Investigations into the Improvement of the Mechanical Properties of Ti-5Al-4Mo-4Cr-2Sn-2Zr Titanium Alloy by Using Low Energy Laser Peening without Coating


Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials
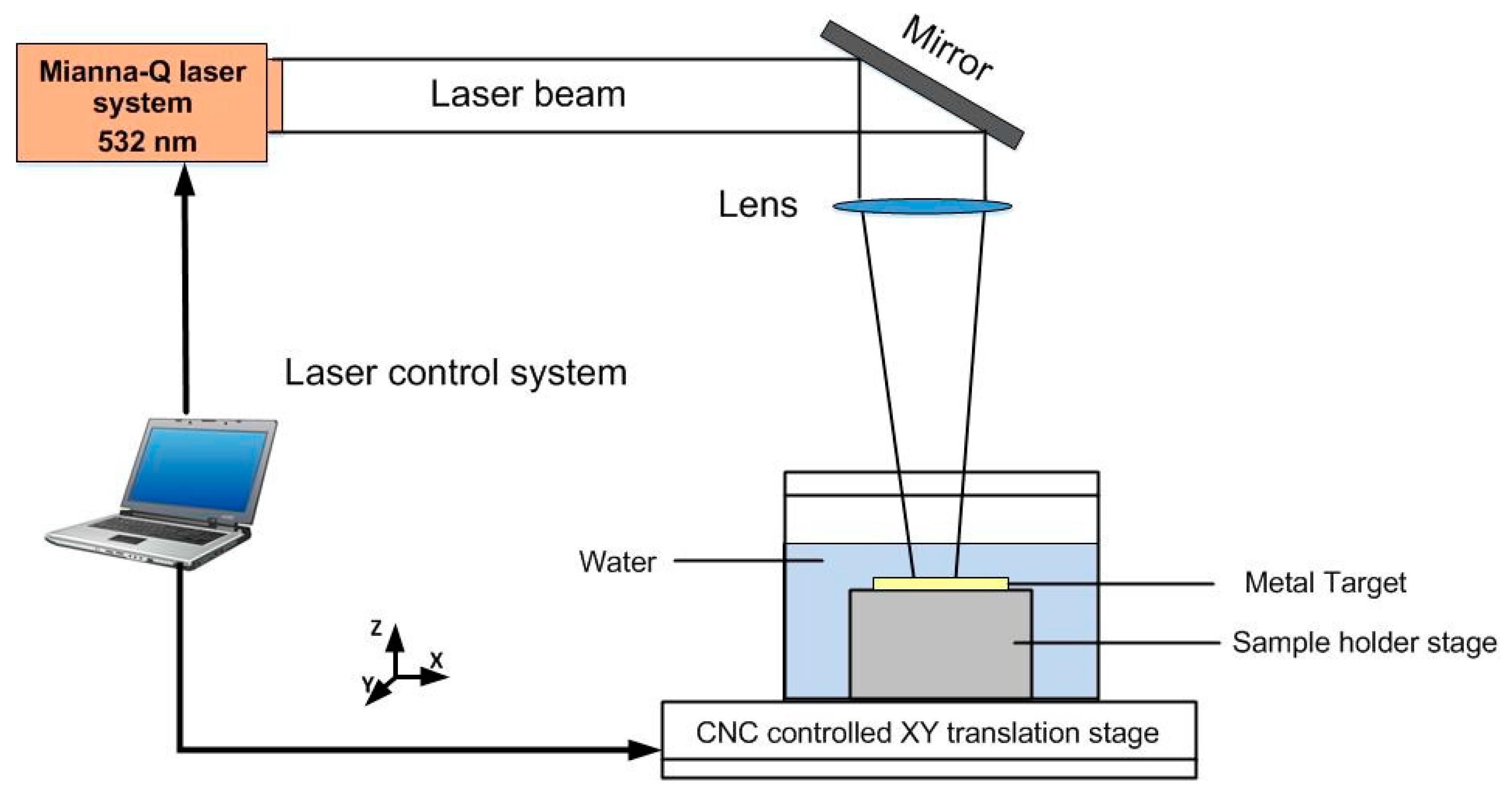
2.2. Laser Peening without Coating
2.3. Characterization Methods
3. Results and Discussions
3.1. Analysis of Surface Morphology
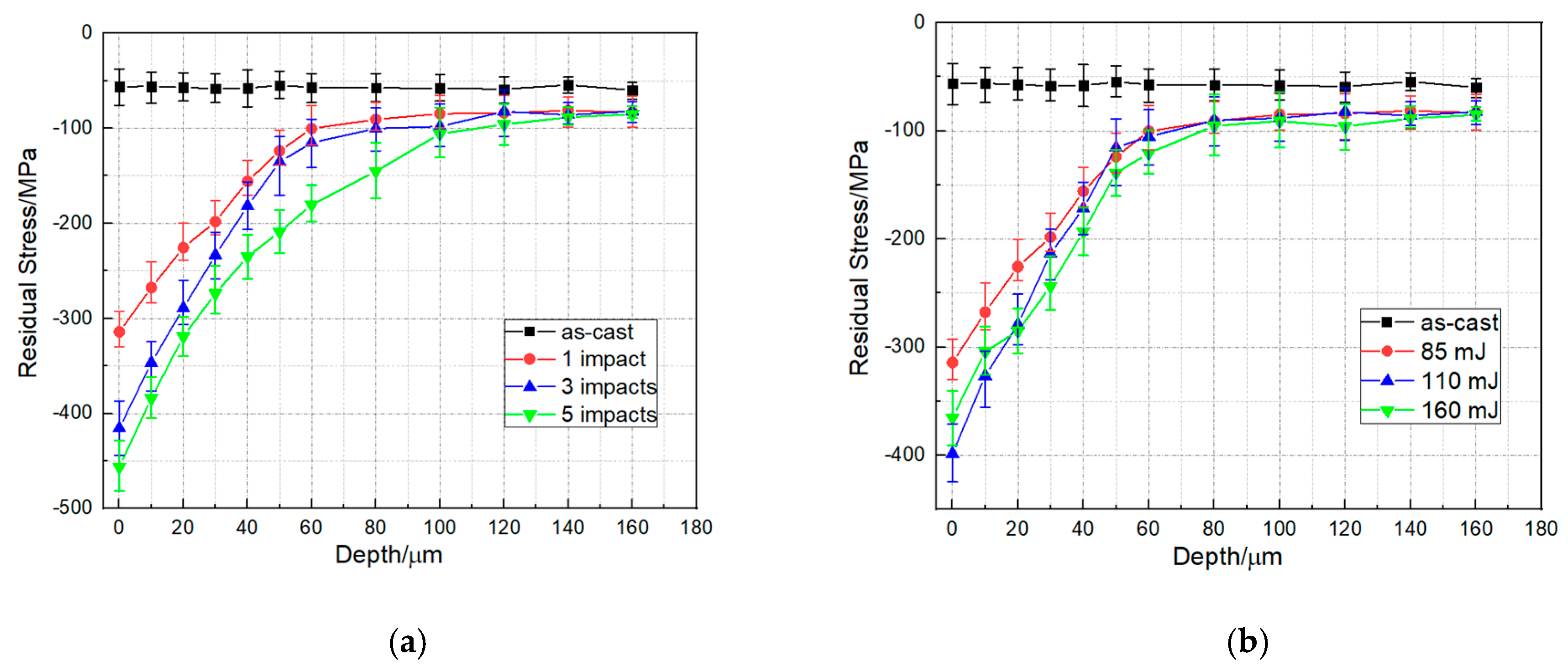
3.2. Residual Stress
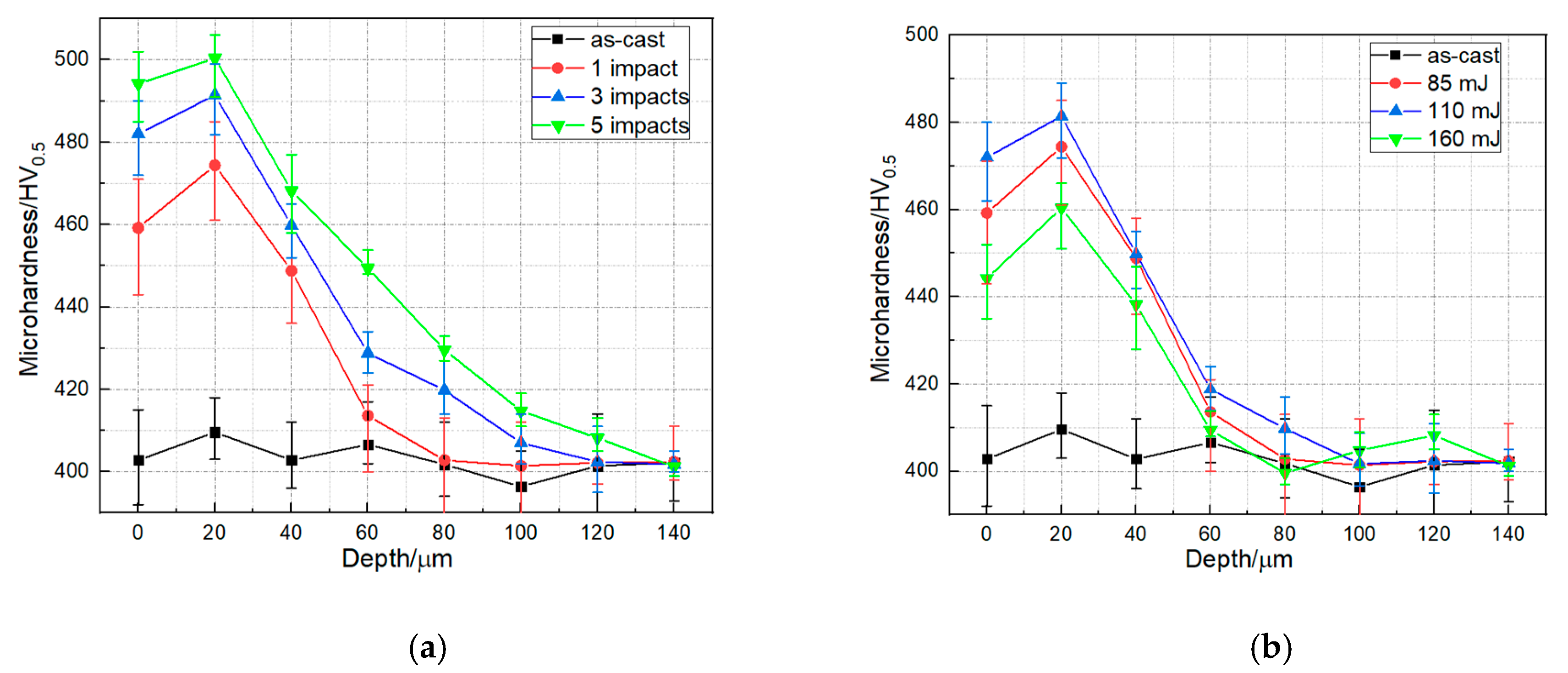
3.3. Vickers Micro-Hardness
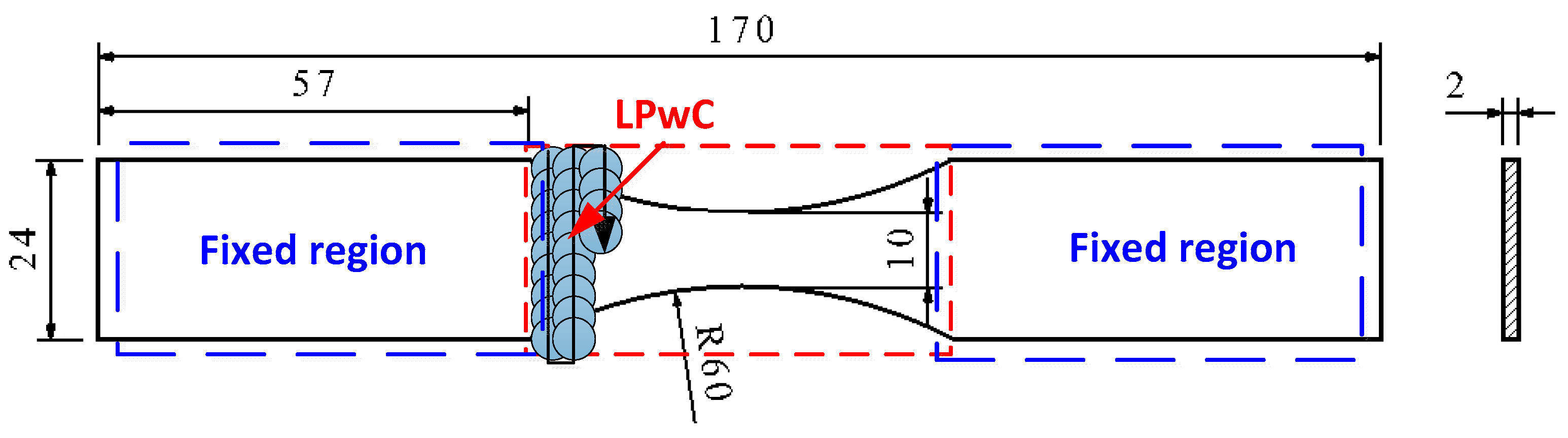
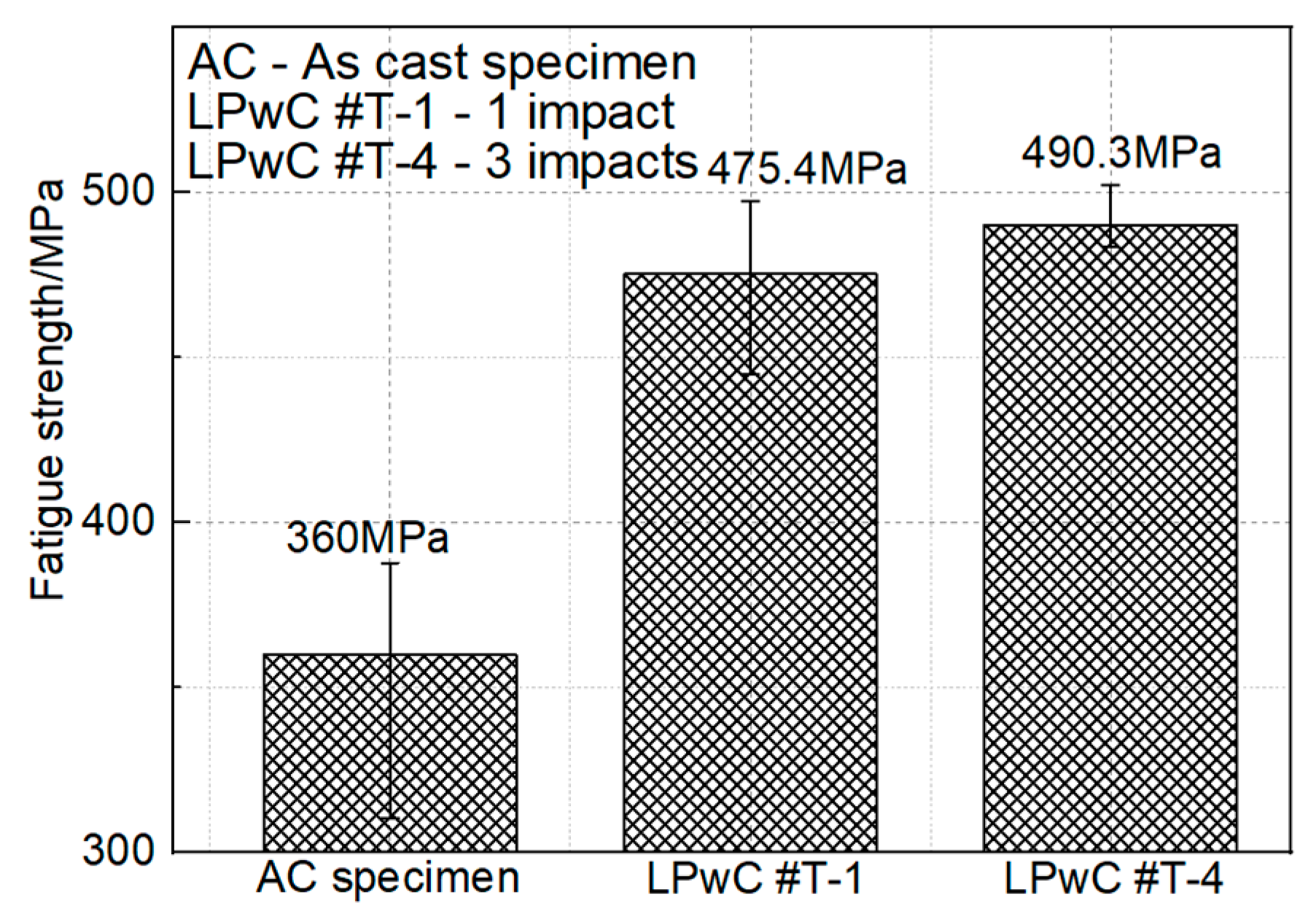
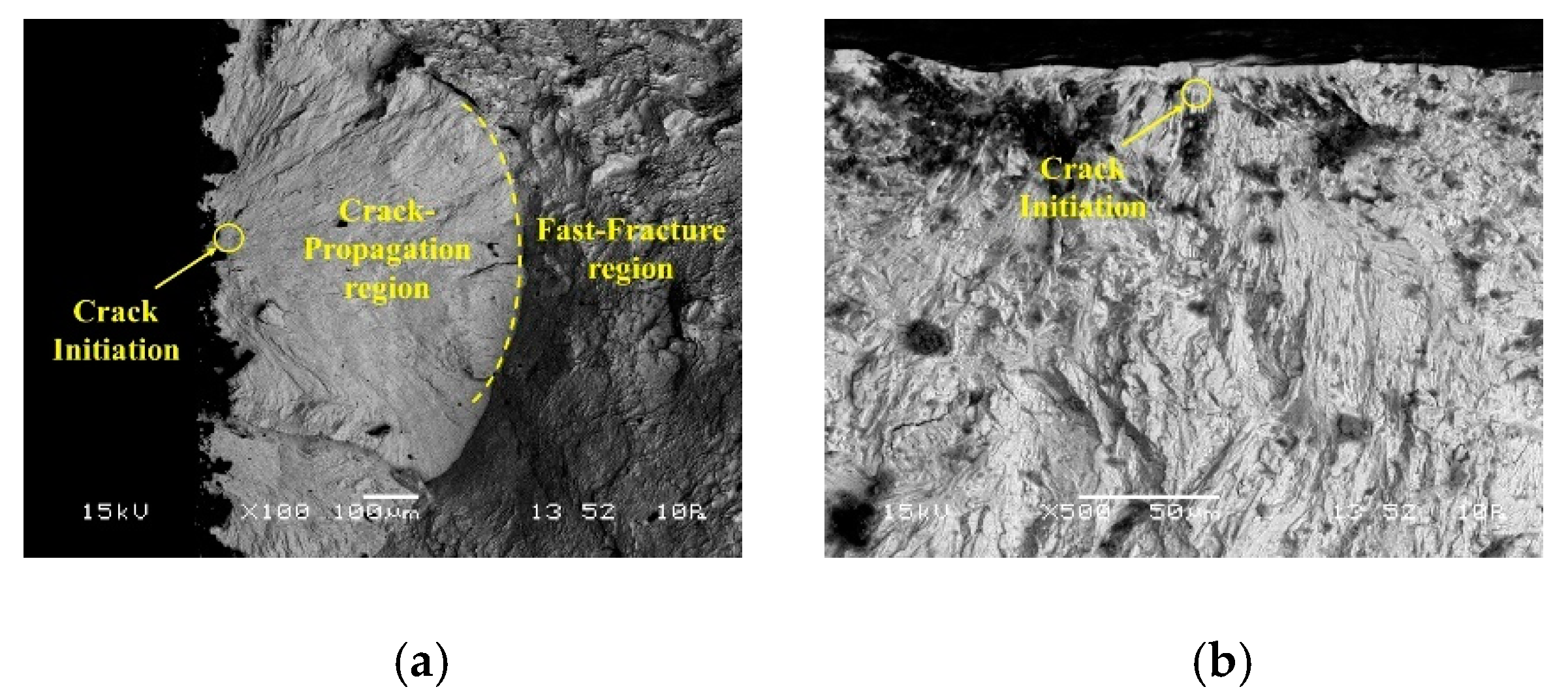
3.4. High Cycle Fatigue Performance
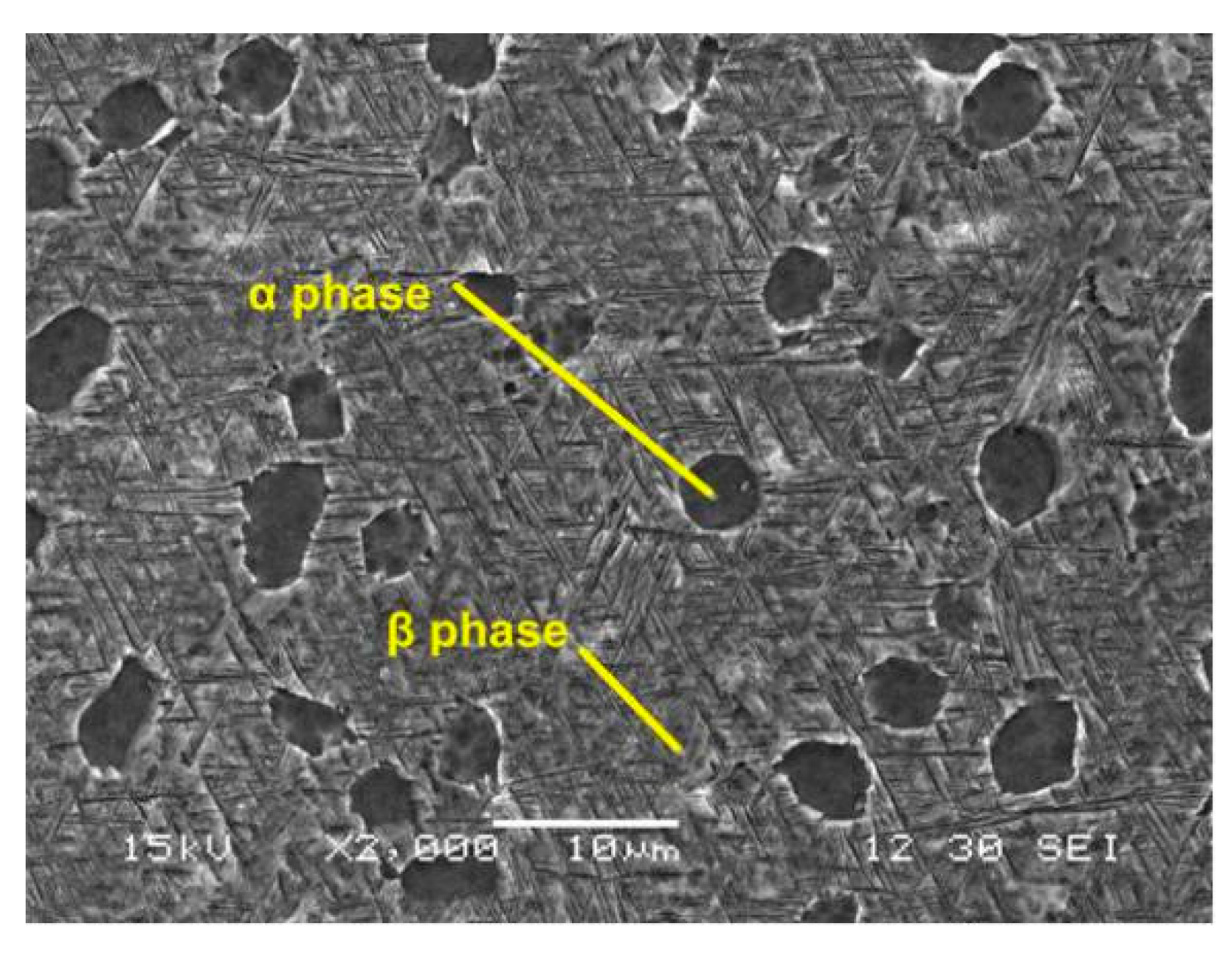
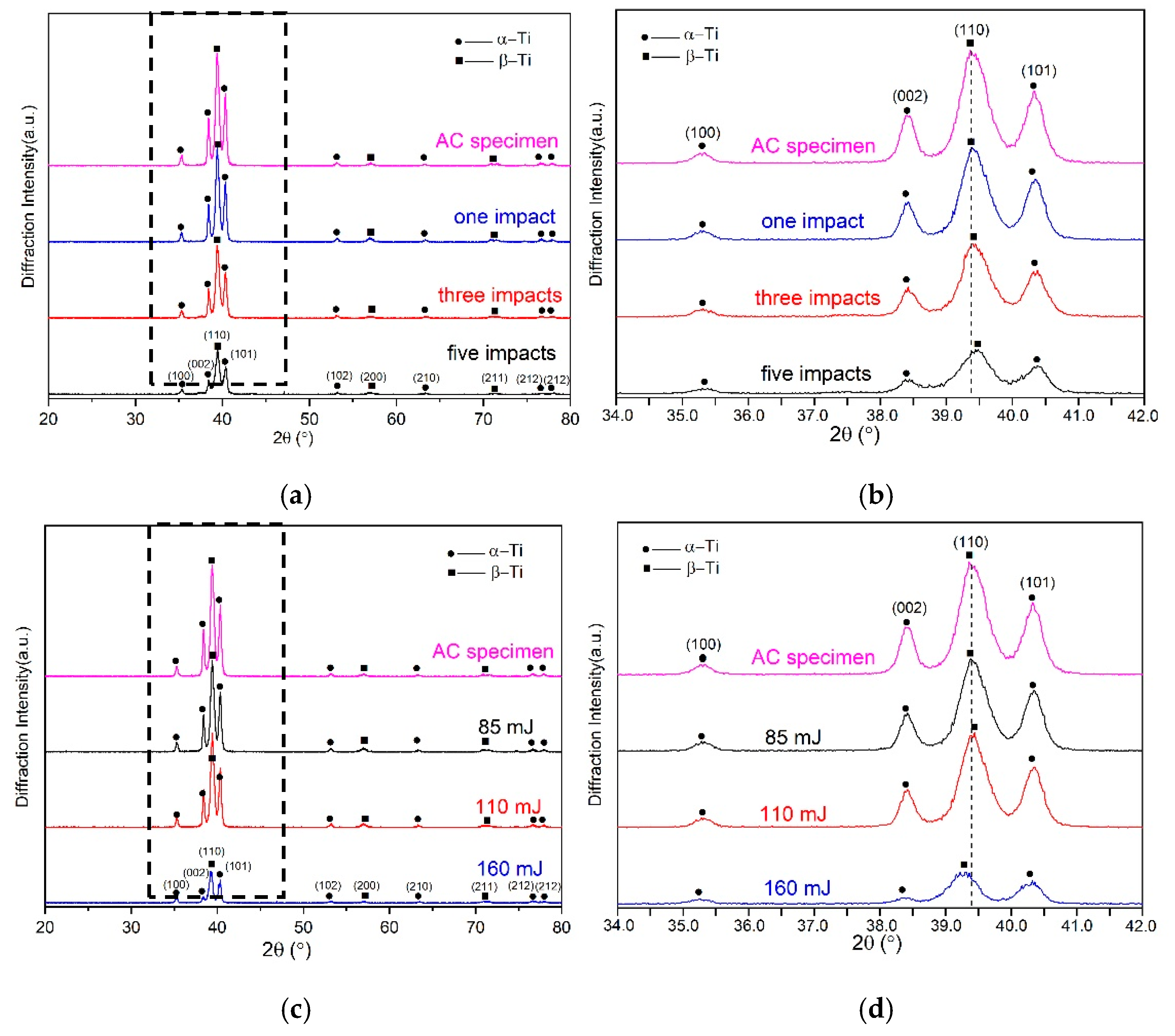
3.5. Microstructures
4. Conclusions
- A large value of CRS (−314.2MPa) was introduced on the titanium alloy after the LPwC. The increase of laser impacts can introduce larger CRS, but the higher laser energy can deteriorate the CRS, which was proposed to be due to the thermal effects of LPwC.
- Micro-hardness measurements showed that 22.7% improvement of hardness can be achieved after LPwC with 5 impacts. Softening with higher energy (160 mJ) in single peening was observed. In accordance with micro-harness and residuals stress results, it can be concluded LPwC with lower energy and multiple laser impacts is an effective to enhance the mechanical properties of Ti-17 titanium alloy.
- XRD studies and TEM observations revealed that high density dislocations were introduced by the LPwC on the titanium alloy.
- High cycle fatigue tests showed that LPwC can effectively improve the fatigue strength from 360 MPa to 475.4 MPa (1 impact) and then 490.3 MPa (3 impacts), which is attributed to the LPwC-induced CRS and high-density dislocations.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Boyer, R. An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Ezugwu, E.; Bonney, J.; Yamane, Y. An overview of the machinability of aeroengine alloys. J. Mater. Process. Technol. 2003, 134, 233–253. [Google Scholar] [CrossRef]
- Layens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications; Wiley, 2003; Available online: https://onlinelibrary.wiley.com/doi/book/10.1002/3527602119 (accessed on 12 March 2020).
- Crall, D.; Linko, P.; English, C.; Busbey, B. Laser twist weld repair of compressor blisk airfoils. In Proceedings of the 34th AIAA/ASME/SAE/ASEE Joint Propulsion Conference and Exhibit, Cleveland, OH, USA, 13–15 July 1998. [Google Scholar]
- Tanaka, S.; Kawahara, T.; Okada, H. Study on crack propagation simulation of surface crack in welded joint structure. Mar. struct. 2014, 39, 315–334. [Google Scholar] [CrossRef]
- Sangid, M.D. The physics of fatigue crack initiation. Int. J. Fatigue 2013, 57, 58–72. [Google Scholar] [CrossRef]
- Li, H.; Liu, Y.; Li, M.; Liu, H. The gradient crystalline structure and microhardness in the treated layer of TC17 via high energy shot peening. Appl. Surf. Sci. 2015, 357, 197–203. [Google Scholar] [CrossRef]
- Thomas, M.; Jackson, M. The role of temperature and alloy chemistry on subsurface deformation mechanisms during shot peening of titanium alloys. Scr. Mater. 2012, 66, 1065–1068. [Google Scholar] [CrossRef]
- Wen, M.; Liu, G.; Gu, J.F.; Guan, W.M.; Lu, J. The tensile properties of titanium processed by surface mechanical attrition treatment. Surf. Coat. Technol. 2008, 202, 4728–4733. [Google Scholar] [CrossRef]
- Nie, X.; He, W.; Zhou, L.; Li, Q.; Wang, X. Experiment investigation of laser shock peening on TC6 titanium alloy to improve high cycle fatigue performance. Mater. Sci. Eng. A 2014, 594, 161–167. [Google Scholar] [CrossRef]
- Nie, X.; He, W.; Zang, S.; Wang, X.; Zhao, J. Effect study and application to improve high cycle fatigue resistance of TC11 titanium alloy by laser shock peening with multiple impacts. Surf. Coat. Technol. 2014, 253, 68–75. [Google Scholar] [CrossRef]
- Huang, S.; Zhu, Y.; Guo, W.; Qiao, H.; Diao, X. Effects of Laser Shock Processing on Fatigue Performance of Ti-17 Titanium Alloy. High Temp. Mater. Processes (Lond.) 2017, 36. [Google Scholar] [CrossRef]
- Zhang, Y.; Hu, C.; Cai, L.; Yang, J.; Zhang, X. Mechanism of improvement on fatigue life of metal by laser-excited shock waves. Appl. Phys. A 2001, 72, 113–116. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, H.; Qiao, H. Microstructure characteristics and formation mechanism of TC17 titanium alloy induced by laser shock processing. J. Alloys Compd. 2017, 722, 509–516. [Google Scholar] [CrossRef]
- Mukai, N.; Aoki, N.; Obata, M.; Ito, A.; Sano, Y.; Konagai, C. Laser processing for underwater maintenance in nuclear plants. In Proceedings of the 3rd JSME/ASME Joint International Conference on Nuclear Engineering, Kyoto, Japan, 23–27 April 1995. [Google Scholar]
- Masaki, K.; Ochi, Y.; Matsumura, T.; Sano, Y. Effects of laser peening treatment on high cycle fatigue properties of degassing-processed cast aluminum alloy. Mater. Sci. Eng. A 2007, 468, 171–175. [Google Scholar] [CrossRef]
- Sano, Y.; Akita, K.; Masaki, K.; Ochi, Y.; Altenberger, I.; Scholtes, B. Laser peening without coating as a surface enhancement technology. Pulse 2006, 100, 250mJ. [Google Scholar]
- Sano, Y.; Obata, M.; Kubo, T.; Mukai, N.; Yoda, M.; Masaki, K.; Ochi, Y. Retardation of crack initiation and growth in austenitic stainless steels by laser peening without protective coating. Mater. Sci. Eng. A 2006, 417, 334–340. [Google Scholar] [CrossRef]
- Karthik, D.; Swaroop, S. Laser peening without coating induced phase transformation and thermal relaxation of residual stresses in AISI 321 steel. Surf. Coat. Technol. 2016, 291, 161–171. [Google Scholar] [CrossRef]
- Kalainathan, S.; Sathyajith, S.; Swaroop, S. Effect of laser shot peening without coating on the surface properties and corrosion behavior of 316L steel. Opt. Lasers Eng. 2012, 50, 1740–1745. [Google Scholar] [CrossRef]
- Prabhakaran, S.; Kalainathan, S. Compound technology of manufacturing and multiple laser peening on microstructure and fatigue life of dual-phase spring steel. Mater. Sci. Eng. A 2006, 674, 634–645. [Google Scholar] [CrossRef]
- Prabhakaran, S.; Kalainathan, S. Warm laser shock peening without coating induced phase transformations and pinning effect on fatigue life of low-alloy steel. Mater. Des. 2016, 107, 98–107. [Google Scholar] [CrossRef]
- Prabhakaran, S.; Kulkarni, A.; Vasanth, G.; Kalainathan, S.; Shukla, P.; Vasudevan, V.K. Laser shock peening without coating induced residual stress distribution, wettability characteristics and enhanced pitting corrosion resistance of austenitic stainless steel. Appl. Surf. Sci. 2016, 428, 17–30. [Google Scholar] [CrossRef]
- Vázquez Jiménez, C.A.; Gómez Rosas, G.; Rubio González, C.; Granados Alejo, V.; Hereñú, S. Effect of laser shock processing on fatigue life of 2205 duplex stainless steel notched specimens. Opt. Laser Technol. 2017, 97, 308–315. [Google Scholar] [CrossRef]
- Sano, Y.; Masaki, K.; Gushi, T.; Sano, T. Improvement in fatigue performance of friction stir welded A6061-T6 aluminum alloy by laser peening without coating. Mater. Des. 2012, 36, 809–814. [Google Scholar] [CrossRef]
- Correa, C.; Peral, D.; Porro, J.A.; Díaz, M.; Ruiz de Lara, L.; García-Beltrán, A.; Ocaña, J.L. Random-type scanning patterns in laser shock peening without absorbing coating in 2024-T351 Al alloy: A solution to reduce residual stress anisotropy. Opt. Laser Technol. 2015, 73, 179–187. [Google Scholar] [CrossRef]
- Trdan, U.; Grum, J. Evaluation of corrosion resistance of AA6082-T651 aluminium alloy after laser shock peening by means of cyclic polarisation and ElS methods. Corros. Sci 2012, 59, 324–333. [Google Scholar] [CrossRef]
- Trdan, U.; Grum, J. Investigation of Corrosion Behaviour of Aluminium Alloy Subjected to Laser Shock Peening without a Protective Coating. Adv. Mater. Sci. Eng. 2015, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Trdan, U.; Porro, J.A.; Ocaña, J.L.; Grum, J. Laser shock peening without absorbent coating (LSPwC) effect on 3D surface topography and mechanical properties of 6082-T651 Al alloy. Surf. Coat. Technol. 2012, 208, 109–116. [Google Scholar] [CrossRef] [Green Version]
- Umapathi, A.; Swaroop, S. Residual stress distribution in a laser peened Ti-2.5Cu alloy. Surf. Coat. Technol. 2016, 307, 38–46. [Google Scholar] [CrossRef]
- Umapathi, A.; Swaroop, S. Wavelength dependent deformation in a laser peened Ti-2.5Cu alloy. Mater. Sci. Eng. A 2017, 684, 344–352. [Google Scholar] [CrossRef]
- Umapathi, A.; Swaroop, S. Deformation of single and multiple laser peened TC6 titanium alloy. Opt. Laser Technol. 2018, 100, 309–316. [Google Scholar] [CrossRef]
- Maawad, E.; Sano, Y.; Wagner, L.; Brokmeier, H.G.; Genzel, C. Investigation of laser shock peening effects on residual stress state and fatigue performance of titanium alloys. Mater. Sci. Eng. A 2012, 536, 82–91. [Google Scholar] [CrossRef]
- Altenberger, I.; Nalla, R.K.; Sano, Y.; Wagner, L.; Ritchie, R.O. On the effect of deep-rolling and laser-peening on the stress-controlled low- and high-cycle fatigue behavior of Ti–6Al–4V at elevated temperatures up to 550 °C. Int. J. Fatigue 2012, 44, 292–302. [Google Scholar] [CrossRef]
- Rajan, S.S.; Manivasagam, G.; Ranganathan, M.; Swaroop, S. Influence of laser peening without coating on microstructure and fatigue limit of Ti-15V-3Al-3Cr-3Sn. Opt. Laser Technol. 2019, 111, 481–488. [Google Scholar] [CrossRef]
- Liao, Y.; Ye, C.; Cheng, G.J. [INVITED] A review: Warm laser shock peening and related laser processing technique. Opt. Laser Technol. 2016, 78, 15–24. [Google Scholar] [CrossRef]
- Kalainathan, S.; Prabhakaran, S. Recent development and future perspectives of low energy laser shock peening. Opt. Laser Technol. 2016, 81, 137–144. [Google Scholar] [CrossRef]
- Lu, J.; Luo, K.; Zhang, Y.; Cui, C.; Sun, G.; Zhou, J.; Zhang, L.; You, J.; Chen, K.; Zhong, J. Grain refinement of LY2 aluminum alloy induced by ultra-high plastic strain during multiple laser shock processing impacts. Acta Mater. 2010, 58, 3984–3994. [Google Scholar] [CrossRef]
- Lu, J.; Luo, K.; Zhang, Y.; Sun, G.; Gu, Y.; Zhou, J.; Ren, X.; Zhang, X.; Zhang, L.; Chen, K. Grain refinement mechanism of multiple laser shock processing impacts on ANSI 304 stainless steel. Acta Mater. 2010, 58, 5354–5362. [Google Scholar] [CrossRef]
- Lu, J.; Wu, L.; Sun, G.; Luo, K.; Zhang, Y.; Cai, J.; Cui, C.; Luo, X. Microstructural response and grain refinement mechanism of commercially pure titanium subjected to multiple laser shock peening impacts. Acta Mater. 2017, 127, 252–266. [Google Scholar] [CrossRef]
- Li, J.; Zhou, J.; Feng, A.; Huang, S.; Meng, X.; Sun, Y.; Tian, X.; Huang, Y. Investigation on mechanical properties and microstructural evolution of TC6 titanium alloy subjected to laser peening at cryogenic temperature. Mater. Sci. Eng. A 2018, 734, 291–298. [Google Scholar] [CrossRef]
- Sathyajith, S.; Kalainathan, S.; Swaroop, S. Laser peening without coating on aluminum alloy Al-6061-T6 using low energy Nd:YAG laser. Opt. Laser Technol. 2013, 45, 389–394. [Google Scholar] [CrossRef]
- Maxwell, D.C.; Nicholas, T. A rapid method for generation of a Haigh diagram for high cycle fatigue. In Fatigue and Fracture Mechanics: 29th Volume; ASTM International: West Conshohocken, PA, USA, 1999. [Google Scholar]
- Gu, D.; Hagedorn, Y.C.; Meiners, W.; Meng, G.; Batista, R.J.; Wissenbach, S.K.; Poprawe, R. Densification behavior, microstructure evolution, and wear performance of selective laser melting processed commercially pure titanium. Acta Mater. 2012, 60, 3849–3860. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D. Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: A model for predicting their yield strength. Scr. Mater. 2006, 54, 1321–1326. [Google Scholar] [CrossRef]
- Hongchao, Q. Experimental investigation of laser peening on Ti17 titanium alloy for rotor blade applications. Appl. Surf. Sci. 2015, 351, 524–530. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density (g/cm3) | Ultimate Tensile Strength (MPa) | Yield Strength 0.2% (MPa) | Elongation (%) | Hardness HRC |
|---|---|---|---|---|---|
| Ti-17 | 4.65 | 1120 | 1030 | 15 | 40 |
| Specimen Number | Wavelength (nm) | Spot Diameter (μm) | Pulse Duration (ns) | Repetition Rate (Hz) | Overlappingrate (%) | Pulse Energy (mJ) | Laser Impacts |
|---|---|---|---|---|---|---|---|
| T-1 | 532 | 400 | 10 | 3 | 60% | 85 | 1 |
| T-2 | 110 | 1 | |||||
| T-3 | 160 | 1 | |||||
| T-4 | 85 | 3 | |||||
| T-5 | 85 | 5 | |||||
| T-6 | As-cast (AC) | ||||||
| Item | Description |
|---|---|
| Radiation | Cu-kα (λ = 1.540562 nm) |
| Voltage and current | 30.0 KV and 10.0 mA |
| X-ray beam size | 2 mm |
| 2θ range | 137–145° |
| electro-polishing solution | 10 vol% perchloric acid and 90 vol% methanol |
| Specimen | (100) | (002) | (110) | (101) |
|---|---|---|---|---|
| T-1 | 0.28° | 0.26° | 0.46° | 0.36° |
| T-2 | 0.28° | 0.26° | 0.48° | 0.34° |
| T-3 | 0.36° | 0.34° | 0.48° | 0.38° |
| T-4 | 0.36° | 0.28° | 0.44° | 0.36° |
| T-5 | 0.38° | 0.34° | 0.58° | 0.48° |
| T-6 | 0.28° | 0.26° | 0.46° | 0.32° |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xue, D.; Jiao, Y.; He, W.; Shen, X.; Gao, Y.; Wang, L. Investigations into the Improvement of the Mechanical Properties of Ti-5Al-4Mo-4Cr-2Sn-2Zr Titanium Alloy by Using Low Energy Laser Peening without Coating. Materials 2020, 13, 1398. https://doi.org/10.3390/ma13061398
Xue D, Jiao Y, He W, Shen X, Gao Y, Wang L. Investigations into the Improvement of the Mechanical Properties of Ti-5Al-4Mo-4Cr-2Sn-2Zr Titanium Alloy by Using Low Energy Laser Peening without Coating. Materials. 2020; 13(6):1398. https://doi.org/10.3390/ma13061398
Chicago/Turabian StyleXue, Dingyuan, Yang Jiao, Weifeng He, Xiaojun Shen, Yangjun Gao, and Lili Wang. 2020. "Investigations into the Improvement of the Mechanical Properties of Ti-5Al-4Mo-4Cr-2Sn-2Zr Titanium Alloy by Using Low Energy Laser Peening without Coating" Materials 13, no. 6: 1398. https://doi.org/10.3390/ma13061398