Quantitative Representation of Mechanical Behavior of the Surface Hardening Layer in Shot-Peened Nickel-Based Superalloy


Abstract
:1. Introduction
2. Material and Specimens
2.1. Material
2.2. Specimens
2.3. Experiments
3. Results and Discussions
3.1. Correlation between Crystallographic Microstructure and Macroscopic Property
3.1.1. Microscopic Property of Pre-Deformed Material
3.1.2. Microstructure Characterization of Surface Layer after Shot Peening
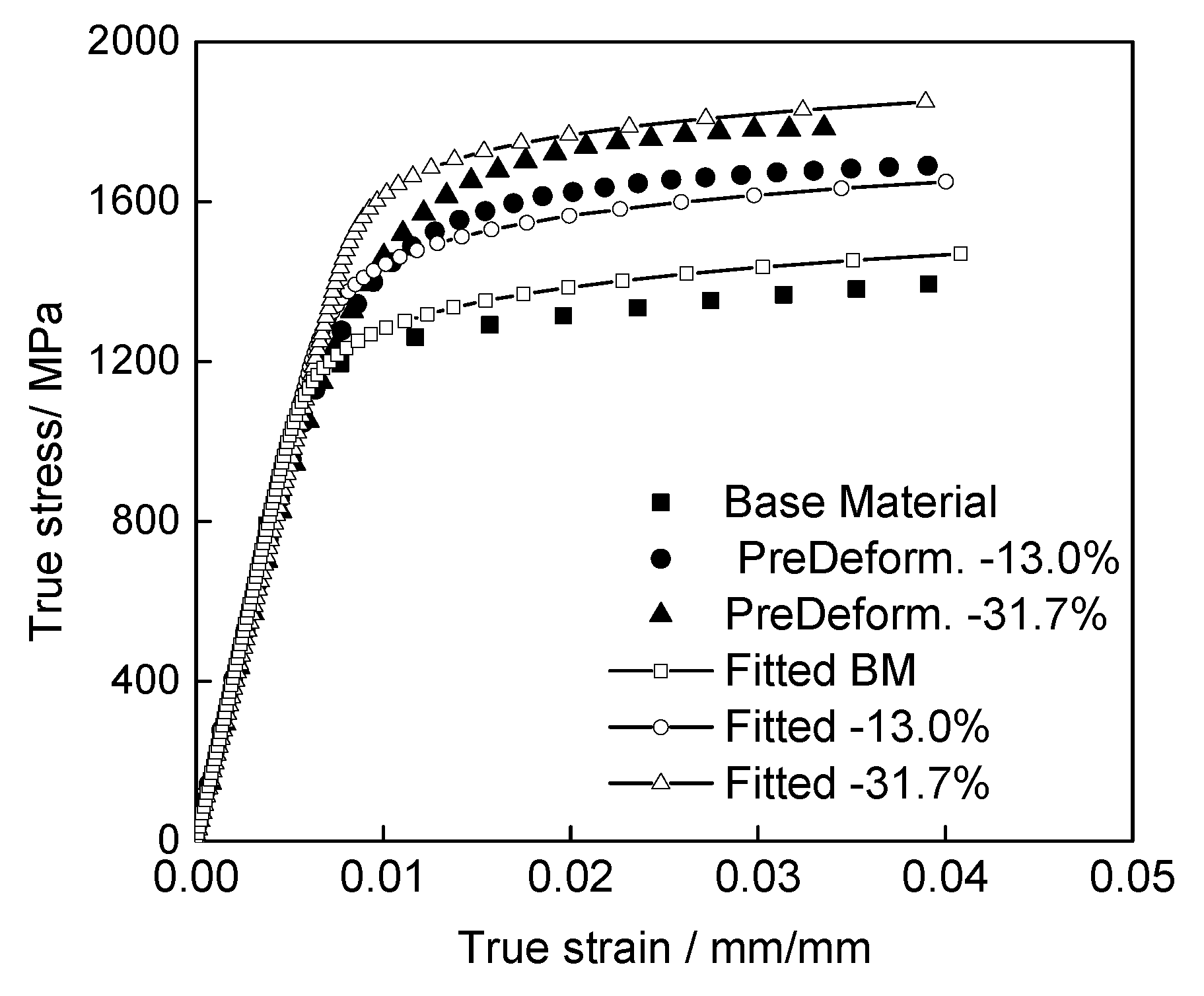
3.1.3. Stress–Strain Relationships of Materials with Severe Deformation
3.2. Identification of Constitutive Behavior of Peened Materials
3.2.1. Correlations between Micro Hardness with Microscopic Zone Mechanical Property
3.2.2. Mechanical Property of the Shot-Peened Subsurface Layer
3.2.3. FEM Simulation of the Instrumented Indentation Tests
4. Conclusions
- Both pre-deformation treatment and shot peening can lead to severe distortion in materials. Due to the increase of dislocation density, hardness and the strength coefficient can significantly increase with pre-deformation and shot peening intensity, while the fracture strain and the strain hardening exponent of the material can be decreased. A relationship between parameters of the Ramberg–Osgood model and hardness was established based on the test data of pre-deformation specimens. The relationship is adapted to severe distortion materials including shot-peened materials.
- There are severe plastic deformation and complicated hardness distribution in the surface hardening layer for the shot-peened material. In the paper, hardness was presented to characterize the mechanical properties of materials, including the plastic deformation and strain hardening effect. Based on the hardness distribution in the surface hardening layer for the shot-peened material identified through the instrumented indentation method, the plastic deformation distribution in the surface hardening layer was derived. Furthermore, the stress–strain curves at different depths of the surface hardening layer was obtained according to the relationship between parameters of the Ramberg–Osgood model and hardness.
- Based on the distribution of mechanical behavior, the finite-element model of the instrumented indentation test was established considered the residual stress and pre-strain hardening. The load-displacement curves corresponding to the instrumented indentation test results were obtained and agreed well with the experimental results. It indicates that the present work can offer a solution to evaluate the mechanical properties of surface hardening layer in the microscopic zone, providing the foundation for the analysis of fatigue failure of surface hardened materials.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chakravarty, S.; Andrews, R.G.; Painaik, P.C.; Koul, A.K. The effect of surface modification on fretting fatigue in Ti Alloy turbine components. J. Miner. Met. Mater. Soc. 1995, 47, 31–35. [Google Scholar] [CrossRef]
- Sahoo, B.; Satpathy, R.; Prasad, K.; Ahmed, S.; Kumar, V. Effect of Shot Peening on Low Cycle Fatigue Life of Compressor Disc of a Typical Fighter Class Aero-Engine. Procedia Eng. 2003, 55, 144–148. [Google Scholar] [CrossRef] [Green Version]
- Eriksson, R.; Moverare, J.; Chen, Z. A low cycle fatigue life model for a shot peened gas turbine disc alloy. Int. J. Fatigue 2019, 124, 34–41. [Google Scholar] [CrossRef]
- Altenberger, I. Deep Rolling—The Past, the Present and the Future. In Proceedings of the International Conference on Shot Peening, Noisy-le-Grand, France, 6–9 September 2005; pp. 144–156. [Google Scholar]
- Klotz, T.; Delbergue, D.; Bocher, P.; Lévesque, M.; Brochu, M. Surface characteristics and fatigue behavior of shot peened Inconel 718. Int. J. Fatigue 2018, 110, 10–21. [Google Scholar] [CrossRef]
- Benjamin, G.; Etienne, P.; Franck, M. Influence of surface integrity on the fatigue behaviour of a hot-forged and shot-peened C70 steel component. Mater. Sci. Eng. A 2017, 686, 121–133. [Google Scholar]
- Liu, J.X.; Pang, M. Fatigue life prediction of shot-peened steel. Int. J. Fatigue 2012, 43, 134–141. [Google Scholar] [CrossRef]
- Gujba, A.K.; Medraj, M. Laser peening process and its impact on materials properties in comparison with shot peening and ultrasonic impact peening. Materials 2014, 7, 7925–7974. [Google Scholar] [CrossRef] [Green Version]
- Ramos, R.; Ferreira, N.; Ferreira, J.A.M.; Capela, C.; Batista, A.C. Improvement in fatigue life of Al 7475-T7351 alloy specimens by applying ultrasonic and microshot peening. Int. J. Fatigue 2016, 92, 87–95. [Google Scholar] [CrossRef]
- Nie, X.; He, W.; Zhou, L.; Li, Q.; Wang, X. Experiment investigation of laser shock peening on TC6 titanium alloy to improve high cycle fatigue performance. Mater. Sci. Eng. A 2014, 594, 161–167. [Google Scholar] [CrossRef]
- Liu, X.; Liu, J.; Zuo, Z.; Zhang, H. Effects of Shot Peening on Fretting Fatigue Crack Initiation Behavior. Materials 2019, 12, 743. [Google Scholar] [CrossRef] [Green Version]
- Klotz, T.; Miao, H.Y.; Bianchetti, C.; Lévesque, M.; Brochu, M. Analytical fatigue life prediction of shot peened Inconel 718. Int. J. Fatigue 2018, 113, 204–221. [Google Scholar] [CrossRef]
- Torres, M.A.S.; Voorwald, H.J.C. An evaluation of shot peening, residual stress and stress relaxation on the fatigue life of AISI 4340 steel. Int. J. Fatigue 2002, 24, 877–886. [Google Scholar] [CrossRef]
- Kim, J.C.; Cheong, S.K.; Noguchi, H. Residual stress relaxation and low- and high-cycle fatigue behavior of shot-peened medium-carbon steel. Int. J. Fatigue 2013, 56, 114–122. [Google Scholar] [CrossRef]
- Altenberger, I.; Nalla, R.K.; Sano, Y.; Wagner, L.; Ritchie, R.O. On the effect of deep-rolling and laser-peening on the stress-controlled low- and high-cycle fatigue behavior of Ti–6Al–4V at elevated temperatures up to 550 °C. Int. J. Fatigue 2012, 44, 292–302. [Google Scholar] [CrossRef]
- Majzoobi, G.H.; Azadikhah, K.; Nemati, J. The effects of deep rolling and shot peening on fretting fatigue resistance of Aluminum-7075-T6. Mater. Sci. Eng. A 2009, 516, 235–247. [Google Scholar] [CrossRef]
- Ghamarian, I.; Samimi, P.; Telang, A.; Vasudevan, V.K.; Collins, P.C. Characterization of the near-surface nanocrystalline microstructure of ultrasonically treated Ti-6Al-4V using ASTAR™/precession electron diffraction technique. Mater. Sci. Eng. A 2017, 688, 524–531. [Google Scholar] [CrossRef] [Green Version]
- Chaise, T.; Li, J.; Nélias, D.; Kubler, R.; Taheri, S.; Douchet, G.; Robin, V.; Gilles, P. Modelling of multiple impacts for the prediction of distortions and residual stresses induced by ultrasonic shot peening (USP). J. Mater. Process. Technol. 2012, 212, 2080–2090. [Google Scholar] [CrossRef] [Green Version]
- Ao, N.; Liu, D.; Xu, X.; Zhang, X.; Liu, D. Gradient nanostructure evolution and phase transformation of α phase in Ti-6Al-4V alloy induced by ultrasonic surface rolling process. Mater. Sci. Eng. A 2019, 742, 820–834. [Google Scholar] [CrossRef]
- Zeng, W.; Yuan, H. Mechanical Behavior and Fatigue Performance of Austenitic Stainless Steel under Consideration of Martensitic Phase Transformation. Mater. Sci. Eng. A 2017, 679, 249–257. [Google Scholar] [CrossRef]
- Kumar, D.; Sridhar, I.; Wei, W.; Narasimalu, S. Effect of Surface Mechanical Treatments on the Microstructure-Property-Performance of Engineering Alloys. Materials 2019, 12, 2503. [Google Scholar] [CrossRef] [Green Version]
- Zhang, K.; Wang, Z.B. Strain-induced formation of a gradient nanostructured surface layer on an ultrahigh strength bearing steel. J. Mater. Sci. Technol. 2018, 34, 1676–1684. [Google Scholar] [CrossRef]
- Zhao, M.H.; Han, X.C.; Wang, G. Determination of the mechanical properties of surface-modified layer of 18CrNiMo7-6 steel alloys after carburizing heat treatment. Int. J. Mech. Sci. 2018, 148, 84–93. [Google Scholar] [CrossRef]
- Tewary, N.K.; Syed, B.; Ghosh, S.K.; Kundu, S.; Shariff, S.M.; Padmanabham, G. Microstructural evolution and mechanical behaviour of surface hardened low carbon hot rolled steel. Mater. Sci. Eng. A 2014, 606, 58–67. [Google Scholar] [CrossRef]
- Nagarajan, B.; Kumar, D.; Fan, Z.; Castagne, S. Effect of deep cold rolling on mechanical properties and microstructure of nickel-based superalloys. Mater. Sci. Eng. A 2018, 728, 196–207. [Google Scholar] [CrossRef]
- Chamanfar, A.; Monajati, H.; Rosenbaum, A.; Jahazi, M.; Bonakdar, A.; Morin, E.; Chamanfar, A.; Monajati, H.; Rosenbaum, A.; Jahazi, M. Microstructure and mechanical properties of surface and subsurface layers in broached and shot-peened Inconel-718 gas turbine disc fir-trees. Mater. Charact. 2017, 132, 53–68. [Google Scholar] [CrossRef]
- Kumar, S.; Rao, G.S.; Chattopadhyay, K.; Mahobia, G.S.; Srinivas, N.C.S.; Singh, V. Effect of surface nanostructure on tensile behavior of superalloy IN718. Mater. Des. 2014, 62, 76–82. [Google Scholar] [CrossRef]
- ASTM-International. Standard Specification for Precipitation-Hardening Nickel Alloy Bars, Forgings, and Forging Stock for High-Temperature Service; ASTM B637; ASTM-International: West Conshohocken, PA, USA, 2006. [Google Scholar]
- Fischer-Cripps, A. Contact Mechanics. In Nanoindentation; Springer: Cham, Switzerland, 2011; p. 184. [Google Scholar]
- Wang, H.D.; Zhu, l.N.; Xu, B.S. Nanoindentation Technology for Measuring Residual Stress; Science Press: Beijing, China, 2016; p. 41. [Google Scholar]
- Song, Y.G.; Gao, Y.K.; Feng, L.U.; Zhao, Z.Y. Investigation of microstructure of GH4169 alloy surface layer after shot peening. Heat Treat. Met. 2010, 35, 94–97. [Google Scholar]
- Cruzado, A.; Gan, B.; Jiménez, M.; Barba, D.; Ostolaza, K.; Linaza, A.; Molina-Aldareguia, J.; Llorca, J.; Segurado, J. Multiscale modeling of the mechanical behavior of IN718 superalloy based on micropillar compression and computational homogenization. Acta Mater. 2015, 98, 242–253. [Google Scholar] [CrossRef]
- Huang, Y.; Langdon, T.G. Cavitation and failure in a fine-grained Inconel 718 alloy having potential superplastic properties. Mater. Sci. Eng. A 2005, 410, 130–133. [Google Scholar] [CrossRef]
- Ramberg, W.; Osgood, W.R. Description of Stress-Strain Curves by Three Parameters; Technical Note No. 902, National Advisory Committee For Aeronautics; NASA: Washington, DC, USA, 1943; p. 4.
- Basan, R.; Franulović, M.; Prebil, I.; Kunc, R. Study on Ramberg-Osgood and Chaboche models for 42CrMo4 steel and some approximations. J. Constr. Steel Res. 2017, 136, 65–74. [Google Scholar] [CrossRef]
- Calaf Chica, J.; Bravo Díez, P.M.; Preciado Calzada, M. A new prediction method for the ultimate tensile strength of steel alloys with small punch test. Materials 2018, 11, 1491. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, J.; Pang, K. Elastoplastic Behavior of Case-Carburized 18Cr2Ni4WA Steel by Indenter Testing. J. Aerosp. Eng. 2019, 32, 04019045.1–04019045.9. [Google Scholar] [CrossRef]
- Lebedev, A.; Shvets, V. Assessment of damage in structural steels by the parameters of scatter of hardness characteristics in loaded and unloaded states. Strength Mater. 2008, 40, 302–307. [Google Scholar] [CrossRef]
- Huang, S. Determination of Mechanical Properties of Metals by Nano-Indentation and FEM; Beijing Institute of Technology: Beijing, China, 2013; pp. 36–44. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Ni | Fe | Mo | Nb | Ti | Al | C | Si | Co | Cu |
|---|---|---|---|---|---|---|---|---|---|---|
| 18.51 | 53.31 | 17.95 | 3.05 | 5.30 | 0.98 | 0.54 | 0.03 | 0.05 | 0.11 | 0.04 |
| Specimens | Elastic Modulus | Yield Stress | Ultimate Stress | Fracture Strain |
|---|---|---|---|---|
| (GPa) | (MPa) | (MPa) | (%) | |
| Base Material | 206.9 | 1197.0 | 1440.0 | 31.63 |
| −11.7% | 197.1 | 1343.0 | 1625.1 | 11.46 |
| −30.9% | 188.6 | 1401.8 | 1728.5 | 5.08 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zeng, W.; Yang, J. Quantitative Representation of Mechanical Behavior of the Surface Hardening Layer in Shot-Peened Nickel-Based Superalloy. Materials 2020, 13, 1437. https://doi.org/10.3390/ma13061437
Zeng W, Yang J. Quantitative Representation of Mechanical Behavior of the Surface Hardening Layer in Shot-Peened Nickel-Based Superalloy. Materials. 2020; 13(6):1437. https://doi.org/10.3390/ma13061437
Chicago/Turabian StyleZeng, Wu, and Junjie Yang. 2020. "Quantitative Representation of Mechanical Behavior of the Surface Hardening Layer in Shot-Peened Nickel-Based Superalloy" Materials 13, no. 6: 1437. https://doi.org/10.3390/ma13061437