
Turning of Additively Manufactured Ti6Al4V: Effect of the Highly Oriented Microstructure on the Surface Integrity




Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and Processing Parameters

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | V | Fe | O | C | N | H | Ti |
|---|---|---|---|---|---|---|---|
| 5.50–6.75 | 3.5–4.5 | <0.30 | <0.20 | <0.08 | <0.05 | <0.015 | Bal. |
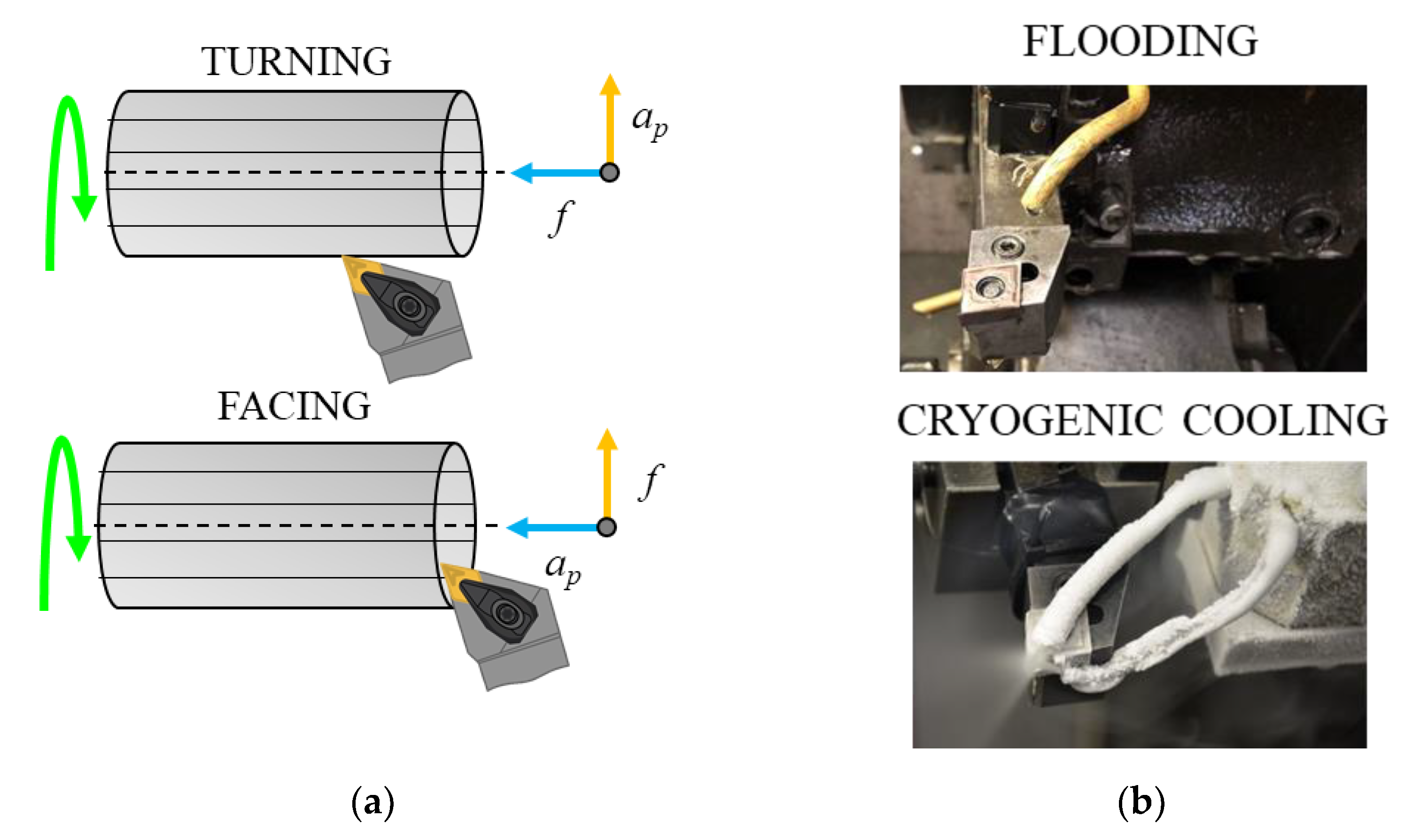
2.2. Machining Tests
2.3. Characterization of the Machined Samples
3. Results and Discussion
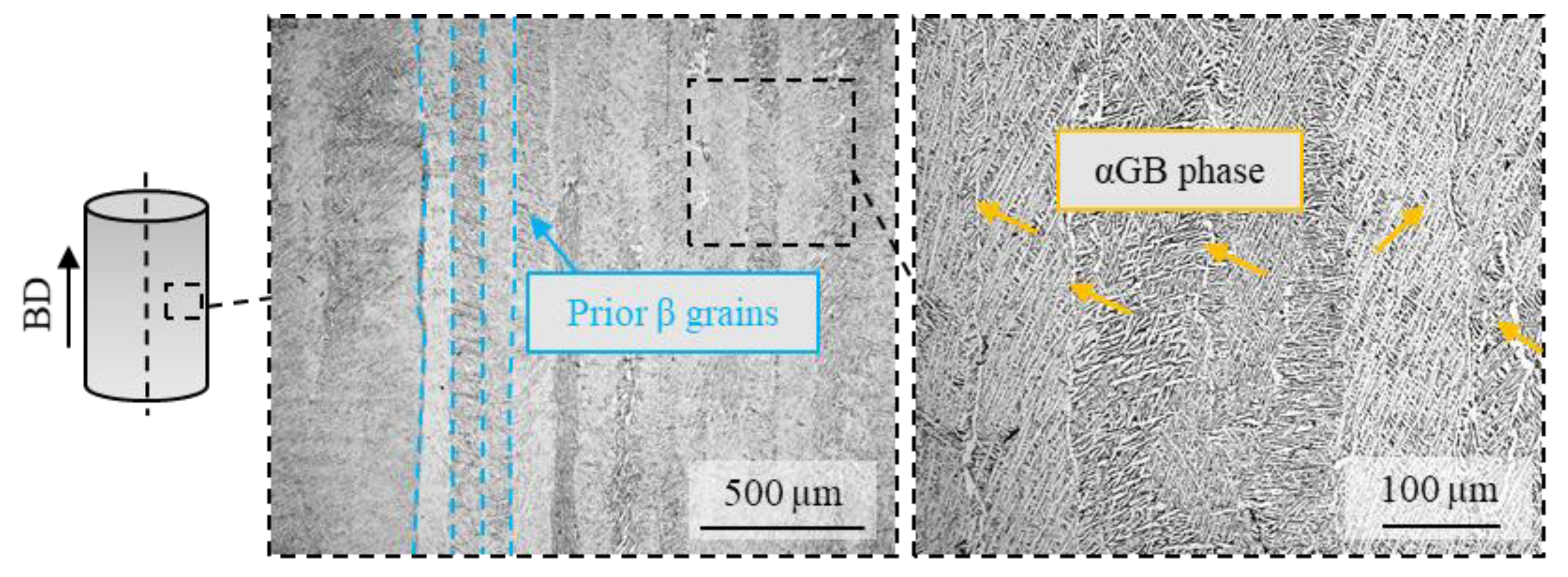
3.1. Microstructure of the As-Built and Heat-Treated LPBFed Samples
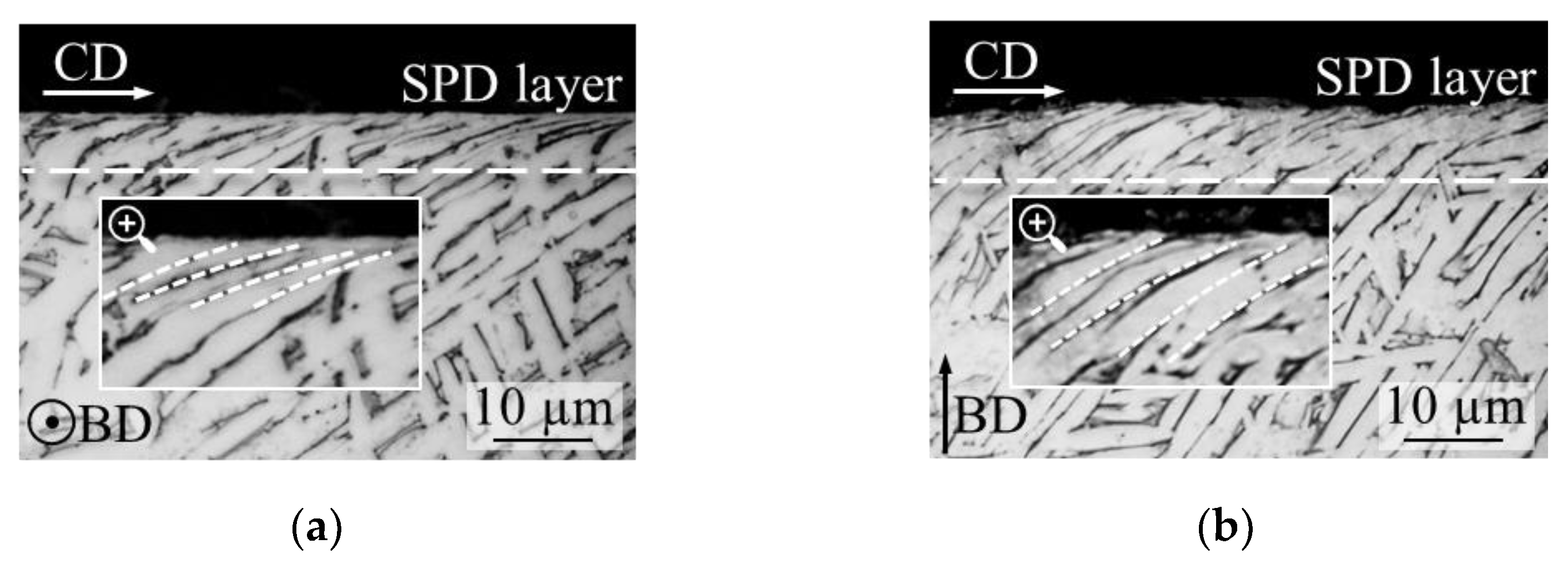
3.2. Microstructure of the Machined LPBFed Samples
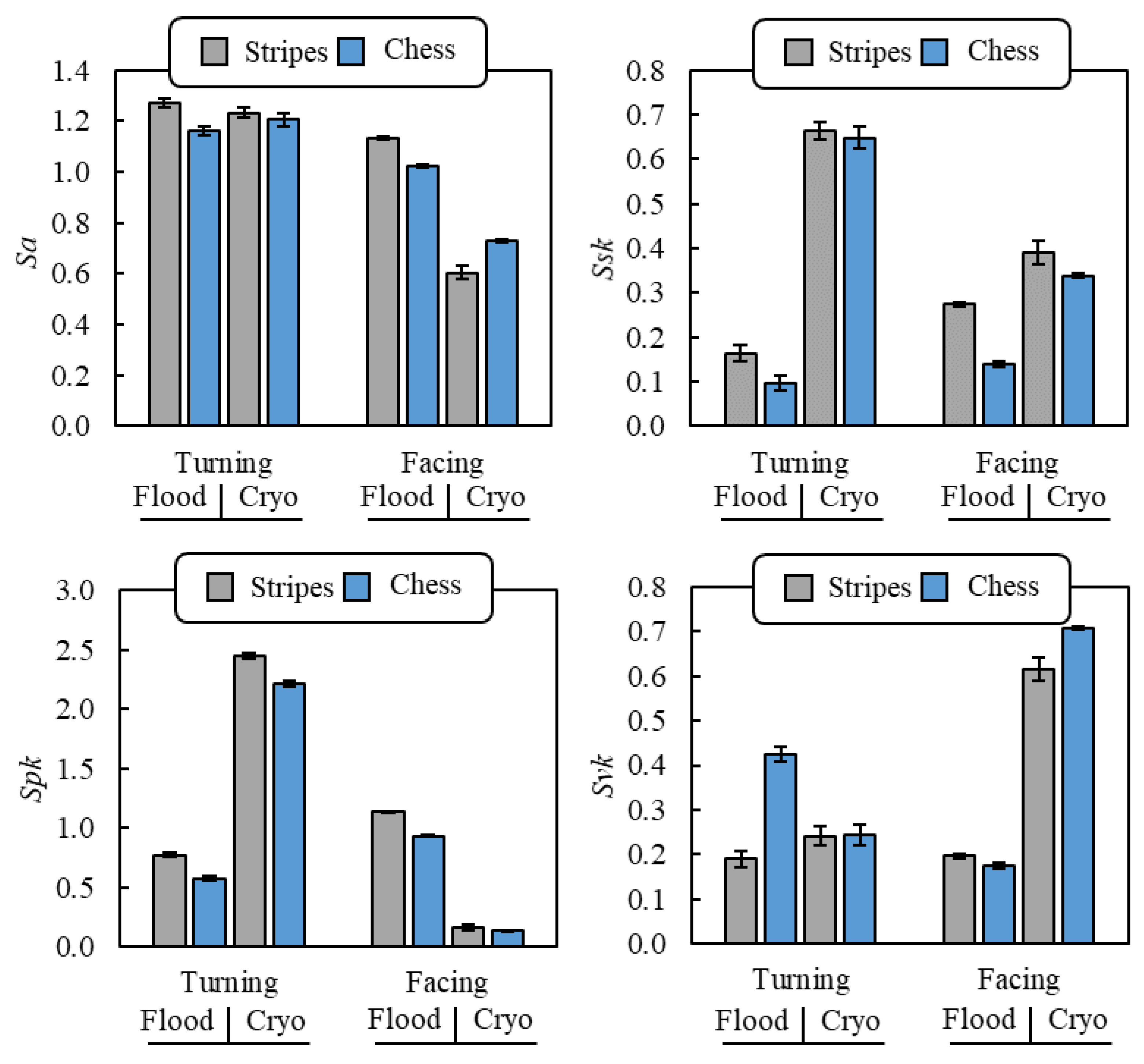
3.3. Surface Texture of the Machined LPBFed Samples
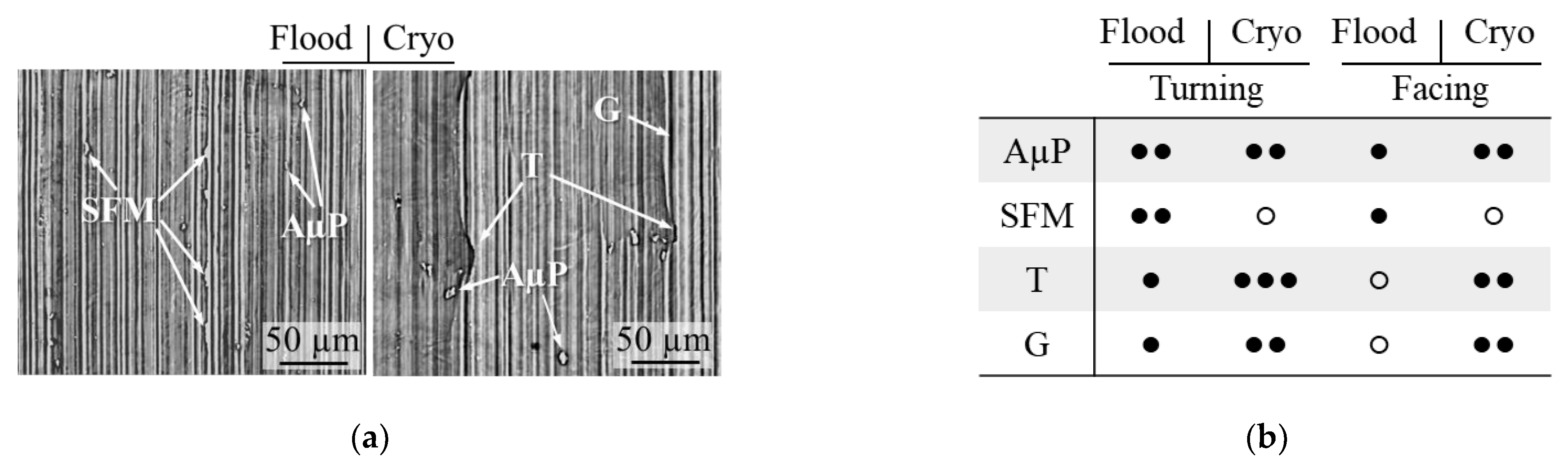
3.4. Surface Defects of the Machined LPBFed Samples
4. Conclusions
- The scanning strategy had an impact on the size of the columnar grains (+44% grains width in the case of stripes with respect to chessboard) which is related to the material microhardness (−17% HV0.05 in the case of stripes with respect to chessboard) and the density of the αGB layers after heat treatment.
- The microstructural anisotropy deriving from the AM process greatly influenced the surface integrity of the machined samples both in terms of sub-surface (−35% SPD layer extent with −36% nanohardness in the case of stripes with respect to chessboard) and superficial features (overall stripes scanning strategy led to rougher and more spiky surfaces with respect to chessboard one).
- The weak αGBs promoted the material removal, especially when favorably oriented with respect to the cutting edge, allowing for a 28% reduction of the surface roughness and 61% reduction of peaks heights in the case of facing rather than cylindrical turning.
- Cryogenic cooling emphasized the effect of the material anisotropy in determining the surface integrity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive manufacturing methods and modeling approaches: A critical review. Int. J. Adv. Manuf. Technol. 2016, 83, 389–405. [Google Scholar] [CrossRef] [Green Version]
- Jiménez, M.; Romero, L.; Domínguez, I.A.; Espinosa, M.D.M.; Domínguez, M. Additive Manufacturing Technologies: An Overview about 3D Printing Methods and Future Prospects. Complexity 2019, 2019, 1–30. [Google Scholar] [CrossRef] [Green Version]
- Sharma, H.; Parfitt, D.; Syed, A.K.; Wimpenny, D.; Muzangaza, E.; Baxter, G.; Chen, B. A critical evaluation of the microstructural gradient along the build direction in electron beam melted Ti-6Al-4V alloy. Mater. Sci. Eng. A 2019, 744, 182–194. [Google Scholar] [CrossRef]
- Simonelli, M.; Tse, Y.Y.; Tuck, C. Effect of the build orientation on the mechanical properties and fracture modes of SLM Ti-6Al-4V. Mater. Sci. Eng. A 2014, 616, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Shipley, H.; McDonnell, D.; Culleton, M.; Coull, R.; Lupoi, R.; O’Donnell, G.; Trimble, D. Optimisation of process parameters to address fundamental challenges during selective laser melting of Ti-6Al-4V: A review. Int. J. Mach. Tools Manuf. 2018, 128, 1–20. [Google Scholar] [CrossRef]
- Liverani, E.; Toschi, S.; Ceschini, L.; Fortunato, A. Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel. J. Mater. Process. Technol. 2017, 249, 255–263. [Google Scholar] [CrossRef]
- Romero, C.; Yang, F.; Bolzoni, L. Fatigue and fracture properties of Ti alloys from powder-based processes—A review. Int. J. Fatigue 2018, 117, 407–419. [Google Scholar] [CrossRef]
- Zhai, Y.; Galarraga, H.; Lados, D.A. Microstructure, static properties, and fatigue crack growth mechanisms in Ti-6Al-4V fabricated by additive manufacturing: LENS and EBM. Eng. Fail. Anal. 2016, 69, 3–14. [Google Scholar] [CrossRef]
- Bai, Y.; Zhao, C.; Yang, J.; Hong, R.; Weng, C.; Wang, H. Microstructure and machinability of selective laser melted high-strength maraging steel with heat treatment. J. Mater. Process. Technol. 2021, 288, 116906. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Mia, M.; Gupta, M.K.; Machado, A.R.; Tomaz, Í.V.; Sarikaya, M.; Wojciechowski, S.; Mikolajczyk, T.; Kapłonek, W. Improvement of machinability of Ti and its alloys using cooling-lubrication techniques: A review and future prospect. J. Mater. Res. Technol. 2021, 11, 719–753. [Google Scholar] [CrossRef]
- Emmelmann, C.; Scheinemann, P.; Munsch, M.; Seyda, V. Laser additive manufacturing of modified implant surfaces with osseointegrative characteristics. Phys. Procedia 2011, 12, 375–384. [Google Scholar] [CrossRef] [Green Version]
- Murakami, Y. Effect of surface roughness on fatigue strength. In: Press A, editor. Met. Fatigue 2019, 407–430. [Google Scholar] [CrossRef]
- Bertolini, R.; Bedekar, V.; Ghiotti, A.; Savio, E.; Shivpuri, R.; Bruschi, S. Surface integrity and corrosion performances of hardened bearing steel after hard turning. Int. J. Adv. Manuf. Technol. 2020, 108, 1983–1995. [Google Scholar] [CrossRef]
- Lizzul, L.; Sorgato, M.; Bertolini, R.; Ghiotti, A.; Bruschi, S. Influence of additive manufacturing-induced anisotropy on tool wear in end milling of Ti6Al4V. Tribol. Int. 2020, 146, 106200. [Google Scholar] [CrossRef]
- Shunmugavel, M.; Polishetty, A.; Goldberg, M.; Littlefair, G. Tool Wear and Surface Integrity Analysis of Machined Heat Treated Selective Laser Melted Ti-6Al-4V. Int. J. Mater. Form Mach. Process. 2016, 3. [Google Scholar] [CrossRef] [Green Version]
- Sartori, S.; Moro, L.; Ghiotti, A.; Bruschi, S. On the tool wear mechanisms in dry and cryogenic turning Additive Manufactured titanium alloys. Tribol. Int. 2017, 105, 264–273. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloys. Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef] [Green Version]
- ASTM F3301—18a: Additive Manufacturing—Post Processing Methods—Standard Specification for Thermal Post-Processing Metal Parts Made via Powder Bed Fusion; ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM F2924-14—Standard Specification for Additive Manufacturing Titanium-6 Aluminum-4 Vanadium with Powder Bed Fusion; ASTM International: West Conshohocken, PA, USA, 2015.
- Bordin, A.; Bruschi, S.; Ghiotti, A.; Bariani, F. Analysis of tool wear in cryogenic turning of electron beam melted Ti6Al4V. Wear 2015, 328–329, 89–99. [Google Scholar] [CrossRef]
- ASTM E112—Standard Test Methods for Determining Average Grain Size 2013; ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM E92: Standard Test Methods for Vickers Hardness and Knoop Hardness of Metallic Materials 2017; ASTM International: West Conshohocken, PA, USA, 2017.
- ISO 25178-1: Surface texture: Areal Part 1: Indication of Surface Texture 2016; International Organization for Standardization: Geneva, Switzerland, 2016.
- ISO 25178-2 GPS—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters 2012; International Organization for Standardization: Geneva, Switzerland, 2012.
- Bian, P.; Shi, J.; Liu, Y.; Xie, Y. Influence of laser power and scanning strategy on residual stress distribution in additively manufactured 316L steel. Opt. Laser Technol. 2020, 132, 106477. [Google Scholar] [CrossRef]
- Armstrong, R.W. Engineering science aspects of the Hall-Petch relation. Acta Mech. 2014, 225, 1013–1028. [Google Scholar] [CrossRef]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti-6Al-4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Ozel, T.; Hsu, T.-K.; Zeren, E. Effects of cutting edge geometry, workpiece hardness, feed rate and cutting speed on surface roughness and forces in finish turning of hardened AISI H13 steel. Int. J. Adv. Manuf. Technol. 2005, 25, 262–269. [Google Scholar] [CrossRef]
- Schoop, J.; Sales, W.F.; Jawahir, I.S. High speed cryogenic finish machining of Ti-6Al4V with polycrystalline diamond tools. J. Mater. Process. Technol. 2017, 250, 1–8. [Google Scholar] [CrossRef]
- Bertolini, R.; Lizzul, L.; Bruschi, S.; Ghiotti, A. On the surface integrity of Electron Beam Melted Ti6Al4V after machining. Procedia CIRP 2019, 82, 326–331. [Google Scholar] [CrossRef]
- Ulutan, D.; Ozel, T. Machining induced surface integrity in titanium and nickel alloys: A review. Int. J. Mach. Tools Manuf. 2011, 51, 250–280. [Google Scholar] [CrossRef]
- Kaynak, Y.; Lu, T.; Jawahir, I.S. Cryogenic machining-induced surface integrity: A review and comparison with dry, mql, and flood-cooled machining. Mach. Sci. Technol. 2014, 18, 149–198. [Google Scholar] [CrossRef]


| Sample ID | Scanning Strategy | Turning Operation | Cooling Condition |
|---|---|---|---|
| S1 | Stripes | Cylindrical | Flood |
| S2 | Stripes | Cylindrical | Cryogenic |
| S3 | Stripes | Face | Flood |
| S4 | Stripes | Face | Cryogenic |
| S5 | Chess | Cylindrical | Flood |
| S6 | Chess | Cylindrical | Cryogenic |
| S7 | Chess | Face | Flood |
| S8 | Chess | Face | Cryogenic |
| Scanning Strategy | Mean Size of β Grain (μm) | Hardness HV0.05 |
|---|---|---|
| Stripes | 157 ± 37 | 307 ± 14 |
| Chess | 106 ± 11 | 359 ± 18 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lizzul, L.; Bertolini, R.; Ghiotti, A.; Bruschi, S. Turning of Additively Manufactured Ti6Al4V: Effect of the Highly Oriented Microstructure on the Surface Integrity. Materials 2021, 14, 2842. https://doi.org/10.3390/ma14112842
Lizzul L, Bertolini R, Ghiotti A, Bruschi S. Turning of Additively Manufactured Ti6Al4V: Effect of the Highly Oriented Microstructure on the Surface Integrity. Materials. 2021; 14(11):2842. https://doi.org/10.3390/ma14112842
Chicago/Turabian StyleLizzul, Lucia, Rachele Bertolini, Andrea Ghiotti, and Stefania Bruschi. 2021. "Turning of Additively Manufactured Ti6Al4V: Effect of the Highly Oriented Microstructure on the Surface Integrity" Materials 14, no. 11: 2842. https://doi.org/10.3390/ma14112842
APA StyleLizzul, L., Bertolini, R., Ghiotti, A., & Bruschi, S. (2021). Turning of Additively Manufactured Ti6Al4V: Effect of the Highly Oriented Microstructure on the Surface Integrity. Materials, 14(11), 2842. https://doi.org/10.3390/ma14112842