Enhancing the Surface Quality of Micro Titanium Alloy Specimen in WEDM Process by Adopting TGRA-Based Optimization

 ,
,  , , and
, , and
Abstract
:1. Introduction
- To compute the optimal process factors for obtaining better surface quality measures of titanium alloy specimens using the TGRA method.
- To evaluate the influence of input factors on surface measures.
- To investigate the surface quality at optimal levels in the process.
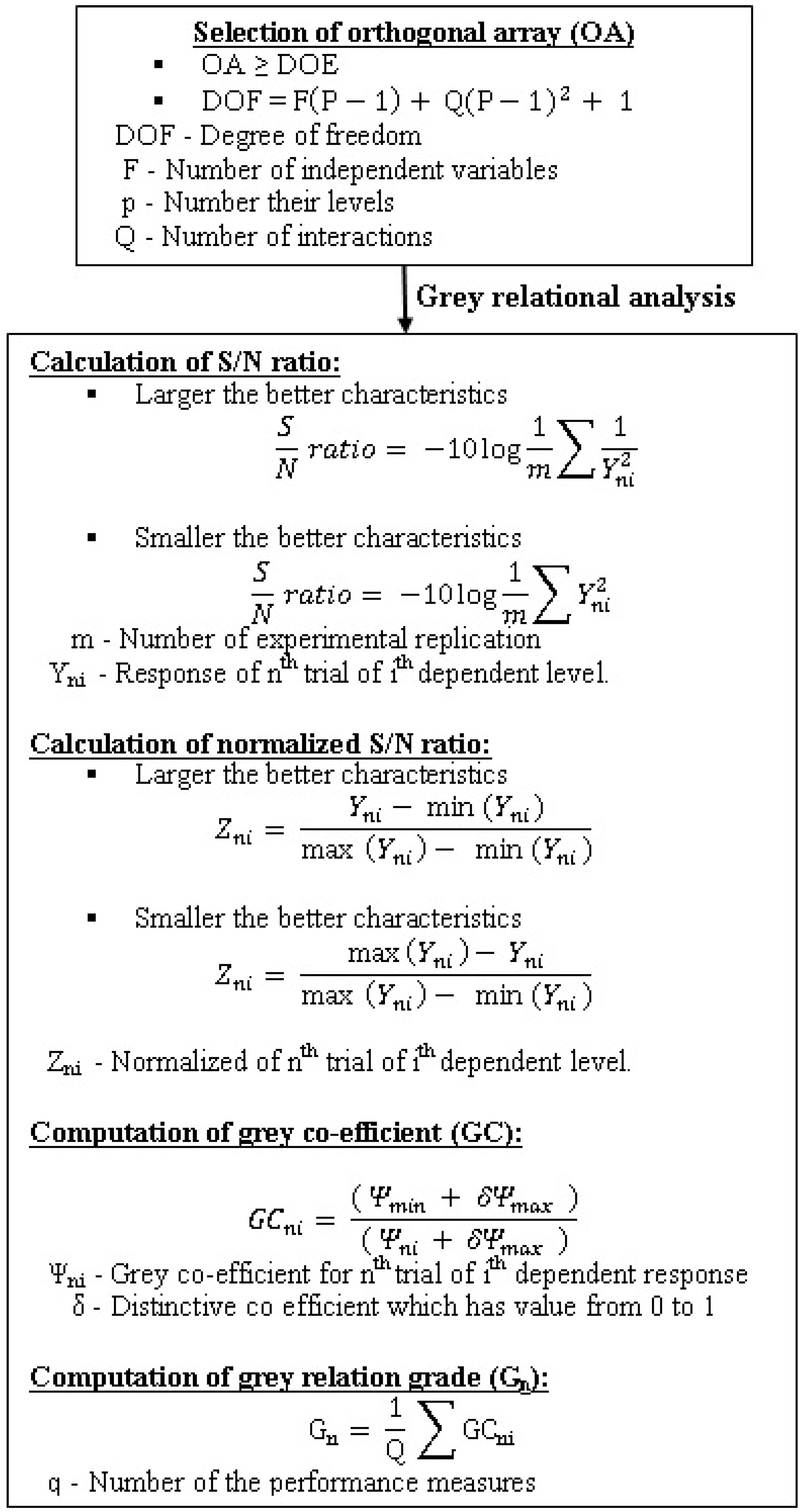
2. Materials and Methods
3. Results and Discussion
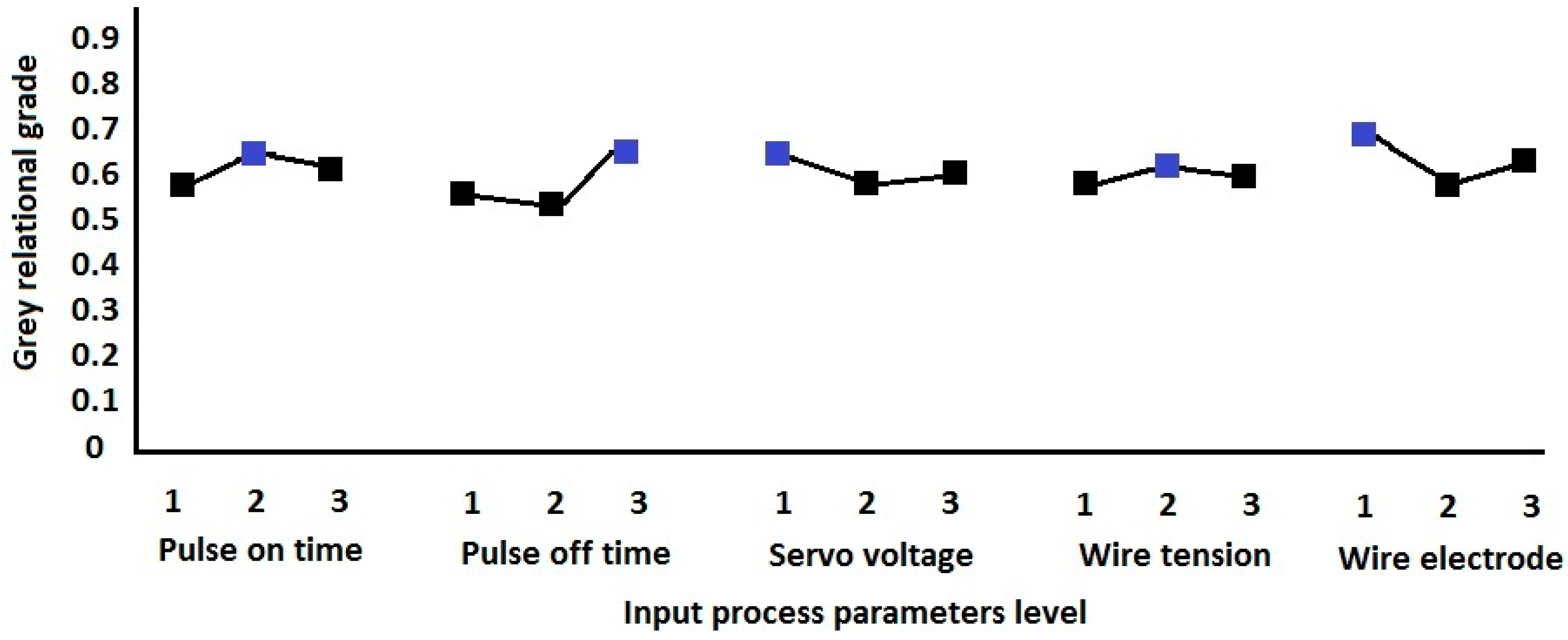
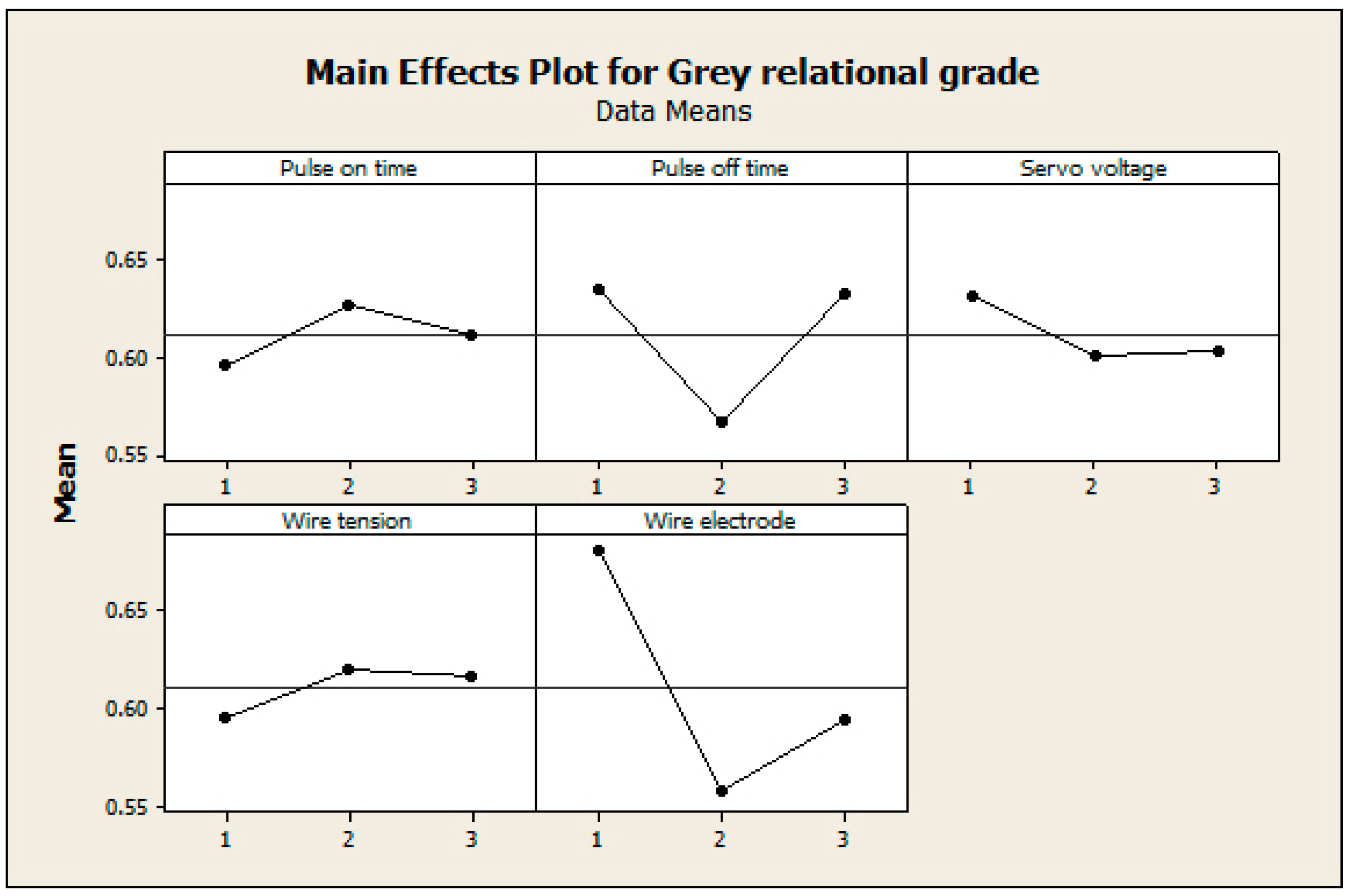
3.1. Computation of Optimal Process Parameters
3.2. Confirmation Experiment
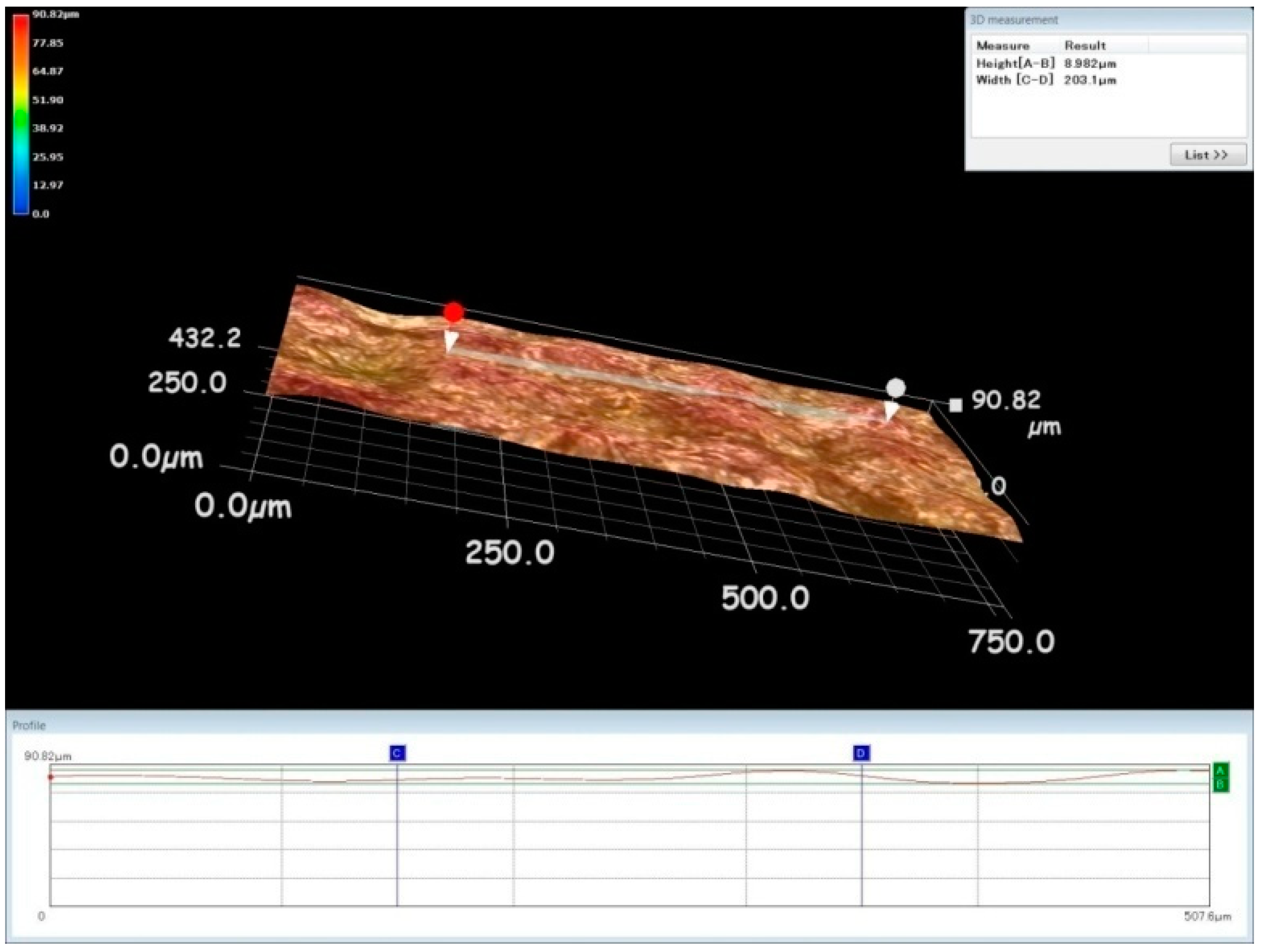
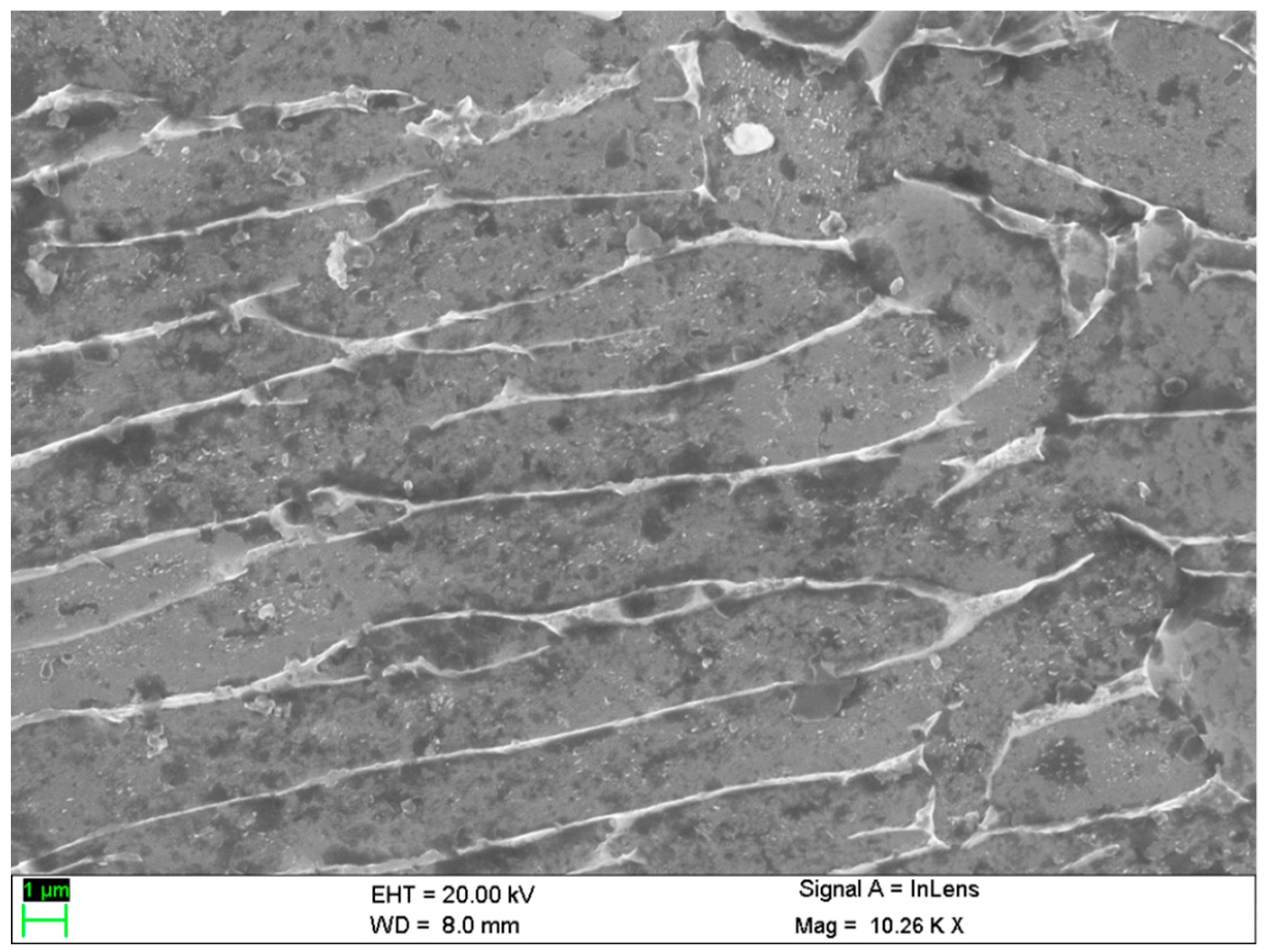
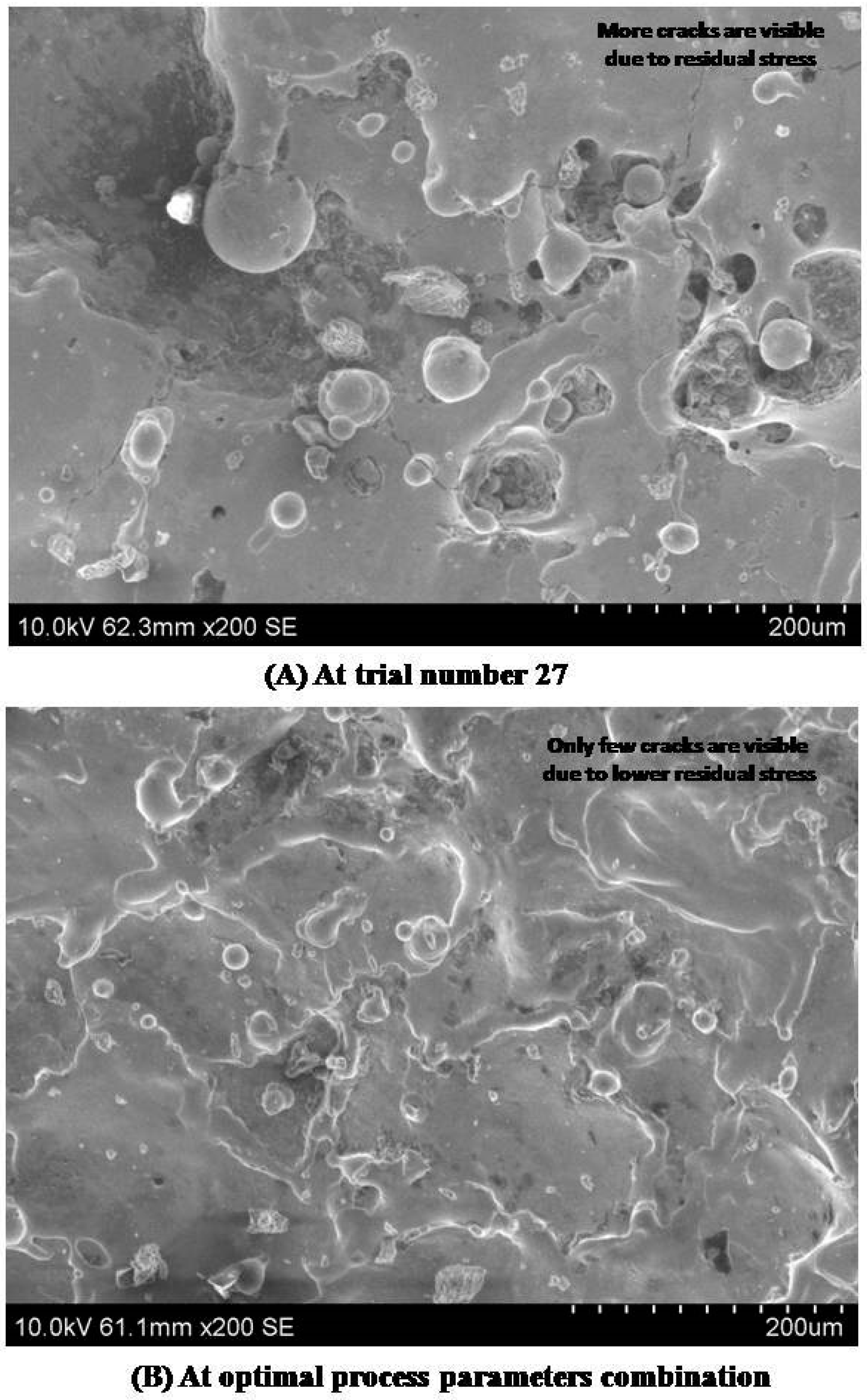
4. Surface Analysis under Optimal Process Parameters Combination
5. Conclusions
- In achieving better quality measures, the optimal electrical factors amongst the existing factor combinations were found to be gap voltage (70 V), discharge current (15 A) and duty factor (0.6).
- The maximum high-low grade value shows that the wire electrode affects the surface measures due to its significance in determining spark energy in WEDM.
- Using a TGRA based MCDM approach, the surface quality analysis has also shown that the optimal input factors combination significantly contributes to improving the quality of the machined surface.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Guehennec, L.L.; Soueidan, A.; Layrolle, P.; Amouriq, Y. Surface treatments of titanium dental implants for rapid osseointegration. Dent. Mater. 2007, 23, 844–854. [Google Scholar] [CrossRef] [PubMed]
- Arrazola, P.J.; Garay, A.; Iriarte, L.M.; Armendia, M.; Marya, S.; Maitre, F.L. Machinability of titanium alloys (Ti6Al4V and Ti555.3). J. Mater. Process. Technol. 2009, 209, 2223–2230. [Google Scholar] [CrossRef] [Green Version]
- Dandekar, C.R.; Shin, Y.C.; Barnes, J. Machinability improvement of titanium alloy (Ti–6Al–4V) via LAM and hybrid machining. Int. J. Mach. Tool. Manuf. 2010, 50, 174–182. [Google Scholar] [CrossRef]
- Rashid, R.A.R.; Sun, S.; Wang, G.; Dargusch, M.S. The effect of laser power on the machinability of the Ti-6Cr-5Mo-5V-4Al beta titanium alloy during laser assisted machining. Int. J. Mach. Tool. Manuf. 2012, 63, 41–43. [Google Scholar] [CrossRef]
- Seo, Y.W.; Ramulu, M.; Kim, D. Machinability of titanium alloy (Ti-6Al-4V) by abrasive waterjets. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2003, 217, 1709–1721. [Google Scholar] [CrossRef]
- Geethapriyan, T.; Kalaichelvan, K.; Muthuramalingam, T.; Rajadurai, A. Performance analysis of process parameters on machining α-β titanium alloy in electrochemical micromachining process. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2018, 232, 1577–1589. [Google Scholar] [CrossRef]
- Ohkubo, C.; Watanabe, I.; Ford, J.P.; Nakajima, H.; Hosoi, T.; Okabe, T. The machinability of cast titanium and Ti–6Al–4V. Biomaterials 2000, 21, 421–428. [Google Scholar] [CrossRef]
- Muthuramalingam, T. Measuring the influence of discharge energy on white layer thickness in electrical discharge machining process. Measurement 2019, 131, 694–700. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Mohan, B. Performance analysis of iso current pulse generator on machining characteristics in EDM process. Arch. Civil Mech. Eng. 2014, 14, 383–390. [Google Scholar] [CrossRef]
- Lin, Y.C.; Cheng, C.H.; Su, B.L.; Hwang, L.R. Machining Characteristics and Optimization of Machining Parameters of SKH 57 High-Speed Steel Using Electrical-Discharge Machining Based on Taguchi Method. Mater. Manuf. Process. 2006, 21, 922–929. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wang, A.C.; Wang, D.A.; Chen, C.C. Machining Performance and Optimizing Machining Parameters of Al2O3–TiC Ceramics Using EDM Based on the Taguchi Method. Mater. Manuf. Process. 2006, 24, 667–674. [Google Scholar] [CrossRef]
- Nanthakumar, P.; Rajadurai, A.; Muthuramalingam, T. Multi Response Optimization on Mechanical Properties of Silica Fly Ash Filled Polyester Composites Using Taguchi-Grey Relational Analysis. Silicon 2018, 10, 1723–1729. [Google Scholar] [CrossRef]
- Jailani, H.S.; Rajadurai, A.; Mohan, B.; Kumar, A.S.; Kumar, T.S. Multi-response optimization of sintering parameters if Al-Si alloy/fly ash composite using Taguchi method and grey relational analysis. Int. J. Adv. Manuf. Technol. 2009, 45, 362–369. [Google Scholar] [CrossRef]
- Pillai, J.U.; Sanghrajka, I.; Shunmugavel, M.; Muthuramalingam, T.; Goldberg, M.; Littlefair, G. Optimisation of multiple response characteristics on end milling of aluminium alloy using Taguchi-Grey relational approach. Measurement 2018, 124, 291–298. [Google Scholar] [CrossRef]
- Manoj, M.; Jinu, G.R.; Muthuramalingam, T. Multi Response Optimization of AWJM Process Parameters on Machining TiB2 Particles Reinforced Al7075 Composite Using Taguchi-DEAR Methodology. Silicon 2018, 10, 2287–2293. [Google Scholar] [CrossRef]
- Nguyen, P.H.; Long, B.T.; Dung, L.Q.; Toan, N.T.; Muthuramalingam, T. Multi-Criteria Decision Making Using Preferential Selection Index in Titanium based Die-Sinking PMEDM. J. Korean Soc. Precis. Eng. 2015, 19, 577–592. [Google Scholar] [CrossRef]
- Ramamurthy, A.; Sivaramakrishnan, R.; Muthuramalingam, T. Taguchi-Grey computation methodology for optimum multiple performance measures on machining titanium alloy in WEDM process. Indian J. Eng. Mater. Sci. 2015, 22, 181–186. [Google Scholar]
- Wang, Z.; Zhang, T.; Yu, T.; Zhao, J. Assessment and optimization of grinding process on AISI 1045 steel in terms of green manufacturing using orthogonal experimental design and grey relational analysis. J. Clean. Prod. 2020, 253, 119896. [Google Scholar] [CrossRef]
- Garg, A.; Lam, J.S.L. Modeling multiple-response environmental and manufacturing characteristics of EDM process. J. Clean. Prod. 2016, 137, 1588–1601. [Google Scholar] [CrossRef]
- Wu, Y.; Zhou, F.; Kong, J. Innovative design approach for product design based on TRIZ, AD, fuzzy and Grey relational analysis. Comput. Ind. Eng. 2020, 140, 106276. [Google Scholar] [CrossRef]
- Ramakrishnan, R.; Karunamoorthy, L. Multi response optimization of wire EDM operations using robust design of experiments. Int. J. Adv. Manuf. Technol. 2006, 29, 105–112. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Mohan, B.; Rajadurai, A.; Prakash, M.D.A.A. Experimental Investigation of Iso Energy Pulse Generator on Performance Measures in EDM. Mater. Manuf. Process. 2013, 28, 1137–1142. [Google Scholar] [CrossRef]
- Muthuramalingam, T. Effect of diluted dielectric medium on spark energy in green EDM process using TGRA approach. J. Clean. Prod. 2019, 238, 117894. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Control Factor | Level I | Level II | Level III | Unit |
|---|---|---|---|---|
| Ton | 110 | 120 | 130 | µs |
| Toff | 30 | 40 | 50 | µs |
| SV | 40 | 60 | 80 | V |
| Wb | 5 | 7 | 9 | Kg |
| WE | Brass Wire Electrode (BWE) | Zinc coated Brass Wire Electrode (ZWE) | Diffused Brass Wire Electrode (DWE) | - |
| Wire diameter | 0.25 | mm | ||
| Wire feed rate | 4 | m/min | ||
| Dielectric medium | Deionized water | - | ||
| Dielectric flow rate | 1.2 | bar | ||
| Peak current | 16 | A | ||
| Trial | Ton | Toff | SV | WT | WE | WWR | MH | AWLT |
|---|---|---|---|---|---|---|---|---|
| 1 | 110 | 30 | 40 | 5 | BWE | 0.1666 | 516.76 | 5.1 |
| 2 | 110 | 30 | 40 | 5 | ZWE | 0.0909 | 465.2 | 2.11 |
| 3 | 110 | 30 | 40 | 5 | DWE | 0.0686 | 494.86 | 2.11 |
| 4 | 110 | 40 | 60 | 7 | BWE | 0.1248 | 518.3 | 2.72 |
| 5 | 110 | 40 | 60 | 7 | ZWE | 0.0454 | 500.33 | 1.85 |
| 6 | 110 | 40 | 60 | 7 | DWE | 0.1111 | 393.9 | 1.75 |
| 7 | 110 | 50 | 80 | 9 | BWE | 0.1682 | 514.2 | 5.33 |
| 8 | 110 | 50 | 80 | 9 | ZWE | 0.0919 | 445.4 | 3.43 |
| 9 | 110 | 50 | 80 | 9 | DWE | 0.0258 | 425.86 | 2.401 |
| 10 | 120 | 30 | 60 | 9 | BWE | 0.1686 | 429.9 | 3.17 |
| 11 | 120 | 30 | 60 | 9 | ZWE | 0.0908 | 466.1 | 0.55 |
| 12 | 120 | 30 | 60 | 9 | DWE | 0.0682 | 663.16 | 4.28 |
| 13 | 120 | 40 | 80 | 5 | BWE | 0.125 | 425.76 | 2.34 |
| 14 | 120 | 40 | 80 | 5 | ZWE | 0.0929 | 487.1 | 2.72 |
| 15 | 120 | 40 | 80 | 5 | DWE | 0.0222 | 421.73 | 4.59 |
| 16 | 120 | 50 | 40 | 7 | BWE | 0.125 | 460.26 | 5.67 |
| 17 | 120 | 50 | 40 | 7 | ZWE | 0.045 | 557.73 | 1.88 |
| 18 | 120 | 50 | 40 | 7 | DWE | 0.1121 | 543 | 5.84 |
| 19 | 130 | 30 | 80 | 7 | BWE | 0.125 | 401.96 | 3.73 |
| 20 | 130 | 30 | 80 | 7 | ZWE | 0.1165 | 563.26 | 2.55 |
| 21 | 130 | 30 | 80 | 7 | DWE | 0.1107 | 401.3 | 4.31 |
| 22 | 130 | 40 | 40 | 9 | BWE | 0.125 | 512.13 | 3.36 |
| 23 | 130 | 40 | 40 | 9 | ZWE | 0.0454 | 496.13 | 3.08 |
| 24 | 130 | 40 | 40 | 9 | DWE | 0.0666 | 508.96 | 3.54 |
| 25 | 130 | 50 | 60 | 5 | BWE | 0.125 | 366.46 | 2.77 |
| 26 | 130 | 50 | 60 | 5 | ZWE | 0.1365 | 534.8 | 2.37 |
| 27 | 130 | 50 | 60 | 5 | DWE | 0.1131 | 478.73 | 2.35 |
| Mean | 0.10025556 | 481.233 | 3.18152 | |||||
| Standard deviation | 0.04096588 | 64.0385 | 1.3149 | |||||
| Standard error | 0.00788412 | 12.3246 | 0.25306 | |||||
| Trial No. | WWR | MH | AWLT | |||
|---|---|---|---|---|---|---|
| S/N Ratio | N S/N Ratio | S/N Ratio | N S/N Ratio | S/N Ratio | N S/N Ratio | |
| 1. | 1.55665 | 0.994114 | 5.426578 | 0.579453 | −1.41514 | 0.942649 |
| 2. | 2.082872 | 0.695296 | 5.335279 | 0.402238 | −0.64856 | 0.569094 |
| 3. | 2.327352 | 0.556466 | 5.388965 | 0.506444 | −0.64856 | 0.569094 |
| 4. | 1.807571 | 0.851627 | 5.429162 | 0.58447 | −0.86914 | 0.67658 |
| 5. | 2.685888 | 0.352869 | 5.398513 | 0.524978 | −0.53434 | 0.513433 |
| 6. | 1.908572 | 0.794273 | 5.190772 | 0.121741 | −0.48608 | 0.489912 |
| 7. | 1.548348 | 0.998829 | 5.422264 | 0.57108 | −1.45345 | 0.96132 |
| 8. | 2.073369 | 0.700692 | 5.2975 | 0.328907 | −1.07059 | 0.774748 |
| 9. | 3.176761 | 0.074124 | 5.258534 | 0.25327 | −0.76078 | 0.623779 |
| 10. | 1.546285 | 1 | 5.266735 | 0.269189 | −1.00212 | 0.741382 |
| 11. | 2.083828 | 0.694753 | 5.336958 | 0.405496 | 0.519275 | 0 |
| 12. | 2.332431 | 0.553582 | 5.643237 | 1 | −1.26289 | 0.868456 |
| 13. | 1.80618 | 0.852417 | 5.25833 | 0.252874 | −0.73843 | 0.612886 |
| 14. | 2.063969 | 0.70603 | 5.375236 | 0.479796 | −0.86914 | 0.67658 |
| 15. | 3.307294 | 0 | 5.250069 | 0.23684 | −1.32363 | 0.898054 |
| 16. | 1.80618 | 0.852417 | 5.326006 | 0.384238 | −1.50717 | 0.987494 |
| 17. | 2.693575 | 0.348504 | 5.492848 | 0.708087 | −0.54832 | 0.520242 |
| 18. | 1.900789 | 0.798693 | 5.4696 | 0.662961 | −1.53283 | 1 |
| 19. | 1.80618 | 0.852417 | 5.208366 | 0.155891 | −1.14342 | 0.810238 |
| 20. | 1.867348 | 0.817682 | 5.501418 | 0.724721 | −0.81308 | 0.649263 |
| 21. | 1.911705 | 0.792494 | 5.206938 | 0.153121 | −1.26895 | 0.871412 |
| 22. | 1.80618 | 0.852417 | 5.41876 | 0.564279 | −1.05268 | 0.76602 |
| 23. | 2.685888 | 0.352869 | 5.391191 | 0.510765 | −0.9771 | 0.729191 |
| 24. | 2.353052 | 0.541873 | 5.413367 | 0.55381 | −1.09801 | 0.788109 |
| 25. | 1.80618 | 0.852417 | 5.128053 | 0 | −0.88496 | 0.68429 |
| 26. | 1.729735 | 0.895827 | 5.456383 | 0.637306 | −0.7495 | 0.618278 |
| 27. | 1.893075 | 0.803073 | 5.360181 | 0.450574 | −0.74214 | 0.614691 |
| No. | GR Coefficient | GR Grade | ||
|---|---|---|---|---|
| WWR | MH | AWLT | ||
| 1. | 0.988365 | 0.543155 | 0.897101 | 0.809541 |
| 2. | 0.621346 | 0.455472 | 0.537111 | 0.537976 |
| 3. | 0.529923 | 0.503243 | 0.537111 | 0.523426 |
| 4. | 0.771161 | 0.546132 | 0.607223 | 0.641505 |
| 5. | 0.43587 | 0.512809 | 0.506808 | 0.485162 |
| 6. | 0.708489 | 0.362776 | 0.495006 | 0.522091 |
| 7. | 0.997662 | 0.538259 | 0.928195 | 0.821372 |
| 8. | 0.625541 | 0.426951 | 0.689415 | 0.580636 |
| 9. | 0.350662 | 0.401049 | 0.570632 | 0.440781 |
| 10. | 1 | 0.406236 | 0.659093 | 0.688443 |
| 11. | 0.620927 | 0.456828 | 0.333333 | 0.470363 |
| 12. | 0.528308 | 1 | 0.79171 | 0.773339 |
| 13. | 0.772102 | 0.400922 | 0.563626 | 0.578883 |
| 14. | 0.629747 | 0.490098 | 0.607223 | 0.575689 |
| 15. | 0.333333 | 0.395833 | 0.830639 | 0.519935 |
| 16. | 0.772102 | 0.448124 | 0.975598 | 0.731941 |
| 17. | 0.434218 | 0.631382 | 0.51033 | 0.52531 |
| 18. | 0.712954 | 0.597343 | 1 | 0.770099 |
| 19. | 0.772102 | 0.371994 | 0.724887 | 0.622994 |
| 20. | 0.732796 | 0.644929 | 0.587726 | 0.65515 |
| 21. | 0.706708 | 0.371229 | 0.795434 | 0.624457 |
| 22. | 0.772102 | 0.534347 | 0.681218 | 0.662556 |
| 23. | 0.43587 | 0.505441 | 0.648669 | 0.529993 |
| 24. | 0.521851 | 0.528435 | 0.702354 | 0.584214 |
| 25. | 0.772102 | 0.333333 | 0.612963 | 0.572799 |
| 26. | 0.827577 | 0.57958 | 0.567072 | 0.658076 |
| 27. | 0.717436 | 0.476451 | 0.564775 | 0.58622 |
| Factor Notation | Average GR Grade | High-Low | ||
|---|---|---|---|---|
| 1 | 2 | 3 | ||
| Ton | 0.5958 | 0.6260 | 0.6107 | 0.0302 |
| Toff | 0.5706 | 0.5667 | 0.6319 | 0.0652 |
| SV | 0.6306 | 0.5998 | 0.6022 | 0.0308 |
| WT | 0.5958 | 0.6199 | 0.6169 | 0.0240 |
| WE | 0.6811 | 0.5576 | 0.5938 | 0.1235 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thangaraj, M.; Annamalai, R.; Moiduddin, K.; Alkindi, M.; Ramalingam, S.; Alghamdi, O. Enhancing the Surface Quality of Micro Titanium Alloy Specimen in WEDM Process by Adopting TGRA-Based Optimization. Materials 2020, 13, 1440. https://doi.org/10.3390/ma13061440
Thangaraj M, Annamalai R, Moiduddin K, Alkindi M, Ramalingam S, Alghamdi O. Enhancing the Surface Quality of Micro Titanium Alloy Specimen in WEDM Process by Adopting TGRA-Based Optimization. Materials. 2020; 13(6):1440. https://doi.org/10.3390/ma13061440
Chicago/Turabian StyleThangaraj, Muthuramalingam, Ramamurthy Annamalai, Khaja Moiduddin, Mohammed Alkindi, Sundar Ramalingam, and Osama Alghamdi. 2020. "Enhancing the Surface Quality of Micro Titanium Alloy Specimen in WEDM Process by Adopting TGRA-Based Optimization" Materials 13, no. 6: 1440. https://doi.org/10.3390/ma13061440
APA StyleThangaraj, M., Annamalai, R., Moiduddin, K., Alkindi, M., Ramalingam, S., & Alghamdi, O. (2020). Enhancing the Surface Quality of Micro Titanium Alloy Specimen in WEDM Process by Adopting TGRA-Based Optimization. Materials, 13(6), 1440. https://doi.org/10.3390/ma13061440