
X-ray Computed Tomography Procedures to Quantitatively Characterize the Morphological Features of Triply Periodic Minimal Surface Structures

 , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
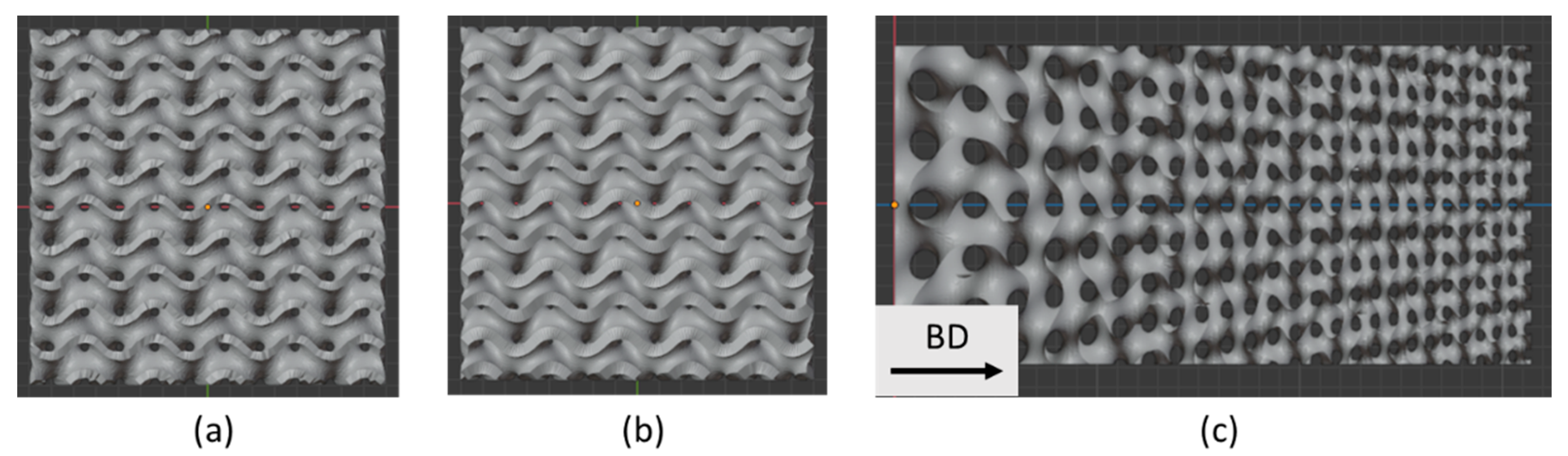
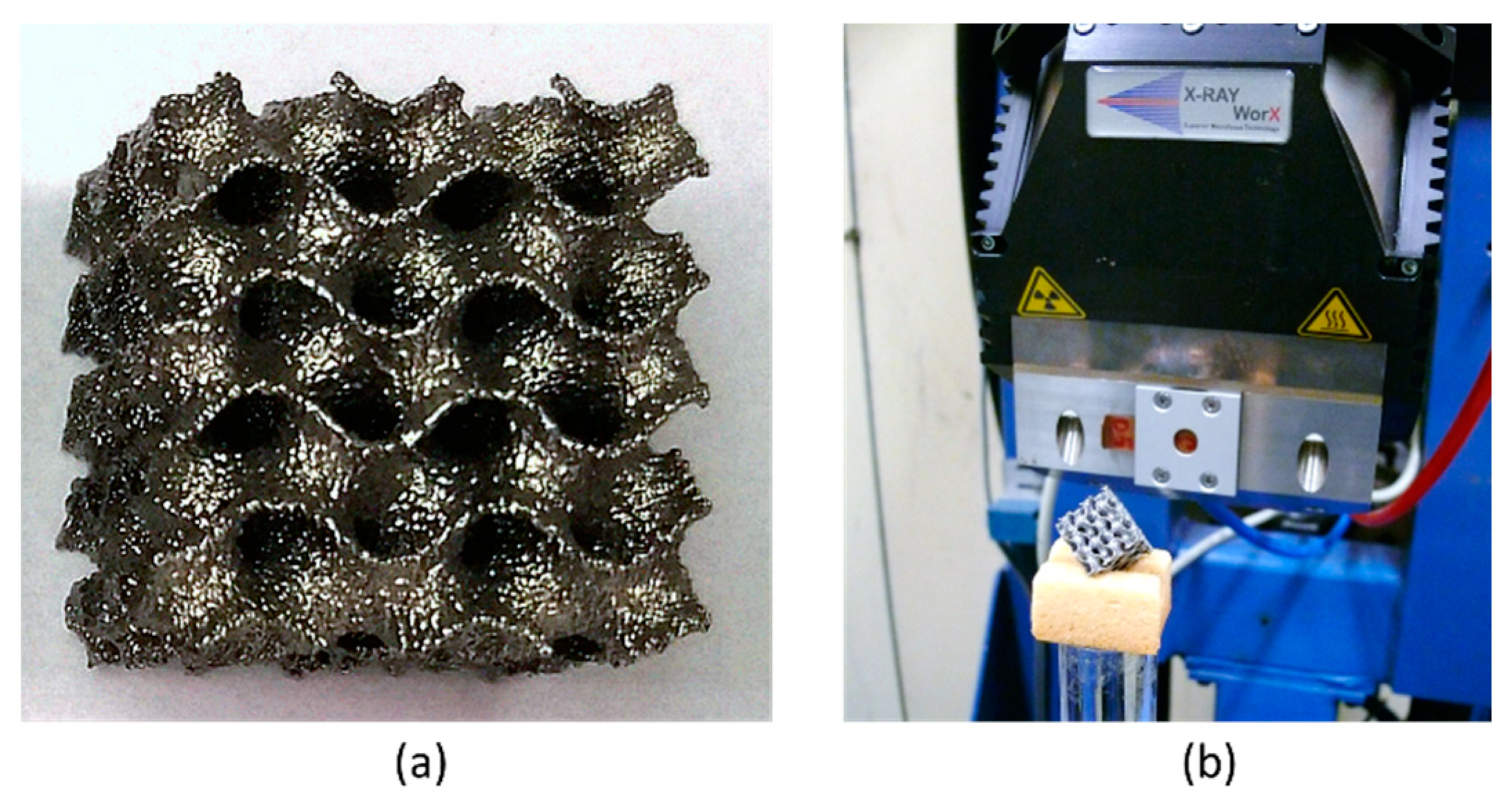
2.1. Samples Design and Production
2.2. X-ray Computed Tomography
3. Results and Discussion
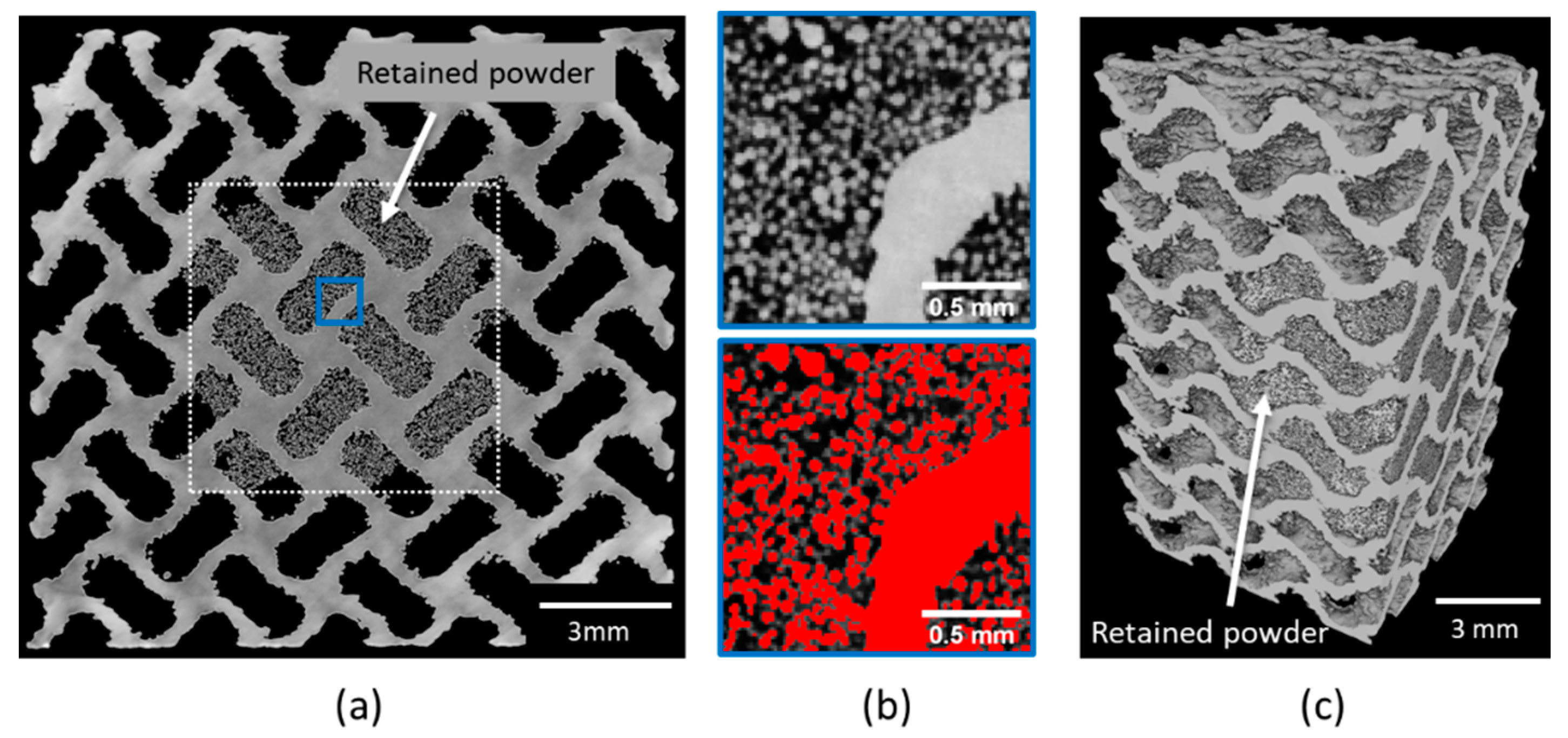
3.1. Virtual Powder Removal
3.2. Effect of Wall Orientation
3.3. Wall Degradation after Etching
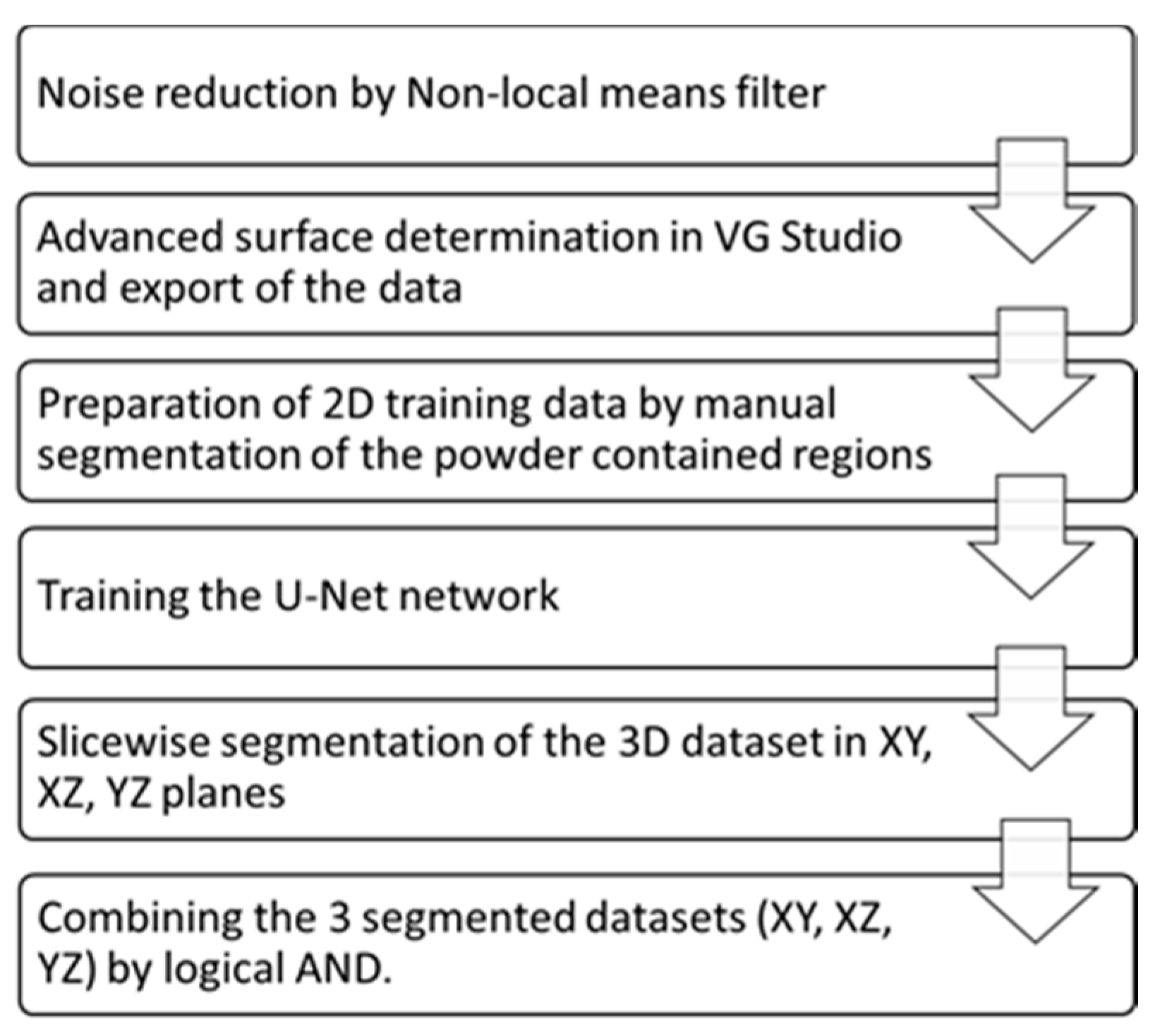
- Prior to the WT analysis, the scaffold was segmented from the loose powder using the algorithm described in the Section 3.1.
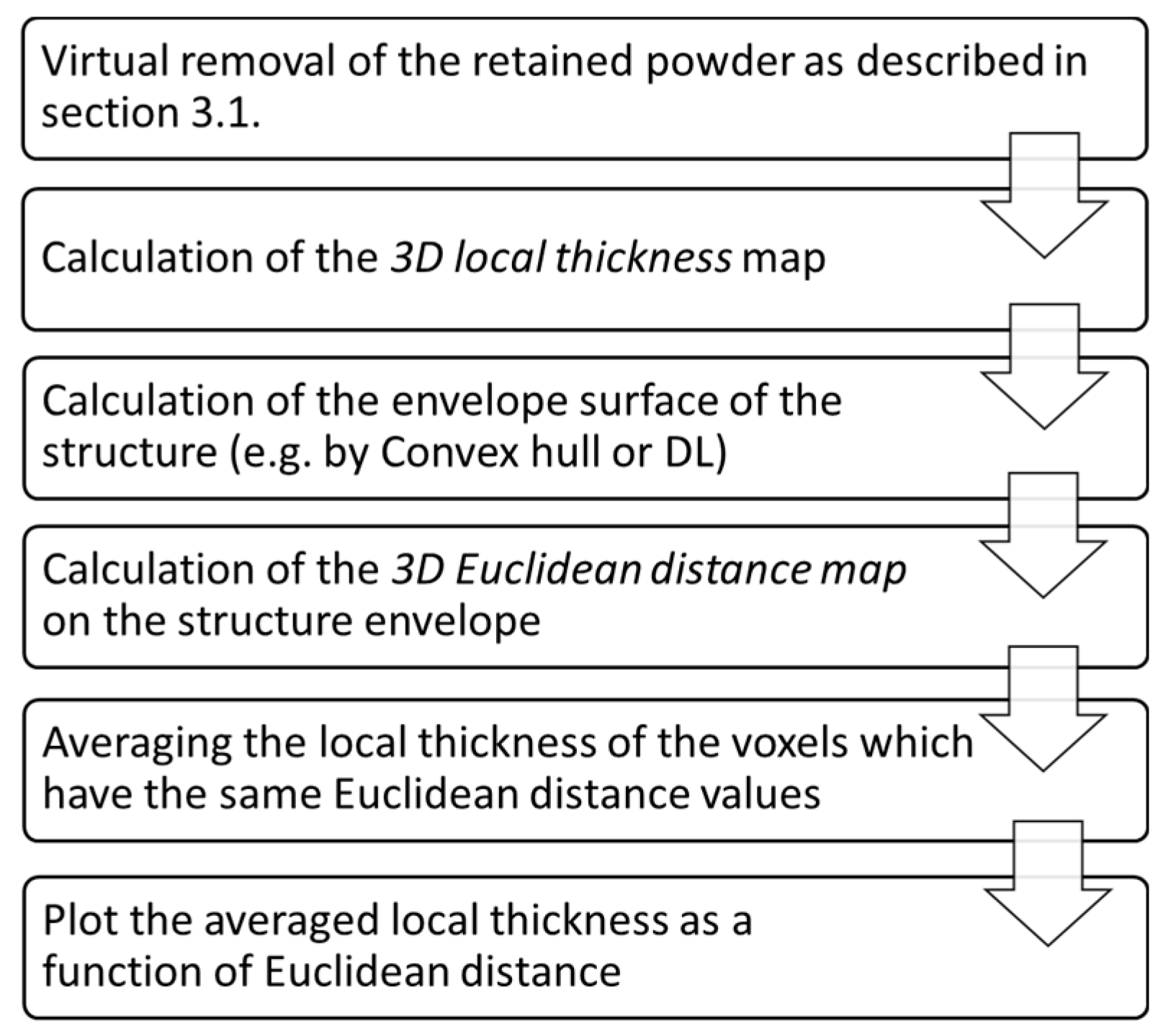
- The envelope structure defined by the outer region of the specimen was generated. For simple convex objects, this can be done by calculation of the convex hull, which is the smallest convex shape containing all points of an object. For more complex geometries, the envelope surface can be identified by sophisticated DL algorithms.
- The 3D Euclidean distance map was calculated on the convex hull of the structure (Figure 7b). This allows assigning every point of the structure the value of the shortest distance between this point and the background (specimen’s edge).
- Finally, the average value of the local thickness was calculated for every set of voxels equidistantly located from the specimen’s edges (with the same Euclidean distance value, as indicated by the white dashed line in Figure 7b,c). This combination of complementary information on the WT and the Euclidean distance allows a quantitative characterization of the WT gradient in a direction from the specimen edges to the center. Figure 8 summarizes the workflow.
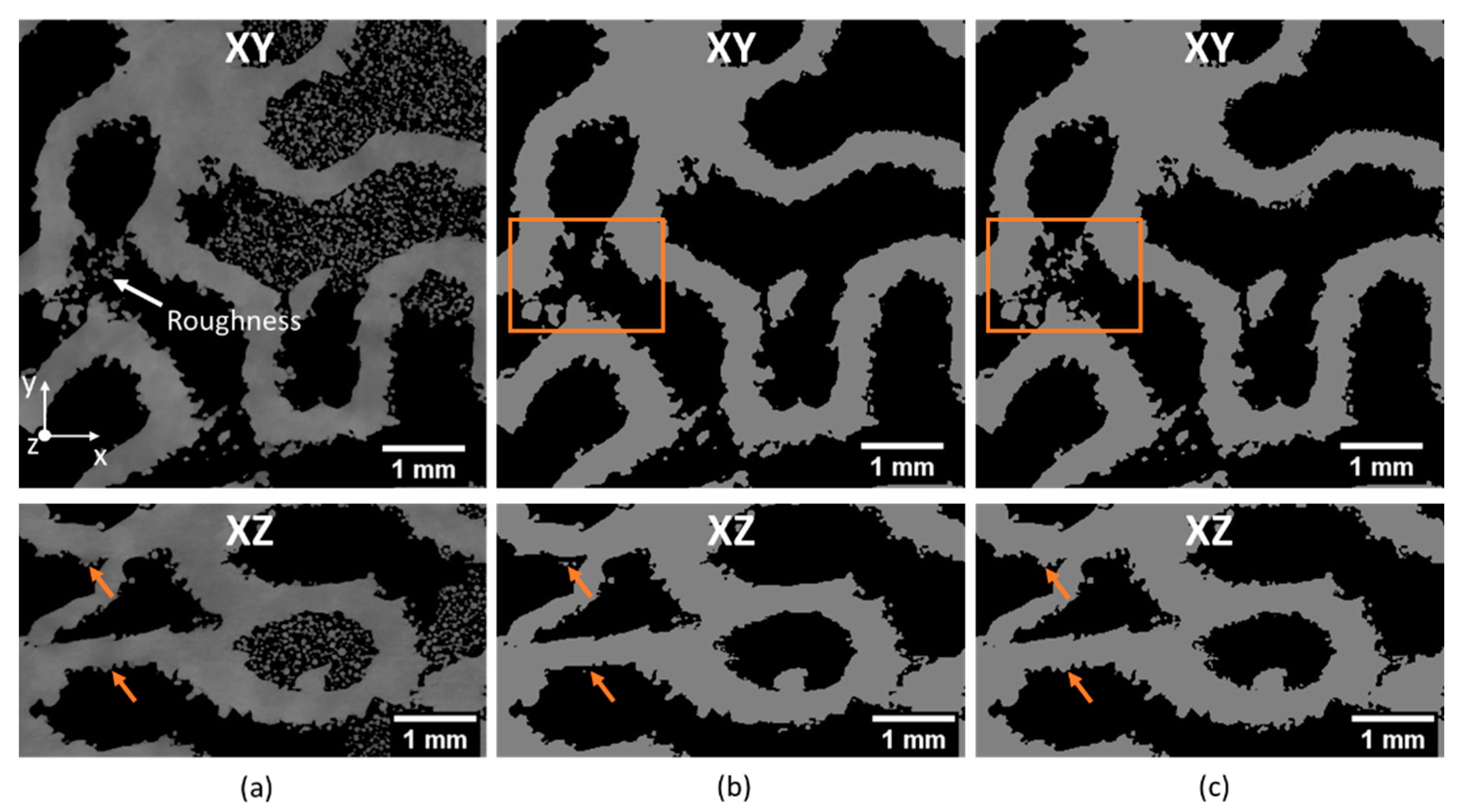
3.4. Surface Roughness Analysis
3.5. Analysis of the FGPS Lattice Structure
4. Conclusions
- (1)
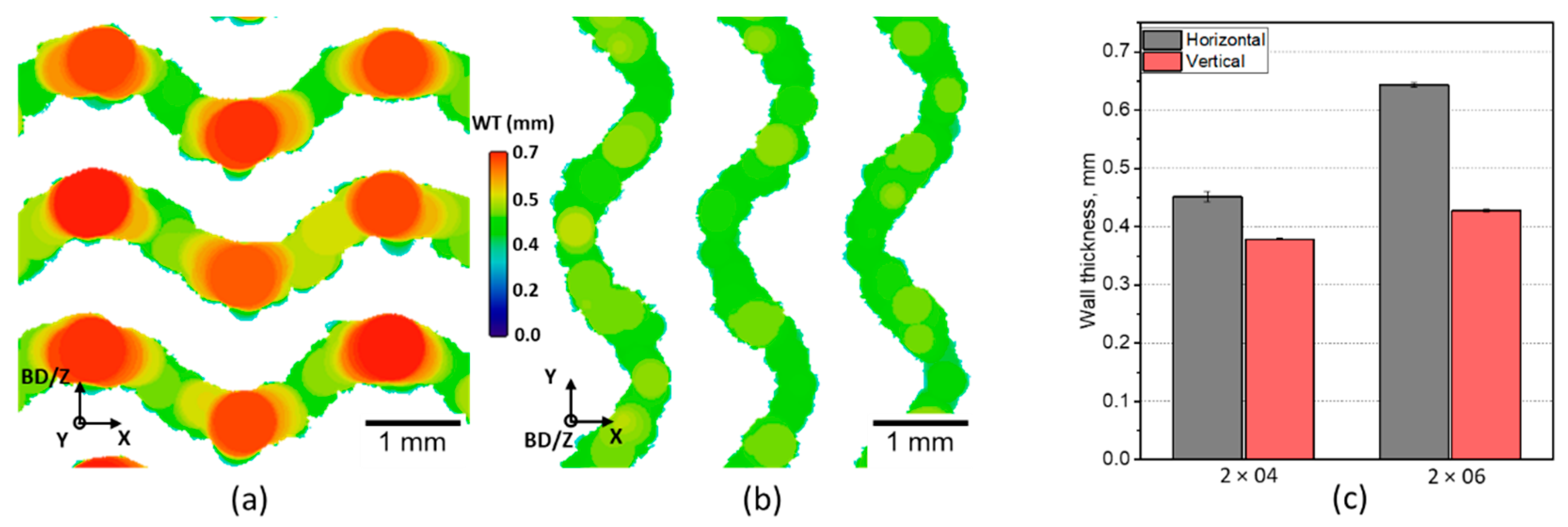
- The wall thickness showed a clear dependence on the wall orientation (with respect to the build direction): The horizontal walls (parallel to the build plane) appear up to 30% thicker than the vertical ones. Quantification of this known phenomenon is extremely important since it can cause a strong anisotropy of the mechanical properties.
- (2)
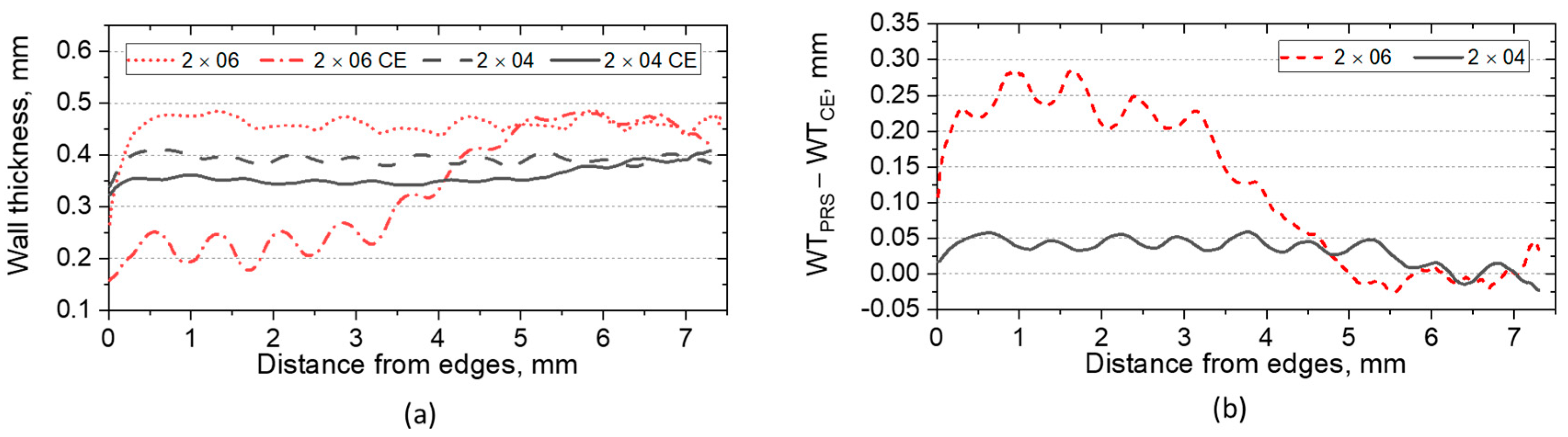
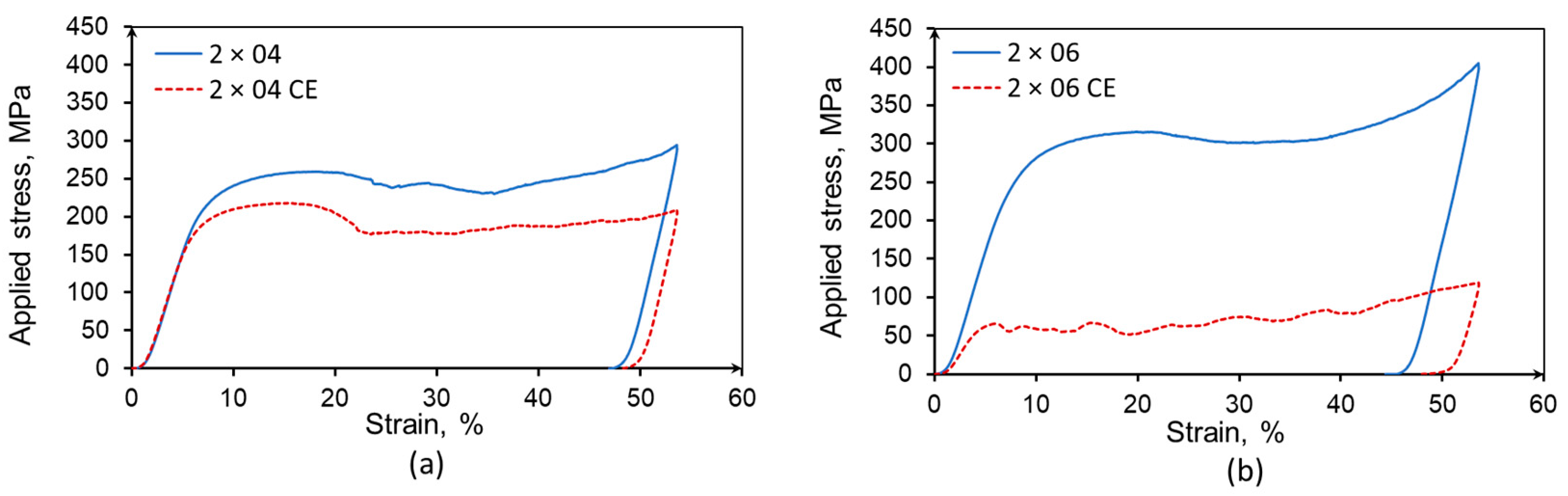
- The chemical etching (CE) as a postprocessing technique was characterized assessing its efficiency in removing the retained powder, its effect on the wall thickness, and the surface roughness. The wall thickness gradient (from the edges to the specimen’s center) was quantified using a developed methodology by combining the local thickness algorithm with the Euclidean distance transform. Strong gradient and large material loss were found in the specimen subjected to aggressive etching. In both specimen types, the powder could not be fully removed. This indicates that CE cannot be used as a standalone cleaning tool. Moreover, the material loss resulted in a reduction of the mechanical properties under compressive load. We found a positive effect of the CE on surface roughness. Our surface roughness analysis method allowed investigating curved walls of the TPMSS and could disclose a decrease of the average roughness after the CE.
- (3)
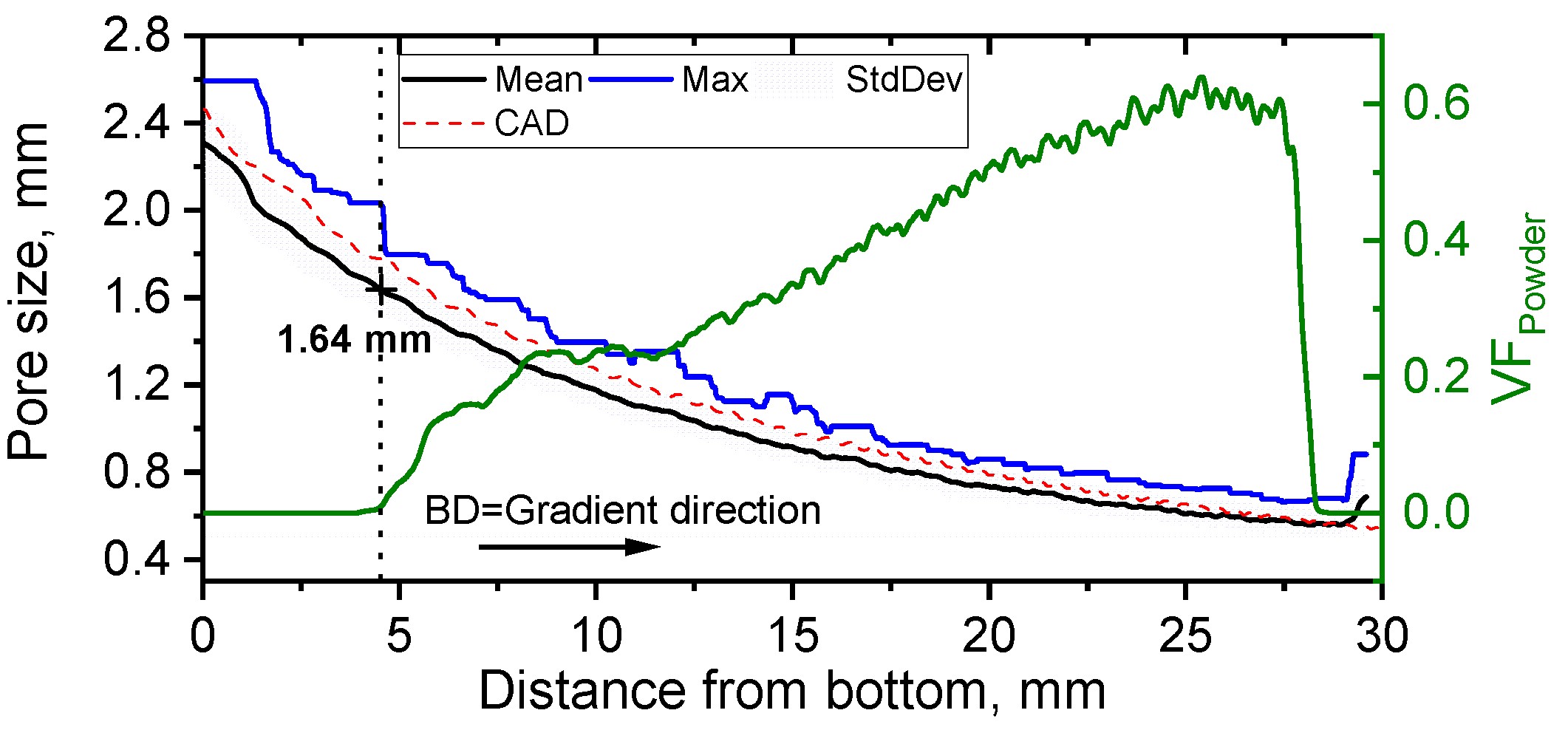
- Finally, the pore size distribution in functionally graded TPMSS was analyzed and correlated to the amount of retained powder. This procedure can be used to evaluate the cleaning routines and determine the minimum pore size compatible with a powder-free part, which is the premise for the optimization of the manufacturing process and for utilization of TPMSS in the biomedical sector.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shi, J.; Zhu, L.; Li, L.; Li, Z.; Yang, J.; Wang, X. A TPMS-based method for modeling porous scaffolds for bionic bone tissue engineering. Sci. Rep. 2018, 8, 7395. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fernandez-Yague, M.A.; Abbah, S.A.; McNamara, L.; Zeugolis, D.I.; Pandit, A.; Biggs, M.J. Biomimetic approaches in bone tissue engineering: Integrating biological and physicomechanical strategies. Adv. Drug Deliv. Rev. 2015, 84, 1–29. [Google Scholar] [CrossRef]
- Zadpoor, A.A. Bone tissue regeneration: The role of scaffold geometry. Biomater. Sci. 2015, 3, 231–235. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Al-Rub, R.K.A. Multifunctional Mechanical Metamaterials Based on Triply Periodic Minimal Surface Lattices. Adv. Eng. Mater. 2019, 21, 1900524. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Rowshan, R.; Al-Rub, R.K.A. Topology-mechanical property relationship of 3D printed strut, skeletal, and sheet based periodic metallic cellular materials. Addit. Manuf. 2018, 19, 167–183. [Google Scholar] [CrossRef]
- Yang, E.; Leary, M.; Lozanovski, B.; Downing, D.; Mazur, M.; Sarker, A.; Khorasani, A.; Jones, A.; Maconachie, T.; Bateman, S.; et al. Effect of geometry on the mechanical properties of Ti-6Al-4V Gyroid structures fabricated via SLM: A numerical study. Mater. Des. 2019, 184, 108165. [Google Scholar] [CrossRef]
- Khrapov, D.; Koptyug, A.; Manabaev, K.; Léonard, F.; Mishurova, T.; Bruno, G.; Cheneler, D.; Loza, K.; Epple, M.; Surmenev, R.; et al. The impact of post manufacturing treatment of functionally graded Ti6Al4V scaffolds on their surface morphology and mechanical strength. J. Mater. Res. Technol. 2020, 9, 1866–1881. [Google Scholar] [CrossRef]
- Echeta, I.; Feng, X.; Dutton, B.; Leach, R.; Piano, S. Review of defects in lattice structures manufactured by powder bed fusion. Int. J. Adv. Manuf. Technol. 2019, 106, 2649–2668. [Google Scholar] [CrossRef] [Green Version]
- Koptyug, A.; Rännar, L.-E.; Bäckström, M.; Franzén, M.S.; Dérand, D. Additive manufacturing technology applications targeting practical surgery. Int. J. Life Sci. Med Res. 2013, 3, 15–24. [Google Scholar] [CrossRef] [Green Version]
- Alla, R.K.; Ginjupalli, K.; Upadhya, N.; Mohammed, S.; Sekar, R.; Ravi, R. Surface Roughness of Implants: A Review. Trends Biomater. Artif. Organs 2011, 25, 112–118. [Google Scholar]
- Albrektsson, T.; Wennerberg, A. On osseointegration in relation to implant surfaces. Clin. Implant. Dent. Relat. Res. 2019, 21, 4–7. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rosa, M.B.; Albrektsson, T.; Francischone, C.E.; Schwartz Filho, H.O.; Wennerberg, A. The influence of surface treatment on the implant roughness pattern. J. Appl. Oral Sci. 2012, 20, 550–555. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Koptyug, A.; Rännar, L.-E.; Bäckström, M. Multiscale surface structuring of the biomedical implants manufactured in Electron Beam Melting technology: Demands, advances and challenges. In Proceedings of the iCAT-2014, International Conference on Additive Technologies, Vienna, Austria, 15–17 October 2014. [Google Scholar]
- Novaes, A.B., Jr.; de Souza, S.L.; de Barros, R.R.; Pereira, K.K.; Iezzi, G.; Piattelli, A. Influence of implant surfaces on osseointegration. Braz Dent. J. 2010, 21, 471–481. [Google Scholar] [CrossRef]
- Drescher, P.; Reimann, T.; Seitz, H. Investigation of powder removal of net–structured titanium parts made from electron beam melting. Int. J. Rapid Manuf. 2014, 4, 81–89. [Google Scholar] [CrossRef]
- Wysocki, B.; Idaszek, J.; Buhagiar, J.; Szlązak, K.; Brynk, T.; Kurzydłowski, K.J.; Święszkowski, W. The influence of chemical polishing of titanium scaffolds on their mechanical strength and in-vitro cell response. Mater. Sci. Eng. C 2019, 95, 428–439. [Google Scholar] [CrossRef]
- Hasib, H.; Harrysson, O.L.A.; West, H.A. Powder Removal from Ti-6Al-4V Cellular Structures Fabricated via Electron Beam Melting. JOM 2015, 67, 639–646. [Google Scholar] [CrossRef] [Green Version]
- Blanquer, S.B.G.; Werner, M.; Hannula, M.; Sharifi, S.; Lajoinie, G.P.R.; Eglin, D.; Hyttinen, J.; Poot, A.A.; Grijpma, D.W. Surface curvature in triply-periodic minimal surface architectures as a distinct design parameter in preparing advanced tissue engineering scaffolds. Biofabrication 2017, 9, 025001. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Plessis, A.D. X-ray tomography for the advancement of laser powder bed fusion additive manufacturing. J. Microsc. 2020. [Google Scholar] [CrossRef]
- Thompson, A.; Maskery, I.; Leach, R.K. X-ray computed tomography for additive manufacturing: A review. Meas. Sci. Technol. 2016, 27, 072001. [Google Scholar] [CrossRef]
- Mishurova, T.; Artzt, K.; Haubrich, J.; Requena, G.; Bruno, G. New aspects about the search for the most relevant parameters optimizing SLM materials. Addit. Manuf. 2019, 25, 325–334. [Google Scholar] [CrossRef]
- Suard, M.; Plancher, E.; Martin, G.; Dendievel, R.; Lhuissier, P. Surface Defects Sensitivity during the Unfolding of Corrugated Struts Made by Powder-Bed Additive Manufacturing. Adv. Eng. Mater. 2020, 22, 2000315. [Google Scholar] [CrossRef]
- Kerckhofs, G.; Pyka, G.; Moesen, M.; Van Bael, S.; Schrooten, J.; Wevers, M. High-Resolution Microfocus X-ray Computed Tomography for 3D Surface Roughness Measurements of Additive Manufactured Porous Materials. Adv. Eng. Mater. 2013, 15, 153–158. [Google Scholar] [CrossRef]
- Zanini, F.; Pagani, L.; Savio, E.; Carmignato, S. Characterisation of additively manufactured metal surfaces by means of X-ray computed tomography and generalised surface texture parameters. CIRP Ann. 2019, 68, 515–518. [Google Scholar] [CrossRef]
- Bernard, D.; Léonard, F.; Plougonven, E.; Bruno, G. On the use of autocorrelation functions, permeability tensors, and computed tomography to characterise the anisotropy of diesel particulate filter materials. Philos. Mag. 2020, 100, 2802–2835. [Google Scholar] [CrossRef]
- Hunter, L.W.; Brackett, D.; Brierley, N.; Yang, J.; Attallah, M.M. Assessment of trapped powder removal and inspection strategies for powder bed fusion techniques. Int. J. Adv. Manuf. Technol. 2020, 106, 4521–4532. [Google Scholar] [CrossRef] [Green Version]
- Sefer, B.; Dobryden, I.; Almqvist, N.; Pederson, R.; Antti, M.-L. Chemical Milling of Cast Ti-6Al-4V and Ti-6Al-2Sn-4Zr-2Mo Alloys in Hydrofluoric-Nitric Acid Solutions. Corrosion 2016, 73, 394–407. [Google Scholar] [CrossRef]
- Cooper, R.C.; Bruno, G.; Onel, Y.; Lange, A.; Watkins, T.R.; Shyam, A. Young’s modulus and Poisson’s ratio changes due to machining in porous microcracked cordierite. J. Mater. Sci. 2016, 51, 9749–9760. [Google Scholar] [CrossRef]
- Falk, T.; Mai, D.; Bensch, R.; Cicek, O.; Abdulkadir, A.; Marrakchi, Y.; Bohm, A.; Deubner, J.; Jackel, Z.; Seiwald, K.; et al. U-Net: Deep learning for cell counting, detection, and morphometry. Nat. Methods 2019, 16, 67–70. [Google Scholar] [CrossRef]
- Schindelin, J.; Arganda-Carreras, I.; Frise, E.; Kaynig, V.; Longair, M.; Pietzsch, T.; Preibisch, S.; Rueden, C.; Saalfeld, S.; Schmid, B.; et al. Fiji: An open-source platform for biological-image analysis. Nat. Methods 2012, 9, 676–682. [Google Scholar] [CrossRef] [Green Version]
- Volume Graphics. Available online: https://www.volumegraphics.com/ (accessed on 19 April 2021).
- Hildebrand, T.; Rüegsegger, P. A new method for the model-independent assessment of thickness in three-dimensional images. J. Microsc. 1997, 185, 67–75. [Google Scholar] [CrossRef]
- Doube, M.; Kłosowski, M.M.; Arganda-Carreras, I.; Cordelières, F.P.; Dougherty, R.P.; Jackson, J.S.; Schmid, B.; Hutchinson, J.R.; Shefelbine, S.J. BoneJ: Free and extensible bone image analysis in ImageJ. Bone 2010, 47, 1076–1079. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pyka, G.; Kerckhofs, G.; Papantoniou, I.; Speirs, M.; Schrooten, J.; Wevers, M. Surface Roughness and Morphology Customization of Additive Manufactured Open Porous Ti6Al4V Structures. Materials 2013, 6, 4737. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- De Formanoir, C.; Suard, M.; Dendievel, R.; Martin, G.; Godet, S. Improving the mechanical efficiency of electron beam melted titanium lattice structures by chemical etching. Addit. Manuf. 2016, 11, 71–76. [Google Scholar] [CrossRef]
- International Organization for Standartization. Mechanical Testing of Metals—Ductility Testing—Compression Test for Porous and Cellular Metals; ISO: Geneva, Switzerland, 2011. [Google Scholar]
- Greitemeier, D.; Dalle Donne, C.; Syassen, F.; Eufinger, J.; Melz, T. Effect of surface roughness on fatigue performance of additive manufactured Ti–6Al–4V. Mater. Sci. Technol. 2016, 32, 629–634. [Google Scholar] [CrossRef]
- Sanaei, N.; Fatemi, A. Analysis of the effect of surface roughness on fatigue performance of powder bed fusion additive manufactured metals. Theor. Appl. Fract. Mech. 2020, 108, 102638. [Google Scholar] [CrossRef]
- Vayssette, B.; Saintier, N.; Brugger, C.; Elmay, M.; Pessard, E. Surface roughness of Ti-6Al-4V parts obtained by SLM and EBM: Effect on the High Cycle Fatigue life. Procedia Eng. 2018, 213, 89–97. [Google Scholar] [CrossRef]
- Townsend, A.; Senin, N.; Blunt, L.; Leach, R.K.; Taylor, J.S. Surface texture metrology for metal additive manufacturing: A review. Precis. Eng. 2016, 46, 34–47. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | 2 × 04 | 2 × 04_CE | 2 × 06 | 2 × 06_CE |
| Pa, µm | 36.6 ± 3.1 | 30.8 ± 3.5 | 38.3 ± 4.6 | 16.4 ± 2.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Evsevleev, S.; Mishurova, T.; Khrapov, D.; Paveleva, A.; Meinel, D.; Surmenev, R.; Surmeneva, M.; Koptyug, A.; Bruno, G. X-ray Computed Tomography Procedures to Quantitatively Characterize the Morphological Features of Triply Periodic Minimal Surface Structures. Materials 2021, 14, 3002. https://doi.org/10.3390/ma14113002
Evsevleev S, Mishurova T, Khrapov D, Paveleva A, Meinel D, Surmenev R, Surmeneva M, Koptyug A, Bruno G. X-ray Computed Tomography Procedures to Quantitatively Characterize the Morphological Features of Triply Periodic Minimal Surface Structures. Materials. 2021; 14(11):3002. https://doi.org/10.3390/ma14113002
Chicago/Turabian StyleEvsevleev, Sergei, Tatiana Mishurova, Dmitriy Khrapov, Aleksandra Paveleva, Dietmar Meinel, Roman Surmenev, Maria Surmeneva, Andrey Koptyug, and Giovanni Bruno. 2021. "X-ray Computed Tomography Procedures to Quantitatively Characterize the Morphological Features of Triply Periodic Minimal Surface Structures" Materials 14, no. 11: 3002. https://doi.org/10.3390/ma14113002