The Influence of Thermal Residual Stresses on Mechanical Properties of Silicon Nitride-Based Composites


Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Materials
2.2. Materials Characterization
2.3. Geometric 3D Models of Microstructure
2.4. Materials Data for Modeling of Residual Stresses
2.5. Determination of Residual Stresses Using FEM
2.6. Measurement of Stresses Using the Sin2ψ Method
3. Results and Discussion
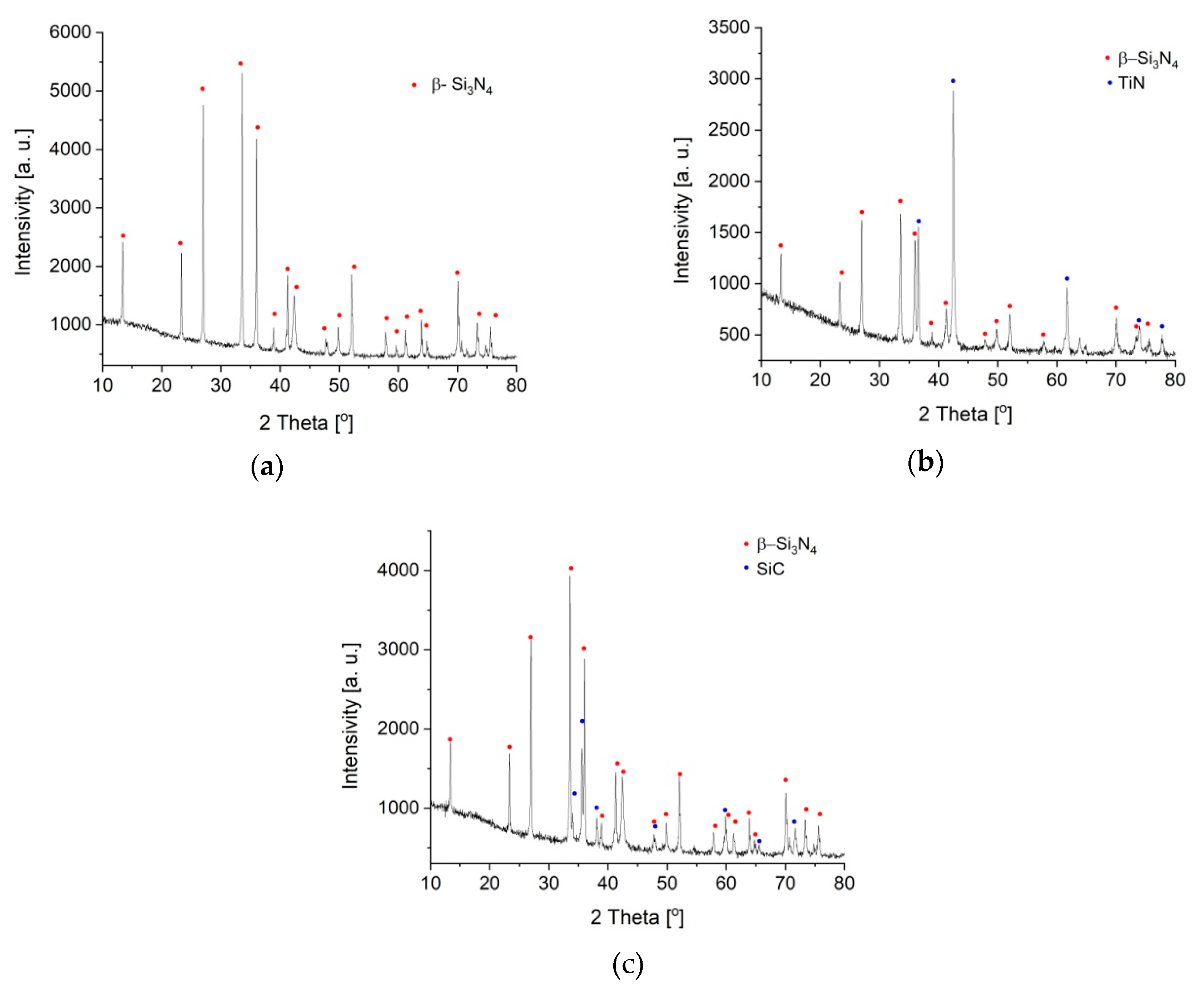
3.1. Materials Characterization
3.2. Geometric 3D Models of Microstructure
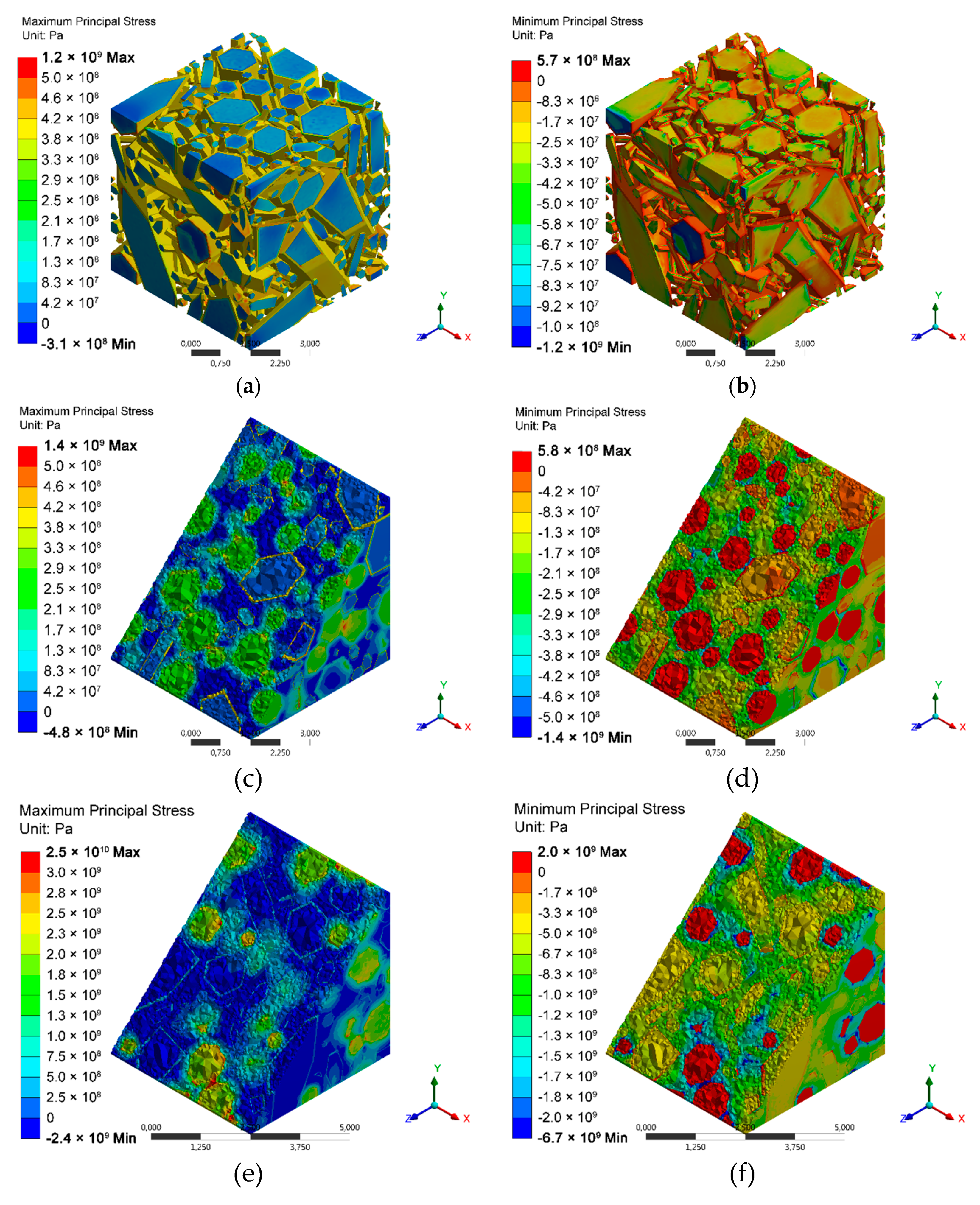
3.3. Residual Stresses Determined Using FEM
3.4. Measurement of Stresses Using the Sin2ψ Method
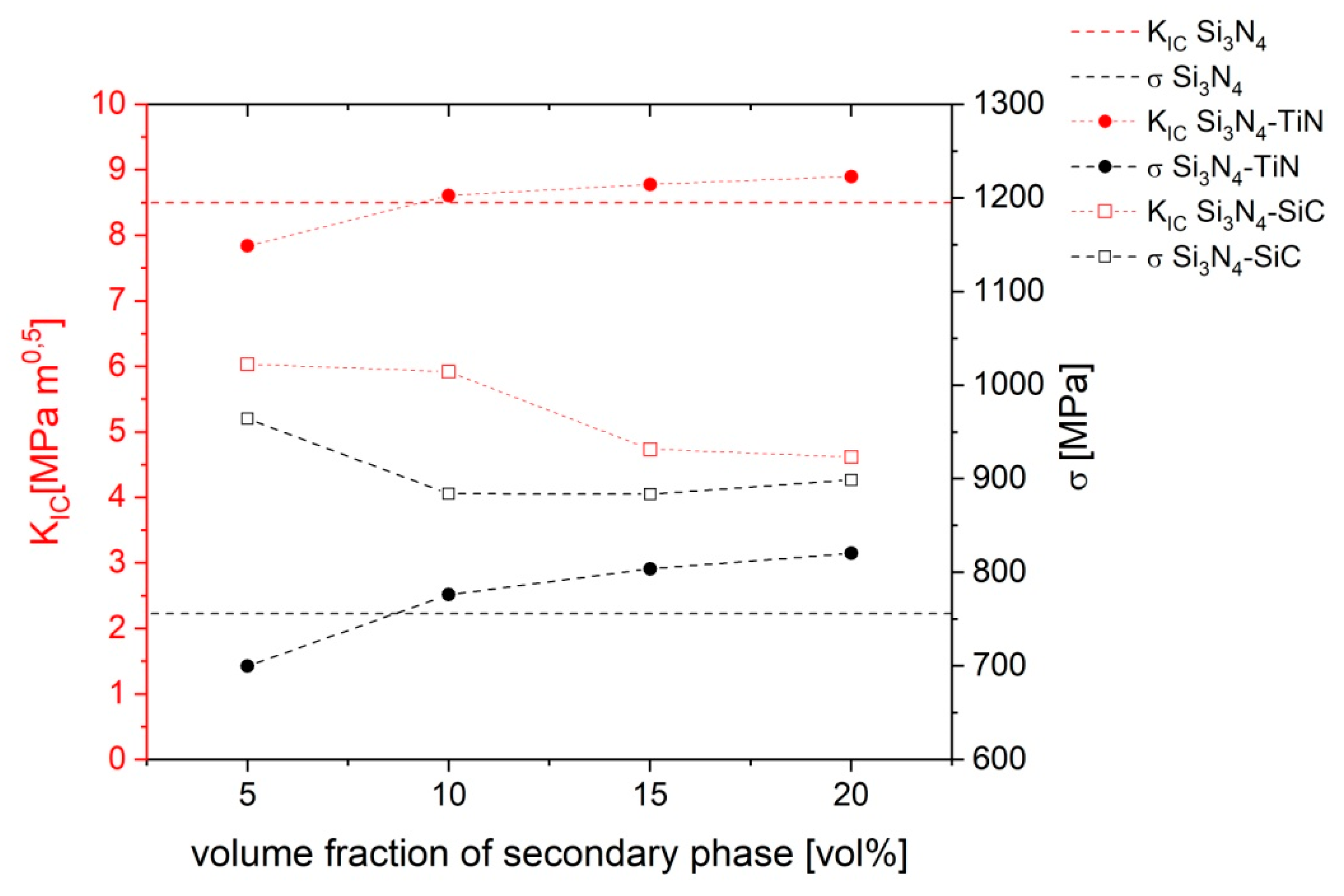
3.5. The Influence of Stresses on Mechanical Properties
4. Conclusions
- Simplification during preparation of the 3D geometric models, regarding replacement of the smallest Si3N4 grains by a continuous and isotropic constituent, allowed for effective calculations using the finite element method, without an excessive increase in the complexity of the calculation model (mesh density).
- The results of the FEA simulation indicate a complex system of stress in materials based on Si3N4. The silicon nitride phase is under compressive stress and the grains of secondary phases are under tensile stress. Very high stress values for Si3N4–TiN indicate the possibility of microcracks in the material, which occur mostly on the surface and cause an increase of fracture toughness.
- The results of XRD measurements of surface stresses confirmed the presence of compressive stress in silicon nitride grains. In the Si3N4–SiC composites, the values coincided with those obtained numerically for the solid material. In Si3N4–TiN composites, lower stress values confirmed relaxation through cracking.
- The results of mechanical testing and stress analysis show that the high fracture toughness and strength of polycrystalline silicon nitride may be the effect of the advantageous stress system in this material. Compressive stress in grains and tensile stress in grain boundaries result in cracking through grain boundaries. Moreover, compressive stress on the surface are beneficial for the increase of the strength of materials. The investigation of Si3N4–TiN composites indicates that the system of stresses obtained by the distribution of the secondary phase with a much higher thermal expansion coefficient than the matrix has a beneficial influence on the fracture of materials. In composites with a small difference of thermal expansion coefficients between phases, the stresses were smaller and a decrease of fracture toughness was observed. On the other hand, in this kind of composite, we observed an increase of strength.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Katz, R.N. Applications of silicon nitreide based ceramics. Ind. Ceram. 1997, 17, 158–164. [Google Scholar]
- Riley, F.L. Silicon Nitride and Related Materials. J. Am. Ceram. Soc. 2004, 83, 245–265. [Google Scholar] [CrossRef]
- Huang, J.; Lee, M.-T.; Lu, H.; Lii, D. Microstructure, fracture behavior and mechanical properties of TiN/Si3N 4 composites. Mater. Chem. Phys. 1996, 45, 203–209. [Google Scholar] [CrossRef]
- Gao, L.; Li, J.; Kusunose, T.; Niihara, K. Preparation and properties of TiN–Si3N4 composites. J. Eur. Ceram. Soc. 2004, 24, 381–386. [Google Scholar] [CrossRef]
- Blugan, G.; Hadad, M.; Janczak-Rusch, J.; Kuebler, J.; Graule, T. Fractography, Mechanical Properties, and Microstructure of Commercial Silicon Nitride–Titanium Nitride Composites. J. Am. Ceram. Soc. 2005, 88, 926–933. [Google Scholar] [CrossRef]
- Lojanová, S.; Tatarko, P.; Chlup, Z.; Hnatko, M.; Dusza, J.; Lenčéš, Z.; Šajgalík, P. Rare-earth element doped Si3N4/SiC micro/nano-composites—RT and HT mechanical properties. J. Eur. Ceram. Soc. 2010, 30, 1931–1944. [Google Scholar] [CrossRef]
- Hegedűsová, L.; Kašiarová, M.; Dusza, J.; Hnatko, M.; Šajgalík, P. Mechanical properties of carbon-derived Si3N4+SiC micro/nano-composite. Int. J. Refract. Met. Hard Mater. 2009, 27, 438–442. [Google Scholar] [CrossRef]
- Tomar, V. Analyses of the role of grain boundaries in mesoscale dynamic fracture resistance of SiC – Si3N4 intergranular nanocomposites. Eng. Fract. Mech. 2008, 75, 4501–4512. [Google Scholar] [CrossRef]
- Koch, H.; Gazza, G.E. On the α to β phase transformation and grain growth during hot-pressing of Si3N4 containing MgO. Ceram. Int. 1980, 6, 51–56. [Google Scholar]
- Hampshire, S. Silicon nitride ceramics—Review of structure, processing and properties. J. Achiev. Mater. Manuf. Eng. 2007, 24, 43–50. [Google Scholar]
- Satet, R.L.; Hoffmann, M.J. Grain growth anisotropy of B-silicon nitride in rare-earth doped oxynitride glasses. J. Eur. Ceram. Soc. 2004, 24, 3437–3445. [Google Scholar] [CrossRef]
- Tatarko, P.; Kašiarová, M.; Chlup, Z.; Dusza, J.; Šajgalík, P.; Vávra, I. Influence of rare-earth oxide additives and SiC nanoparticles on the wear behaviour of Si3N4-based composites at temperatures up to 900°C. Wear 2013, 300, 155–162. [Google Scholar] [CrossRef]
- Satet, R.L.; Hoffmann, M.J.; Cannon, R.M. Experimental evidence of the impact of rare-earth elements on particle growth and mechanical behaviour of silicon nitride. Mater. Sci. Eng. A 2006, 422, 66–76. [Google Scholar] [CrossRef]
- Othmani, Y.; Böhlke, T.; Lube, T.; Fellmeth, A.; Chlup, Z.; Colonna, F.; Hashibon, A. Analysis of the effective thermoelastic properties and stress fields in silicon nitride based on EBSD data. J. Eur. Ceram. Soc. 2016, 36, 1109–1125. [Google Scholar] [CrossRef]
- Residual Stress in Ceramics and Ceramic Composites. Available online: https://inis.iaea.org/collection/NCLCollectionStore/_Public/24/022/24022074.pdf (accessed on 27 December 2019).
- Peterson, I.M.; Tien, T. Effect of the Grain Boundary Thermal Expansion Coefficient on the Fracture Toughness in Silicon Nitride. J. Am. Ceram. Soc. 1995, 78, 2345–2352. [Google Scholar] [CrossRef] [Green Version]
- Wippler, J.; Böhlke, T. Structure and fracture property relation for silicon nitride on the microscale. Comput. Mater. Sci. 2012, 64, 234–238. [Google Scholar] [CrossRef]
- Bao, Y.; Liu, C.; Huang, J. Effects of residual stresses on strength and toughness of particle-reinforced TiN/Si3N4 composite: Theoretical investigation and FEM simulation. Mater. Sci. Eng. A 2006, 434, 250–258. [Google Scholar] [CrossRef]
- Vogelgesang, R.; Grimsditch, M.; Wallace, J.S. The elastic constants of single crystal B-Si3N4. Appl. Phys. Lett. 2000, 76, 982–984. [Google Scholar] [CrossRef]
- Henderson, C.M.B.; Taylor, D. Themal expansion of the nitride and oxide of silicon n relation to their structures. Trans. J. Br. Ceram. Soc. 1975, 74, 49–53. [Google Scholar]
- Li, Z.; Bradt, R.C. The single crystal elastic constants of hexagonal SiC to 1000 C. Int. J. High Technol. Ceram. 1988, 4, 1–10. [Google Scholar] [CrossRef]
- Li, Z.; Bradt, R.C. Thermal expansion of the hexagonal (6H) polytype of silicon carbide. J. Am. Ceram. Soc. 1986, 66, 863–866. [Google Scholar] [CrossRef]
- Kim, J.O.; Achenbach, J.D.; Mirkarimi, P.B.; Shinn, M.; Barnett, S.A. Elastic constants of single-crystal transition-metal nitride films measured by line-focus acoustic microscopy. J. Appl. Phys. 1992, 72, 1805–1811. [Google Scholar] [CrossRef]
- Pierson, H.O. Handbook of Refractory Carbides and Nitrides: Properties, Characteristics, Processing, and Applications; Noyes Publication: Westwood, NJ, USA, 1996; p. 362. [Google Scholar]
- Hill, R. The elastic behaviour of a crystalline aggregate. Proc. Phys. Soc. Sect. A 1952, 65. [Google Scholar] [CrossRef]
- Hampshire, S.; Nestor, E.; Flynn, R.; Besson, J.-L.; Rouxel, T.; Lemercier, H. Yttrium oxynitride glasses: Properties and potential for crystallisation to glass-ceramics. J. Eur. Ceram. Soc. 1994, 14, 261–273. [Google Scholar] [CrossRef]
- Suquet, P. Elements of homogenization for inelastic solid mechanic. Lect. Notes Phys. 1985, 272, 194–275. [Google Scholar]
- Xia, Z.; Zhang, Y.; Ellyin, F. A unified periodical boundary conditions for representative volume elements of composites and applications. Int. J. Solids Struct. 2003, 40, 1907–1921. [Google Scholar] [CrossRef]
- Grabowski, G. Modelling of thermal expansion of single- and two-phase ceramic polycrystals utilising synthetic 3D microstructures. Comput. Mater. Sci. 2019, 156, 7–16. [Google Scholar] [CrossRef]
- Skryzpek, S.J. New Approach to Residual Macro-Stresses Measurement Due to Grazing Angle X-ray Diffraction Geometry; Uczelniane Wyd. Nauk.-Dydaktyczne AGH: Krakow, Poland, 2002; ISSN 0867-6631. [Google Scholar]
- Ratuszek, W.; Kusior, E.; Skrzypek, S.J.; Baczman, A. New approach to stress analysis based on grazing-incidence X-ray diffraction. Appl. Crystallogr. 2001, 34, 427–435. [Google Scholar]
- Cullity, B.D.; Stock, S.R. Elements of X-ray Diffraction, 3rd ed.; Pearson India: New York, NY, USA, 2010; ISBN 10 9789332535169. [Google Scholar]
- Wippler, J.; Böhlke, T. An algorithm for the generation of silicon nitride structures. J. Eur. Ceram. Soc. 2012, 32, 589–602. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Si3N4 matrix [vol %] 90 wt % Si3N4, 6 wt % Al2O3, 4 wt % Y2O3 | Secondary phas [vol %] (TiN/SiC) |
|---|---|---|
| Si3N4 | 100 vol % | -- |
| Si3N4 + 5%TiN | 95 vol % | 5 vol % |
| Si3N4 + 10%TiN | 90 vol % | 10 vol % |
| Si3N4 + 15%TiN | 85 vol % | 15 vol % |
| Si3N4 + 20%TiN | 80 vol % | 20 vol % |
| Si3N4 + 5%SiC | 95 vol % | 5 vol % |
| Si3N4 + 10%SiC | 90 vol % | 10 vol % |
| Si3N4 + 15%SiC | 85 vol % | 15 vol % |
| Si3N4 + 20%SiC | 80 vol % | 20 vol % |
| Phase | C11 (GPa) | C12 (GPa) | C13 (GPa) | C33 (GPa) | C44 (GPa) | C66 (GPa) | αa (K−1) | αc (K−1) | |
|---|---|---|---|---|---|---|---|---|---|
| β-Si3N4 | [19,20] | 433 | 195 | 127 | 574 | 108 | 119 | 3.23 × 10−6 | 3.72 × 10−6 |
| SiC | [21,22] | 478 | 98 | 56 | 522 | 148 | 191 | 4.51 × 10−6 | 4.19 × 10−6 |
| TiN | [23,24] | 625 | 165 | - | - | 163 | - | 9.35 × 10−6 | 9.35 × 10−6 |
| Phase | E (GPa) | υ | αiso (10−6 K−1) |
|---|---|---|---|
| Isotropic Si3N4 | 416 | 0.37 | 3.39 |
| Amorphous oxide phase [26] | 133 | 0.29 | 5.67 |
| Material | Density | E (GPa) | KIC (MPa∙m0.5) | σ (MPa) | HV (GPa) |
|---|---|---|---|---|---|
| Si3N4 | 3.20 ± 0.01 | 298 ± 4 | 8.5 ± 0.9 | 756 ± 96 | 13.3 ± 0.3 |
| Si3N4 + 5%SiC | 3.19 ± 0.01 | 302 ± 5 | 6.0 ± 0.8 | 964 ± 138 | 14.3 ± 0.4 |
| Si3N4 + 10%SiC | 3.19 ± 0.01 | 301 ± 5 | 5.9 ± 0.6 | 884 ± 203 | 14.4 ± 0.3 |
| Si3N4 + 15%SiC | 3.20 ± 0.01 | 313 ± 5 | 4.7 ± 0.4 | 884 ± 177 | 15.3 ± 0.5 |
| Si3N4 + 20%SiC | 3.19 ± 0.01 | 317 ± 5 | 4.6 ± 0.6 | 898 ± 192 | 15.3 ± 0.3 |
| Si3N4 + 5%TiN | 3.33 ± 0.01 | 298 ± 4 | 7.8 ± 0.4 | 700 ± 49 | 13.5 ± 0.6 |
| Si3N4 + 10%TiN | 3.40 ± 0.01 | 309 ± 4 | 8.6 ± 0.6 | 776 ± 46 | 13.5 ± 0.4 |
| Si3N4 + 15%TiN | 3.49 ± 0.01 | 314 ± 4 | 8.8 ± 0.6 | 803 ± 36 | 13.9 ± 0.4 |
| Si3N4 + 20%TiN | 3.65 ± 0.01 | 322 ± 12 | 8.9 ± 0.3 | 820 ± 49 | 13.6 ± 0.4 |
| Material | Si3N4 [MPa] | Grain Boundary Phase [MPa] | Secondary Phase [MPa] |
|---|---|---|---|
| Si3N4 | −26.6 | 271.0 | - |
| Si3N4 + 20%SiC | −69.9 | 257.2 | 204.1 |
| Si3N4 + 20%TiN | −439.1 | 70.8 | 1654.6 |
| Material | Base Material Si3N4 | Secondary Phase | ||
|---|---|---|---|---|
| Normal Stress σ (MPa) | Shear Stress τ (MPa) | Normal Stress σ (MPa) | Shear Stress τ (MPa) | |
| Si3N4 | −163 ± 11 | 55 ± 10 | --- | --- |
| Si3N4 + 20%SiC | −331 ± 35 | 89 ± 8 | 254 ± 25 | −120 ± 10 |
| Si3N4 + 20%TiN | −195 ± 12 | 70 ± 5 | −171 ± 30 | −97 ± 14 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dubiel, A.; Grabowski, G.; Goły, M.; Skrzypek, S. The Influence of Thermal Residual Stresses on Mechanical Properties of Silicon Nitride-Based Composites. Materials 2020, 13, 1092. https://doi.org/10.3390/ma13051092
Dubiel A, Grabowski G, Goły M, Skrzypek S. The Influence of Thermal Residual Stresses on Mechanical Properties of Silicon Nitride-Based Composites. Materials. 2020; 13(5):1092. https://doi.org/10.3390/ma13051092
Chicago/Turabian StyleDubiel, Aleksandra, Grzegorz Grabowski, Marcin Goły, and Stanisław Skrzypek. 2020. "The Influence of Thermal Residual Stresses on Mechanical Properties of Silicon Nitride-Based Composites" Materials 13, no. 5: 1092. https://doi.org/10.3390/ma13051092