Determination of Selected Texture Features on a Single-Layer Grinding Wheel Active Surface for Tracking Their Changes as a Result of Wear


Abstract
:1. Introduction
2. Research Methodology
- Grinding speed (for diameter ): –, which corresponds to the rotational speed range of the grinder spindle: –;
- Feed speed: –;
- Grinding depth: ––.
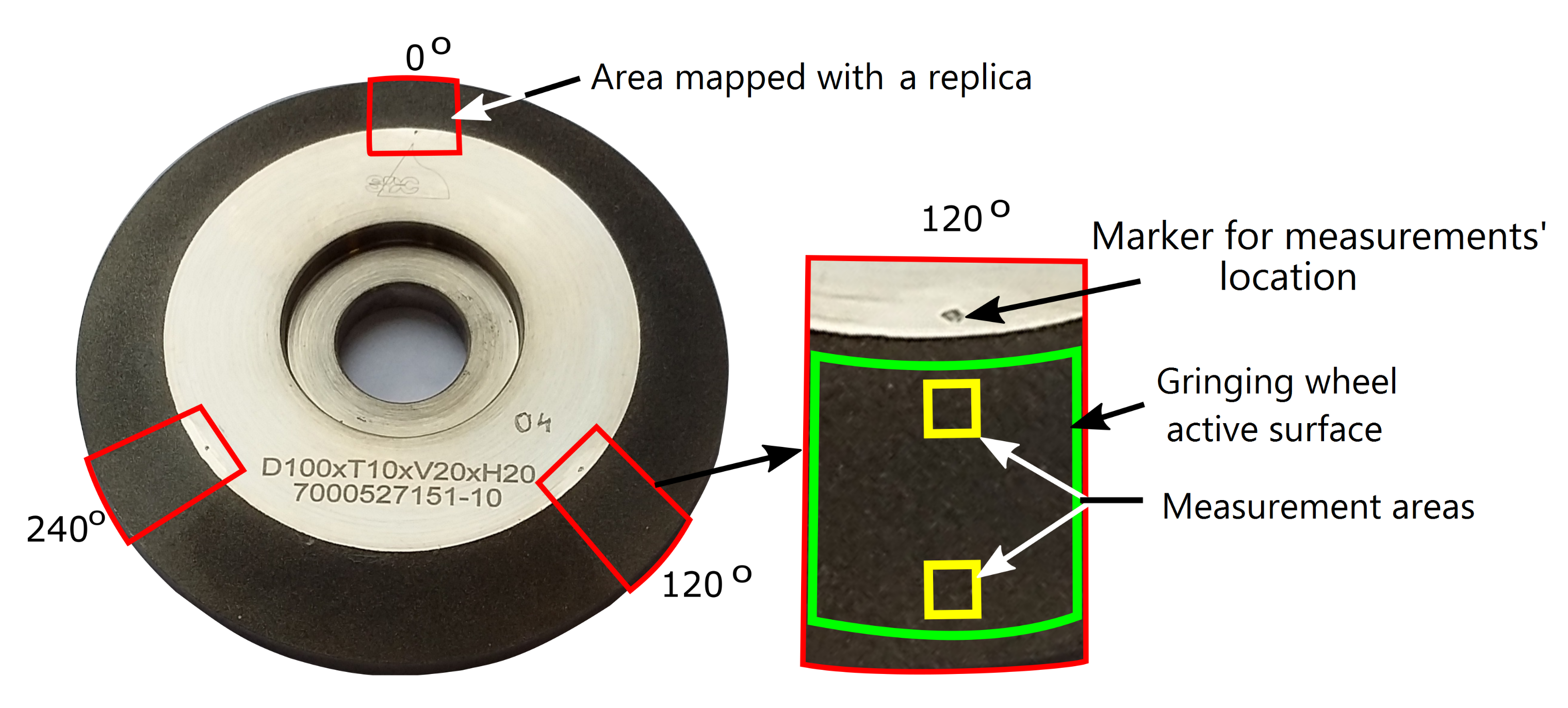
Positioning of Measuring Surfaces
3. Automatic Determination of the Cut-Off Level in the SPIP 6.4.2 Software
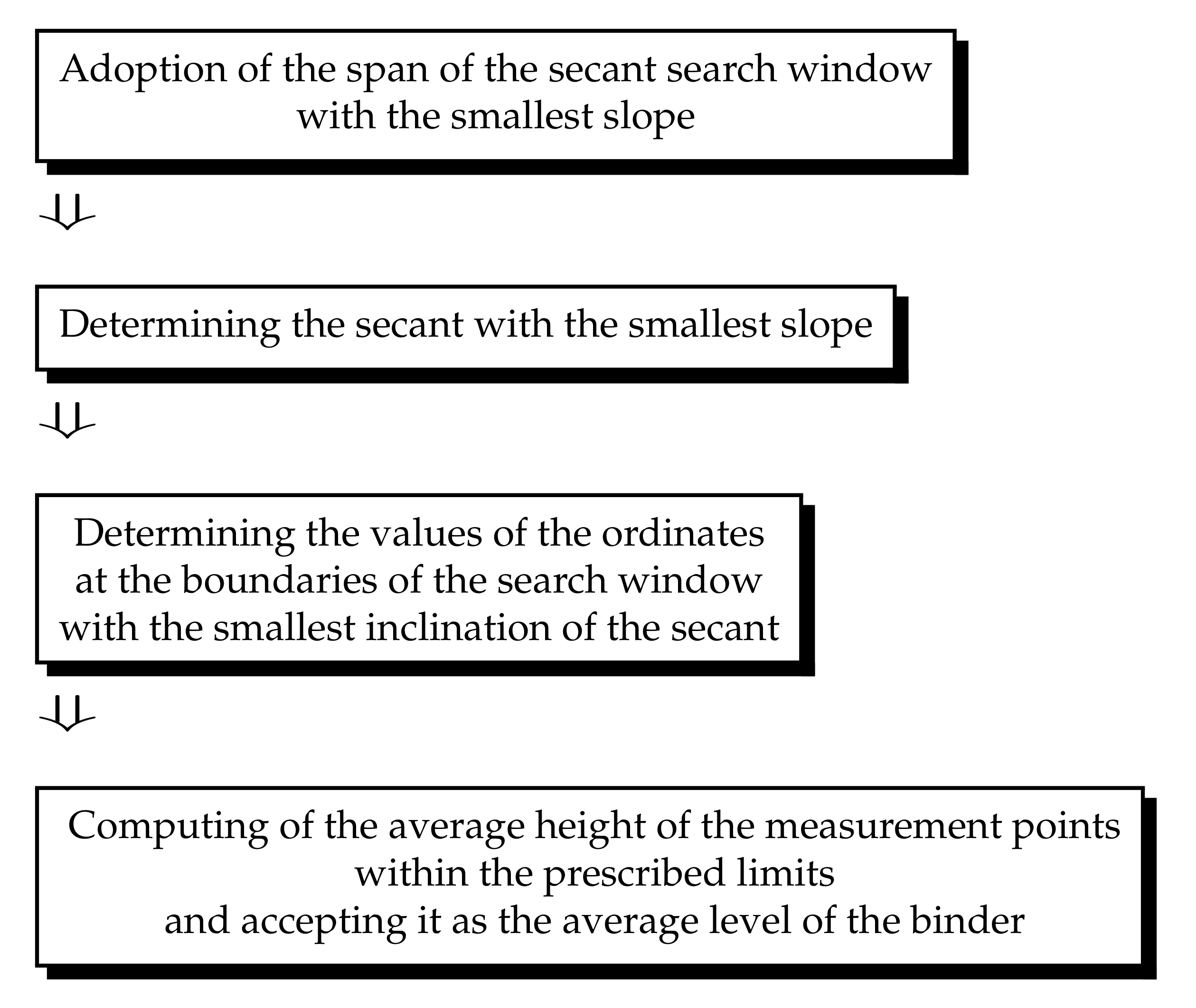
4. Calculation of the Average Level of the Binder
5. Comparison of Results Obtained Using Automatically Determined (AT) Cut-Off Level and the Developed Algorithm (OA)
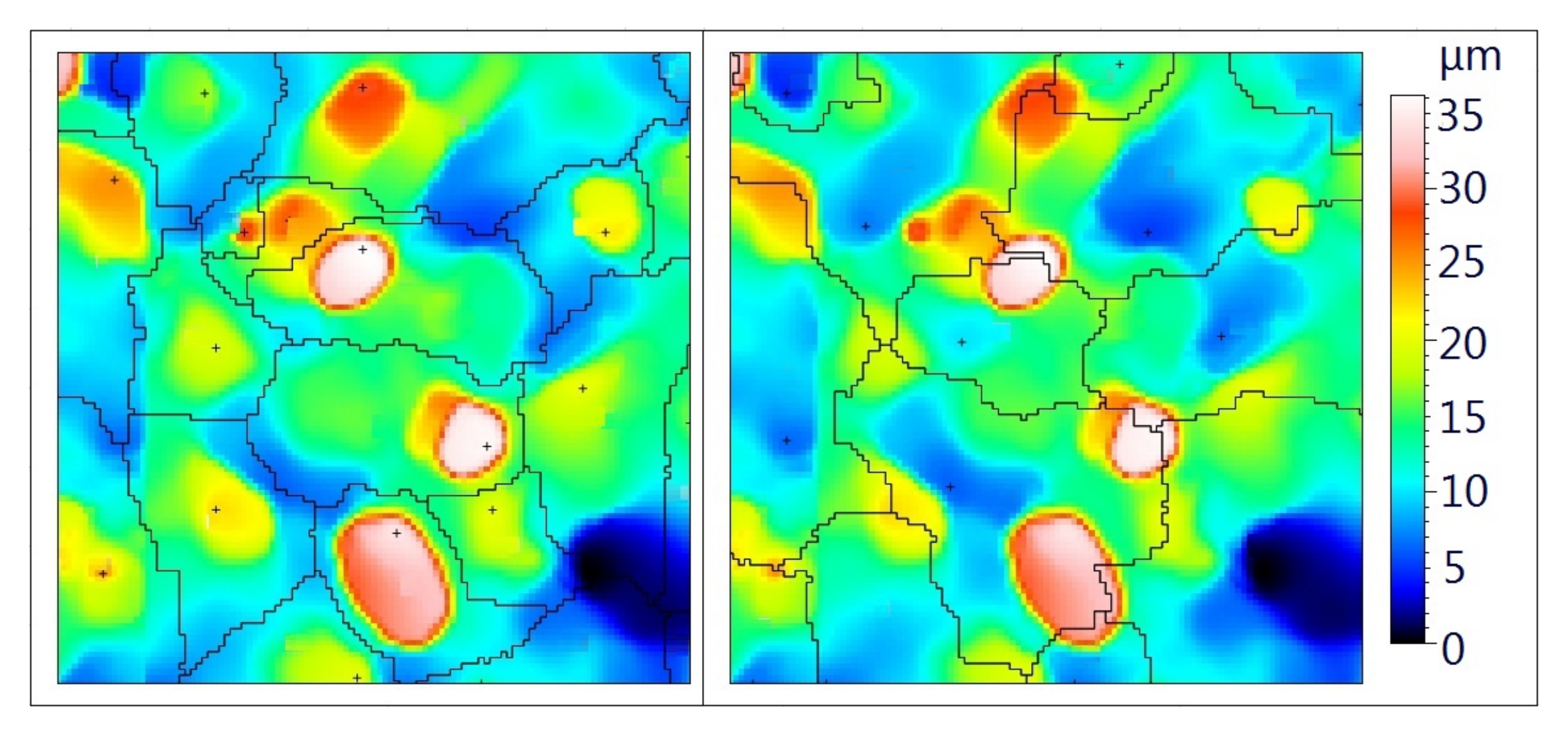
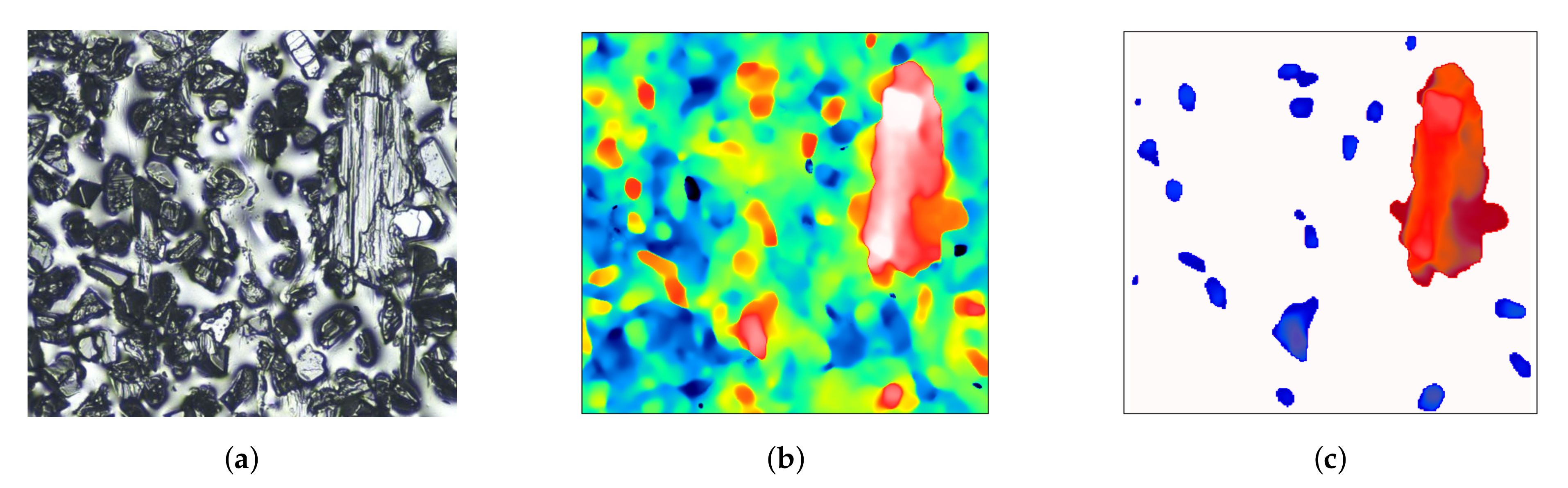
6. Segmentation of Grains, Areas of Sticking, and Pores on GWAS Topographies
- Particles of type “particles”: particles with an area in the range ,
- Particles of type “sticking”: particles with an area bigger than .
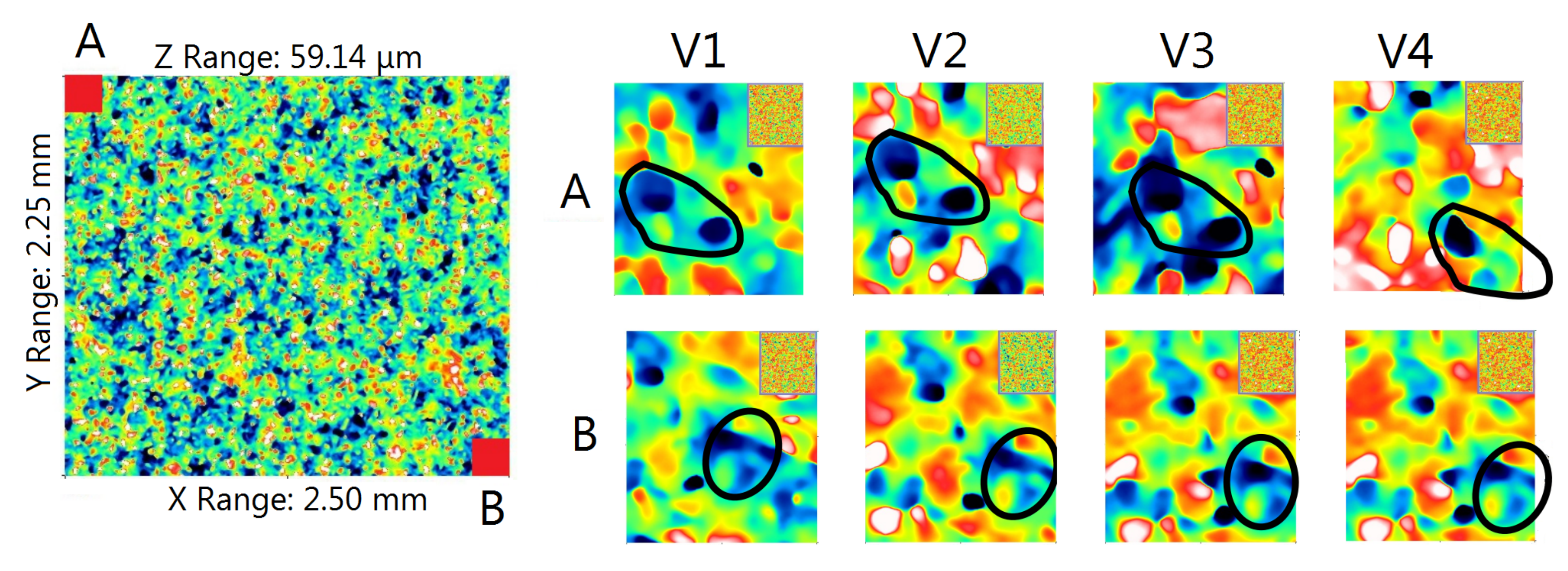
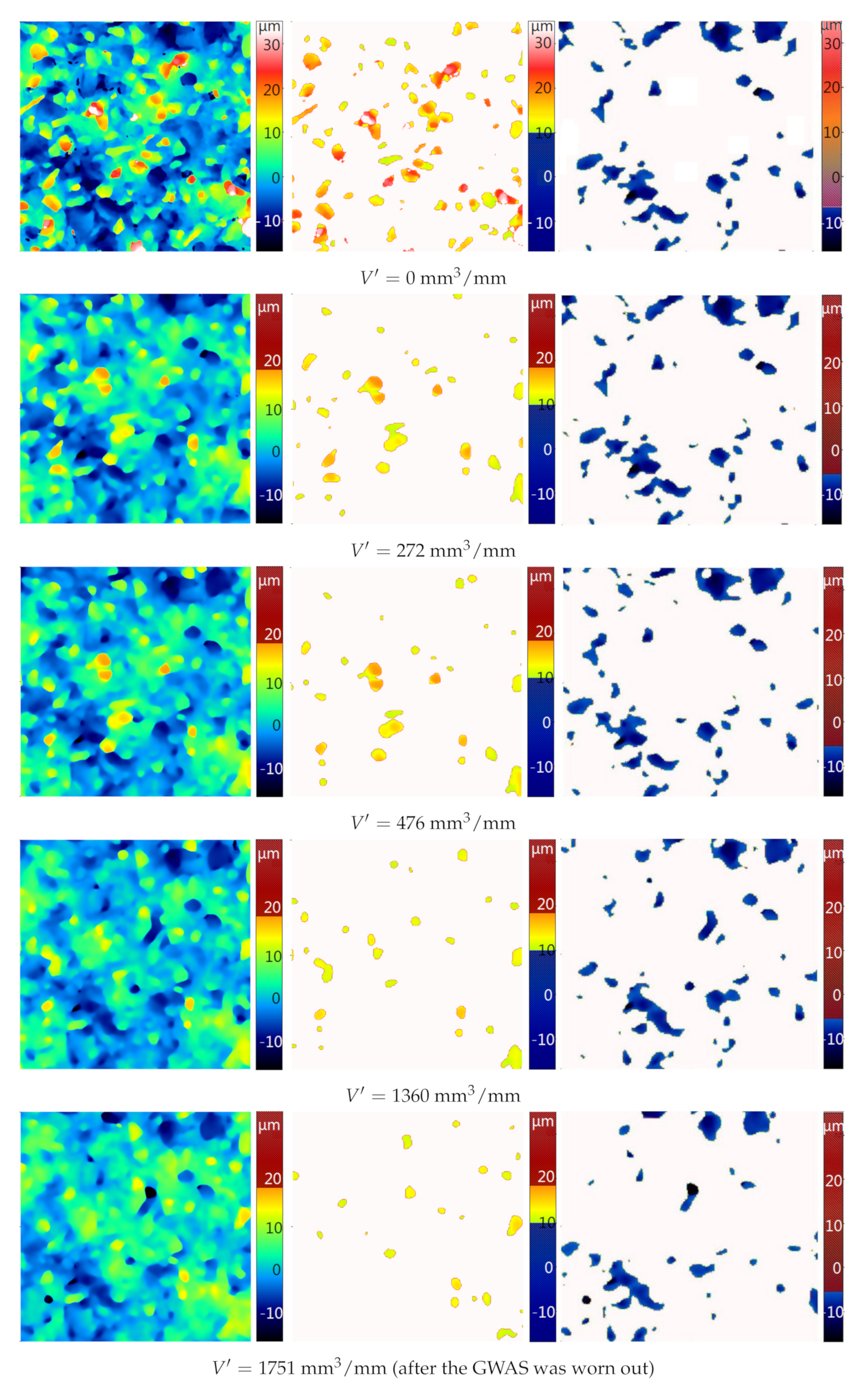
7. The Results of the Grinding Wheel Topography Tests During the Service Life
8. Conclusions
- Based on the measurement of the GWAS topography, it is possible to observe changes in the microgeometry of the grinding wheel occurring as a result of wear, and to perform a qualitative and quantitative analysis based on horizontal, height, and volume characteristics.
- The developed methodology for GWAS measurement allowed for the measurement of a GWAS in approximately the same places on the grinding wheel at different stages of wear. For the four surveyed areas, the common area accounted for 94% of their area.
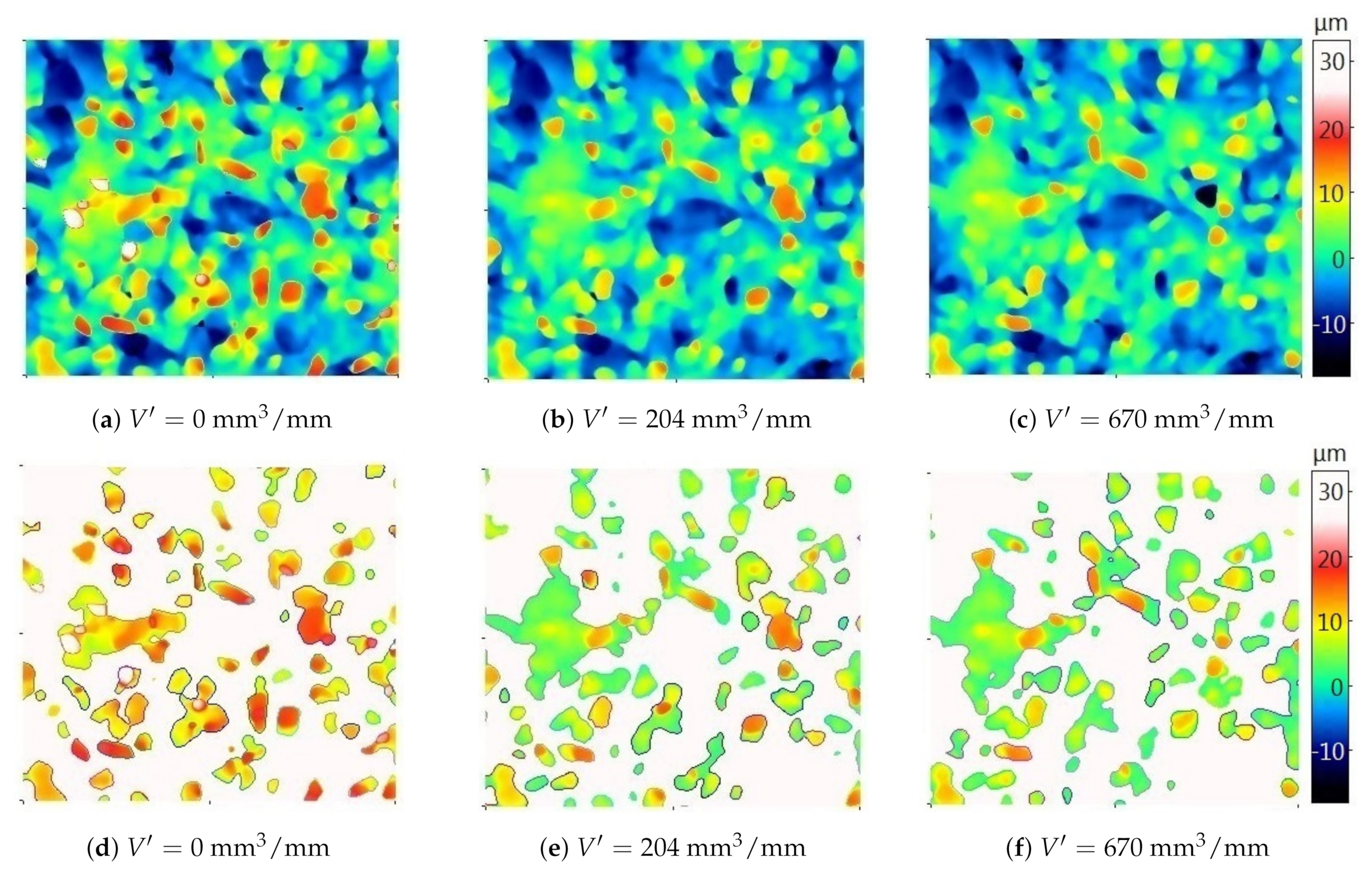
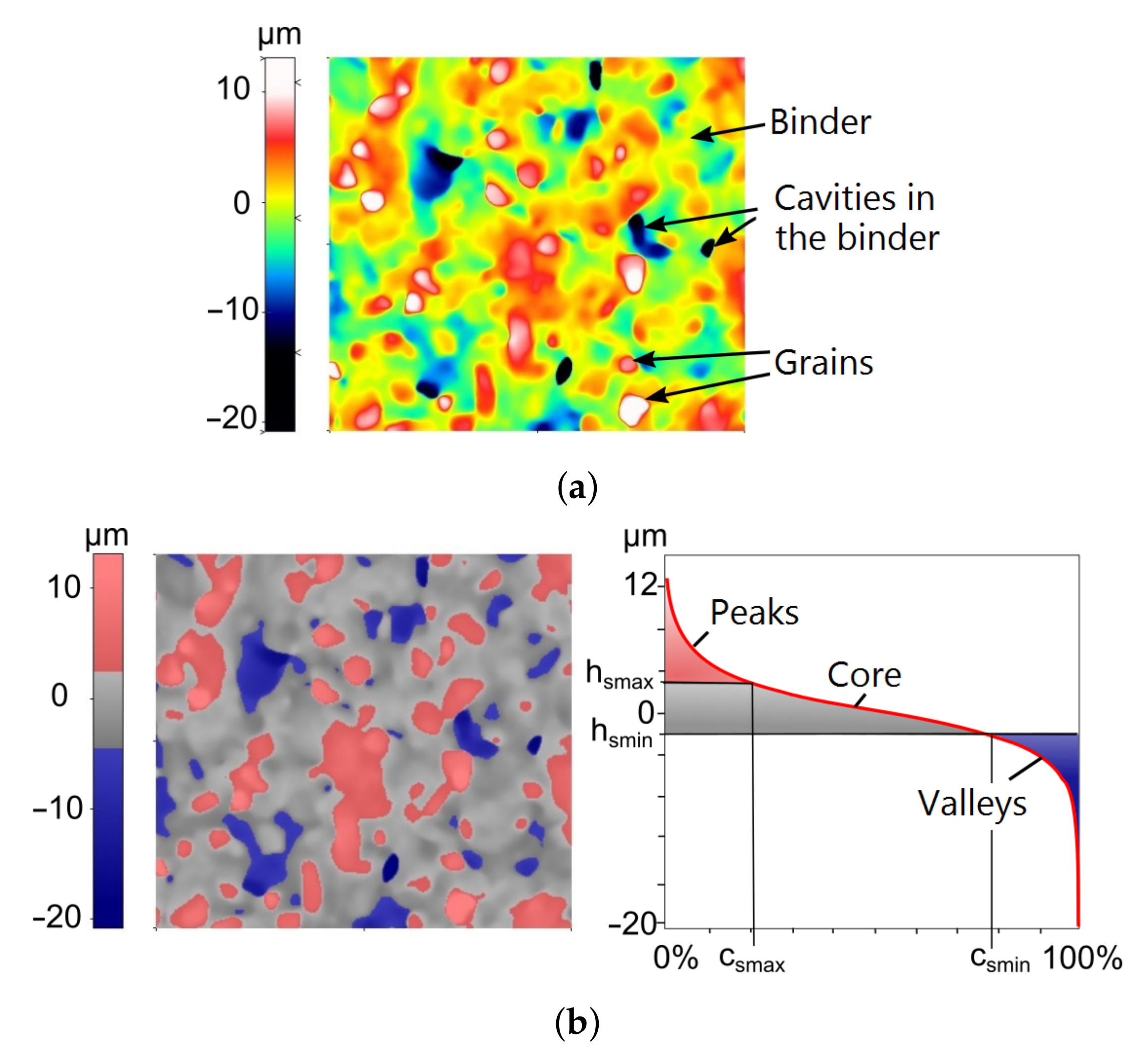
- The analysis of particles above the specified cut-off level and pores below the cut-off level provides quantitative information, including height and volume information, on such characteristic GWAS elements as: abrasive grains, cavities in the binder caused by grain breakout, and areas of sticking.
- When analyzing changes in the GWAS topography areas related to grains, deep cavities, and sticking areas associated with gumming up of GWAS, which occur as a result of wear, it is important that the same fragments of these elements are constantly separated at different stages of wear. The cut-off levels for particles and pores should be at the same position on the wheel.
- The developed algorithm for determining the average level of the binder, against which the cut-off levels for particles and pores were determined, allows one to obtain more useful information about particles and pores analyzed in terms of grinding wheel wear than the available algorithm of automatic determination of the cut-off level in commercial software.
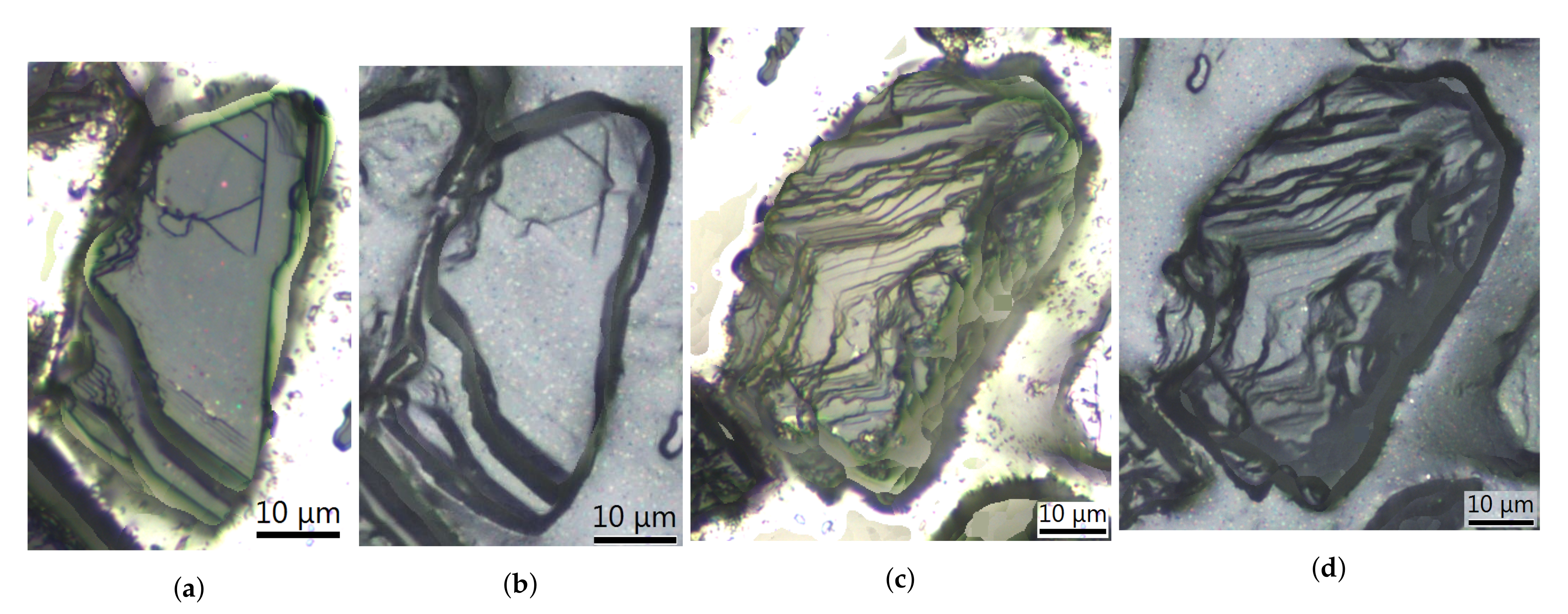
- Among the particles, there are areas corresponding to abrasive grains and sticking areas corresponding to gumming up of the GWAS. The categorization of particles into “grains” and “sticking” was established based on the surface area of the particle. The limit value for grain differentiation and sticking in the case of a grinding wheel with grain number B35 was set at .
- For a grinding wheel with grinding speed (for a maximum grinding wheel diameter of ), feed rate of , and grinding depth of , the largest volume of grains were broken in the initial period of the grinding wheel’s operation. The extraction of grains from the bond was most intense at the end of the grinding wheel’s life.
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| AT | Automatically determined |
| BAC | Bearing area curve |
| cBN | Cubic boron nitride |
| GWAS | Grinding wheel active surface |
| ISO | International Standards Organization |
| OA | Developed algorithm |
| ST | Surface texture |
| SLGW | Single-layer grinding wheel |
References
- Qi, H.; Rowe, W.; Mills, B. Experimental investigation of contact behaviour in grinding. Tribol. Int. 1997, 30, 283–294. [Google Scholar] [CrossRef]
- Pal, B.; Chattopadhyay, A.; Chattopadhyay, A. Development and performance evaluation of monolayer brazed cBN grinding wheel on bearing steel. Int. J. Adv. Manuf. Technol. 2010, 48, 935–944. [Google Scholar] [CrossRef]
- Bhaduri, D.; Kumar, R.; Jain, A.; Chattopadhyay, A. On tribological behaviour and application of TiN and MoS2-Ti composite coating for enhancing performance of monolayer cBN grinding wheel. Wear 2010, 268, 1053–1065. [Google Scholar] [CrossRef]
- Klocke, F.; Soo, S.L.; Karpuschewski, B.; Webster, J.A.; Novovic, D.; Elfizy, A.; Axinte, D.A.; Tonissen, S. Abrasive machining of advanced aerospace alloys and composites. CIRP Ann. Manuf. Technol. 2015, 64, 581–604. [Google Scholar] [CrossRef]
- Malkin, S.; Guo, C. Grinding Technology: Theory and Application of Machining with Abrasives; Industrial Press: New Tork, NY, USA, 2008. [Google Scholar]
- Shi, Z.; Malkin, S. Wear of Electroplated CBN Grinding Wheels. J. Manuf. Sci. Eng. 2005, 128, 110–118. [Google Scholar] [CrossRef]
- Nguyen, A.T.; Butler, D.L. Correlation of grinding wheel topography and grinding performance: A study from a viewpoint of three-dimensional surface characterisation. J. Mater. Process. Technol. 2008, 208, 14–23. [Google Scholar] [CrossRef]
- Butler, D.; Blunt, L.; See, B.; Webster, J.; Stout, K. The characterisation of grinding wheels using 3D surface measurement techniques. J. Mater. Process. Technol. 2002, 127, 234–237. [Google Scholar] [CrossRef]
- Lipiński, D.; Kacalak, W. Metrological Aspects of Abrasive Tool Active Surface Topography Evaluation. Metrol. Meas. Syst. 2016, 23, 567–577. [Google Scholar] [CrossRef]
- Kacalak, W.; Tandecka, K. A method and new parameters for assessing the active surface topography of diamond abrasive films. J. Mach. Eng. 2016, 16, 95–108. [Google Scholar]
- Xie, J.; Xu, J.; Tang, Y.; Tamaki, J. 3D graphical evaluation of micron-scale protrusion topography of diamond grinding wheel. Int. J. Mach. Tools Manuf. 2008, 48, 1254–1260. [Google Scholar] [CrossRef]
- Ismail, M.F.; Yanagi, K.; Isobe, H. Geometrical transcription of diamond electroplated tool in ultrasonic vibration assisted grinding of steel. Int. J. Mach. Tools Manuf. 2012, 62, 24–31. [Google Scholar] [CrossRef]
- Guo, C.; Ranganath, S.; McIntosh, D.; Elfizy, A. Virtual high performance grinding with CBN wheels. CIRP Ann. Manuf. Technol. 2008, 57, 325–328. [Google Scholar] [CrossRef]
- Xun, L.; Fanjun, M.; Wei, C.; Shuang, M. The CNC grinding of integrated impeller with electroplated CBN wheel. Int. J. Adv. Manuf. Technol. 2015, 79, 1353–1361. [Google Scholar] [CrossRef]
- You, H.Y.; Ye, P.Q.; Wang, J.; Deng, X.Y. Design and application of CBN shape grinding wheel for gears. Int. J. Mach. Tools Manuf. 2003, 43, 1269–1277. [Google Scholar] [CrossRef]
- Lv, M.; Zhang, M.D.; Zhao, H. The Deformation Analysis on Tooth Profiles with Electroplated CBN Hard Gear-Honing-Tools. Adv. Mater. Res. 2012, 426, 159–162. [Google Scholar] [CrossRef]
- Kohler, J.; Schindler, A.; Woiwode, S. Continuous generating grinding. Tooth root machining and use of CBN-tools. CIRP Ann. Manuf. Technol. 2012, 61, 291–294. [Google Scholar] [CrossRef]
- Naik, D.N.; Mathew, N.T.; Vijayaraghavan, L. Wear of Electroplated Super Abrasive CBN Wheel during Grinding of Inconel 718 Super Alloy. J. Manuf. Process. 2019, 43, 1–8. [Google Scholar] [CrossRef]
- Rao, X.; Zhang, F.; Lu, Y.; Luo, X.; Ding, F.; Li, C. Analysis of diamond wheel wear and surface integrity in laser-assisted grinding of RB-SiC ceramics. Ceram. Int. 2019, 45, 24355–24364. [Google Scholar] [CrossRef]
- Kang, M.; Zhang, L.; Tang, W. Study on three-dimensional topography modeling of the grinding wheel with image processing techniques. Int. J. Mech. Sci. 2020, 167, 105241. [Google Scholar] [CrossRef]
- Reddy, P.P.; Ghosh, A. Some critical issues in cryo-grinding by a vitrified bonded alumina wheel using liquid nitrogen jet. J. Mater. Process. Technol. 2016, 229, 329–337. [Google Scholar] [CrossRef]
- Ichida, Y. Fractal Analysis of Micro Self-Sharpening Phenomenon in Grinding with Cubic Boron Nitride (cBN) Wheels. In Scanning Electron Microscopy; Kazmiruk, V., Ed.; Intech: Rijeka, Croatia, 2012. [Google Scholar]
- Capela, P.; Carvalho, S.; Guedes, A.; Pereira, M.; Carvalho, L.; Correia, J.; Soares, D.; Gomes, J. Effect of sintering temperature on mechanical and wear behaviour of a ceramic composite. Tribol. Int. 2018, 120, 502–509. [Google Scholar] [CrossRef]
- Ahmed, A.; Bahadur, S.; Russell, A.; Cook, B. Belt abrasion resistance and cutting tool studies on new ultra-hard boride materials. Tribol. Int. 2009, 42, 706–713. [Google Scholar] [CrossRef]
- Dai, C.; Ding, W.; Xu, J.; Ding, C.; Huang, G. Investigation on size effect of grain wear behavior during grinding nickel-based superalloy Inconel 718. Int. J. Adv. Manuf. Technol. 2017, 1–11. [Google Scholar] [CrossRef]
- Dai, C.; Ding, W.; Xu, J.; Fu, Y.; Yu, T. Influence of grain wear on material removal behavior during grinding nickel-based superalloy with a single diamond grain. Int. J. Mach. Tools Manuf. 2017, 113, 49–58. [Google Scholar] [CrossRef]
- Choudhary, A.; Naskar, A.; Paul, S. Evaluation of Surface Morphology of Yttria-Stabilized Zirconia with the Progress of Wheel Wear in High-Speed Grinding; Springer: Singapore, 2019; pp. 315–323. [Google Scholar]
- Liu, W.; Deng, Z.; Shang, Y.; Wan, L. Parametric evaluation and three-dimensional modelling for surface topography of grinding wheel. Int. J. Mech. Sci. 2019, 155, 334–342. [Google Scholar] [CrossRef]
- Shen, J.; Wang, J.; Jiang, B.; Xu, X. Study on wear of diamond wheel in ultrasonic vibration-assisted grinding ceramic. Wear 2015, 332–333, 788–793. [Google Scholar] [CrossRef]
- Hood, R.; Cooper, P.; Aspinwall, D.; Soo, S.; Lee, D. Creep feed grinding of gamma-TiAl using single layer electroplated diamond superabrasive wheels. CIRP J. Manuf. Sci. Technol. 2015. [Google Scholar] [CrossRef]
- Liang, Z.; Wang, X.; Wu, Y.; Xie, L.; Liu, Z.; Zhao, W. An investigation on wear mechanism of resin-bonded diamond wheel in Elliptical Ultrasonic Assisted Grinding EUAG of monocrystal sapphire. J. Mater. Process. Technol. 2012, 212, 868–876. [Google Scholar] [CrossRef]
- Hwang, T.W.; Malkin, S.; Evans, C.J. High Speed Grinding of Silicon Nitride With Electroplated Diamond Wheels, Part 2: Wheel Topography and Grinding Mechanisms. J. Manuf. Sci. Eng. 1999, 122, 42–50. [Google Scholar] [CrossRef]
- Liu, Q.; Chen, X.; Gindy, N. Assessment of Al2O3 and superabrasive wheels in nickel-based alloy grinding. Int. J. Adv. Manuf. Technol. 2006, 33, 940–951. [Google Scholar] [CrossRef]
- Pellegrin, D.V.D.; Corbin, N.D.; Baldoni, G.; Torrance, A.A. Diamond particle shape: Its measurement and influence in abrasive wear. Tribol. Int. 2009, 42, 160–168. [Google Scholar] [CrossRef]
- Blunt, L.; Ebdon, S. The application of three-dimensional surface measurement techniques to characterizing grinding wheel topography. Int. J. Mach. Tools Manuf. 1996, 36, 1207–1226. [Google Scholar] [CrossRef]
- Jourani, A.; Hagège, B.; Bouvier, S.; Bigerelle, M.; Zahouani, H. Influence of abrasive grain geometry on friction coefficient and wear rate in belt finishing. Tribol. Int. 2013, 59, 30–37. [Google Scholar] [CrossRef]
- Ismail, M.F.; Yanagi, K.; Isobe, H. Characterization of geometrical properties of electroplated diamond tools and estimation of its grinding performance. Wear 2011, 271, 559–564. [Google Scholar] [CrossRef]
- Vidal, G.; Ortega, N.; Bravo, H.; Dubar, M.; González, H. An Analysis of Electroplated cBN Grinding Wheel Wear and Conditioning during Creep Feed Grinding of Aeronautical Alloys. Metals 2018, 8, 350. [Google Scholar] [CrossRef] [Green Version]
- Cai, R.; Rowe, W.B. Assessment of vitrified CBN wheels for precision grinding. Int. J. Mach. Tools Manuf. 2004, 44, 1391–1402. [Google Scholar] [CrossRef] [Green Version]
- Yan, L.; Rong, Y.; Jiang, F.; Zhou, Z. Three-dimension surface characterization of grinding wheel using white light interferometer. Int. J. Adv. Manuf. Technol. 2011, 55, 133–141. [Google Scholar] [CrossRef]
- Zhao, Q.; Guo, B. Ultra-precision grinding of optical glasses using mono-layer nickel electroplated coarse-grained diamond wheels. Part 1: {ELID} assisted precision conditioning of grinding wheels. Precis. Eng. 2015, 39, 56–66. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, Z.; Sun, Y.; Gao, K.; Liang, Y.; Li, X.; Ren, L. Wear behavior of bionic impregnated diamond bits. Tribol. Int. 2016, 94, 217–222. [Google Scholar] [CrossRef]
- Tan, S.; Zhang, W.; Duan, L.; Pan, B.; Rabiei, M.; Li, C. Effects of MoS2 and WS2 on the matrix performance of WC based impregnated diamond bit. Tribol. Int. 2019, 131, 174–183. [Google Scholar] [CrossRef]
- Shi, Z.; Malkin, S. An Investigation of Grinding with Electroplated CBN Wheels. CIRP Ann. Manuf. Technol. 2003, 52, 267–270. [Google Scholar] [CrossRef]
- Schoenhagen, Y.; Vasquez, J. Process Simulation of Mono-Layer Super Abrasive Grinding Wheels; WPI: Shanghai, China, 2012. [Google Scholar]
- Kapłonek, W.; Nadolny, K. Assessment of the grinding wheel active surface condition using SEM and image analysis techniques. J. Braz. Soc. Mech. Sci. Eng. 2013, 35, 207–215. [Google Scholar] [CrossRef] [Green Version]
- Kaplonek, W.; Nadolny, K. SEM-based Morphological Analysis of the New Generation AlON-based Abrasive Grains (Abral®) with Reference to Al2O3/SiC/cBN Abrasives. Acta Microsc. 2015, 24, 64–78. [Google Scholar]
- Hwang, T.W.; Evans, C.; Whitenton, E.P.; Malkin, S. High Speed Grinding of Silicon Nitride With Electroplated Diamond Wheels, Part 1: Wear and Wheel Life. J. Manuf. Sci. Eng. 1999, 122, 32–41. [Google Scholar] [CrossRef]
- ISO. 25178-2:2012 Geometrical Product Specifications (GPS). In Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters; ISO: Geneva, Switzerland, 2012. [Google Scholar]
- ASME. B46:1 Surface Texture. In Surface Roughness, Waviness, and Lay; ASME: New York, NY, USA, 2019. [Google Scholar]
- Stout, K.J.; Sullivan, P.J.; Dong, W.P.; Mainsah, E.; Luo, N.; Mathia, T.; Zahouani, H. The Development of Methods for the Characterization of Roughness on three Dimensions; Commission of the European Communities: Luxembourg, 1994. [Google Scholar]
- Wang, W.; Salvatore, F.; Rech, J.; Li, J. Comprehensive investigation on mechanisms of dry belt grinding on AISI52100 hardened steel. Tribol. Int. 2018, 121, 310–320. [Google Scholar] [CrossRef]
- Nadolny, K. The method of assessment of the grinding wheel cutting ability in the plunge grinding. Open Eng. 2012, 2, 399–409. [Google Scholar] [CrossRef]
- Nadolny, K. Wear phenomena of grinding wheels with sol-gel alumina abrasive grains and glass-ceramic vitrified bond during internal cylindrical traverse grinding of 100Cr6 steel. Int. J. Adv. Manuf. Technol. 2015, 77, 83–98. [Google Scholar] [CrossRef] [Green Version]
- Kaiser, J.F. On a simple algorithm to calculate the ‘energy’ of a signal. In Proceedings of the International Conference on Acoustics, Speech, and Signal Processing, Albuquerque, NM, USA, 3–6 April 1990; Volume 1, pp. 381–384. [Google Scholar] [CrossRef]
- Kacalak, W.; Lipiński, D.; Szafraniec, F.; Tandecka, K. The methodology of the grinding wheel active surface evaluation in the aspect of their machining potential. Mechanik 2018, 91, 690–697. [Google Scholar] [CrossRef]
- Chong-Ching, C. An application of lubrication theory to predict useful flow-rate of coolants on grinding porous media. Tribol. Int. 1997, 30, 575–581. [Google Scholar] [CrossRef]
- Chang, C.C.; Wang, S.H.; Szeri, A.Z. On the Mechanism of Fluid Transport Across the Grinding Zone. ASME J. Manuf. Sci. Eng. 1996, 3, 332–338. [Google Scholar] [CrossRef]
- Setti, D.; Kirsch, B.; Aurich, J.C. Characterization of micro grinding tools using optical profilometry. Optics Lasers Eng. 2019, 121, 150–155. [Google Scholar] [CrossRef]
- Kapłonek, W.; Nadolny, K.; Tomkowski, R.; Valicek, J. High-accuracy surface topography measurements of abrasive tools using a 3D optical profiling system. Pomiary Autom. Kontrola 2012, 58, 443–447. [Google Scholar]
- Ye, R.; Jiang, X.; Blunt, L.; Cui, C.; Yu, Q. The application of 3D-motif analysis to characterize diamond grinding wheel topography. Measurement 2016, 77, 73–79. [Google Scholar] [CrossRef]
- Senin, N.; Blunt, L.A.; Leach, R.K.; Pini, S. Morphologic segmentation algorithms for extracting individual surface features from areal surface topography maps. Surf. Topogr. Metrol. Prop. 2013, 1, 015005. [Google Scholar] [CrossRef]
- Lou, S.; Jiang, X.; Scott, P.J. Application of the morphological alpha shape method to the extraction of topographical features from engineering surfaces. Measurement 2013, 46, 1002–1008. [Google Scholar] [CrossRef] [Green Version]
- Lou, S.; Pagani, L.; Zeng, W.; Jiang, X.; Scott, P. Watershed segmentation of topographical features on freeform surfaces and its application to additively manufactured surfaces. Precis. Eng. 2020, 63, 177–186. [Google Scholar] [CrossRef]
- Li, D.; Wang, B.; Qiao, Z.; Jiang, X. Ultraprecision machining of microlens arrays with integrated on-machine surface metrology. Opt. Express 2019, 27, 212–224. [Google Scholar] [CrossRef]
- Scott, P.J. An algorithm to extract critical points from lattice height data. Int. J. Mach. Tools Manuf. 2001, 41, 1889–1897. [Google Scholar] [CrossRef]
- Zhao, H.; Anwer, N.; Bourdet, P. Curvature-based Registration and Segmentation for Multisensor Coordinate Metrology. Procedia CIRP 2013, 10, 112–118. [Google Scholar] [CrossRef] [Green Version]
- Bazan, A.; Kawalec, A. Methods of grain separation from single-layer grinding wheel topography. Mechanik 2018, 91, 926–928. [Google Scholar] [CrossRef]
- Bazan, A.; Kawalec, A.; Rydzak, T.; Kubik, P. Variation of Grain Height Characteristics of Electroplated cBN Grinding-Wheel Active Surfaces Associated with Their Wear. Metals 2020, 10, 1479. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lens | ×20 |
| Single imaging field | 0.71 mm × 0.54 mm |
| Number of imaging fields in the X and Y axes | 4 × 5 |
| Measurement area | 2.35 mm × 2.59 mm |
| Analysis area | 2.25 mm × 2.50 mm |
| Horizontal resolution | 5 μm |
| Vertical resolution | 100 nm |
| Sampling step | 0.44 μm × 0.44 μm |
| OA Error [%] | AT Error [%] | Improvement [%] | |
|---|---|---|---|
| mean | 9.35 | 57.64 | 48.29 |
| std | 5.6 | 46.17 | 42.87 |
| min | 0.67 | 14.76 | 7.61 |
| Q1 | 5.34 | 25.85 | 14.94 |
| Q2 | 9.17 | 43.92 | 34.75 |
| Q3 | 13.95 | 80.36 | 71.24 |
| max | 17.65 | 141.00 | 125.74 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bazan, A.; Kawalec, A.; Rydzak, T.; Kubik, P.; Olko, A. Determination of Selected Texture Features on a Single-Layer Grinding Wheel Active Surface for Tracking Their Changes as a Result of Wear. Materials 2021, 14, 6. https://doi.org/10.3390/ma14010006
Bazan A, Kawalec A, Rydzak T, Kubik P, Olko A. Determination of Selected Texture Features on a Single-Layer Grinding Wheel Active Surface for Tracking Their Changes as a Result of Wear. Materials. 2021; 14(1):6. https://doi.org/10.3390/ma14010006
Chicago/Turabian StyleBazan, Anna, Andrzej Kawalec, Tomasz Rydzak, Paweł Kubik, and Adam Olko. 2021. "Determination of Selected Texture Features on a Single-Layer Grinding Wheel Active Surface for Tracking Their Changes as a Result of Wear" Materials 14, no. 1: 6. https://doi.org/10.3390/ma14010006