1. Introduction
Over the past decade, within manufacturing industries there has been an increasing interest in researching techniques that allow the performance of processes with high efficiency under sustainable environments. In fact, different systems have been applied in manufacturing facilities to identify the most improved parameters to combine both objectives; in some cases, the effects on the organization of production system by the implementation of lean techniques [
1] and in others, the effects on the manufacturing process where the improved selection of parameters can reduce CO
2 emissions [
2]. The machining is the most used manufacturing process in the industry due to its versatility [
3], so studies in this field can be relevant. In this context, several methods have been applied to achieve both objectives, efficiency and sustainability, to the most possible extent. One of them is dry machining or machining without the use of any cutting fluid. Krolczyk et al. [
4] have carried out an extensive literature review on four ecological methods in machining of difficult to-cut metals, in particular dry machining, minimum quantity lubrication (MQL)/minimum quantity cooling lubrication (MQCL), cryogenic cooling, high-pressure cooling and biodegradable oils; they found that dry machining is the most sustainable procedure with respect to others, despite the high temperature generated during the machining operation, in particular in operations such as drilling; besides, these authors pointed out the non-use of cryogenic cooling in industry despite the benefits of this procedure; this is the combination of high productivity as well as low cost and energy. Sen et al. [
5], in their literature review focussed on metal cutting, collected results from life cycle assessment (LCA) models for different cooling techniques, showing that MQL and dry machining have the minimum negative effects respect to techniques such as flood lubrication, MQL, cryogenic cooling with CO
2, cryogenic cooling with LN
2 and cryogenic cooling with MQL. However, machining under such dry conditions causes excessive temperature rise at the interface between workpiece and tool and, in general, an increase in strains. These undesirable effects have been determined by the analysis of forces and strains [
6] or considering the influence of tribology [
7]; in both cases finite element models (FEMs) were used in the orthogonal cut of titanium alloys, so the application of new cooling techniques can be explored. Cooling technologies [
8], such as cryogenic machining with liquid nitrogen and the application of cooling compressed air to the cutting zone during the machining process by means of a Ranque-Hilsch vortex tube have been identified as possible environmentally friendly procedures. These cooling systems are particularly interesting under dry cutting conditions; in this way, cutting fluids are avoided. Goindi and Sarkar [
9] identified cooling compressed air obtained by vortex tube separation as a method to analyze into sustainable machining, as a variant of dry machining and also as an element to consider within the MQL. Moreover, the use of cooling compressed air systems in machining processes requires less investment than cryogenic machining and they are easier to employ on an industrial scale. In addition, although the MQL procedure is convenient from the point of view of sustainability, the use of lubricants could not be suitable in polymeric materials due to its possible absorption by the composite.
In fact, the application of cooling compressed air during the machining process is being studied and some researches can show its suitability as environmentally friendly procedure. Jozić et al. [
10] developed an experimental study, in which several machining aspects were analyzed in the milling process of a certain steel with this procedure at −34 °C under dry cutting conditions and also with the use of cutting fluid; it was found the most improved solution (less surface roughness, cutting forces, flank wear and more volume of removed material) in case of the application of cooling air during the process. In addition, regarding the milling processes, Perri et al. [
11] analyzed the effect of cooling air on the milling tool, using simulation models by FEM and experimental contrast and verifying important difference of temperatures reached respect to the procedure carried out without cooling air. On the other hand, Nor Khairusshima et al. [
12] studied the quality and the tool wear in the milling of the carbon fiber reinforced plastic with cooling air at −10 °C; they pointed out that the tool wear and delamination factor were improved at high cutting speeds. Domingo et al. [
13] analyzed the effects of cooling air on reinforced and unreinforced polyamides during the tapping, finding that an adequate procedure at −18 °C provided improved results with respect to the values of forces, torques and power reached during the process.
As shown in the aforementioned literature, the cooling compressed air has been also applied in the machining of composites with polymeric matrix and different reinforcements as carbon fiber [
12] or glass fiber [
13], and an improved performance has been reported. Nevertheless, studies towards the drilling of reinforced polyether-ether-ketone with 30% glass fiber (PEEK-GF30) have not been found in the scientific literature. The novelty in this study is the analysis of its behavior during drilling processes, the most important process in the assembly as the previous operation to riveting and tapping. This material can withstand very low temperatures maintaining a stable behavior [
14], therefore the machining of this material with cooling compressed air can be adequate as its mechanical and chemical properties are not expected to modify significantly during the process. Due to its extended use in the industry, its machinability has been studied, finding that with an adequate selection of cutting parameters and tools, it is a material that can be widely used in industry [
15].
This environmentally friendly procedure can be contrasted evaluating the main variables of drilling under specific cutting conditions. Variables such as thrust forces should be low to improve process stability, at least in drilling operations; the literature shows that a homogeneous variation of thrust forces does not exist with respect to cutting conditions, at least in different types of composites such as glass fiber reinforced PEEK [
16], fibre metal laminates [
17], magnesium matrix based silicon carbide and graphene nanoplatelets (Mg/SiC/GNPs), hybrid magnesium matrix composite [
18] or wood-based composite of medium density fiberboard [
19]. Nevertheless, the energy consumed during the process could be a key factor to stablish the most sustainable procedure, and also the material removed rate (MRR) in order to evaluate the process efficiency. In the study carried out by Davim and Reis [
20], the precision of the hole was considered as a variable to measure surface quality, so the diameter of the hole is another variable to study. Although the surface roughness is another variable that determines the hole quality, its influence in inner holes depends on the hole functionality; in this study, the evaluation of roughness surface it is irrelevant as an internal threading operation is expected to approach; its evaluation is important in other further operations such as riveting, however this characteristic can be corrected in other finishing operations, even with the same tool. Thus, the main variable to be accepted as an adequate dimensional accuracy of the holes is their dimension, and moreover it can be influenced by the chip evacuation and thermal expansion of the matrix occurring during the cutting process due to the lack of lubricant, as can be seen in materials based on multilayer metallic and/or composite stacks such as comprising titanium stacks, carbon fibre reinforced plastics (CFRPs) and aluminium [
21], functionally graded composite, carbon/epoxy and glass/epoxy composite [
22] or carbon fiber-reinforced plastic composite [
23]. The reduction of the temperature in the cutting area could avoid this effect.
Taking into account the above-mentioned points, the objectives of this paper are the following: (i) to find the cutting conditions more environmentally friendly, with less energy consumption, in the drilling of reinforced PEEK with glass fiber at 30% with cooling compressed air by vortex tube, and (ii) to establish a balance between environmental conditions and adequate process performance.
4. Conclusions
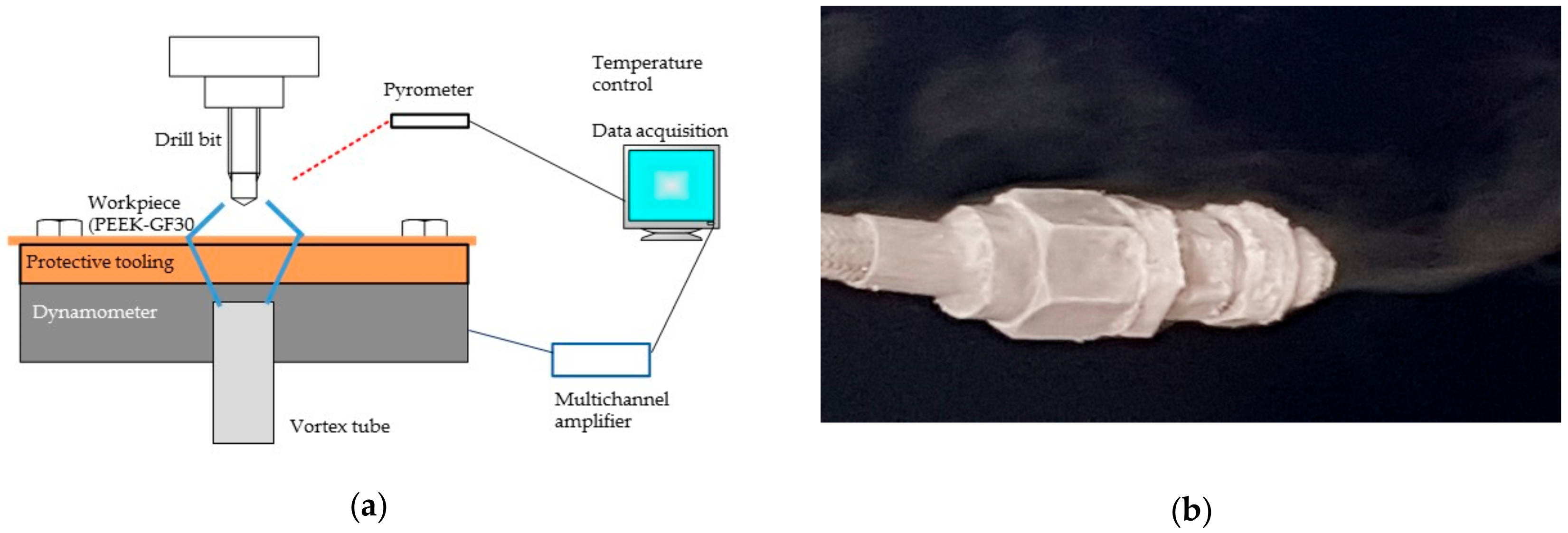
The drilling of reinforced PEEK plates with drills of coating zirconium oxide and diameter of 6 mm was analyzed at different cutting conditions and environmental temperatures, employing cooling compressed air by a Ranque–Hilsch vortex tube. Experimental data from spindle speed, feedrate, temperature and input diameter of holes were measured, and a statistical study was developed.
The Response Surface methodology with three-level factorial design was applied to optimize, simultaneously, several responses through the desirability function, in order to find the significant factors (spindle, speed, feed rate and temperature) and their interactions on the variables such as thrust force, energy and MRR, the relationships between factors and variables, and the value of desirability function. Thus, the response surface methodology should be optimized.
From the results of this experimental and statistical study, conclusions can be summarized as:
The environmental temperature (in first, second degree) and its interaction with spindle speed is a significant factor for thrust forces and for energy (in first degree).
The maximum desirability function was found at highest cutting conditions (7000 rpm and 1 mm/rev) and at −22 °C. The implementation of compressed cooling air provides a balance between the optimal conditions for the analyzed variables.
Cooling compressed air can be an environmentally friendly procedure that reduces the energy consumption, and besides, it can be compatible with high cutting conditions, which facilitates the high performance of machining processes.
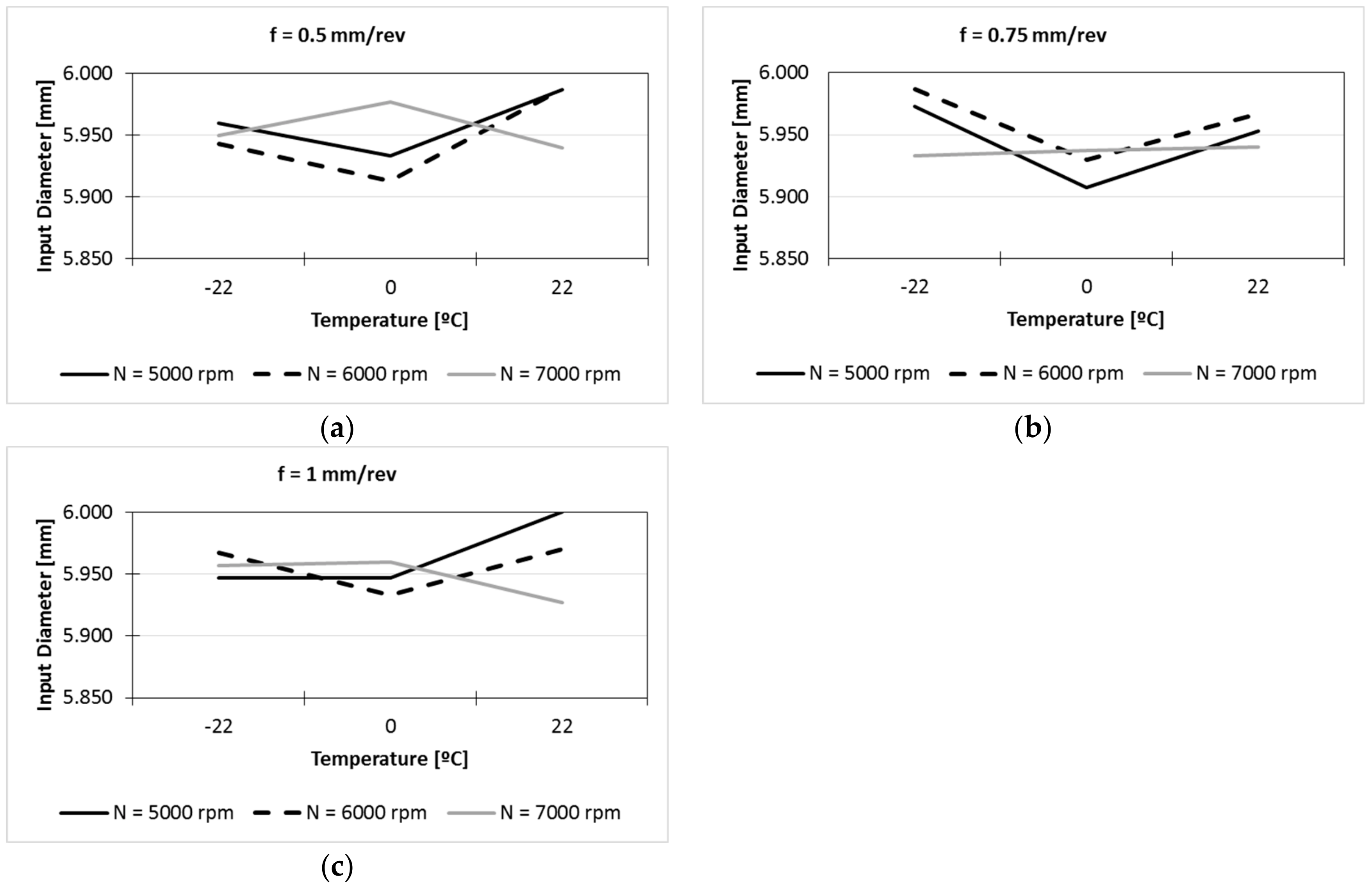
Finally, oversized holes can be avoided at the conditions used in this study.
Future researches can address lower temperatures, avoiding temperatures close to 0 °C which do not improve the performance with respect to dry conditions at room temperature. Moreover, in future developments, the application of cryogenic drilling on this material can be considered due to the improved outcomes obtained at low temperatures. In addition, the tool wear is proposed to be a factor to analyze.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}