
Effect of Steel Surface Roughness and Expanded Graphite Condition on Sliding Layer Formation

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
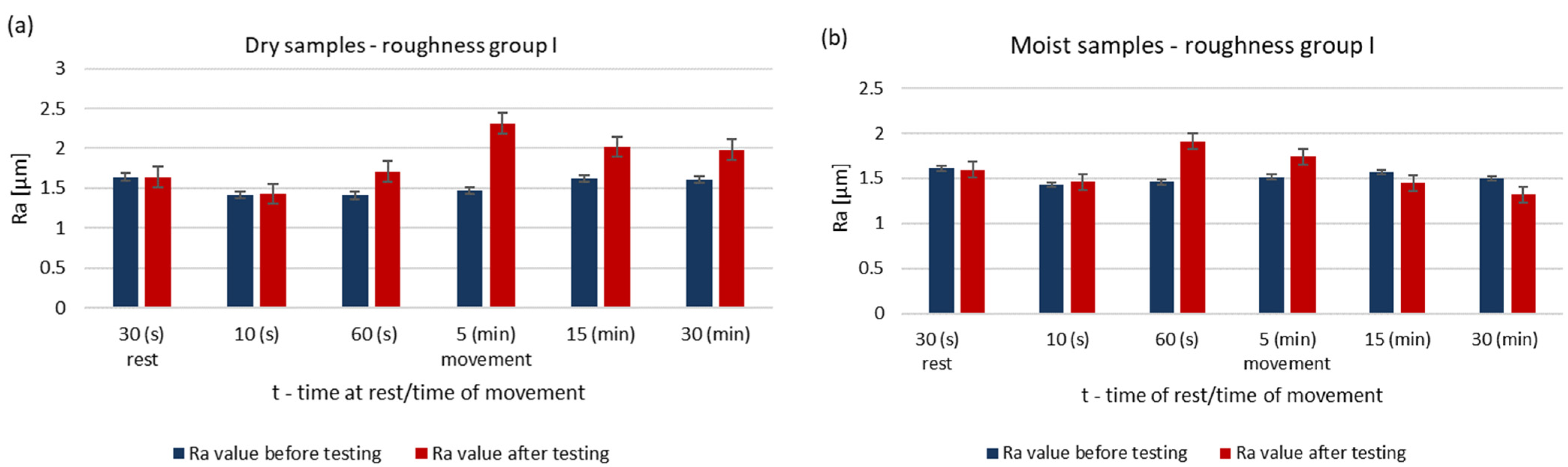
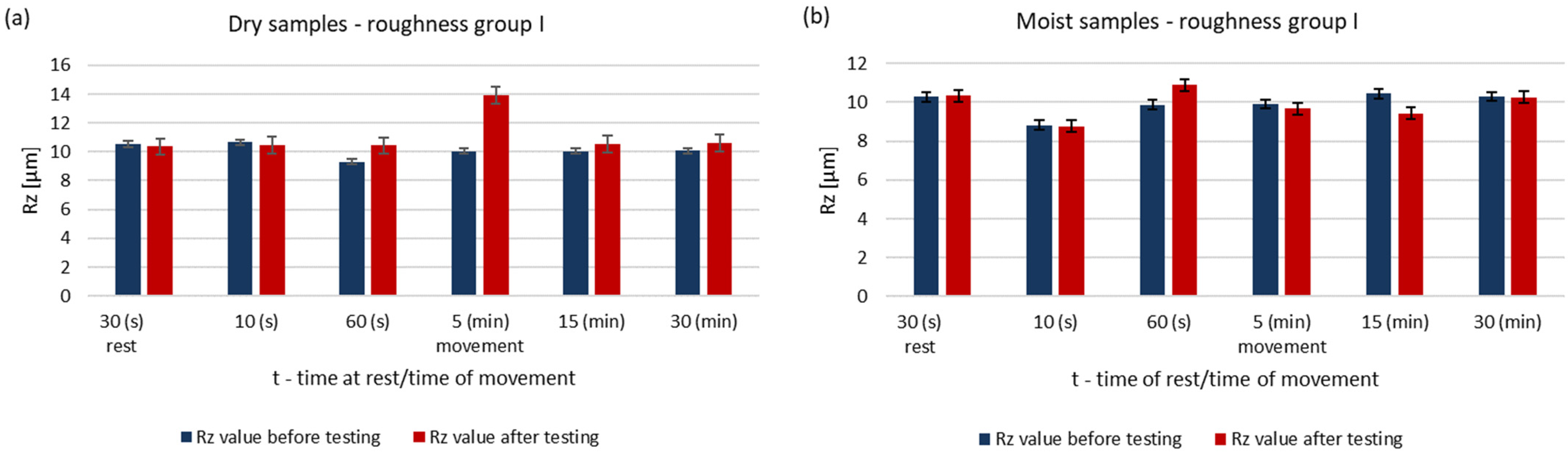
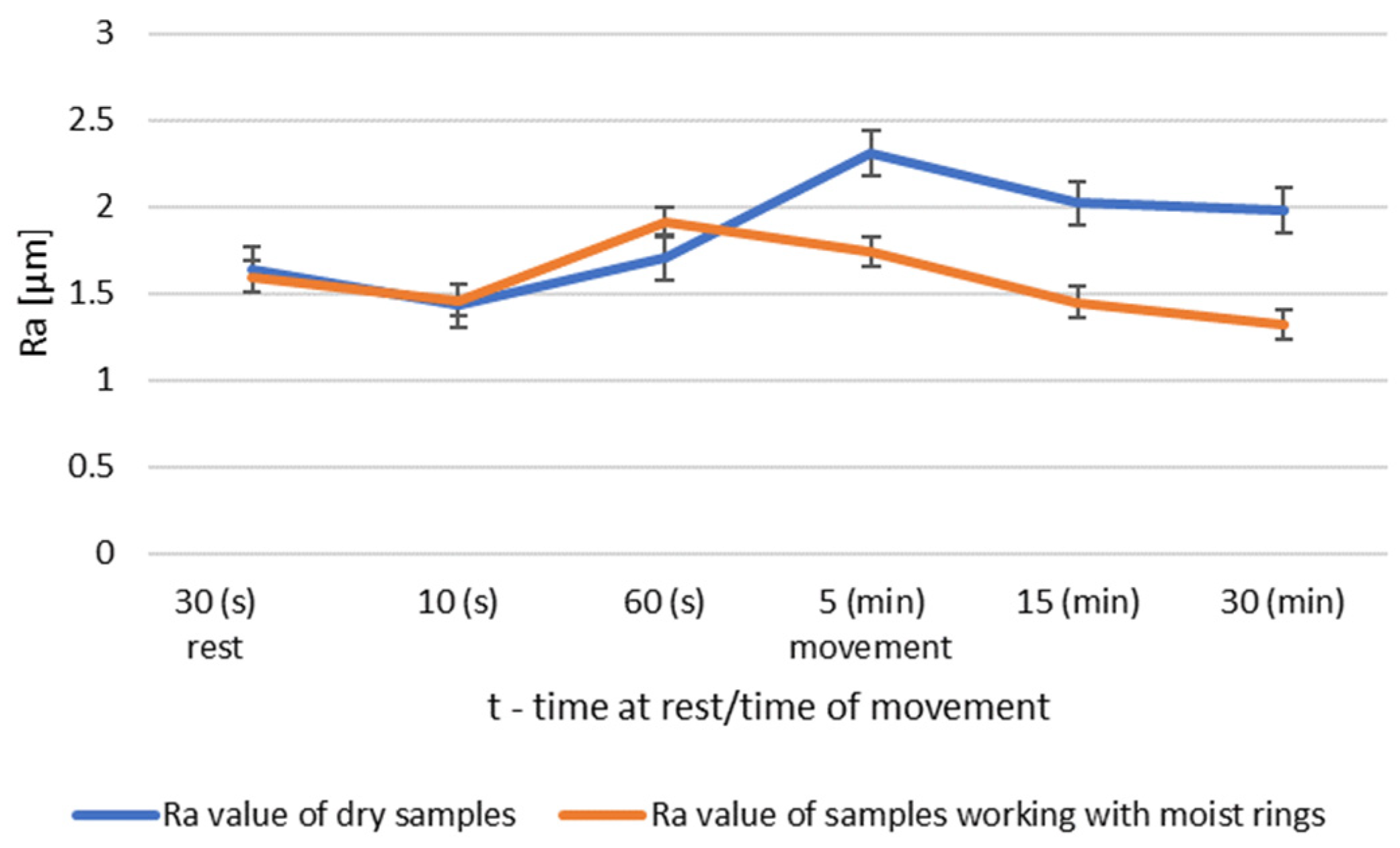
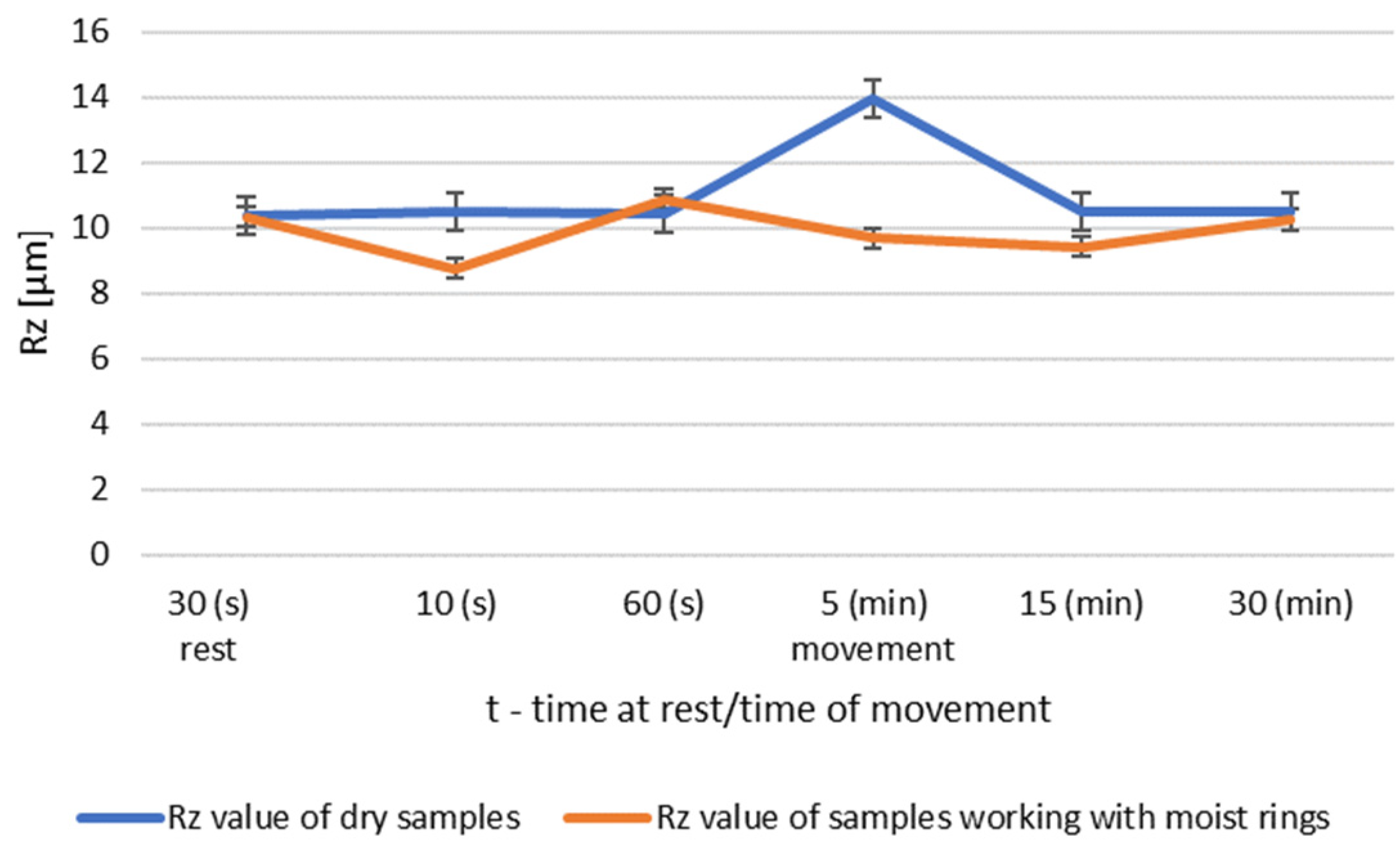
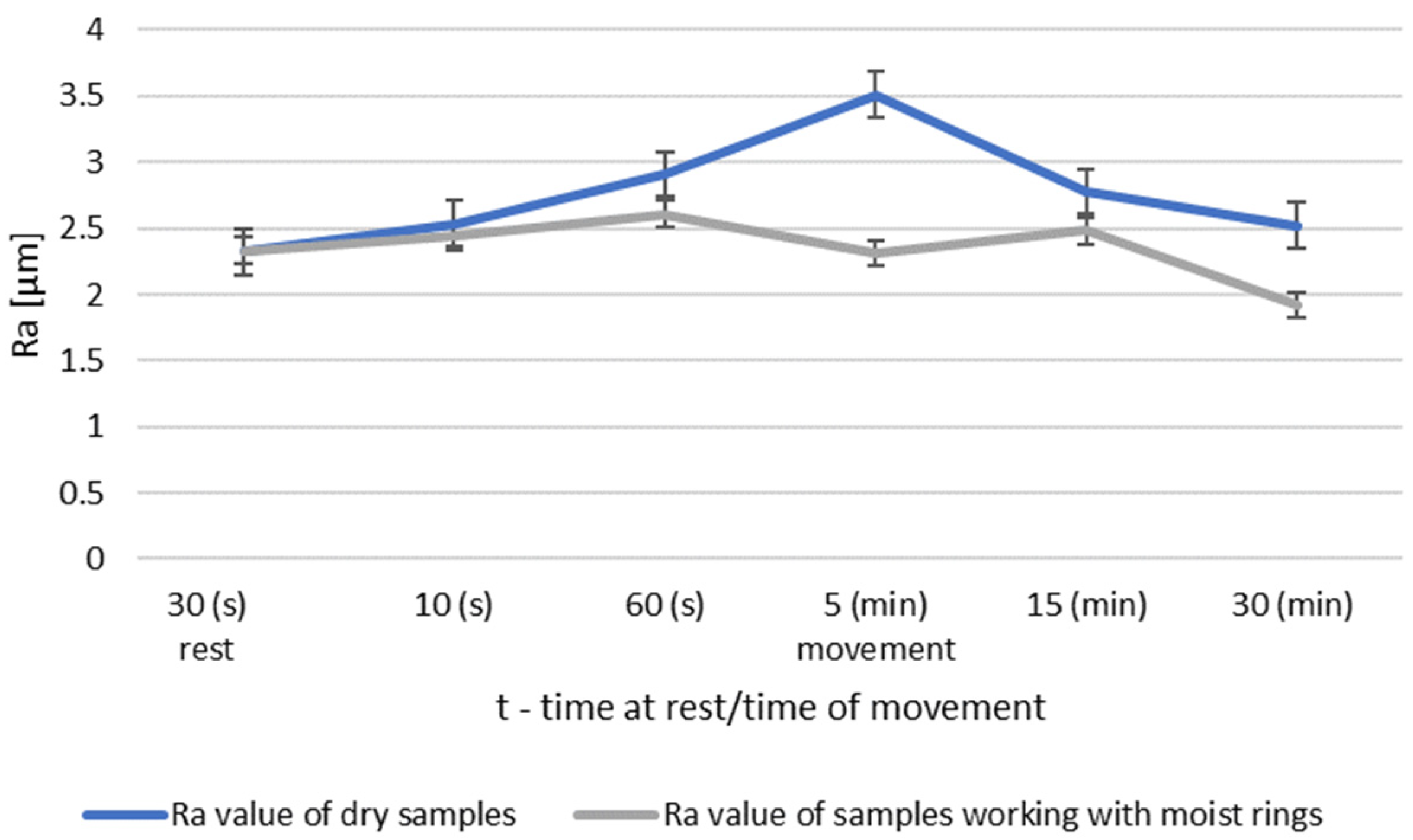
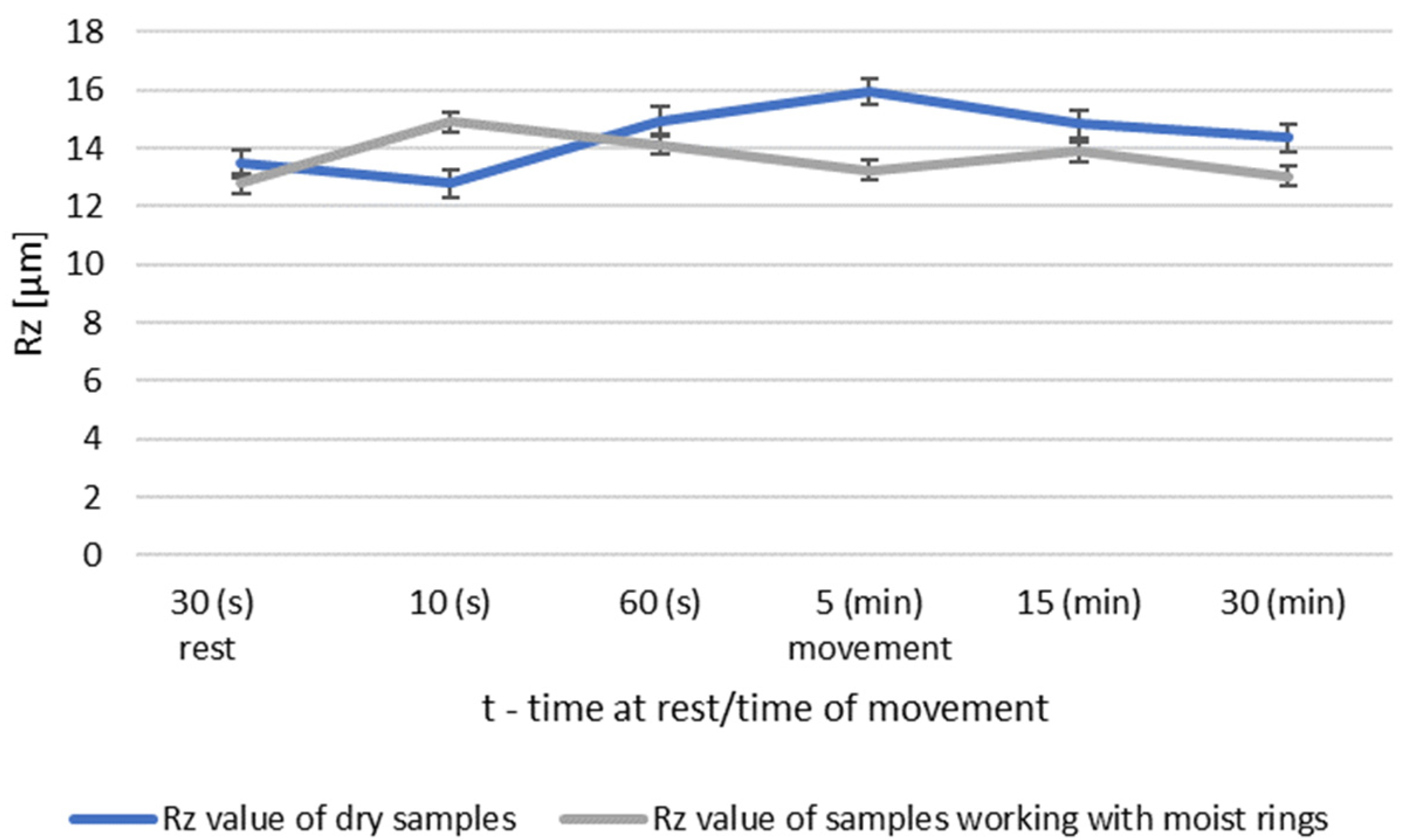
3.1. Surface Roughness
3.2. Physical Model of Sliding Layer Formation
4. Conclusions
- 1
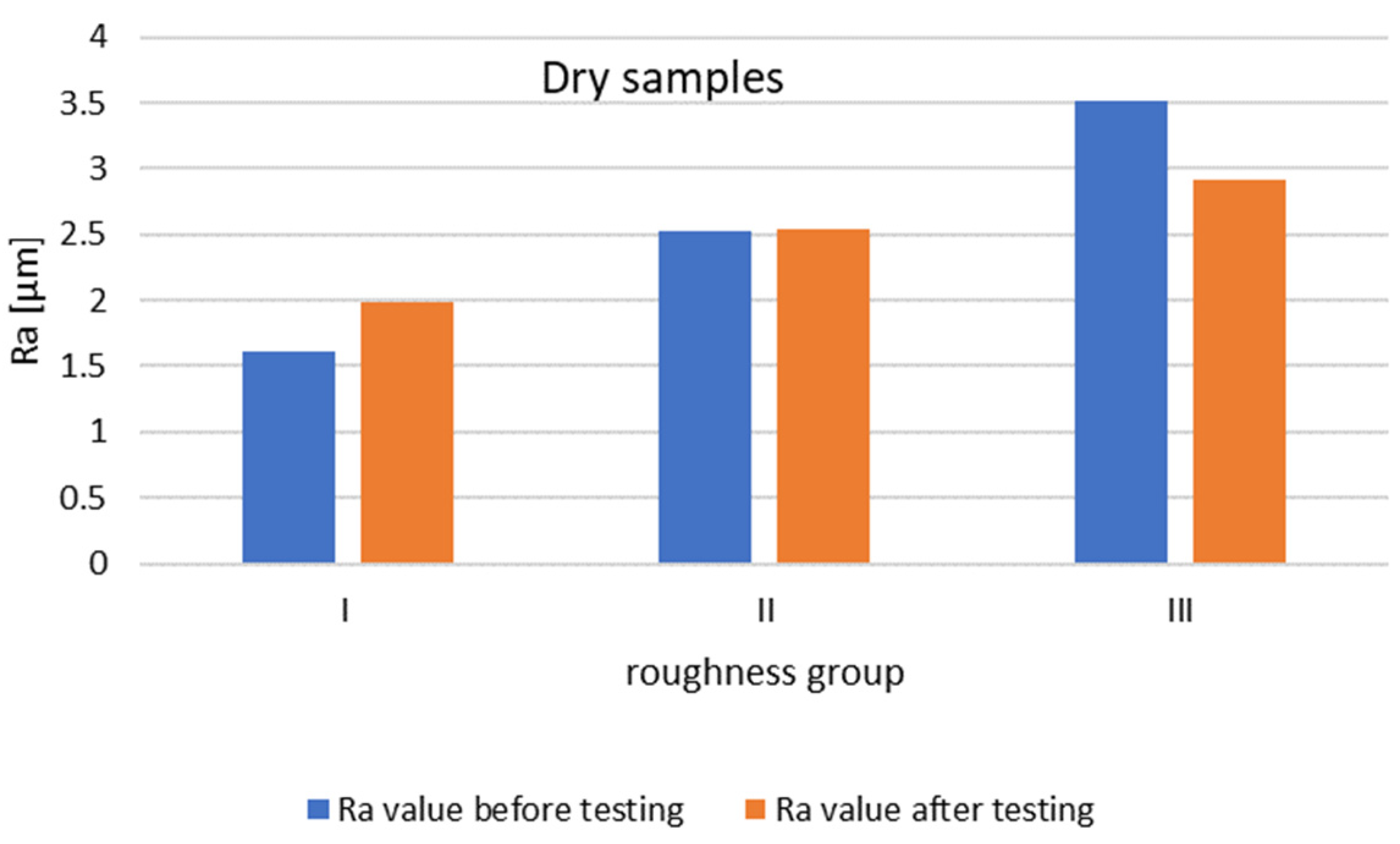
- The initial roughness value of the steel surface working with expanded graphite affects the formation of the sliding layer and thus the roughness of the steel surface after testing. Increasing the initial roughness of the steel surface interacting with the graphite contributes to faster layer formation and reduced roughness. This is seen especially for the pins working with dry graphite.
- 2
- The state of the expanded graphite (dry or wet) influences the formation of the sliding layer of graphite—a wet graphite component causes a faster smoothing of the steel surface.
- 3
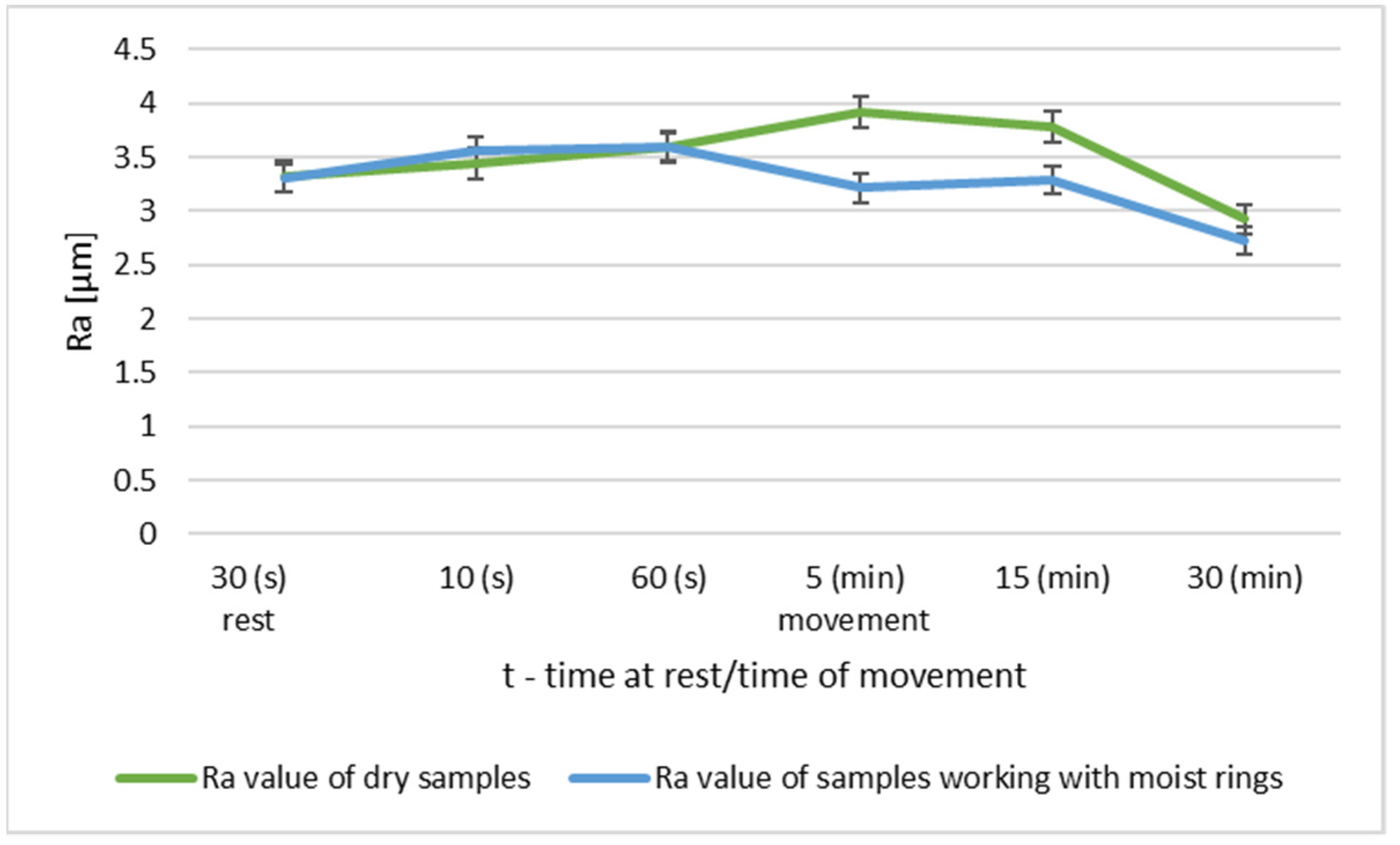
- The running time of the friction node has an effect on the resulting layer:
- -
- The transfer of material to the metal surface already occurs at static contact;
- -
- A significant increase in the surface roughness occurs after 5 min operation, especially for dry expanded graphite;
- -
- After 30 min of operation, samples interacting with moist expanded graphite have a lower roughness than before the test.
- 4
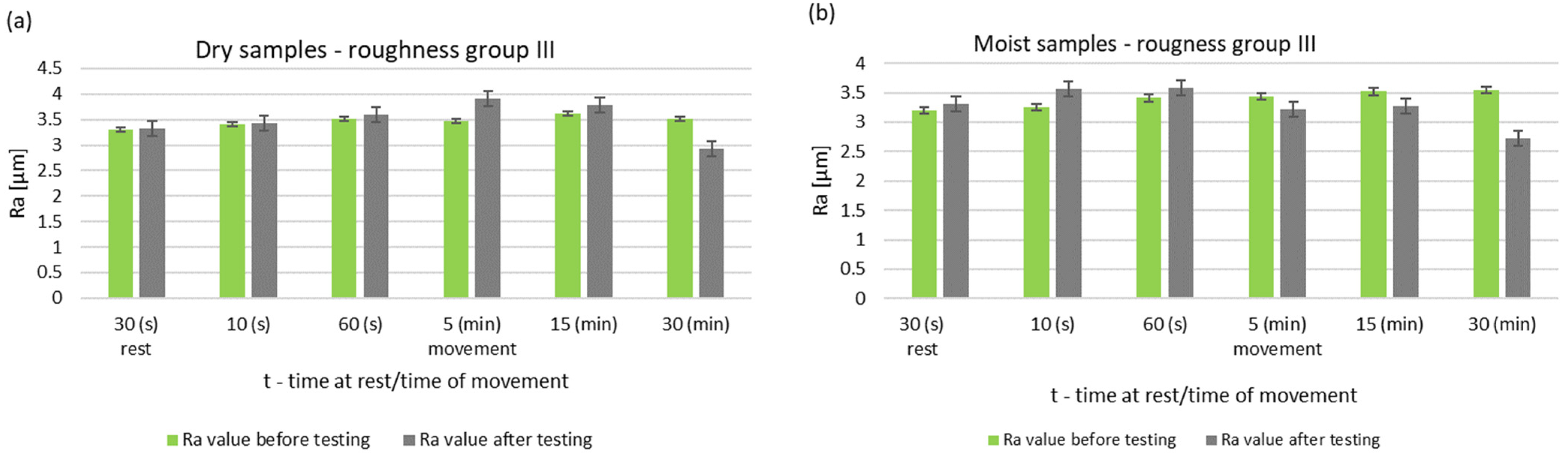
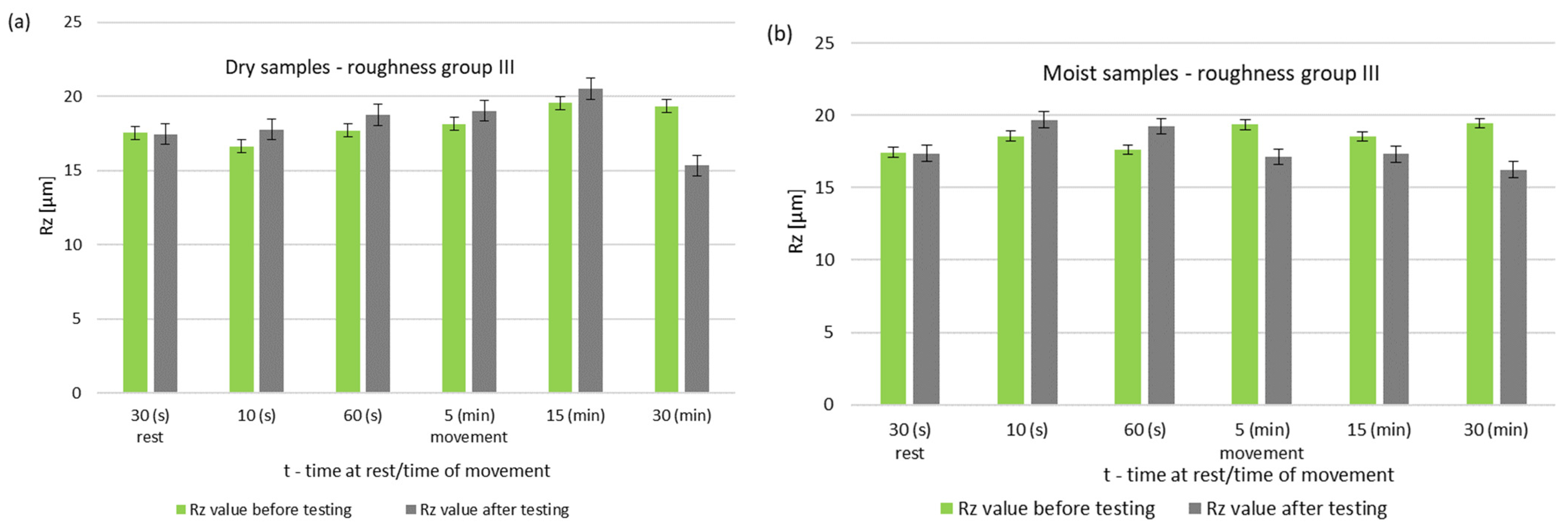
- Comparing the roughness groups selected for the study, it can be indicated that group III is the most favorable from the point of view of the formation of the sliding layer. In the case of this group, the roughness of the pins of the dry samples after 30 min of work dropped below the initial roughness. This phenomenon was not observed for groups I and II. On the other hand, the greatest decrease in the pin roughness occurred for the moist samples.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yunxia, W.; Fengyuan, Y. Tribological properties of transfer films of PTFE-based composites. Wear 2006, 261, 1359–1366. [Google Scholar]
- Zhang, E.; Gao, F.; Fu, R.; Lu, Y.; Han, X.; Su, L. Tribological Behavior of Phenolic Resin-Based Friction Composites Filled with Graphite. Materials 2021, 14, 742. [Google Scholar] [CrossRef]
- Polak, A. Material Transfer in a Steel-Plastic Plain Bearing; Monograph: Cracow, Poland, 1998. [Google Scholar]
- Ghosh, P.; Naskar, K.; Das, N.C. Influence of synthetic graphite powder on tribological and thermo-mechanical properties of organic-inorganic hybrid fiber reinforced elastomer-modified phenolic resin friction composites. Composites 2020, 2, 100018. [Google Scholar] [CrossRef]
- Rohatgi, P.K.; Ray, S.; Liu, Y. Tribological properties of metal matrix-graphite particle composites. Int. Mater. Rev. 2013, 129–152. [Google Scholar] [CrossRef]
- Xue, C.-Y.; Wang, S.-R.; Leng, J.-F.; Wang, Y.; Wang, G.-Q. Tribological performance of modified flocculent graphite as lubricant additives. Surf. Rev. Lett. 2020, 27, 1950108. [Google Scholar] [CrossRef]
- Krawiec, S. Compositions of Plastic and Solid Lubricants in the Process of Friction of Steel Machine Nodes; WPW: Wroclaw, Poland, 2011. [Google Scholar]
- Li, L.; Nie, S.-L.; Zhang, Z.-H.; Liao, W.-J. Comparative investigation on tribological properties of low-pressure nitrogen 17-4ph/316/316l sliding against cf/ptfe/graphite filled peek under synthetic seawater lubrication. Energy Mech. Eng. 2016, 666–674. [Google Scholar] [CrossRef]
- Huai, W.; Zhang, C.; Wen, S. Graphite-based solid lubricant for high-temperature lubrication. Friction 2020. [Google Scholar] [CrossRef]
- Jia, J.; Chen, J.; Zhou, H.; Wang, J.; Zhou, H. Friction and wear properties of bronze–graphite compositeunder water lubrication. Tribol. Int. 2004, 37, 423–429. [Google Scholar] [CrossRef]
- Hongqin, D.; Shuyun, J. Comparative study on tribological properties of isostatic graphiteand carbon graphite under dry sliding and water-lubricated conditions. J. Southeast Univ. 2020, 36, 273–277. [Google Scholar]
- Wos, S.; Koszela, W.; Pawlus, P. The effect of graphite surface texturing on the friction reduction in dry contact. Tribol. Int. 2020, 151, 106535. [Google Scholar] [CrossRef]
- Solfitia, E.; Bertoa, F. Mechanical properties of flexible graphite: Review. Procedia Struct. Integr. 2020, 25, 420–429. [Google Scholar] [CrossRef]
- Yu, W.-Y.; Liu, S.-H.; Liu, X.-Y.; Shao, J.-L.; Liu, M.-P. Wetting behavior in ultrasonic vibration-assisted brazing of aluminium to graphite using Sn-Ag-Ti active solder. Surf. Rev. Lett. 2015, 22, 1550035. [Google Scholar] [CrossRef]
- Chen, Z.; He, X.; Xiao, C.; Kim, S.H. Effect of Humidity on Friction and Wear—A Critical Review. Lubricants 2018, 6, 74. [Google Scholar] [CrossRef] [Green Version]
- Hirani, H.; Goilkar, S. Formation of transfer layer and its effect on friction and wear of carbon–graphite face seal under dry, water and steam environments. Wear 2009, 266, 1141–1154. [Google Scholar] [CrossRef]
- Briscoe, W.H.; Titmuss, S.; Tiberg, F.; Thomas, R.K.; McGillivray, D.J.; Klein, J. Boundary lubrication under water. Nat. Cell Biol. 2006, 444, 191–194. [Google Scholar] [CrossRef]
- Ilberg, L.; Manis-Levy, H.; Raveh, A.; Lifshitz, Y.; Varenberg, M. Effect of structure of carbon films on their tribological properties. Diam. Relat. Mater. 2013, 38, 79–86. [Google Scholar] [CrossRef]
- Kim, Y.; Kim, J. Temperature effect of friction and wear characteristics for solid lubricating graphite. Mod. Phys. Lett. B 2015, 29, 1540018. [Google Scholar] [CrossRef]
- Wang, L.; Sheng, X. Friction and wear performance of sliding bearing seat of reactor pressure vessel. Wear 2020, 444–445, 203167. [Google Scholar] [CrossRef]
- Low, M.B.J. The effect of the transfer film on the friction and wear of dry bearing materials for a power plant application. Wear 1979, 52, 347–363. [Google Scholar] [CrossRef]
- Walker, J. How Stem Finish Affects Friction and Fugitive Emissions with Graphite-Based Control Valve Packing; James Walker & Co. Ltd: Woking, UK, 2010. [Google Scholar]
- Walker, J. Analysis of Surface Roughness and Profile Parameters of Graphite Packing Deposition on Valve Stems and How This Influences Frictional Performance; James Walker & Co. Ltd: Woking, UK, 2012. [Google Scholar]
- Prasad, S.V.; McConnell, B.D. Tribology of aluminum metal-matrix composites: Lubrication by graphite. Wear 1991, 149, 241–253. [Google Scholar] [CrossRef]
- Williams, J.A.; Morris, J.H.; Ball, A. The effect of transfer layers on the surface contact and wear of carbon-graphite materials. Tribol. Int. 1997, 30, 663–676. [Google Scholar] [CrossRef]
- Jones, G.A. On the tribological behavior of mechanical seal face materials in dry line contact Part I. Mech. Carbon Wear 2004, 256, 415–432. [Google Scholar] [CrossRef]
- Frąc, M. Electrical and Thermoelectric Properties of Multifunctional Cementitious Composites with Expanded Graphite. Ph.D. Thesis, AGH University of Science and Technology, Cracow, Poland, 2015. [Google Scholar]
- Chung, D.D.L. Exfoliation of graphite. J. Mater. Sci. 1987, 22, 4190–4198. [Google Scholar] [CrossRef]
- Zechao, T.; Hongbao, W.; Xiangfen, H.; Zhanjun, L.; Quangui, G. Expanded graphite/polydimethylsiloxane composites with high thermal conductivity. J. Appl. Polym. Sci. 2017, 134, 44843. [Google Scholar]
- Bannov, A.A.; Timofeeva, G.A.; Shinkarev, V.V.; Dyukova, K.D.; Ukhina, A.V.; Maksimovskii, E.A.; Yusin, S.I. Synthesis and studies of the properties of graphite oxide and thermally expanded graphite. Prot. Met. Phys. Chem. Surf. 2014, 50, 183–190. [Google Scholar] [CrossRef]
- Lin, H.Y.; Cheng, H.Z.; Lee, K.J.; Wang, C.F.; Liu, Y.C.; Wang, Y.W. Effect of Carbonaceous Components on Tribological Properties of Copper-Free NAO Friction Material. Materials 2020, 13, 1163. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Shape | Dimensions (mm) | Hardness | Density (g/cm3) | |
|---|---|---|---|---|---|
| Sample | acid resistant steel | countersunk pin | ϕ10 × 30 | 29–30 HRC | 7.8 |
| Counter Sample | expandedgraphite | ring | ϕ60 × 40 × 10 | 20 HV0,05 | 1.6 |
| Working Conditions | Rest | Movement | ||||
|---|---|---|---|---|---|---|
| (s) | (s) | (s) | (min) | (min) | (min) | |
| Dry Sample | 30 | 10 | 30 | 5 | 15 | 30 |
| Moist Sample | ||||||
| Parameter/Roughness | Roughness Group | ||
|---|---|---|---|
| I | II | III | |
| Ra[μm] | 1.41–1.64 | 2.31–2.62 | 3.21–3.62 |
| Rz[μm] | 9.32–10.89 | 12.75–14.15 | 17.54–19.55 |
| Conditions of Cooperation | ||||
|---|---|---|---|---|
| Rest/Movement Duration | Samples operating in dry conditions | Samples operating with moist rings | ||
| Rest 30 s (1) |  |  |  |  |
| Movement 10–60 s (2) |  |  |  |  |
| Movement 5 min. (3) |  |  |  |  |
| Movement 15–30 min. (4) |  |  |  |  |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rewolińska, A.; Perz, K.; Kinal, G. Effect of Steel Surface Roughness and Expanded Graphite Condition on Sliding Layer Formation. Materials 2021, 14, 2960. https://doi.org/10.3390/ma14112960
Rewolińska A, Perz K, Kinal G. Effect of Steel Surface Roughness and Expanded Graphite Condition on Sliding Layer Formation. Materials. 2021; 14(11):2960. https://doi.org/10.3390/ma14112960
Chicago/Turabian StyleRewolińska, Aleksandra, Karolina Perz, and Grzegorz Kinal. 2021. "Effect of Steel Surface Roughness and Expanded Graphite Condition on Sliding Layer Formation" Materials 14, no. 11: 2960. https://doi.org/10.3390/ma14112960