High Strain Rate Superplasticity in Al-Zn-Mg-Based Alloy: Microstructural Design, Deformation Behavior, and Modeling



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Preparation
2.2. Microstructural Analyses
2.3. Superplastic Parameters
2.4. Modeling
3. Results and Discussion
3.1. Subsection
3.2. Flow Stress Behavior Modeling
3.2.1. Arrhenius-Type constitutive hyperbolic Equation model (ACE)
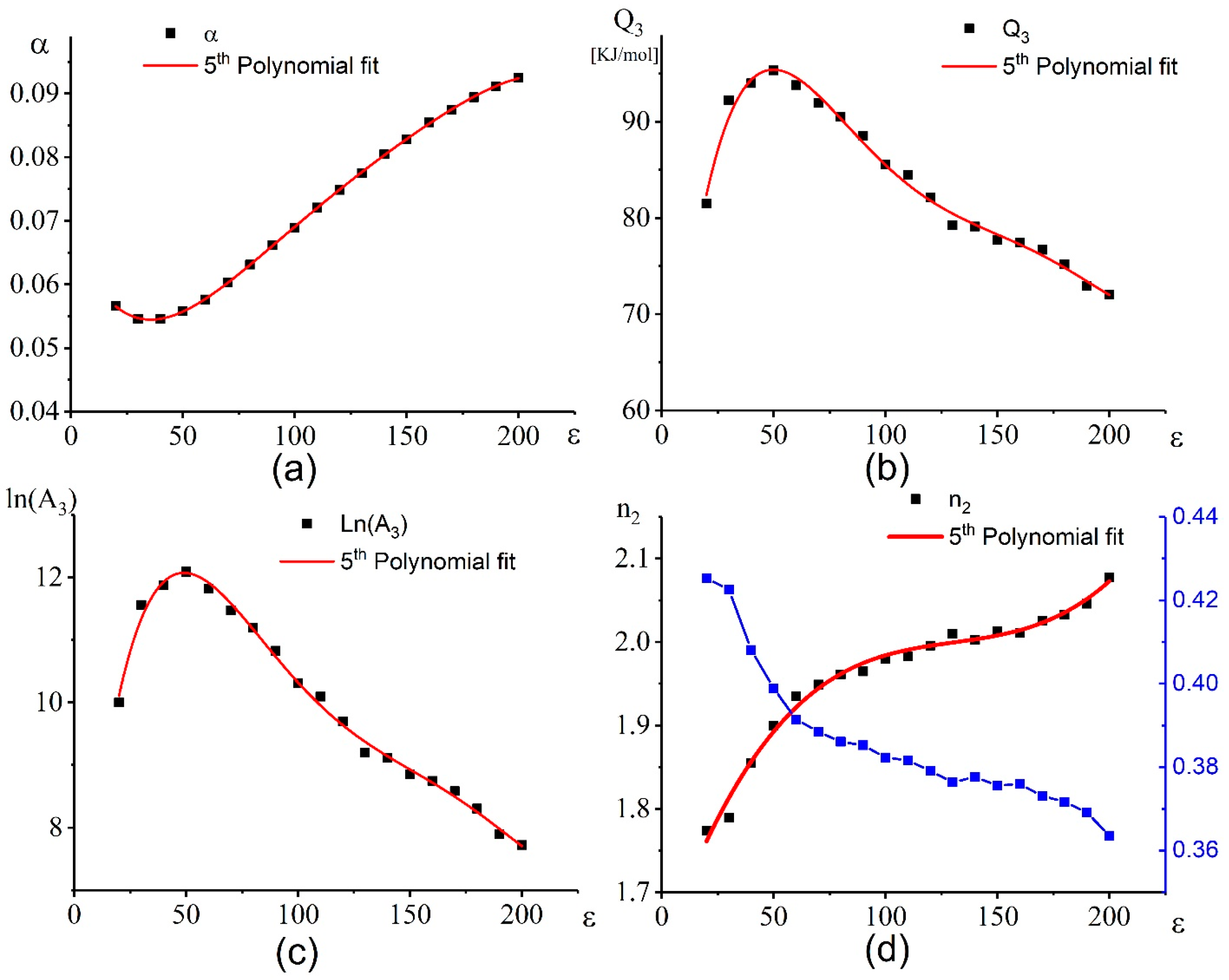
3.2.2. Determination of the Constitutive Model Constants
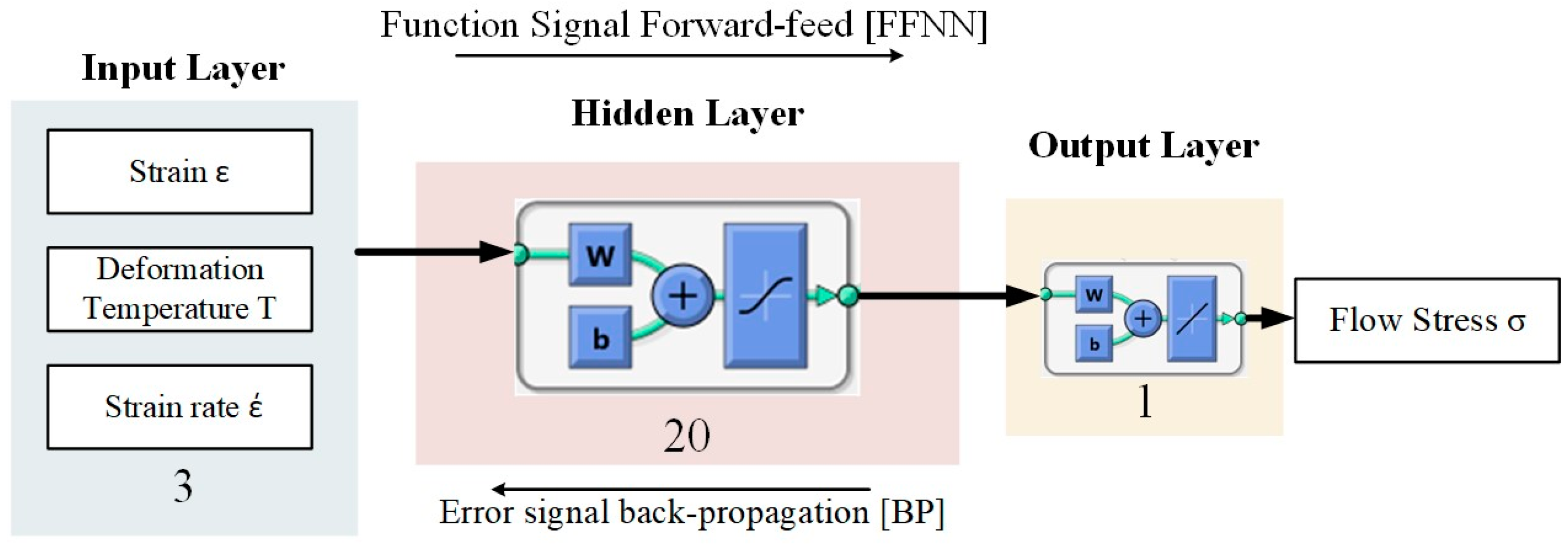
3.2.3. Artificial Neural Network Model (ANN)
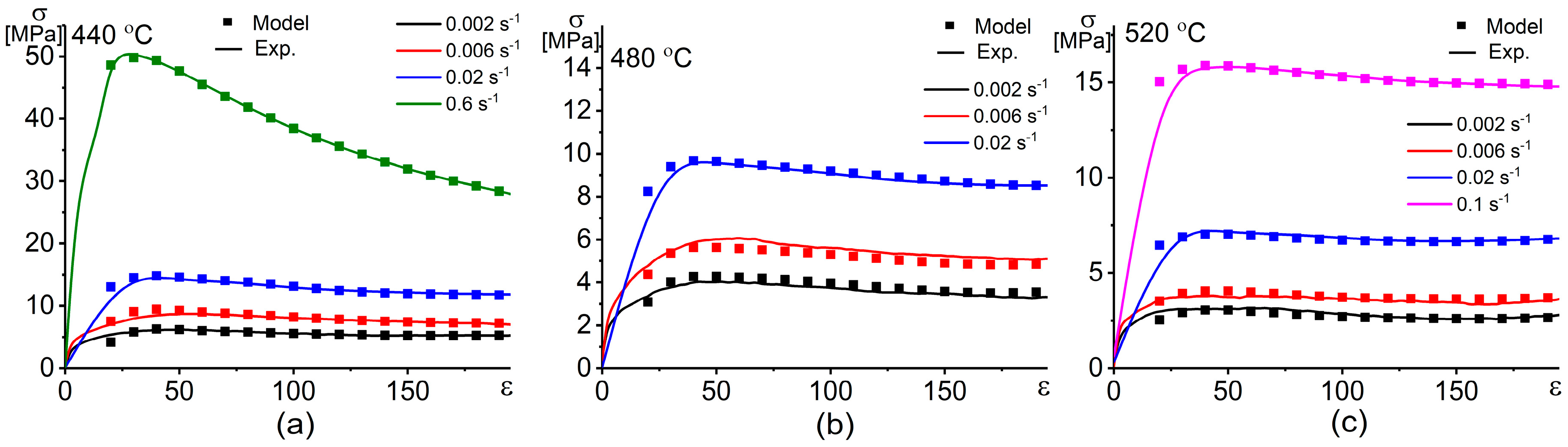
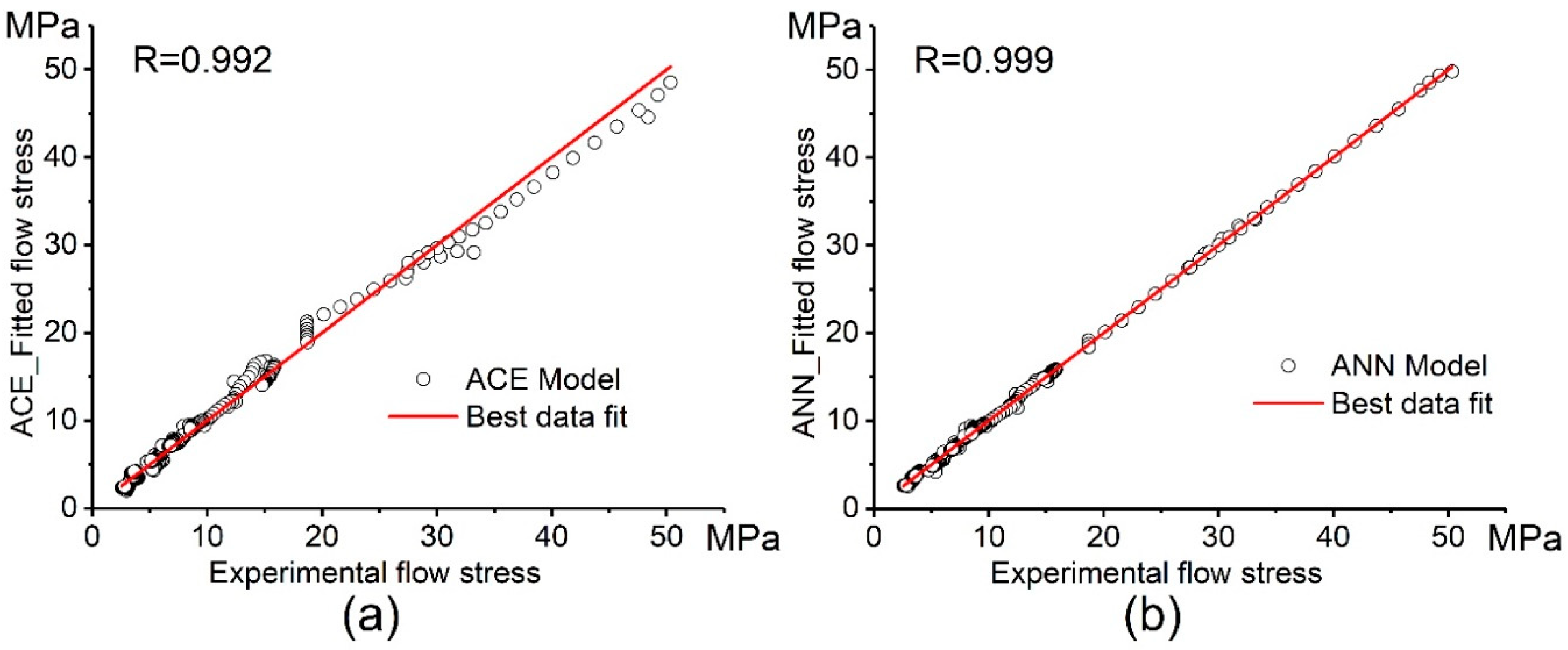
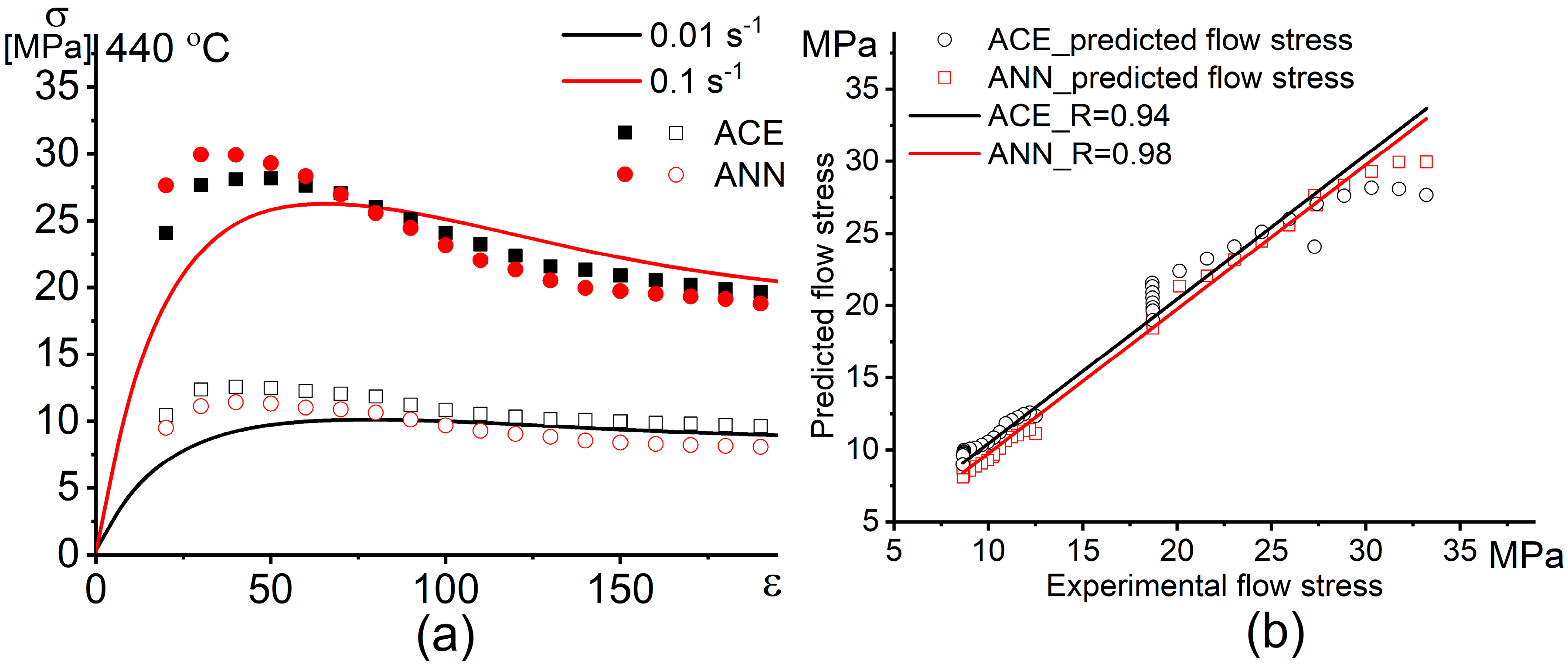
3.2.4. Models Verification
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chokshi, A.H.; Mukherjee, A.K.; Langdon, T.G. Superplasticity in advanced materials. Mater. Sci. Eng. R 1993, 10, 237–274. [Google Scholar] [CrossRef]
- Davies, G.J.; Edington, J.W.; Cutler, C.P.; Padmanabhan, K.A. Superplasticity: A review. J. Mater. Sci. 1970, 5, 1091–1102. [Google Scholar] [CrossRef]
- Edington, J.W.; Melton, K.N.; Cutler, C.P. Superplasticity; Elsevier: Amsterdam, The Netherlands, 1976; Volume 21, ISBN 9283505255. [Google Scholar]
- Kawasaki, M.; Langdon, T.G. Review: Achieving superplasticity in metals processed by high-pressure torsion. J. Mater. Sci. 2014, 49, 6487–6496. [Google Scholar] [CrossRef]
- Langdon, T.G. Seventy-five years of superplasticity: Historic developments and new opportunities. J. Mater. Sci. 2009, 44, 5998–6010. [Google Scholar] [CrossRef]
- Novikov, I.I.; Portnoj, V.K. Superplastizität von Legierungen; VEB Deutscher Verlag fur Grundstoffindustrie: Leipzig, Germayny, 1985. [Google Scholar]
- Perez-Prado, M.T.; Kassner, M.E. Superplasticity. In Fundamentals of Creep in Metals and Alloys: Third Edition; Butterworth-Heinemann: Oxford, UK, 2015; ISBN 9780080994277. [Google Scholar]
- Nieh, T.G.; Wadsworth, J.; Sherby, O.D. Superplasticity in Metals and Ceramics; Cambridge University Press: Cambridge, UK, 1997; ISBN 9780521561051. [Google Scholar]
- Sieniawski, J.; Motyka, M. Superplasticity in titanium alloys. J. Achiev. Mater. Manuf. Eng. 2007, 24, 123–130. [Google Scholar]
- Barnes, A.J. Superplastic forming 40 years and still growing. J. Mater. Eng. Perform. 2007, 16, 440–454. [Google Scholar] [CrossRef]
- Wang, X.G.; Li, Q.S.; Wu, R.R.; Zhang, X.Y.; Ma, L. A Review on Superplastic Formation Behavior of Al Alloys. Adv. Mater. Sci. Eng. 2018, 2018, 1687–8434. [Google Scholar] [CrossRef] [Green Version]
- Ridley, N. Metals for superplastic forming. In Superplastic Forming of Advanced Metallic Materials: Methods and Applications; Woodhead Publishing: Amsterdam, The Netherlands, 2011; pp. 3–33. ISBN 9781845697532. [Google Scholar]
- Hsiao, I.C.; Huang, J.C. Deformation mechanisms during low- and high-temperature superplasticity in 5083 Al-Mg alloy. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2002, 33, 1373–1384. [Google Scholar] [CrossRef]
- Yogesha, B.; Divya, H.V.; Bhattacharya, S.S. Superplasticity and superplastic tensile behaviour of AA5083. Adv. Mater. Res. 2014, 902, 24–28. [Google Scholar] [CrossRef]
- Johannes, L.B.; Charit, I.; Mishra, R.S.; Verma, R. Enhanced superplasticity through friction stir processing in continuous cast AA5083 aluminum. Mater. Sci. Eng. A 2007, 464, 351–357. [Google Scholar] [CrossRef]
- Kulas, M.A.; Green, W.P.; Pettengill, E.C.; Krajewski, P.E.; Taleff, E.M. Superplastic failure mechanisms and ductility of AA5083. In Advances in Superplasticity and Superplastic Forming; TMS (The Minerals, Metals &Materials Society): Warrendale, PA, USA, 2004; pp. 127–138. [Google Scholar]
- Sotoudeh, K.; Ridley, N.; Humphreys, F.J.; Bate, P.S. Superplasticity and microstructural evolution in aluminium alloys. Materialwissenschaft und Werkstofftechnik 2012, 43, 794–798. [Google Scholar] [CrossRef]
- Ma, Z.Y.; Mishra, R.S. Cavitation in superplastic 7075 Al alloys prepared via friction stir processing. Acta Mater. 2003, 51, 3551–3569. [Google Scholar] [CrossRef]
- Campbell, J. Cavitation during superplastic forming. Materials (Basel) 2011, 4, 1271–1286. [Google Scholar] [CrossRef] [PubMed]
- Yoshida, H.; Kumagai, M.; Matsuda, S.I. Superplasticity of Aluminium Alloys. Sumitomo Light Met. Tech. Rep. 1990, 31, 41–46. [Google Scholar]
- Chen, C.L.; Tan, M.J. Cavity growth and filament formation of superplastically deformed Al 7475 Alloy. Mater. Sci. Eng. A 2001, 298, 235–244. [Google Scholar] [CrossRef]
- Chen, C.L.; Tan, M.J. Effect of grain boundary character distribution (GBCD) on the cavitation behaviour during superplastic deformation of Al 7475. Mater. Sci. Eng. A 2002, 338, 243–252. [Google Scholar] [CrossRef]
- Shin, D.H.; Park, K.T. Directional cavity stringer formation in a superplastic 7075 Al alloy. Mater. Sci. Eng. A 1999, 268, 55–62. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Salimonenko, D.A.; Tsenev, N.K.; Berbon, P.B.; Langdon, T.G. Observations of high strain rate superplasticity in commercial aluminum alloys with ultrafine grain sizes. Scr. Mater. 1997, 37, 1945–1950. [Google Scholar] [CrossRef]
- Kawasaki, M.; Langdon, T.G. Principles of superplasticity in ultrafine-grained materials. J. Mater. Sci. 2007, 42, 1782–1796. [Google Scholar] [CrossRef] [Green Version]
- Langdon, T.G. Mechanics of Materials Achieving superplasticity in ultrafine-grained metals. Mech. Mater. 2013, 67, 2–8. [Google Scholar] [CrossRef]
- Liu, F.C.; Ma, Z.Y. Superplasticity governed by effective grain size and its distribution in fine-grained aluminum alloys. Mater. Sci. Eng. A 2011, 530, 548–558. [Google Scholar] [CrossRef]
- Blandin, J.J. Superplasticity of metallic alloys: Some current findings and open questions. Mater. Sci. Forum 2016, 838, 13–22. [Google Scholar] [CrossRef]
- Ma, Z.Y.; Mishra, R.S.; Mahoney, M.W. Superplastic deformation behaviour of friction stir processed 7075 Al alloy. Acta Mater. 2002, 50, 4419–4430. [Google Scholar] [CrossRef]
- Kawasaki, M.; Langdon, T.G. Developing superplasticity in ultrafine-grained metals. Acta Phys. Pol. A 2015, 128, 470–478. [Google Scholar] [CrossRef]
- Kawasaki, M.; Langdon, T.G. Description of the superplastic flow process by deformation mechanism maps in ultrafine-grained materials. Mater. Sci. Forum 2016, 838, 51–58. [Google Scholar] [CrossRef]
- Xu, C.; Furukawa, M.; Horita, Z.; Langdon, T.G. Severe plastic deformation as a processing tool for developing superplastic metals. J. Alloys Compd. 2004, 378, 27–34. [Google Scholar] [CrossRef]
- Xu, C.; Horite, Z.; Furukawa, M.; Langdon, T.G. Using equal-channel angular pressing for the production of superplastic aluminum and magnesium alloys. J. Mater. Eng. Perform. 2004, 13, 683–690. [Google Scholar] [CrossRef]
- Málek, P.; Poková, M.Š.; Cieslar, M. High temperature deformation of twin-roll cast Al-Mn-based alloys after equal channel angular pressing. Materials (Basel) 2015, 8, 7650–7662. [Google Scholar] [CrossRef] [Green Version]
- Jiang, D.; Liu, R.; Wang, C.; Wang, Z.; Imai, T. Microstructure and superplasticity of an Al-Zn-Mg-Cu alloy. J. Mater. Sci. 1999, 34, 3363–3366. [Google Scholar] [CrossRef]
- Humphreys, F.J. The nucleation of recrystallization at second phase particles in deformed aluminium. Acta Metall. 1977, 25, 1323–1344. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization of Two-Phase Alloys. In Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 2004; pp. 285–319. [Google Scholar] [CrossRef]
- Troeger, L.P.; Starke, E.A. Particle-stimulated nucleation of recrystallization for grain-size control and superplasticity in an Al-Mg-Si-Cu alloy. Mater. Sci. Eng. A 2000, 293, 19–29. [Google Scholar] [CrossRef]
- Xu, W.; Ferry, M.; Cairney, J.M.; Humphreys, F.J. Three-dimensional investigation of particle-stimulated nucleation in a nickel alloy. Acta Mater. 2007, 55, 5157–5167. [Google Scholar] [CrossRef]
- Robson, J.D.; Henry, D.T.; Davis, B. Particle effects on recrystallization in magnesium-manganese alloys: Particle-stimulated nucleation. Acta Mater. 2009, 57, 2739–2747. [Google Scholar] [CrossRef]
- Wang, N.; Ji, Y.; Wang, Y.; Wen, Y.; Chen, L.Q. Two modes of grain boundary pinning by coherent precipitates. Acta Mater. 2017, 135, 226–232. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. Zener Pinning. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2016; pp. 1–8. [Google Scholar]
- Markushev, M.V. On the principles of the deformation methods of aluminum-alloys grain refinement to ultrafine size: I. Fine-grained alloys. Phys. Met. Metallogr. 2009, 108, 43–49. [Google Scholar] [CrossRef]
- Hyde, K.B.; Bate, P.S. Dynamic grain growth in Al-6Ni: Modelling and experiments. Acta Mater. 2005, 53, 4313–4321. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Kotov, A.D.; Pozdniakov, A.V.; Portnoy, V.K. A high-strength aluminium-based alloy with advanced superplasticity. J. Alloys Compd. 2014, 599, 139–144. [Google Scholar] [CrossRef]
- Kotov, A.D.; Mikhaylovskaya, A.V.; Kishchik, M.S.; Tsarkov, A.A.; Aksenov, S.A.; Portnoy, V.K. Superplasticity of high-strength Al-based alloys produced by thermomechanical treatment. J. Alloys Compd. 2016, 688, 336–344. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Mochugovskiy, A.G.; Kotov, A.D.; Yakovtseva, O.A.; Gorshenkov, M.V.; Portnoy, V.K. Superplasticity of clad aluminium alloy. J. Mater. Process. Technol. 2017, 243, 355–364. [Google Scholar] [CrossRef]
- Barkov, R.Y.; Pozdniakov, A.V.; Tkachuk, E.; Zolotorevskiy, V.S. Effect of Y on microstructure and mechanical properties of Al-Mg-Mn-Zr-Sc alloy with low Sc content. Mater. Lett. 2018, 217, 135–138. [Google Scholar] [CrossRef]
- Filatov, Y.A.; Yelagin, V.I.; Zakharov, V.V. New Al-Mg-Sc alloys. Mater. Sci. Eng. A 2000, 280, 97–101. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Yakovtseva, O.A.; Cheverikin, V.V.; Kotov, A.D.; Portnoy, V.K. Superplastic behaviour of Al-Mg-Zn-Zr-Sc-based alloys at high strain rates. Mater. Sci. Eng. A 2016, 659, 225–233. [Google Scholar] [CrossRef]
- Loginova, I.; Khalil, A.; Pozdniakov, A.; Solonin, A.; Zolotorevskiy, V. Effect of pulse laser welding parameters and filler metal on microstructure and mechanical properties of Al-4.7Mg-0.32Mn-0.21Sc-0.1Zr alloy. Metals (Basel) 2017, 7, 564. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Z.D.; Xu, X.F.; Tong, G.Q.; Zhu, S.F.; Huang, S.D.; Cao, Y. Optimization of pressure cycle for superplastic forming of 5083 aluminum alloy shell. Cailiao Kexue yu Gongyi/Mater. Sci. Technol. 2008, 16, 228–231. [Google Scholar]
- Bonet, J.; Gil, A.; Wood, R.D.; Said, R.; Curtis, R. V Simulating superplastic forming. Comput. Methods Appl. Mech. Eng. 2006, 195, 6580–6603. [Google Scholar] [CrossRef]
- Vasin, R.A.; Enikeev, F.U.; Tokuda, M.; Safiullin, R.V. Mathematical modelling of the superplastic forming of a long rectangular sheet. Int. J. Non-Linear Mech. 2003, 38, 799–807. [Google Scholar] [CrossRef]
- Giuliano, G. Mathematical modelling of superplastic metal sheet forming processes. In Superplastic Forming of Advanced Metallic Materials; Woodhead Publishing: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Luo, L.; Liu, Z.; Bai, S.; Zhao, J.; Zeng, D.; Wang, J.; Cao, J.; Hu, Y. Hot Deformation Behavior Considering Strain Effects and Recrystallization Mechanism of an Al-Zn-Mg-Cu Alloy. Metals (Basel) 2020, 13, 1743. [Google Scholar] [CrossRef]
- Zhang, H.; Wen, W.; Cui, H.; Xu, Y. A modified Zerilli-Armstrong model for alloy IC10 over a wide range of temperatures and strain rates. Mater. Sci. Eng. A 2009, 527, 328–333. [Google Scholar] [CrossRef]
- Mosleh, A.O.; Mikhaylovskaya, A.V.; Kotov, A.D.; Portnoy, V.K. Arrhenius-Type Constitutive Equation Model of Superplastic Deformation Behaviour of Different Titanium Based Alloys. Defect Diffus. Forum 2018, 385, 48–52. [Google Scholar] [CrossRef]
- He, Z.; Wang, Z.; Lin, P. A Comparative Study on Arrhenius and Johnson–Cook Constitutive Models for High-Temperature Deformation of Ti2AlNb-Based Alloys. Metals 2019, 9, 123. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Liao, Q.; Niu, Y.; Jia, W.; Le, Q.; Cheng, C.; Yu, F.; Cui, J. A constitutive relation of AZ80 magnesium alloy during hot deformation based on Arrhenius and Johnson–Cook model. J. Mater. Res. Technol. 2019, 8, 1859–1869. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, Z.; Zhai, R.; Ma, R.; Zhao, J. New method to develop High temperature constitutive model of metal based on the Arrhenius-type model. Mater. Today Commun. 2020, 24, 101000. [Google Scholar] [CrossRef]
- Huang, C.; Jia, X.; Zhang, Z. A Modified Back Propagation Artificial Neural Network Model Based on Genetic Algorithm to Predict the Flow Behavior of 5754 Aluminum Alloy. Materials 2018, 11, 855. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bahrami, A.; Anijdan, S.H.M.; Hosseini, H.R.M.; Shafyei, A.; Narimani, R. Effective parameters modeling in compression of an austenitic stainless steel using artificial neural network. Comput. Mater. Sci. 2005, 34, 335–341. [Google Scholar] [CrossRef]
- Khosravania, M.R.; Nasiri, S.; Weinber, K. Prediction of fracture in sandwich-structured composite joints using CBR approach. Procedia Struct. Integr. 2018, 13, 168–173. [Google Scholar] [CrossRef]
- Mosleh, A.O.; Mikhaylovskaya, A.V.; Kotov, A.D.; Kwame, J.S. Experimental, modelling and simulation of an approach for optimizing the superplastic forming of Ti-6%Al-4%V titanium alloy. J. Manuf. Process. 2019, 45, 262–272. [Google Scholar] [CrossRef]
- Mosleh, A.; Mikhaylovskaya, A.; Kotov, A.; Pourcelot, T.; Aksenov, S.; Kwame, J.; Portnoy, V. Modelling of the Superplastic Deformation of the Near-α Titanium Alloy (Ti-2.5Al-1.8Mn) Using Arrhenius-Type Constitutive Model and Artificial Neural Network. Metals (Basel) 2017, 7, 568. [Google Scholar] [CrossRef] [Green Version]
- Lin, Y.C.; Chen, M.-S.; Zhong, J. Constitutive modeling for elevated temperature flow behavior of 42CrMo steel. Comput. Mater. Sci. 2008, 42, 470–477. [Google Scholar]
- Bodunrin, M.O. Flow stress prediction using hyperbolic-sine Arrhenius constants optimised by simple generalised reduced gradient refinement. J. Mater. Res. Technol. 2019, 9, 2376–2386. [Google Scholar] [CrossRef]
- Mohamed, F.A. Micrograin Superplasticity: Characteristics and Utilization. Materials (Basel) 2011, 4, 1194–1223. [Google Scholar] [CrossRef] [Green Version]
- Bate, P. The effect of deformation on grain growth in Zener pinned systems. Acta Mater. 2001, 49, 1453–1461. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Yakovtseva, O.A.; Sitkina, M.N.; Kotov, A.D.; Irzhak, A.V.; Krymskiy, S.V.; Portnoy, V.K. Comparison between superplastic deformation mechanisms at primary and steady stages of the fine grain AA7475 aluminium alloy. Mater. Sci. Eng. A 2018, 718, 277–286. [Google Scholar] [CrossRef]
- Blandin, J.J.; Hong, B.; Varloteaux, A.; Suery, M.; L’Esperance, G. Effect of the nature of grain boundary regions on cavitation of a superplastically deformed aluminium alloy. Acta Mater. 1996, 44, 2317–2326. [Google Scholar] [CrossRef]
- Zhang, S.Y.; Wang, C.; Zhao, L.Q.; Ma, P.K.; Song, J.W.; Xu, J.; Cheng, X.M.; Wang, H.Y. Superplastic deformation behavior of rolled Mg-8Al-2Sn and Mg-8Al-1Sn-1Zn alloys at high temperatures. Materials (Basel) 2020, 13, 1074. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kotov, A.D.; Mikhaylovskaya, A.V.; Borisov, A.A.; Yakovtseva, O.A.; Portnoy, V.K. High-strain-rate superplasticity of the Al–Zn–Mg–Cu alloys with Fe and Ni additions. Phys. Met. Metallogr. 2017, 118, 913–921. [Google Scholar] [CrossRef]
- Sellars, C.M.; McTegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of strain rate upon plastic flow of steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coefficients | α | |||
|---|---|---|---|---|
| a | 0.06794 | 47.62414 | 4.73584 | 1.62913 |
| b | −8.99155 × 10−4 | 2.54795 | 0.39416 | 0.00757 |
| c | 1.92787 × 10−5 | −0.0476 | −0.00737 | −5.09154 × 10−5 |
| d | −1.49955 × 10−7 | 3.81136 × 10−4 | 5.83719 × 10−5 | 8.17962 × 10−8 |
| e | 5.68411 × 10−10 | −1.42221 × 10−6 | −2.15681 × 10−7 | 3.02081 × 10−10 |
| f | −8.64638 × 10−13 | 2.01632 × 10−9 | 3.02832 × 10−10 | −5.38008 × 10−13 |
| R2 | 0.999 | 0.991 | 0.995 | 0.983 |
| Parameters | Contents |
|---|---|
| Network | Backpropagation Network (BP) |
| Function | TrainLM |
| Transfer function of output layer | Liner (purelin) |
| Transfer function of hidden layer | Tan-sigmoid |
| Training epoch | 8000 |
| Goal | 1 × 10−6 |
| Performance function | MSE |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yakovtseva, O.; Sitkina, M.; Mosleh, A.O.; Mikhaylovskaya, A. High Strain Rate Superplasticity in Al-Zn-Mg-Based Alloy: Microstructural Design, Deformation Behavior, and Modeling. Materials 2020, 13, 2098. https://doi.org/10.3390/ma13092098
Yakovtseva O, Sitkina M, Mosleh AO, Mikhaylovskaya A. High Strain Rate Superplasticity in Al-Zn-Mg-Based Alloy: Microstructural Design, Deformation Behavior, and Modeling. Materials. 2020; 13(9):2098. https://doi.org/10.3390/ma13092098
Chicago/Turabian StyleYakovtseva, Olga, Maria Sitkina, Ahmed O. Mosleh, and Anastasia Mikhaylovskaya. 2020. "High Strain Rate Superplasticity in Al-Zn-Mg-Based Alloy: Microstructural Design, Deformation Behavior, and Modeling" Materials 13, no. 9: 2098. https://doi.org/10.3390/ma13092098