Microstructure Characterization of Reversed Transformation in Cryogenically Rolled 22MnB5

Abstract
:1. Introduction
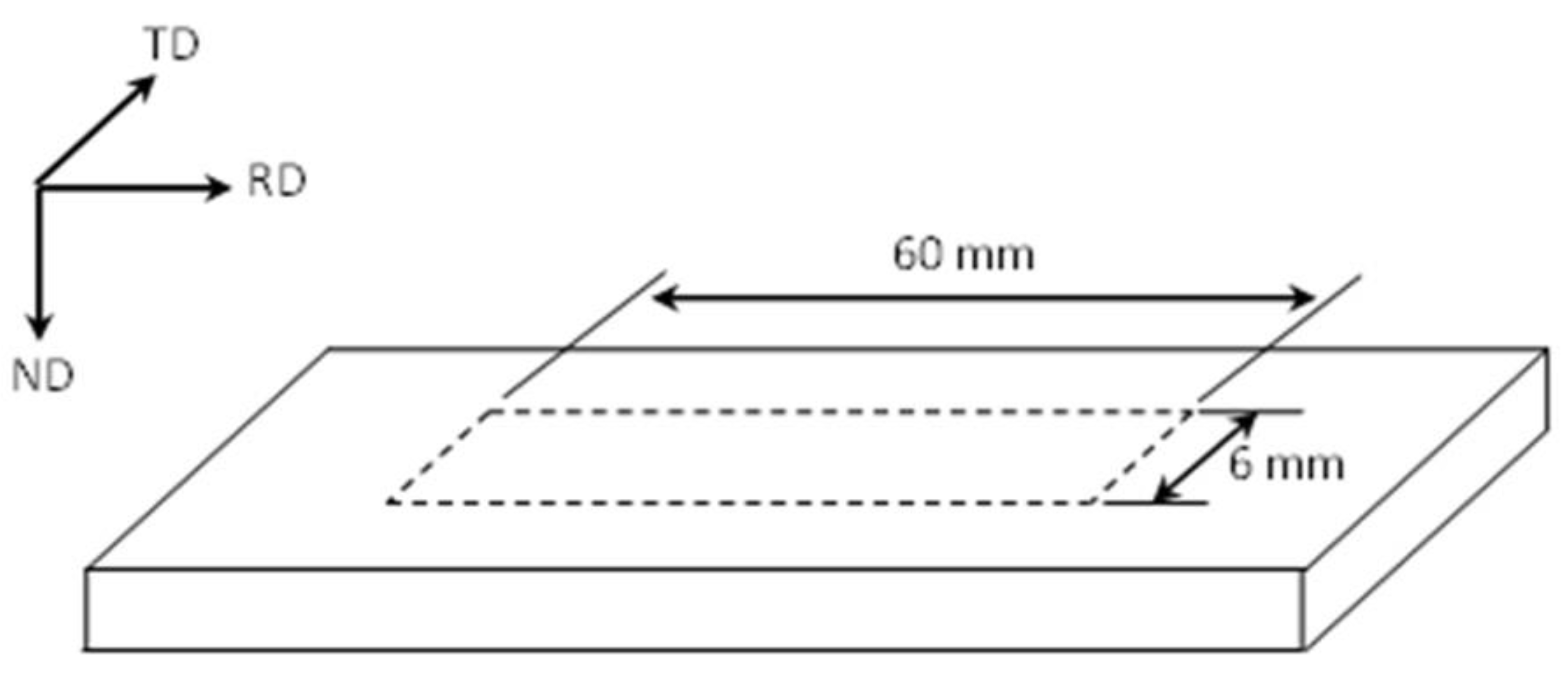
2. Materials and Methods
3. Results and Discussion
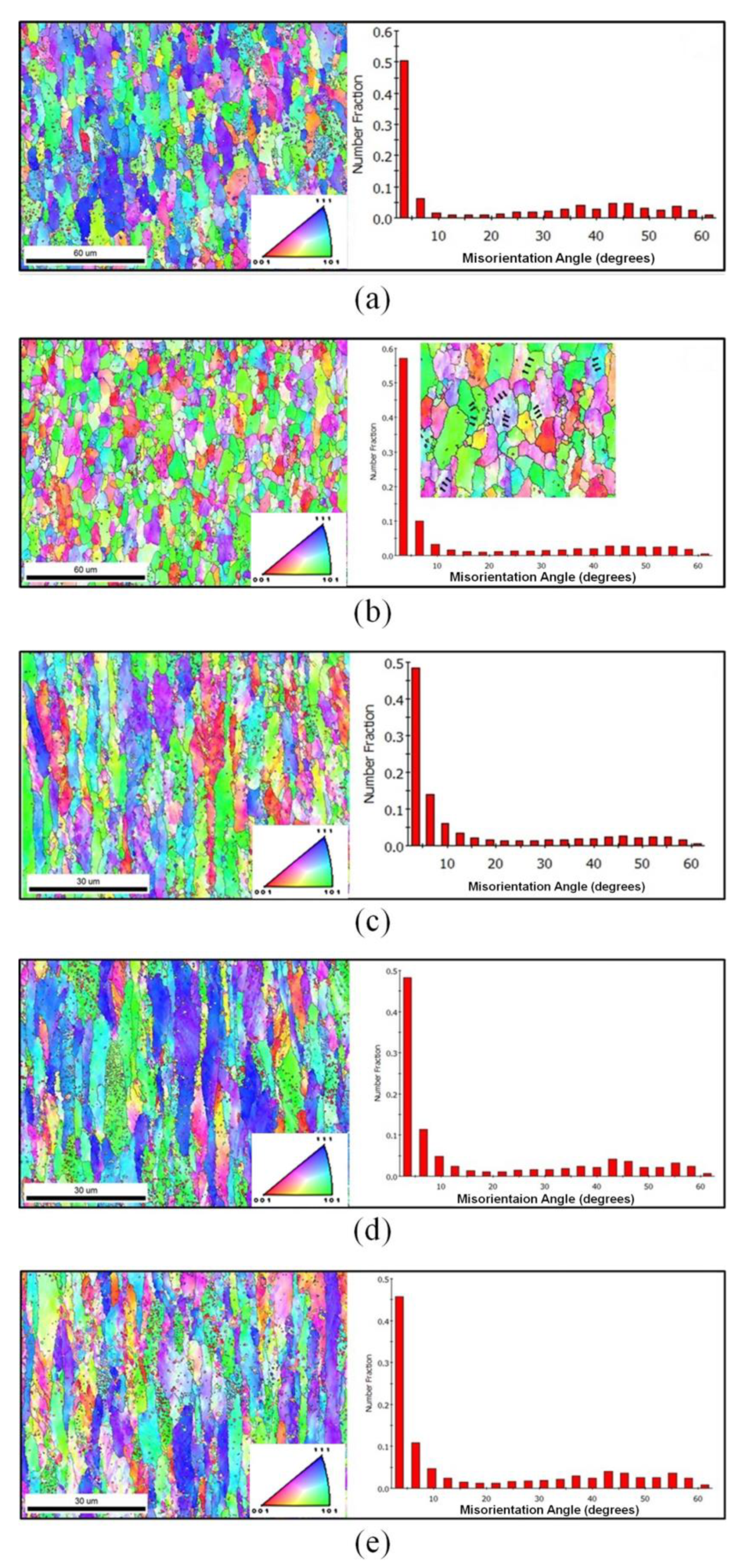
3.1. Characterization of Cryogenically Rolled Microstructure
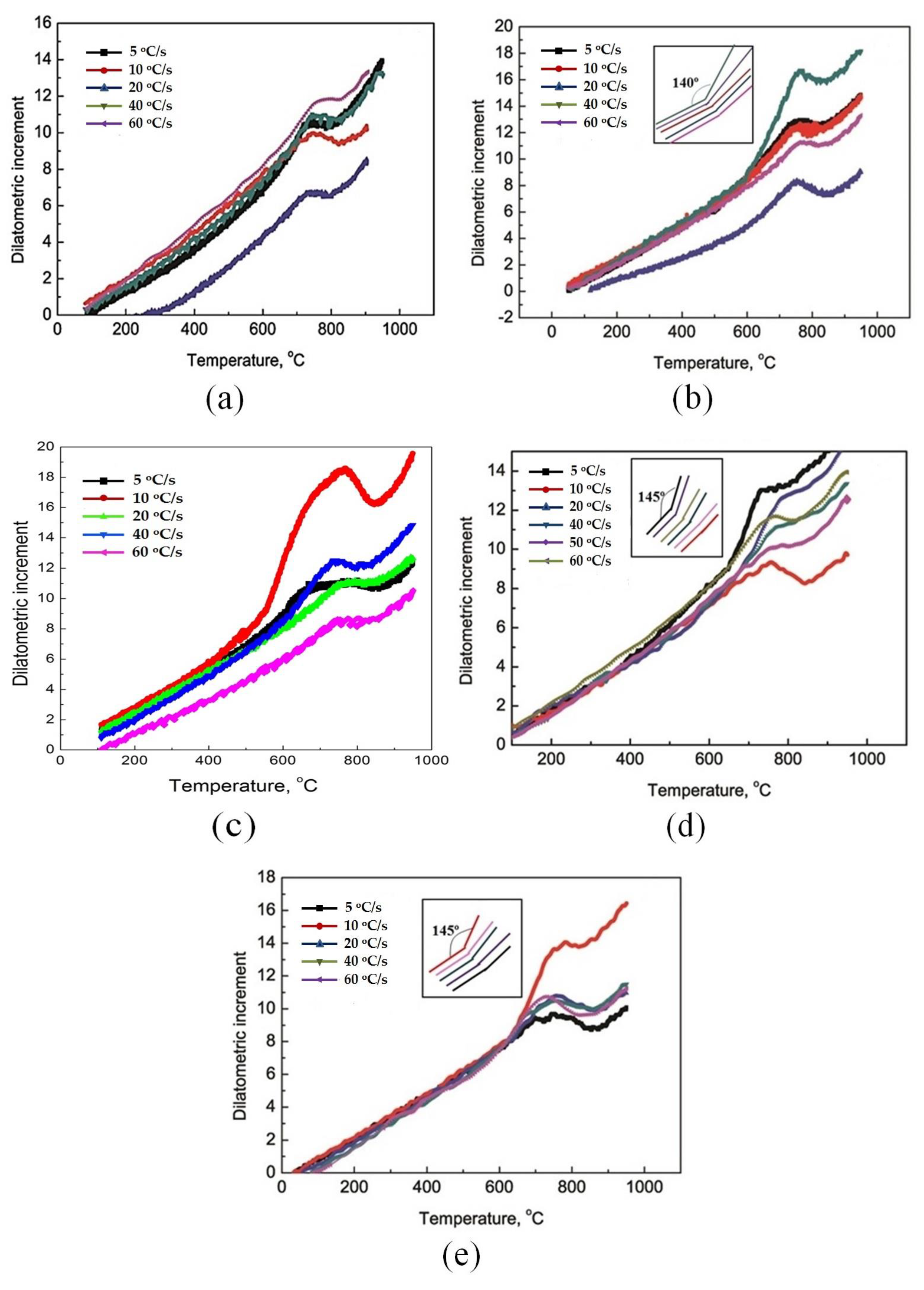
3.2. Thermal Dilation Curves of Reversed Transformation
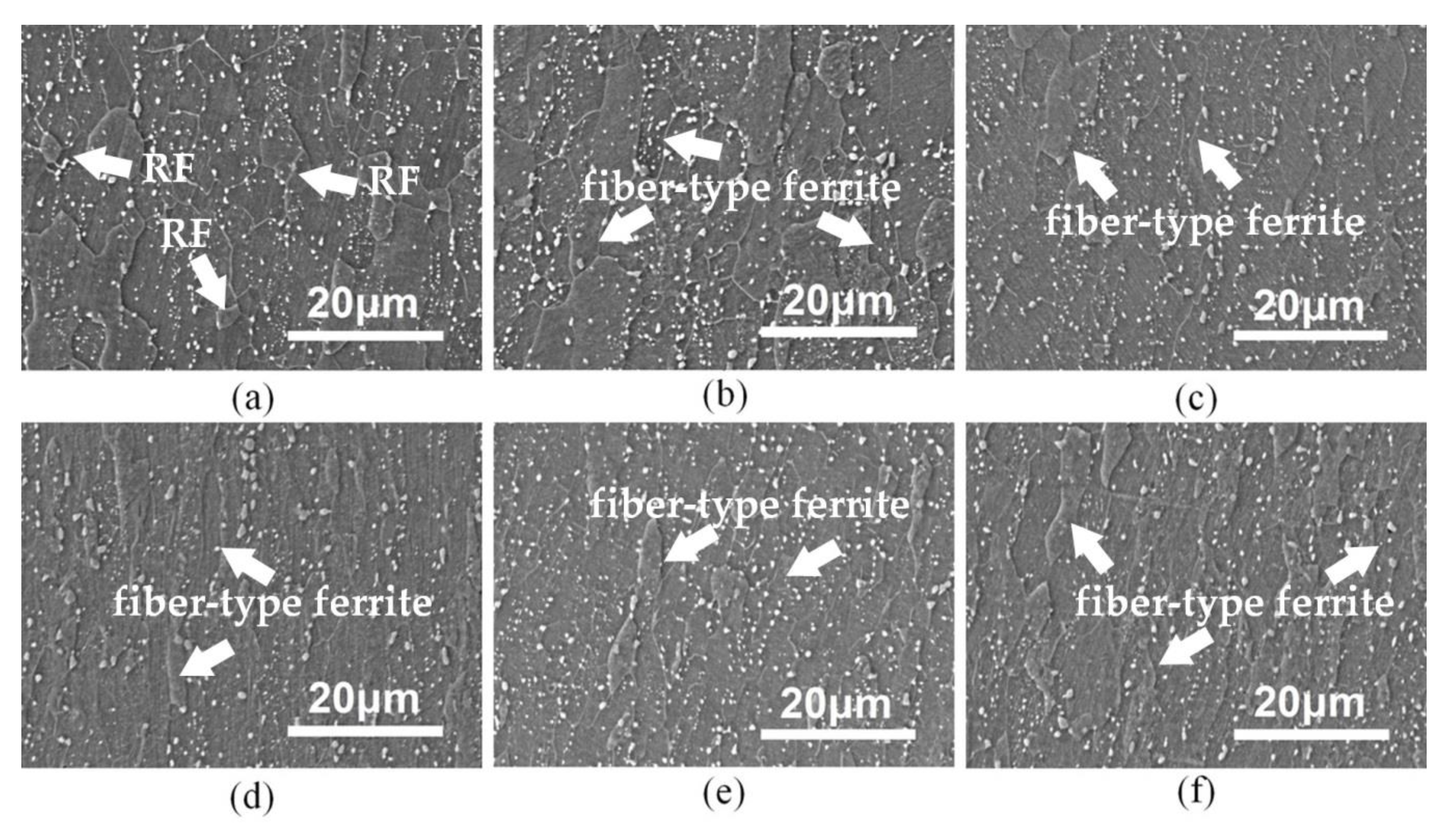
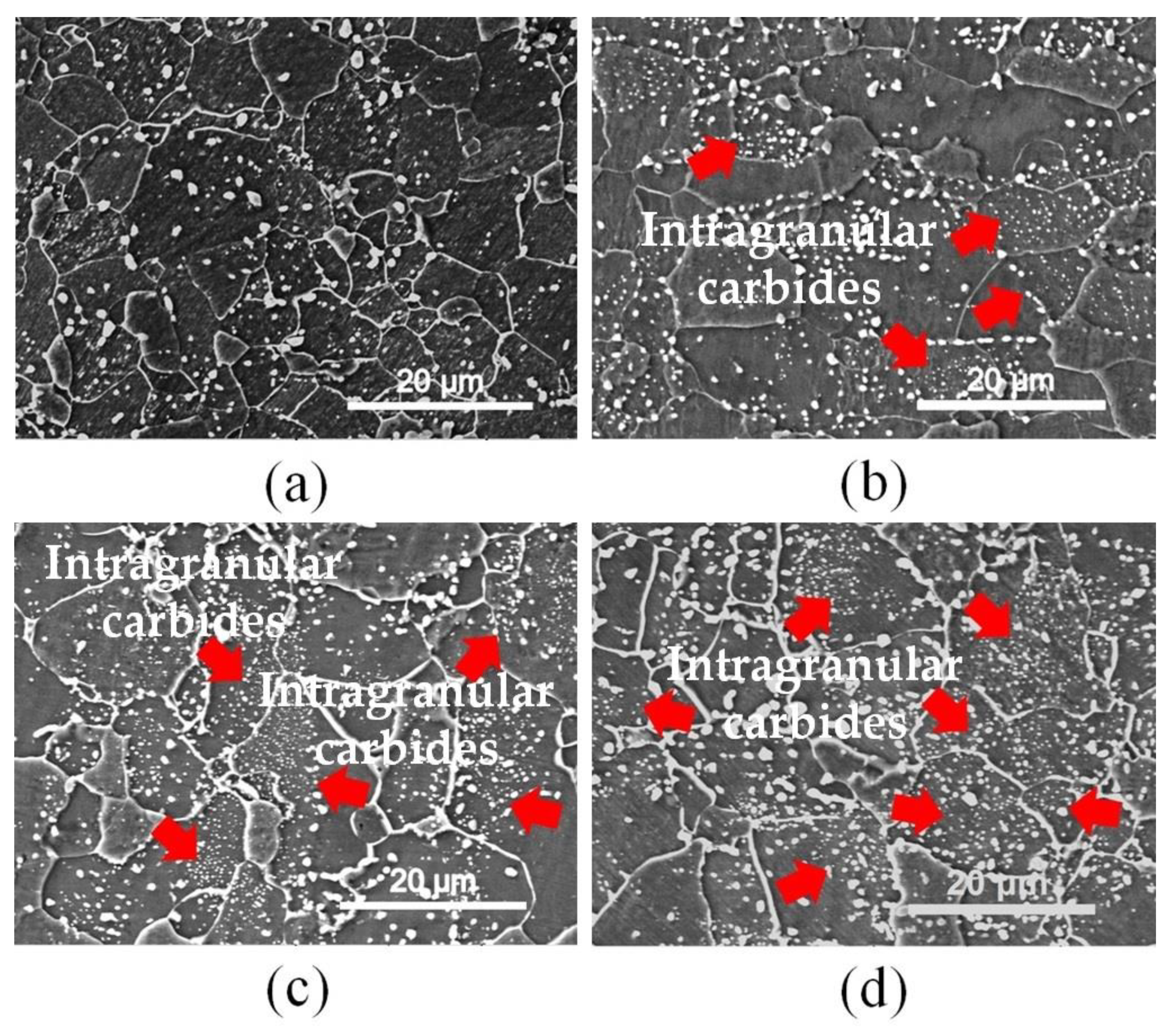
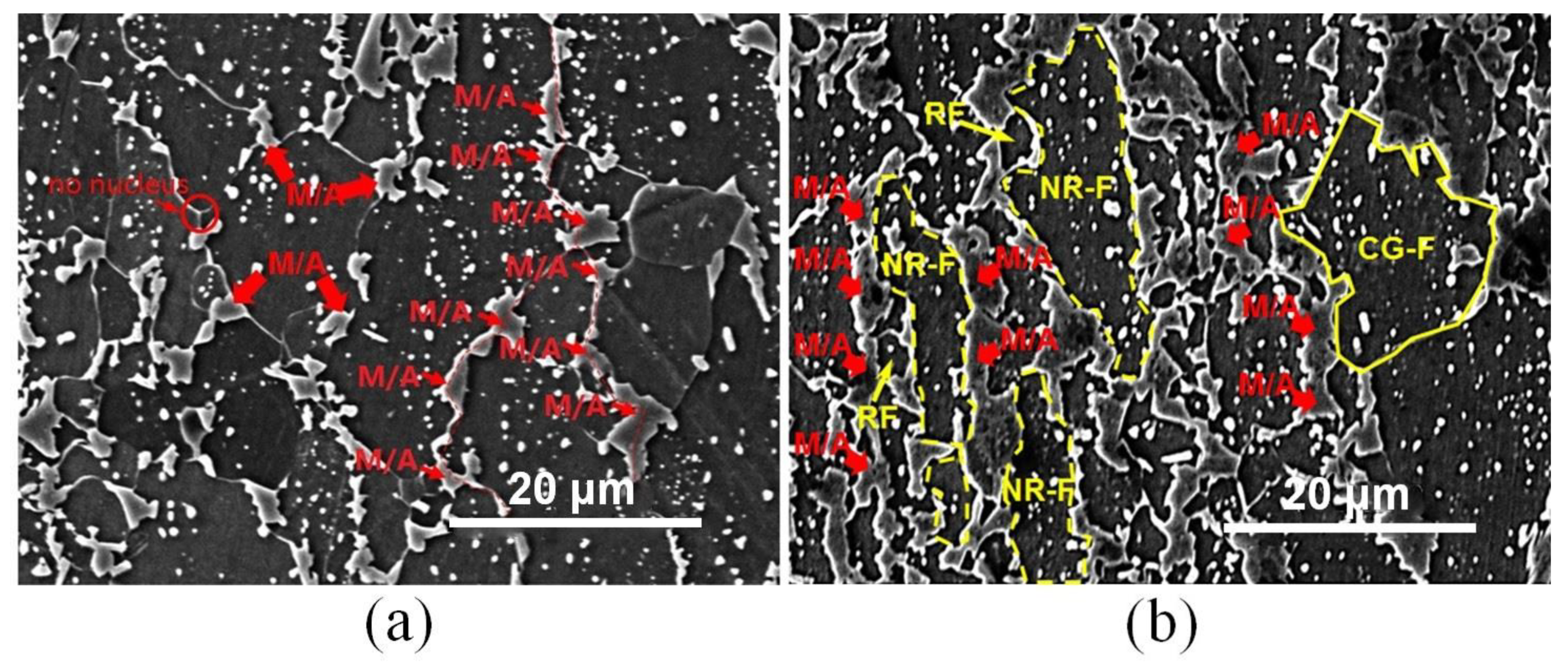
3.3. Characterization of Reversed Microstructure Evolution
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Berglund, G. The History of Hardening of Boron Steel in Northern Sweden. In Proceedings of the 1st International Conference on Hot Sheet Metal Forming of High-performance Steel, Kassel, Germany, 22–24 October 2008; GRIPS Media: Bad Harzburg, Germany, 2008; Volume 175, p. 177. [Google Scholar]
- Ljungqvist, H.; Amundsson, K.; Lindblad, O. The All-New Volvo XC90 Car Body. In EuroCarBody 2014, Proceedings of the 16th Global Car Body Benchmarking Conference, Bad Nauheim, Germany, 21–23 October 2014; Vincentz Network GmbH & Co. KG.: Hannover, Germany, 2014. [Google Scholar]
- Karbasian, H.; Tekkaya, A.E. A review on hot stamping. J. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Graff, S.; Gerber, T.; Lenze, F.J.; Sikora, S. About the Simulation of Microstructure Evolution in the Hot Sheet Stamping Process and the Correlation of Resulting Mechanical Properties and Crash-Performance. In Proceedings of the 3rd International Conference on Hot Sheet Metal Forming of High-Performance Steel, Kassel, Germany, 13–17 June 2011; Verlag Wissenschaftliche Scripten: Auerbach, Germany; pp. 323–330. [Google Scholar]
- Brooks, C.R. Principles of the Austenitization of Steels, 1st ed.; Elsevier Applied Science: London, UK, 1992; pp. 101–103. [Google Scholar]
- Miyamoto, G.; Usuki, H.; Li, Z.D.; Furuhara, T. Effects of Mn, Si and Cr addition on reverse transformation at 1073K from spheroidized cementite structure in Fe-0.6 mass% C alloy. Acta Materialia 2010, 58, 4492–4502. [Google Scholar] [CrossRef]
- Shtansky, D.V.; Nakai, K.; Ohmori, Y. Pearlite to austenite transformation in an Fe-2.6Cr-1C alloy. Acta Materialia 1999, 47, 2619–2632. [Google Scholar] [CrossRef]
- Li, Z.D.; Miyamoto, G.; Yang, Z.G.; Furuhara, T. Nucleation of austenite from pearlitic structure in an Fe-0.6C-1Cr alloy. Scripta Materialia 2009, 60, 485–488. [Google Scholar] [CrossRef]
- Shtansky, D.V.; Nakai, K.; Ohmori, Y. Mechanism and crystallography of ferrite precipitation from cementite in an Fe-Cr-C alloy during austenitization. Philos. Mag. A 1999, 79, 1655–1669. [Google Scholar] [CrossRef]
- Hillert, M.; Staffansson, L.I. The Regular Solution Model for Stoichiometric Phases and Ionic Melts. Acta Chemica Scandinavica 1970, 24, 3618–3626. [Google Scholar] [CrossRef]
- Brechet, Y.; Kirkaldy, J.S. Parabolic periodic-solutions of precipitation-modified ternary diffusion equations. Can. J. Phys. 1992, 70, 193–198. [Google Scholar] [CrossRef]
- Kolleck, R.; Veit, R.; Hofmann, H.; Lenze, F.-J. Alternative heating concepts for hot sheet metal forming. In Proceedings of the 1st International Conference on Hot Sheet Metal Forming of High-Performance Steel, Kassel, Germany, 22–24 October 2008; GRIPS Media: Bad Harzburg, Germany, 2008; pp. 239–246. [Google Scholar]
- Mori, K.; Maki, S.; Tanaka, Y. Warm and hot stamping of ultra-high tensile strength steel sheets using resistance heating. CIRP Ann. Manuf. Technol. 2005, 54, 209–212. [Google Scholar] [CrossRef]
- Rasera, J.N.; Daun, K.J.; Shi, C.J.; D’Souza, M. Direct contact heating for hot forming die quenching. Appl. Therm. Eng. 2016, 98, 1165–1173. [Google Scholar] [CrossRef]
- Li, N.; Lin, J.; Balint, D.S.; Dean, T.A. Experimental characterisation of the effects of thermal conditions on austenite formation for hot stamping of boron steel. J. Mater. Process. Technol. 2016, 231, 254–264. [Google Scholar] [CrossRef] [Green Version]
- Bettanini, A.M.; Ding, L.; Mithieux, J.; Parrens, C.; Idrissi, H.; Schryvers, D.; Delannay, L.; Pardoen, T.; Jacques, P.J. Influence of M23C6 dissolution on the kinetics of ferrite to austenite transformation in Fe-11Cr-0.06C stainless steel. Mater. Des. 2019, 162, 362–374. [Google Scholar] [CrossRef]
- Lolla, T.; Cola, G.; Narayanan, B.; Alexandrov, B.; Babu, S.S. Development of rapid heating and cooling (flash processing) process to produce advanced high strength steel microstructures. Mater. Sci. Eng. A 2011, 27, 863–875. [Google Scholar] [CrossRef]
- Takafumi, O.; Tsukasa, H.; Yoshito, T.; Takehide, S. Influence of Various Factors on the Refinement of Martensitic Microstructures of Hot Stamped Steel Components. Tetsu Hagané 2013, 99, 475–483. (in Japanese). [Google Scholar]
- Yan, S.; Liu, X.; Liang, T.; Zhao, Y. The effects of the initial microstructure on microstructural evolution, mechanical properties and reversed austenite stability of intercritically annealed Fe-6.1Mn-1.5Si-0.12C steel. Mater. Sci. Eng. A 2018, 712, 332–340. [Google Scholar] [CrossRef]
- Han, J.; Lee, Y.K. The effects of the heating rate on the reverse transformation mechanism and the phase stability of reverted austenite in medium Mn steels. Acta Materialia 2014, 67, 354–361. [Google Scholar] [CrossRef]
- Yang, D.P.; Wu, D.; Yi, H.L. Comments on “The effects of the heating rate on the reverse transformation mechanism and the phase stability of reverted austenite in medium Mn steels” by J. Han and Y.-K. Lee, Acta Materialia 67 (2014) 354–361. Scripta Materialia 2020, 174, 11–13. [Google Scholar] [CrossRef]
- Tokizane, M.; Matsumura, N.; Tsuzaki, K.; Maki, T.; Tamura, I. Recrystallization and formation of austenite in deformed lath martensitic structure of low carbon steels. Metall. Mater. Trans. A 1982, 13, 1379–1388. [Google Scholar] [CrossRef]
- Yang, W.Y.; Hu, A.M.; Sun, Z.Q. Control of Austenite Grain Size in a Low Carbon Steel. ACTA Metall. Sin. 2000, 36, 1050–1054. (in Chinese). [Google Scholar]
- Kumar, R.; Dasharath, S.M.; Kang, P.C.; Koch, C.C.; Mula, S. Enhancement of mechanical properties of low stacking fault energy brass processed by cryorolling followed by short-annealing. Mater. Des. 2015, 67, 637–643. [Google Scholar] [CrossRef]
- Fu, B.; Fu, L.; Liu, S.; Wang, H.R.; Wang, W.; Shan, A. High strength-ductility nano-structured high manganese steel produced by cryogenic asymmetry-rolling. J. Mater. Sci. Technol. 2018, 34, 695–699. [Google Scholar] [CrossRef]
- Konkova, T.; Mironov, S.; Korznikov, A.; Korznikova, G.; Myshlyaev, M.M.; Semiatin, S.L. Grain growth during annealing of cryogenically-rolled Cu-30Zn brass. J. Alloys Compd. 2016, 666, 170–177. [Google Scholar] [CrossRef] [Green Version]
- Bellavoine, M.; Dumont, M.; Dehmas, M.; Stark, A.; Schell, N.; Drillet, J.; Heber, V.; Maugis, P. Ferrite recrystallization and austenite formation during annealing of cold-rolled advanced high-strength steels: In Situ synchrotron X-ray diffraction and modeling. Mater. Charact. 2019, 154, 20–30. [Google Scholar] [CrossRef]
- Zhang, M.; Li, Q.S.; Han, K.; Huang, C.B.; Wu, R.Y.; Fu, R.Y.; Li, L.; Wan, Z.; Sun, B.L. Continuous Cooling Transformation Diagram and Properties of Hot Forming Steel. Appl. Mech. Mater. 2012, 152–154, 585–588. [Google Scholar] [CrossRef]
- Anasyida, A.S.; Mohammed, Z.A.M.K.; Zuhailawati, H. Effect of cold and cryo rolling on microstructure and mechanical properties of low carbon steel. Mater. Today Proc. 2019, 17, 846–852. [Google Scholar] [CrossRef]
- Mallick, P.; Tewary, N.K.; Ghosh, S.K.; Chattopadhyay, P.P. Effect of cryogenic deformation on microstructure and mechanical properties of 304 austenitic stainless steel. Mater. Charact. 2017, 133, 77–86. [Google Scholar] [CrossRef]
- Su, L.; Lu, C.; He, L.; Zhang, L.; Guagliardo, P.; Tieu, A.; Samarin, S.; Williams, J.; Li, H. Study of vacancy-type defects by positron annihilation in ultrafine-grained aluminum severely deformed at room and cryogenic temperatures. Acta Materialia 2012, 60, 4218–4228. [Google Scholar] [CrossRef] [Green Version]
- Tamimi, S.; Gracio, J.; Lopes, A.; Ahzi, S.; Barlat, F. Asymmetric rolling of interstitial free steel sheets: Microstructural evolution and mechanical properties. J. Manuf. Process. 2018, 31, 583–592. [Google Scholar] [CrossRef] [Green Version]
- Nematollahi, G.; Pezold, J.; Neugebauer, J.; Raabe, D. Thermodynamics of carbon solubility in ferrite and vacancy formation in cementite in strained pearlite. Acta Materialia 2013, 61, 1773–1784. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ti | B | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.22 | 0.28 | 1.25 | 0.01 | 0.005 | 0.23 | 0.02 | 0.003 | 0.03 | Bal. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, S.; Chen, L.; Chu, G.; Zhao, H.; Feng, L.; Wang, G. Microstructure Characterization of Reversed Transformation in Cryogenically Rolled 22MnB5. Materials 2020, 13, 1741. https://doi.org/10.3390/ma13071741
Yao S, Chen L, Chu G, Zhao H, Feng L, Wang G. Microstructure Characterization of Reversed Transformation in Cryogenically Rolled 22MnB5. Materials. 2020; 13(7):1741. https://doi.org/10.3390/ma13071741
Chicago/Turabian StyleYao, Shengjie, Long Chen, Guannan Chu, Hongyun Zhao, Lei Feng, and Guodong Wang. 2020. "Microstructure Characterization of Reversed Transformation in Cryogenically Rolled 22MnB5" Materials 13, no. 7: 1741. https://doi.org/10.3390/ma13071741