Recovery of Stabilizer Glass in Innovative MBT Installation—An Analasys of New Technological Procedure


Abstract
:1. Introduction
2. Materials and Methods
3. Process Line and Equipment
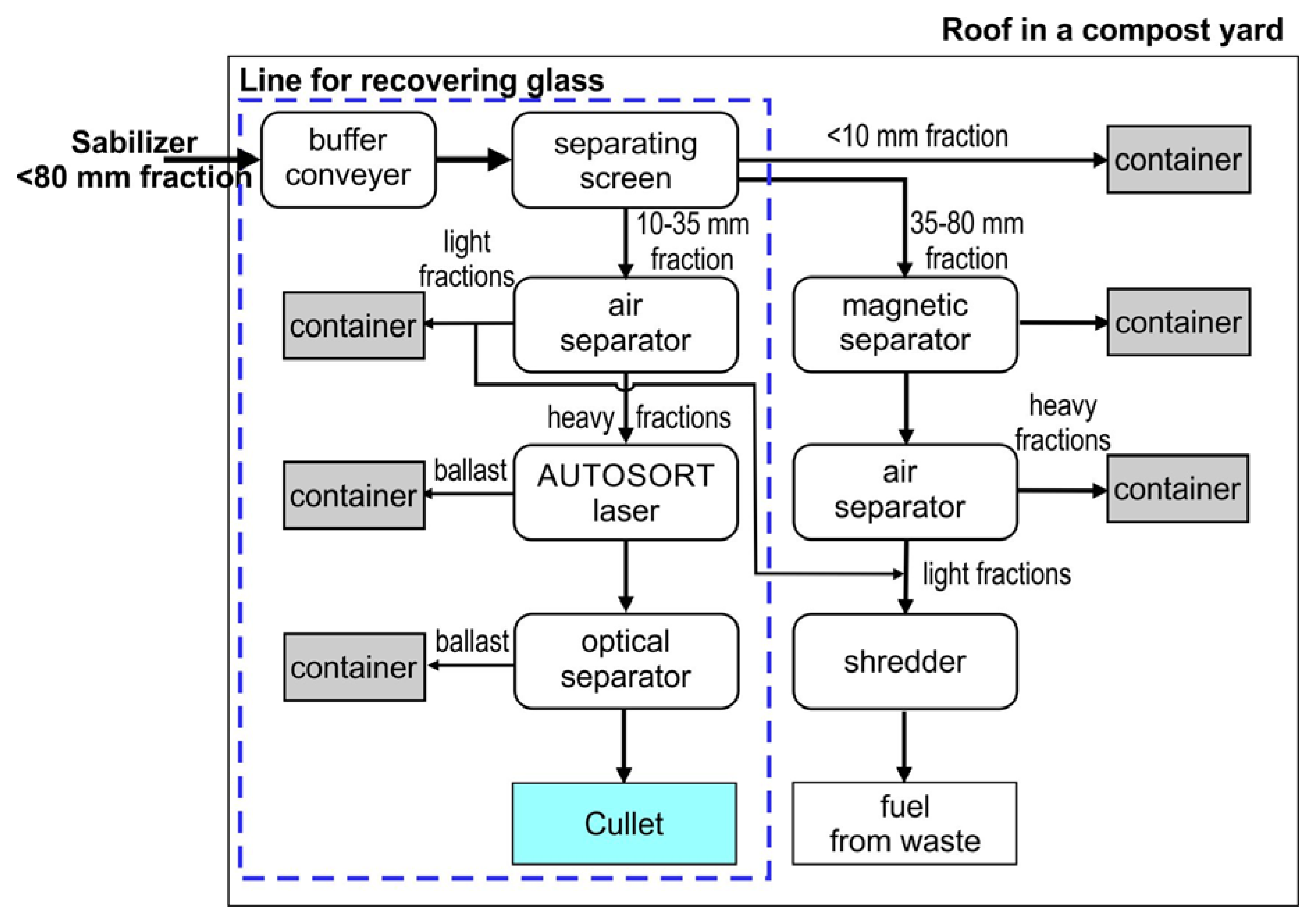
3.1. The Technological Diagram of the Glass Recovery Line
3.2. Devices
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Larsen, A.W.; Merrild, H.; Christensen, T.H. Recycling of glass: Accounting of greenhouse gases and global warming contributions. Waste Manag. Res. 2009, 27, 754–762. [Google Scholar] [CrossRef] [PubMed]
- Statistics Poland, Environment 2018, Central Statistical Office. Statistical Publishing Establishment, Warsaw 2018. Available online: www.stat.gov.pl (accessed on 20 December 2019).
- National Waste Management Plan 2022 ((M.P. of 2016, Item 784)). Available online: www.bip.mos.gov.pl (accessed on 20 December 2019). (In Polish)
- Commission Decision of 18 November 2011 Establishing Calculation Rules and Methods for Verifying Compliance with the Objectives Set Out in Article 11 Paragraph 2 of Directive 2008/98/EC of the European Parliament and of the Council (Notified under Document Number C (2011) 8165) (Dz. Urz. WE L 310/11, 25.11.2011) (2011/753/UE). Available online: www.eur-lex.europa.eu (accessed on 20 December 2019).
- Act of 13 September 1996 on Maintaining Cleanliness and Order in Communes (JL, 2012 Item 391). Available online: www.isip.sejm.gov.pl (accessed on 20 December 2019).
- Regulation of the Minister of the Environment of 29 May 2012 on Recycling Levels, Preparation for Re-Use and Recovery of Other Municipal Waste Fractions by Other Methods (JL 2012 no 0 item 645). Available online: www.isip.sejm.gov.pl (accessed on 20 December 2019).
- Report on the Implementation of the National Waste Management Plan for the Period from 1 January 2014 to 31 December 2016. Available online: www.bip.mos.gov.pl (accessed on 14 October 2019).
- Regulation of the Minister of the Environment of December 14, 2016 Regarding Recycling Levels, Preparation for Reuse and Recovery of Other Municipal Waste Fractions by Other Methods (JL 2016 Item 2167). Available online: www.isip.sejm.gov.pl (accessed on 20 December 2019).
- Report of Committees to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions on the Implementation of EU Waste Legislation, Including the Report on an Early Warning System for Member States Where There Is a Risk of Reaching the 2020 Target for Preparing for Reuse/Recycling of Municipal Waste. Brussels, 24 September 2018 COM (2018) 656 Final. Available online: www.eur-lex.europa.eu (accessed on 20 December 2019).
- Directive 2018/851 of the European Parliament and of the Council of 30 May 2018 Amending Directive 2008/98/EC on Waste (Text with EEA Relevance) (Dz.U.UE. L. 150/109, 14 June 2018). Available online: www.eur-lex.europa.eu (accessed on 20 December 2019).
- Directive 2018/852 of the European Parliament and of the Council of 30 May 2018 Amending Directive 94/62/EC on Packaging and Packaging Waste (Dz.U.UE. L. 150.141, 14 June 2018). Available online: www.eur-lex.europa.eu (accessed on 20 December 2019).
- Regulation of the Minister of the Environment on a Detailed Method for the Selective Collection of Selected Waste Fractions (i.e. Biowaste) (JL 2017 Item 19). Available online: www.isip.sejm.gov.pl (accessed on 20 December 2019).
- Regulation of the Council of Ministers of December 22, 2017 Regarding Unit Rates of Fees for Using the Environment (JL 2017 Item 2490). Available online: www.isip.sejm.gov.pl (accessed on 20 December 2019).
- Połomka, J.; Jędrczak, A. Efficiency of waste processing in the MBT system. Waste Manag. 2019, 96, 9–14. [Google Scholar] [CrossRef] [PubMed]
- Heumer, J. The Market for Mechanical Biological Waste Treatment in Europe, 2nd ed.; Ecoprog GmbH: Krefelder, Germany, 2017; Available online: www.ecoprog.com (accessed on 14 November 2018).
- Jędrczak, A.; den Boer, E. Final Report of the 3rd Stage of the Study to Carry Out Waste Tests in 20 Plants for Mechanical and Biological Waste Treatment; University of Zielona Góra: Zielona Góra, Poland, 2015. [Google Scholar]
- Jędrczak, A. Analysis Regarding the Amount of Biodegradable Waste Generated and Managed, Zielona Góra; Ministry of the Environment: Warsaw, Poland, 2010.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lp. | Plant MBT | Type of Building | Dates of Testing mm-dd | Sample Mass | Moisture | Morphological Composition | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Glass | Organic | Paper | Plastics | Inert | Others | <10 mm | Metals | |||||||
| [MG] | [%] | The Share of Wet Weight [%] | ||||||||||||
| 1 | MBT Marszów | mixed | 03-12 | 91.0 | 25.0 | 14.8 | 3.6 | 7.0 | 7.0 | 6.8 | 1.1 | 58.4 | 1.4 | |
| 2 | 03-25 | 58.6 | 28.0 | 15.5 | 2.9 | 8.5 | 7.2 | 10.3 | 1.3 | 53.0 | 1.3 | |||
| 3 | 04-08 | 53.8 | 12.0 | 16.1 | 3.7 | 8.8 | 8.5 | 7.7 | 1.2 | 51.5 | 2.6 | |||
| 4 | 04-24 | 53.7 | 12.5 | 19.1 | 3.1 | 7.2 | 8.0 | 9.6 | 0.7 | 51.4 | 1.0 | |||
| 5 | 05-06 | 50.5 | 10.0 | 14.6 | 2.4 | 6.9 | 5.2 | 10.5 | 0.8 | 57.3 | 2.3 | |||
| 6 | 05-23 | 48.0 | 13.3 | 15.3 | 2.6 | 8.7 | 6.2 | 8.1 | 1.1 | 55.5 | 2.5 | |||
| 7 | 06-04 | 37.2 | 7.4 | 20.1 | 3.1 | 8.8 | 6.1 | 9.1 | 0.9 | 49.9 | 2.1 | |||
| 8 | 06-18 | 45.5 | 13.6 | 17.8 | 3.2 | 10.1 | 7.8 | 12.5 | 1.0 | 45.2 | 2.4 | |||
| 9 | 07-03 | 34.8 | 9.0 | 16.3 | 3.3 | 8.6 | 8.2 | 11.0 | 1.0 | 49.6 | 2.0 | |||
| 10 | 07-17 | 46.0 | 8.0 | 18.4 | 4.0 | 12.7 | 8.4 | 8.7 | 0.9 | 45.3 | 1.7 | |||
| 11 | 07-30 | 36.8 | 12.4 | 20.0 | 3.8 | 11.8 | 8.3 | 8.1 | 1.0 | 44.7 | 2.2 | |||
| 12 | 08-13 | 40.1 | 8.1 | 17.3 | 3.6 | 9.6 | 8.0 | 10.2 | 1.1 | 47.8 | 2.5 | |||
| 13 | 08-27 | 29.2 | 6.0 | 19.3 | 4.1 | 10.9 | 9.1 | 9.9 | 1.2 | 43.2 | 2.2 | |||
| I | Average values-samples of Marszów | 48.1 | 12.7 | 17.3 | 3.3 | 9.2 | 7.5 | 9.4 | 1.0 | 50.2 | 2.0 | |||
| Standard deviation | 15.5 | 6.6 | 2.0 | 0.5 | 1.8 | 1.1 | 1.6 | 0.2 | 4.9 | 0.5 | ||||
| Minimum value | 29.2 | 6.0 | 14.6 | 2.4 | 6.9 | 5.2 | 6.8 | 0.7 | 43.2 | 1.0 | ||||
| Maximum value | 91.0 | 28.0 | 20.1 | 4.1 | 12.7 | 9.1 | 12.5 | 1.3 | 58.4 | 2.6 | ||||
| 14 | MBT1 | multi-family urban | 04-10 | 19.3 | 32.0 | 12.1 | 3.7 | 9.9 | 8.9 | 11.0 | 1.7 | 49.6 | 3.1 | |
| 15 | MBT2 | rural | 05-21 | 10.3 | - | 14.6 | 2.8 | 11.2 | 5.6 | 10.6 | 1.0 | 49.5 | 4.6 | |
| 16 | MBT3 | mixed | 05-21 | 12.0 | 17.0 | 12.9 | 1.8 | 6.3 | 4.7 | 10.3 | 1.2 | 57.7 | 4.9 | |
| 17 | MBT4 | mixed | 05-22 | 21.0 | 16.3 | 9.6 | 2.1 | 5.8 | 5.1 | 7.2 | 0.6 | 67.4 | 2.1 | |
| 18 | MBT5 | mixed | 09-09 | 20.2 | 9.6 | 11.2 | 2.3 | 6.7 | 6.4 | 9.1 | 0.7 | 61.5 | 2.1 | |
| 19 | MBT6 | mixed | 09-30 | 22.0 | 29.8 | 7.8 | 5.5 | 10.3 | 16.9 | 23.4 | 1.9 | 29.2 | 4.8 | |
| II | Average values-samples entrusted | 17.5 | 20.9 | 11.4 | 3.1 | 8.4 | 7.9 | 11.9 | 1.2 | 52.5 | 3.6 | |||
| Standard deviation | 5.0 | 9.6 | 2.4 | 1.4 | 2.4 | 4.7 | 5.8 | 0.5 | 13.3 | 1.3 | ||||
| Minimum value | 10.3 | 9.6 | 7.8 | 1.8 | 5.8 | 4.7 | 7.2 | 0.6 | 29.2 | 2.1 | ||||
| Maximum value | 22.0 | 32.0 | 14.6 | 5.5 | 11.2 | 16.9 | 23.4 | 1.9 | 67.4 | 4.9 | ||||
| Waste Stream | Fraction Mass [MG] | Share of Component, [%] | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Glass | Organic | Paper | Plastics | Inert | Others | <10 mm | Metals | ||
| Waste from Marszow | |||||||||
| Stabilizer | 48.1 ± 15.5 | 17.3 ± 2.0 | 3.3 ± 0.5 | 9.2 ± 1.8 | 7.5 ± 1.1 | 9.4 ± 1.6 | 1.0 ± 0.2 | 50.2±4.9 | 2.0 ± 0.5 |
| Fraction 10–35 mm | 19.0 ± 4.7 | 41.0 ± 2.9 | 6.3 ± 1.0 | 19.3 ± 2.6 | 8.4 ± 1.6 | 18.4 ± 3.5 | 2.2 ± 0.5 | 0.4 ± 0.3 | 4.0 ± 1.2 |
| Heavy fraction after ZIG ZAG | 12.8 ± 3.8 | 57.0 ± 5.2 | 3.6 ± 1.6 | 2.2 ± 0.9 | 6.1 ± 2.6 | 22.3 ± 5.0 | 2.7 ± 0.7 | 0.6 ± 0.5 | 5.5 ± 1.7 |
| Laser fraction | 7.6 ± 2.2 | 83.6 ± 6.6 | 1.0 ± 0.6 | 1.1 ± 0.7 | 4.8 ± 3.0 | 2.2 ± 1.9 | 2.8 ± 1.2 | 1.0 ± 0.7 | 3.7±2.2 |
| Glass fraction | 5.7 ± 1.8 | 97.9 ± 2.2 | 0.0 | 0.0 | 0.0 | 0.0 | 1.5 ± 1.3 | 0.7 ± 1.2 | 0.0 |
| Entrusted Waste (MBT1 – MBT6) | |||||||||
| Stabilizer | 17.5 ± 5.0 | 11.4 ± 2.4 | 3.1 ± 1.4 | 8.4 ± 2.4 | 7.9 ± 4.7 | 11.9 ± 5.8 | 1.2 ± 0.5 | 52.5 ± 13.3 | 3.6 ± 1.3 |
| Fraction 10–35 mm | 5.9 ± 1.7 | 30.9 ± 7.4 | 5.9 ± 1.4 | 18.9 ±3.3 | 7.4 ± 1.7 | 26.2 ± 6.7 | 2.7 ± 0.8 | 0.2 ± 0.5 | 7.9 ± 2.3 |
| Heavy fraction after ZIG ZAG | 4.0 ± 1.4 | 42.4 ± 12.0 | 2.9 ± 2.4 | 1.7 ± 1.3 | 4.5 ± 2.9 | 33.4 ± 7.4 | 3.4 ± 1.2 | 0.3 ± 0.8 | 11.3 ± 3.6 |
| Laser fraction | 1.9 ± 0.4 | 71.2 ± 10.9 | 0.8 ± 0.6 | 0.8 ± 0.7 | 3.6 ± 2.9 | 7.6 ± 5.0 | 4.1 ± 2.6 | 0.6 ± 1.5 | 11.4 ± 5.9 |
| Glass fraction | 1.1 ± 0.3 | 96.8 ± 2.8 | 0.0 | 0.0 | 0.0 | 0.0 | 2.2 ± 2.0 | 1.0 ± 2.4 | 0.0 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Połomka, J.; Jędrczak, A.; Myszograj, S. Recovery of Stabilizer Glass in Innovative MBT Installation—An Analasys of New Technological Procedure. Materials 2020, 13, 1356. https://doi.org/10.3390/ma13061356
Połomka J, Jędrczak A, Myszograj S. Recovery of Stabilizer Glass in Innovative MBT Installation—An Analasys of New Technological Procedure. Materials. 2020; 13(6):1356. https://doi.org/10.3390/ma13061356
Chicago/Turabian StylePołomka, Jacek, Andrzej Jędrczak, and Sylwia Myszograj. 2020. "Recovery of Stabilizer Glass in Innovative MBT Installation—An Analasys of New Technological Procedure" Materials 13, no. 6: 1356. https://doi.org/10.3390/ma13061356
APA StylePołomka, J., Jędrczak, A., & Myszograj, S. (2020). Recovery of Stabilizer Glass in Innovative MBT Installation—An Analasys of New Technological Procedure. Materials, 13(6), 1356. https://doi.org/10.3390/ma13061356