Hardening of Additive Manufactured 316L Stainless Steel by Using Bimodal Powder Containing Nanoscale Fraction

 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
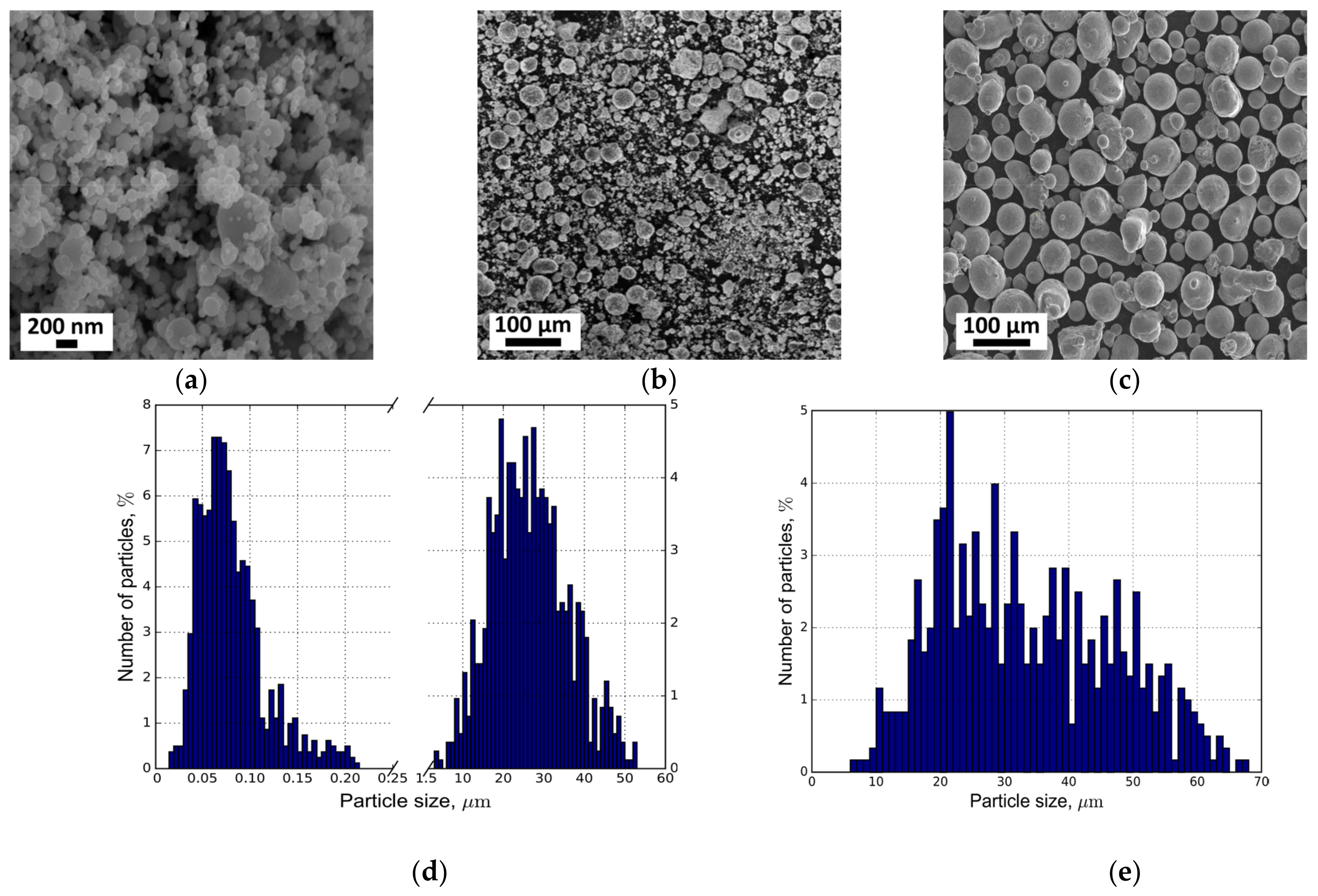
2.1. Powder Feedstock
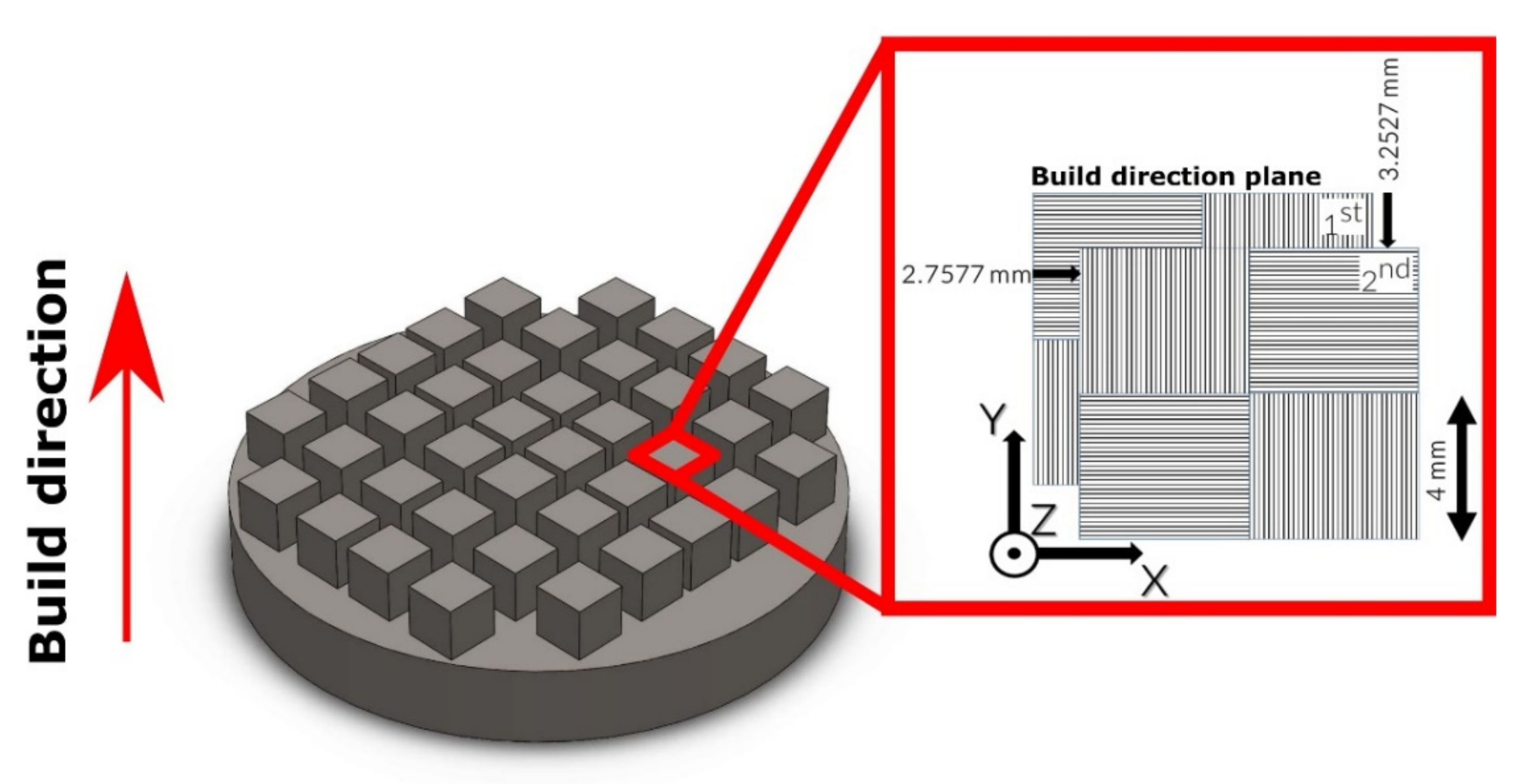
2.2. Laser Powder Bed Fusion and Sample Preparation
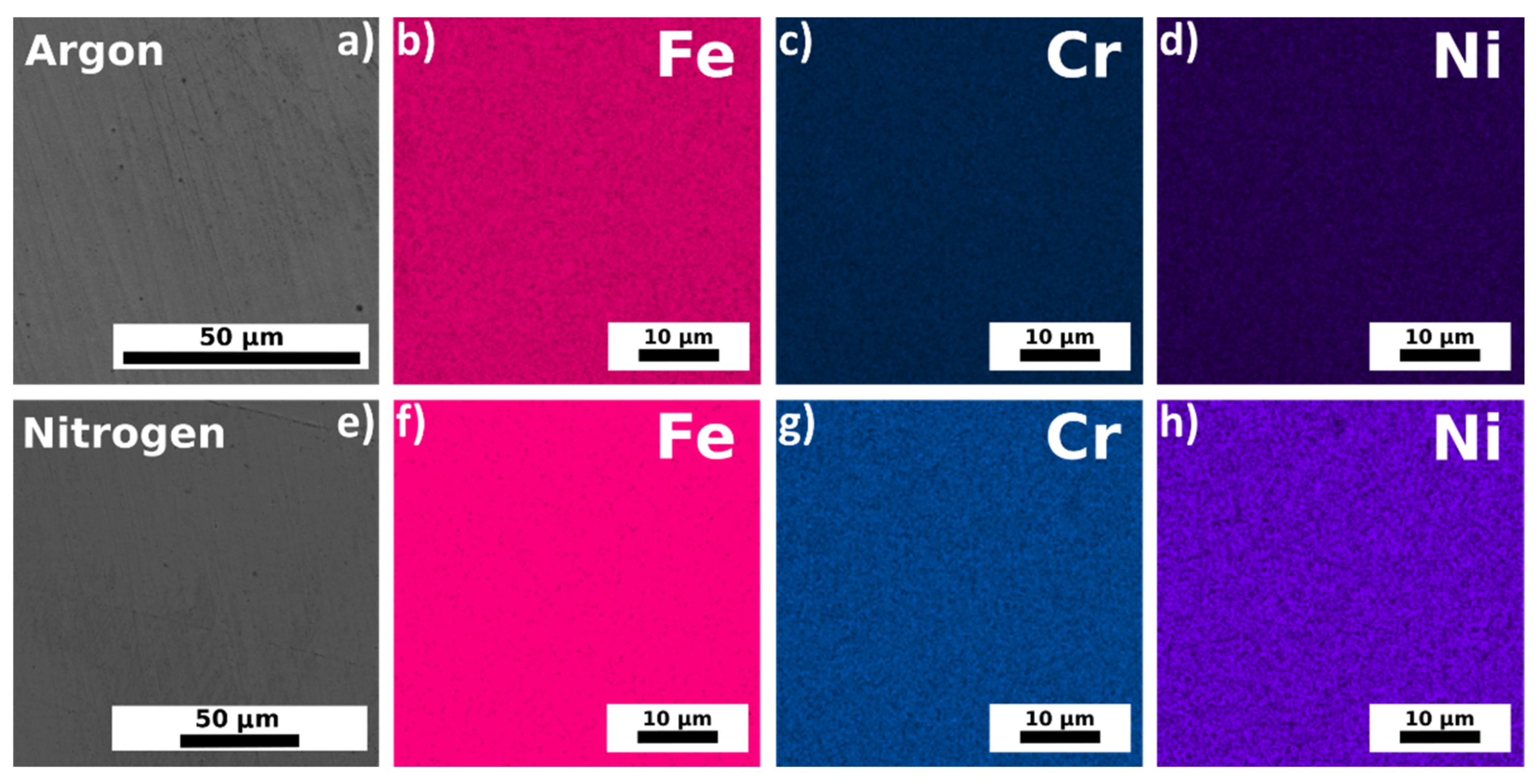
2.3. Microstructure Characterization and Analysis of Nitrogen Content
2.4. Porosity/Density Measurements
2.5. Roughness and Vickers Microhardness Measurements
3. Results
3.1. Microstructural Analysis
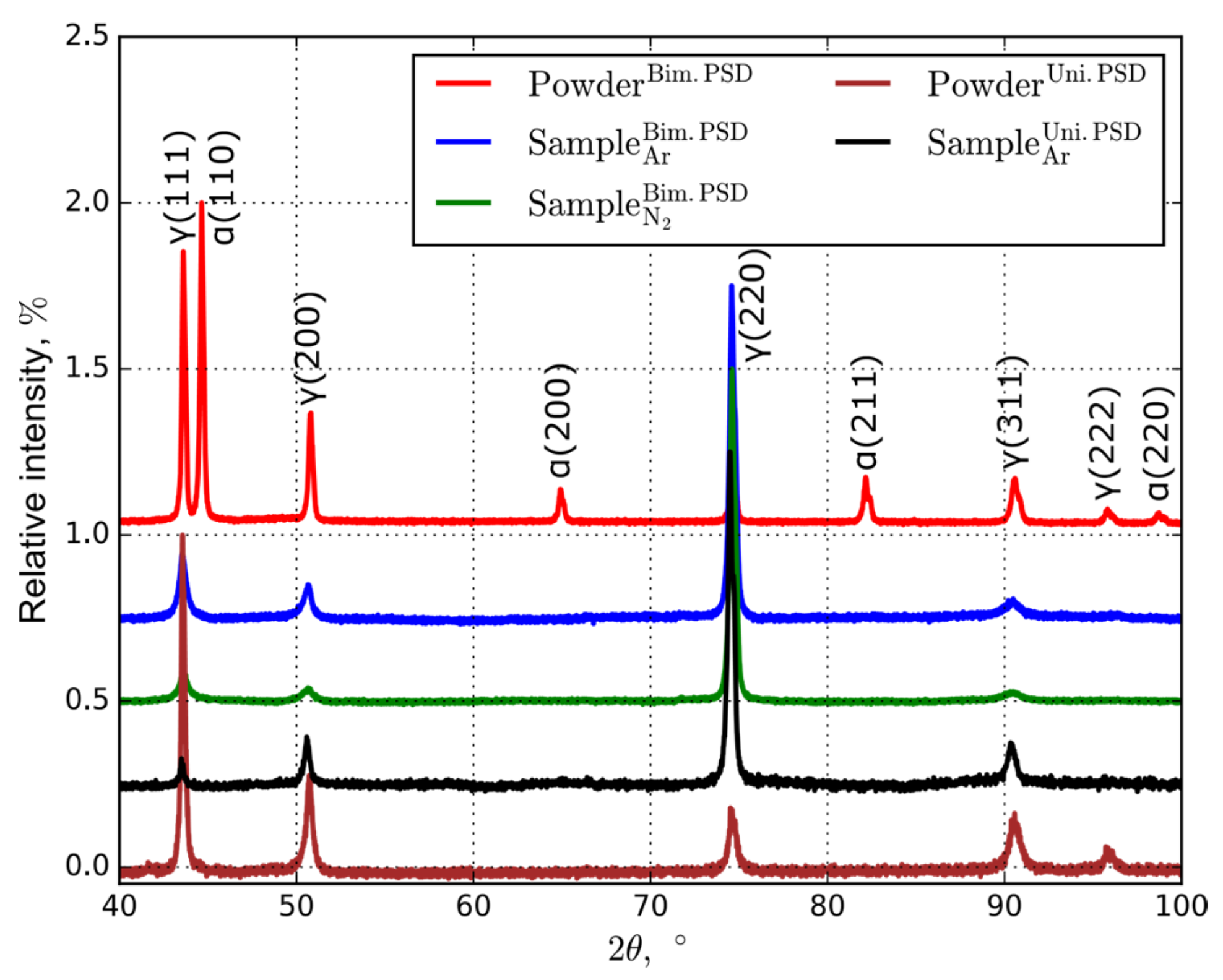
3.2. Phase Analysis
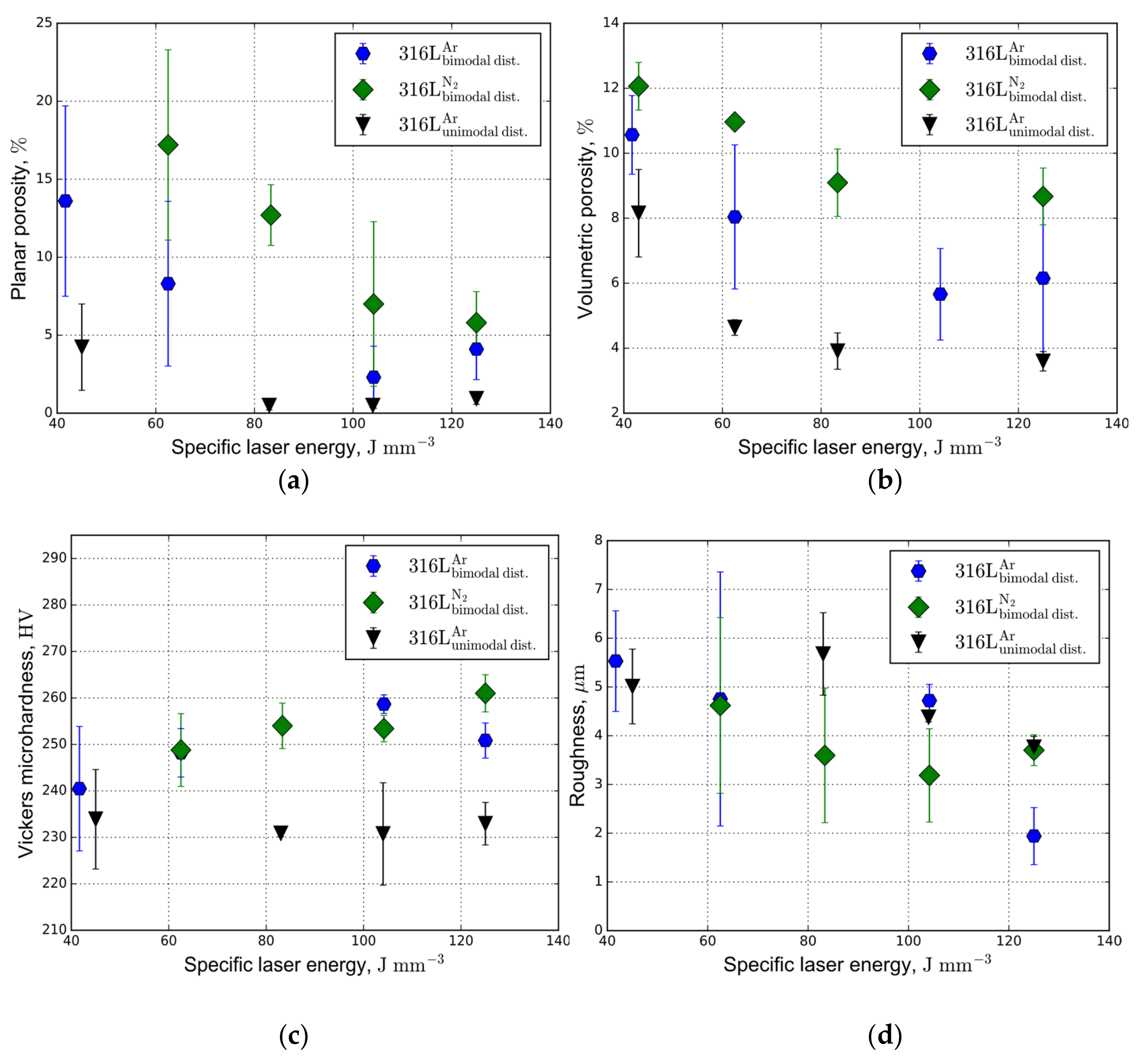
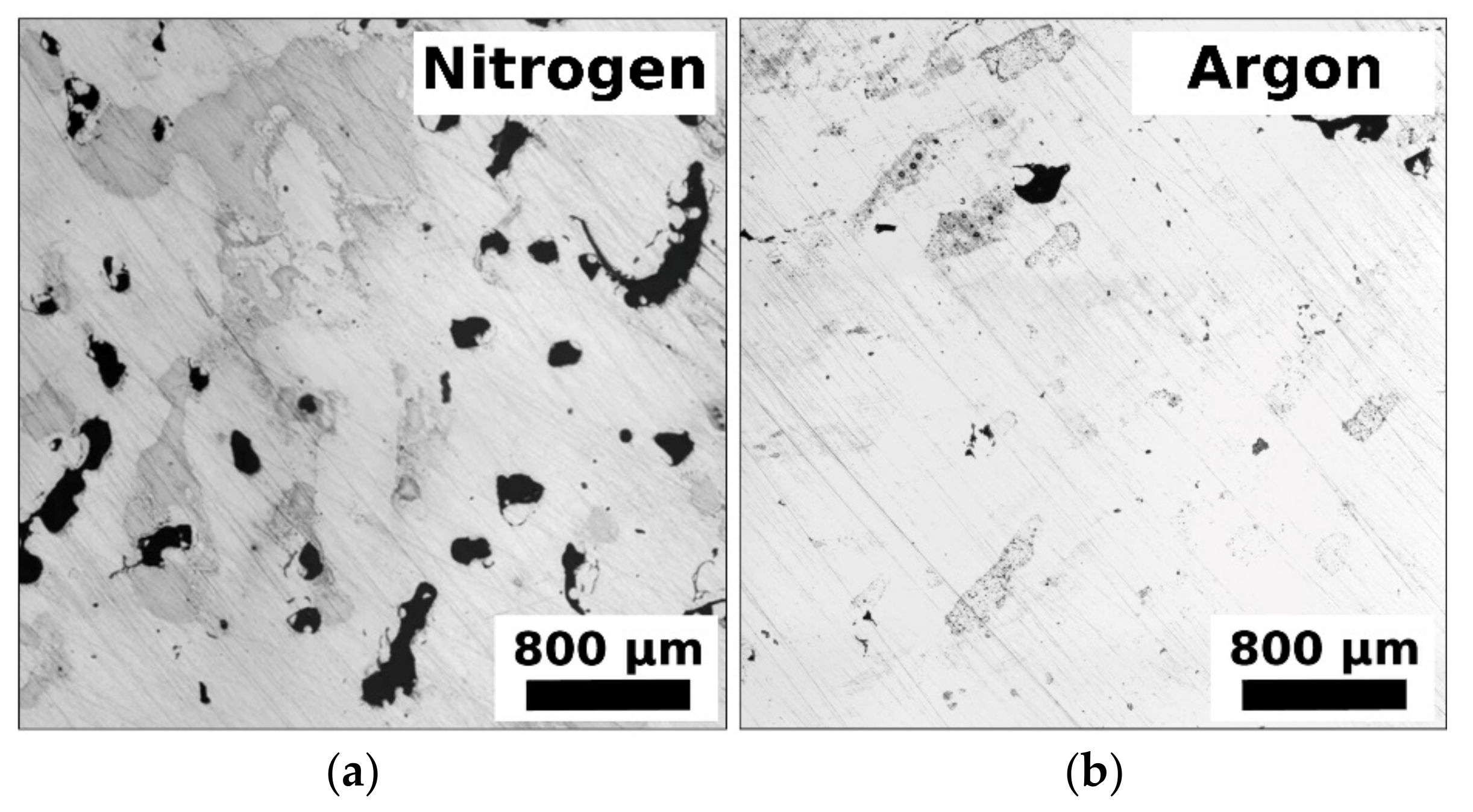
3.3. Density, Porosity, Microhardness, and Roughness
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Safonov, A.; Maltsev, E.; Chugunov, S.; Tikhonov, A.; Konev, S.; Evlashin, S.; Popov, D.; Pasko, A.; Akhatov, I. Design and fabrication of complex-shaped ceramic bone implants via 3d printing based on laser stereolithography. Appl. Sci. 2020, 10, 7138. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2nd ed.; Springer: New York, NY, USA, 2015; ISBN 9781493921133. [Google Scholar]
- Arabi-Hashemi, A.; Maeder, X.; Figi, R.; Schreiner, C.; Griffiths, S.; Leinenbach, C. 3D magnetic patterning in additive manufacturing via site-specific in-situ alloy modification. Appl. Mater. Today 2020, 18, 100512. [Google Scholar] [CrossRef]
- Bang, G.B.; Kim, W.R.; Kim, H.K.; Park, H.K.; Kim, G.H.; Hyun, S.K.; Kwon, O.; Kim, H.G. Effect of process parameters for selective laser melting with SUS316L on mechanical and microstructural properties with variation in chemical composition. Mater. Des. 2021, 197, 109221. [Google Scholar] [CrossRef]
- Liverani, E.; Toschi, S.; Ceschini, L.; Fortunato, A. Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel. J. Mater. Process. Technol. 2017, 249, 255–263. [Google Scholar] [CrossRef]
- Sun, Z.; Tan, X.; Tor, S.B.; Yeong, W.Y. Selective laser melting of stainless steel 316L with low porosity and high build rates. Mater. Des. 2016, 104, 197–204. [Google Scholar] [CrossRef]
- Brika, S.E.; Morgan, L.; Dion, C.; Brailovski, V. Influence of particle morphology and size distribution on the powder flowability and laser powder bed fusion manufacturability of Ti-6Al-4V alloy. Addit. Manuf. 2019, 31, 100929. [Google Scholar] [CrossRef]
- Seyda, V.; Herzog, D.; Emmelmann, C. Relationship between powder characteristics and part properties in laser beam melting of Ti–6Al–4V, and implications on quality. J. Laser Appl. 2017, 29, 022311. [Google Scholar] [CrossRef]
- Jacob, G.; Brown, C.U.; Donmez, A. The Influence of Spreading Metal Powders with Different Particle Size Distributions on the Powder Bed Density in Laser-Based Powder Bed Fusion Processes; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2018. [Google Scholar]
- Liu, B.; Wildman, R.; Tuck, C.; Ashcroft, I.; Hague, R. Investigation the effect of particle size distribution on processing parameters optimisation in selective laser melting process. In Proceedings of the 22nd Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 8–10 August 2011; pp. 227–238. [Google Scholar]
- Mcgeary, R.K. Mechanical Packing. J. Am. Ceram. Soc. 1961, 44, 513–522. [Google Scholar] [CrossRef]
- Reijonen, J.; Revuelta, A.; Riipinen, T.; Ruusuvuori, K.; Puukko, P. On the effect of shielding gas flow on porosity and melt pool geometry in laser powder bed fusion additive manufacturing. Addit. Manuf. 2020, 32, 101030. [Google Scholar] [CrossRef]
- Pauzon, C.; Leicht, A.; Klement, U.; Forêt, P.; Hryha, E. Effect of the Process Gas and Scan Speed on the Properties and Productivity of Thin 316L Structures Produced by Laser-Powder Bed Fusion. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2020. [Google Scholar] [CrossRef]
- Seitz, M.; Hoffmann, J.; Rieth, M.; Margraf, P.; Senn, R.; Klimenkov, M.; Lindau, R.; Baumgärtner, S.; Jäntsch, U.; Franke, P.; et al. Assessment of industrial nitriding processes for fusion steel applications. Nucl. Mater. Energy 2017, 13, 90–98. [Google Scholar] [CrossRef]
- Byrnes, M.L.G.; Grujicic, M.; Owen, W.S. Nitrogen Strengthening of a Stable Austenitic Stainless Steel. Acta Metall. 1987, 35, 1853–1862. [Google Scholar] [CrossRef]
- Hertzman, S.; Charles, J. On the effect of nitrogen on duplex stainless steels. Rev. Metall. 2011, 108, 413–425. [Google Scholar] [CrossRef]
- Reed, R.P. Nitrogen in austenitic stainless steels. JOM 1989, 41, 16–21. [Google Scholar] [CrossRef]
- Cui, C.; Uhlenwinkel, V.; Schulz, A.; Zoch, H.W. Austenitic stainless steel powders with increased nitrogen content for laser additive manufacturing. Metals 2020, 10, 61. [Google Scholar] [CrossRef] [Green Version]
- Valente, E.H.; Christiansen, T.L.; Somers, M.A.J. High-temperature solution nitriding and low-temperature surface nitriding of 3D printed stainless steel. In Proceedings of the 2018 European Conference on Heat Treatment (ECHT), Friedrichshafen, Germany, 12–13 April 2018; pp. 71–80. [Google Scholar]
- Nam, N.D.; Xuan, N.A.; Van Bach, N.; Nhung, L.T.; Chieu, L.T. Control gas nitriding process: A review. J. Mech. Eng. Res. Dev. 2019, 42, 17–25. [Google Scholar] [CrossRef]
- Boes, J.; Röttger, A.; Becker, L.; Theisen, W. Processing of gas-nitrided AISI 316L steel powder by laser powder bed fusion—Microstructure and properties. Addit. Manuf. 2019, 30, 100836. [Google Scholar] [CrossRef]
- Mukhtar, A.; Fry, M.; Jackson, B.; Bolzoni, L. Effects of Gas Nitriding on Fatigue and Crack Initiation of Ti6Al4V produced by Selective Laser Melting. Mater. Res. 2019, 22. [Google Scholar] [CrossRef] [Green Version]
- Klimova, M.; Shaysultanov, D.; Semenyuk, A.; Zherebtsov, S.; Salishchev, G.; Stepanov, N. Effect of nitrogen on mechanical properties of CoCrFeMnNi high entropy alloy at room and cryogenic temperatures. J. Alloys Compd. 2020. [Google Scholar] [CrossRef]
- Lerner, M.I.; Svarovskaya, N.V.; Psakhie, S.G.; Bakina, O.V. Production technology, characteristics, and some applications of electric-explosion nanopowders of metals. Nanotechnol. Russ. 2009, 4, 741–757. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; McNelley, T.R.; Langdon, T.G. Evolution of microstructure and microtexture in fcc metals during high-pressure torsion. J. Mater. Sci. 2007, 42, 1517–1528. [Google Scholar] [CrossRef]
- Kim, C.S. Thermophysical Properties of Stainless Steels; Technical Report; Argonne National Lab.: Argonne, IL, USA, 1975. [Google Scholar] [CrossRef]
- Bajaj, P.; Hariharan, A.; Kini, A.; Kürnsteiner, P.; Raabe, D.; Jägle, E.A. Steels in additive manufacturing: A review of their microstructure and properties. Mater. Sci. Eng. A 2020, 772, 138633. [Google Scholar] [CrossRef]
- Krakhmalev, P.; Fredriksson, G.; Svensson, K.; Yadroitsev, I.; Yadroitsava, I.; Thuvander, M.; Peng, R. Microstructure, solidification texture, and thermal stability of 316 L stainless steel manufactured by laser powder bed fusion. Metals 2018, 8, 643. [Google Scholar] [CrossRef] [Green Version]
- Saeidi, K.; Gao, X.; Lofaj, F.; Kvetková, L.; Shen, Z.J. Transformation of austenite to duplex austenite-ferrite assembly in annealed stainless steel 316L consolidated by laser melting. J. Alloys Compd. 2015, 633, 463–469. [Google Scholar] [CrossRef]
- Saeidi, K. Stainless Steels Fabricated by Laser Melting: Scaled-Down Structural Hierarchies and Microstructural Heterogeneities. Ph.D. Thesis, Stockholm University, Stockholm, Sweden, 2016. [Google Scholar]
- Santos, H.; Leal, J.; Sá, C. Nitrogen effect in microstructural parameters of a cast duplex stainless steel. Mater. Sci. Forum 2006, 514–516, 524–528. [Google Scholar] [CrossRef]
- Shahmir, H.; He, J.; Lu, Z.; Kawasaki, M.; Langdon, T.G. Effect of Annealing on Mechanical Properties of a Nanocrystalline CoCrFeNiMn High-Entropy Alloy Processed by High-Pressure Torsion; Elsevier: Amsterdam, The Netherlands, 2016; Volume 676, ISBN 4423805944. [Google Scholar]
- Zhang, B.; Liao, H.; Coddet, C. Effects of processing parameters on properties of selective laser melting Mg-9%Al powder mixture. Mater. Des. 2012, 34, 753–758. [Google Scholar] [CrossRef]
- Cherry, J.A.; Davies, H.M.; Mehmood, S.; Lavery, N.P.; Brown, S.G.R.; Sienz, J. Investigation into the effect of process parameters on microstructural and physical properties of 316L stainless steel parts by selective laser melting. Int. J. Adv. Manuf. Technol. 2014, 76, 869–879. [Google Scholar] [CrossRef] [Green Version]
- Garlea, E.; Choo, H.; Sluss, C.C.; Koehler, M.R.; Bridges, R.L.; Xiao, X.; Ren, Y.; Jared, B.H. Variation of elastic mechanical properties with texture, porosity, and defect characteristics in laser powder bed fusion 316L stainless steel. Mater. Sci. Eng. A 2019, 763, 138032. [Google Scholar] [CrossRef]
- Coe, H.G.; Pasebani, S. Use of bimodal particle size distribution in selective laser melting of 316L stainless steel. J. Manuf. Mater. Process. 2020, 4, 8. [Google Scholar] [CrossRef] [Green Version]
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Nezhadfar, P.D.; Masoomi, M.; Thompson, S.; Phan, N.; Shamsaei, N. Mechanical Properties of 17-4 PH Stainless Steel Additively Manufactured under Ar and N2 Shielding Gas. In Proceedings of the 29th Annual International Solid Freeform Fabrication, Austin, TX, USA, 13–15 August 2018. [Google Scholar]
- Wang, D.; Liu, Y.; Yang, Y.; Xiao, D. Theoretical and experimental study on surface roughness of 316L stainless steel metal parts obtained through selective laser melting. Rapid Prototyp. J. 2016, 22, 706–716. [Google Scholar] [CrossRef]
- Saeidi, K.; Kvetková, L.; Lofaj, F.; Shen, Z. Austenitic stainless steel strengthened by the in situ formation of oxide nanoinclusions. RSC Adv. 2015, 5, 20747–20750. [Google Scholar] [CrossRef] [Green Version]
- Pauzon, C. The Process Atmosphere as a Parameter in the Laser-Powder Bed Fusion Process. Ph.D. Thesis, Chalmers University of Technology, Gothenburg, Sweden, 2019. [Google Scholar]
- Nasiri, Z.; Ghaemifar, S.; Naghizadeh, M.; Mirzadeh, H. Thermal Mechanisms of Grain Refinement in Steels: A Review. Met. Mater. Int. 2020. [Google Scholar] [CrossRef]
- Valente, E.H.; Nadimpalli, V.K.; Andersen, S.A.; Pedersen, D.B.; Christiansen, T.L.; Somers, M.A.J. Influence of atmosphere on microstructure and nitrogen content in AISI 316L fabricated by laser-based powder bed fusion. In Proceedings of the 19th International Conference & Exhibition, Bizkaia, Spain, 3–7 June 2019; pp. 244–247. [Google Scholar]
- Heuer, A.; Collins, S. Surface hardening of stainless steel. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2009, 40, 1767. [Google Scholar] [CrossRef] [Green Version]
- Xie, J.; Teng, L.; Chen, N.; Seetharaman, S. Study of chromium activity in the Cr-Fe-N system by galvanic cell method. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2010, 41, 172–180. [Google Scholar] [CrossRef]
- Vanderschaeve, F.; Taillard, R.; Foct, J. Discontinuous precipitation of Cr2N in a high nitrogen, chromium-manganese austenitic stainless steel. J. Mater. Sci. 1995, 30, 6035–6046. [Google Scholar] [CrossRef]
- Mändl, S.; Rauschenbach, B. Nitrogen diffusion in austenitic stainless steel and the formation of expanded austenite. In Defect and Diffusion Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2001; Volume 188–190, pp. 125–136. [Google Scholar] [CrossRef]
- Wang, D.; Song, C.; Yang, Y.; Bai, Y. Investigation of crystal growth mechanism during selective laser melting and mechanical property characterization of 316L stainless steel parts. Mater. Des. 2016, 100, 291–299. [Google Scholar] [CrossRef]
- Field, A.C.; Carter, L.N.; Adkins, N.J.E.; Attallah, M.M.; Gorley, M.J.; Strangwood, M. The Effect of Powder Characteristics on Build Quality of High-Purity Tungsten Produced via Laser Powder Bed Fusion (LPBF). Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2020, 51, 1367–1378. [Google Scholar] [CrossRef] [Green Version]
- Rubenchik, A.; Wu, S.; Mitchell, S.; Golosker, I.; LeBlanc, M.; Peterson, N. Direct measurements of temperature-dependent laser absorptivity of metal powders. Appl. Opt. 2015, 54, 7230. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Printing Parameter | Value (s) | Unit |
|---|---|---|
| Laser power | 60–150 | W |
| Spot size | 55 | µm |
| Scan speed | 100–3000 | mm s−1 |
| Hatch spacing | 80 | µm |
| Layer thickness | 20 | µm |
| Square pattern side | 4 | mm |
| Gas flow (Ar/N2) | 2.5 | m s−1 |
| Oxygen level | <0.3 | at.% |
| Pressure in chamber | 0.1 | MPa |
| Element | Weight [%] | ||||
|---|---|---|---|---|---|
| Fe | 64.9 | 66.1 | 64.7 | 64.2 | 66.2 |
| Cr | 17.8 | 16.6 | 16.8 | 16.9 | 16.5 |
| Ni | 12.5 | 12.5 | 12.3 | 12.4 | 12.1 |
| Mo | 1.2 | 2.5 | 2.2 | 2.8 | 2.4 |
| Mn | 2.0 | 1.5 | 1.8 | 1.7 | 1.5 |
| Si | 0.6 | 0.7 | 0.4 | 0.3 | 0.6 |
| N | 0.127 | 0.068 | 0.122 | 0.096 | 0.067 |
| Physical Property, Unit | PSD/Protective Atmosphere | ||
|---|---|---|---|
| Bimodal/Ar | Bimodal/N2 | Unimodal/Ar | |
| Density *, kg m−3 | 7280 ± 230 | 7190 ± 210 | 7520 ± 210 |
| Vickers microhardness, HV | 259 ± 2 | 261 ± 4 | 234 ± 11 |
| Roughness, µm | 1.9 ± 0.6 | 3.2 ± 0.9 | 3.8 ± 0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Filimonov, A.M.; Rogozin, O.A.; Firsov, D.G.; Kuzminova, Y.O.; Sergeev, S.N.; Zhilyaev, A.P.; Lerner, M.I.; Toropkov, N.E.; Simonov, A.P.; Binkov, I.I.; et al. Hardening of Additive Manufactured 316L Stainless Steel by Using Bimodal Powder Containing Nanoscale Fraction. Materials 2021, 14, 115. https://doi.org/10.3390/ma14010115
Filimonov AM, Rogozin OA, Firsov DG, Kuzminova YO, Sergeev SN, Zhilyaev AP, Lerner MI, Toropkov NE, Simonov AP, Binkov II, et al. Hardening of Additive Manufactured 316L Stainless Steel by Using Bimodal Powder Containing Nanoscale Fraction. Materials. 2021; 14(1):115. https://doi.org/10.3390/ma14010115
Chicago/Turabian StyleFilimonov, Aleksandr M., Oleg A. Rogozin, Denis G. Firsov, Yulia O. Kuzminova, Semen N. Sergeev, Alexander P. Zhilyaev, Marat I. Lerner, Nikita E. Toropkov, Alexey P. Simonov, Ivan I. Binkov, and et al. 2021. "Hardening of Additive Manufactured 316L Stainless Steel by Using Bimodal Powder Containing Nanoscale Fraction" Materials 14, no. 1: 115. https://doi.org/10.3390/ma14010115