, N.; Kamado, S. Enhancing mechanical properties of rolled Mg-Al-Ca-Mn alloy sheet by Zn addition. Mater. Sci. Eng. A 2018, 737, 223–229. [Google Scholar] [CrossRef]
- Ohno, M.; Mirkovic, D.; Schmid-Fetzer, R. Phase equilibria and solidification of Mg-rich Mg–Al–Zn alloys. Mater. Sci. Eng. A 2006, 421, 328–337. [Google Scholar] [CrossRef]
- Tang, W.N.; Park, S.S.; You, B.S. Effect of the Zn content on the microstructure and mechanical properties of indirect-extruded Mg–5Sn–xZn alloys. Mater. Des. 2011, 32, 3537–3543. [Google Scholar] [CrossRef]
- Zhang, H.-M.; Cheng, X.-M.; Zha, M.; Li, Y.-K.; Wang, C.; Yang, Z.-Z.; Wang, J.-G.; Wang, H.-Y. A superplastic bimodal grain-structured Mg–9Al–1Zn alloy processed by short-process hard-plate rolling. Materialia 2019, 8. [Google Scholar] [CrossRef]
- Guo, F.; Zhang, D.; Wu, H.; Jiang, L.; Pan, F. The role of Al content on deformation behavior and related texture evolution during hot rolling of Mg-Al-Zn alloys. J. Alloys Compd. 2017, 695, 396–403. [Google Scholar] [CrossRef]
- Koike, J.; Ohyama, R. Geometrical criterion for the activation of prismatic slip in AZ61 Mg alloy sheets deformed at room temperature. Acta. Mater. 2005, 53, 1963–1972. [Google Scholar] [CrossRef]
- Yuan, W.; Panigrahi, S.K.; Su, J.Q.; Mishra, R.S. Influence of grain size and texture on Hall–Petch relationship for a magnesium alloy. Scr. Mater. 2011, 65, 994–997. [Google Scholar] [CrossRef]
- Nie, J.F. Effects of precipitate shape and orientation on dispersion strengthening in magnesium alloys. Scr. Mater. 2003, 48, 1009–1015. [Google Scholar] [CrossRef]
- Kim, W.J.; Jeong, H.G.; Jeong, H.T. Achieving high strength and high ductility in magnesium alloys using severe plastic deformation combined with low-temperature aging. Scr. Mater. 2009, 61, 1040–1043. [Google Scholar] [CrossRef]
- Ferdous, W.; Manalo, A.; Wong, H.S.; Abousnina, R.; AlAjarmeh, O.S.; Zhuge, Y.; Schubel, P. Optimal design for epoxy polymer concrete based on mechanical properties and durability aspects. Constr. Build. Mater. 2020, 232. [Google Scholar] [CrossRef]
- Kim, W.J.; Park, I.B. Enhanced superplasticity and diffusional creep in ultrafine-grained Mg–6Al–1Zn alloy with high thermal stability. Scr. Mater. 2013, 68, 179–182. [Google Scholar] [CrossRef]
- Park, S.S.; You, B.S. Low-temperature superplasticity of extruded Mg–Sn–Al–Zn alloy. Scr. Mater. 2011, 65, 202–205. [Google Scholar] [CrossRef]
- Watanabe, H.; Mukai, T.; Kohzu, M.; Tanabe, S.; Higashi, K. Effect of temperature and grain size on the dominant diffusion process for superplastic flow in an AZ61 magnesium alloy. Acta. Mater. 1999, 47, 3753–3758. [Google Scholar] [CrossRef]
- Kim, W.J.; Chung, S.W.; Chung, C.S.; Kum, D. Superplasticity in thin magnesium alloy sheets and deformation mechanism maps for magnesium alloys at elevated temperatures. Acta. Mater. 2001, 49, 3337–3345. [Google Scholar] [CrossRef]
- Watanabe, H.; Fukusumi, M.; Somekawa, H.; Mukai, T. Texture and mechanical properties of superplastically deformed magnesium alloy rod. Mater. Sci. Eng. A 2010, 527, 6350–6358. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | 298 K | 573 K | ||
|---|---|---|---|---|
| YS/MPa | UTS/MPa | Elongation/% | Fracture strain/% | |
| AT82 | ||||
| ATZ811 | ||||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.-Y.; Wang, C.; Zhao, L.-Q.; Ma, P.-K.; Song, J.-W.; Xu, J.; Cheng, X.-M.; Wang, H.-Y. Superplastic Deformation Behavior of Rolled Mg-8Al-2Sn and Mg-8Al-1Sn-1Zn Alloys at High Temperatures. Materials 2020, 13, 1074. https://doi.org/10.3390/ma13051074
Zhang S-Y, Wang C, Zhao L-Q, Ma P-K, Song J-W, Xu J, Cheng X-M, Wang H-Y. Superplastic Deformation Behavior of Rolled Mg-8Al-2Sn and Mg-8Al-1Sn-1Zn Alloys at High Temperatures. Materials. 2020; 13(5):1074. https://doi.org/10.3390/ma13051074
Chicago/Turabian StyleZhang, Shao-You, Cheng Wang, Long-Qing Zhao, Pin-Kui Ma, Jia-Wang Song, Jin Xu, Xiu-Ming Cheng, and Hui-Yuan Wang. 2020. "Superplastic Deformation Behavior of Rolled Mg-8Al-2Sn and Mg-8Al-1Sn-1Zn Alloys at High Temperatures" Materials 13, no. 5: 1074. https://doi.org/10.3390/ma13051074