
Study on Cutting Chip in Milling GH4169 with Indexable Disc Cutter


Abstract
:1. Introduction
2. Workpiece and Milling Cutter
2.1. Workpiece
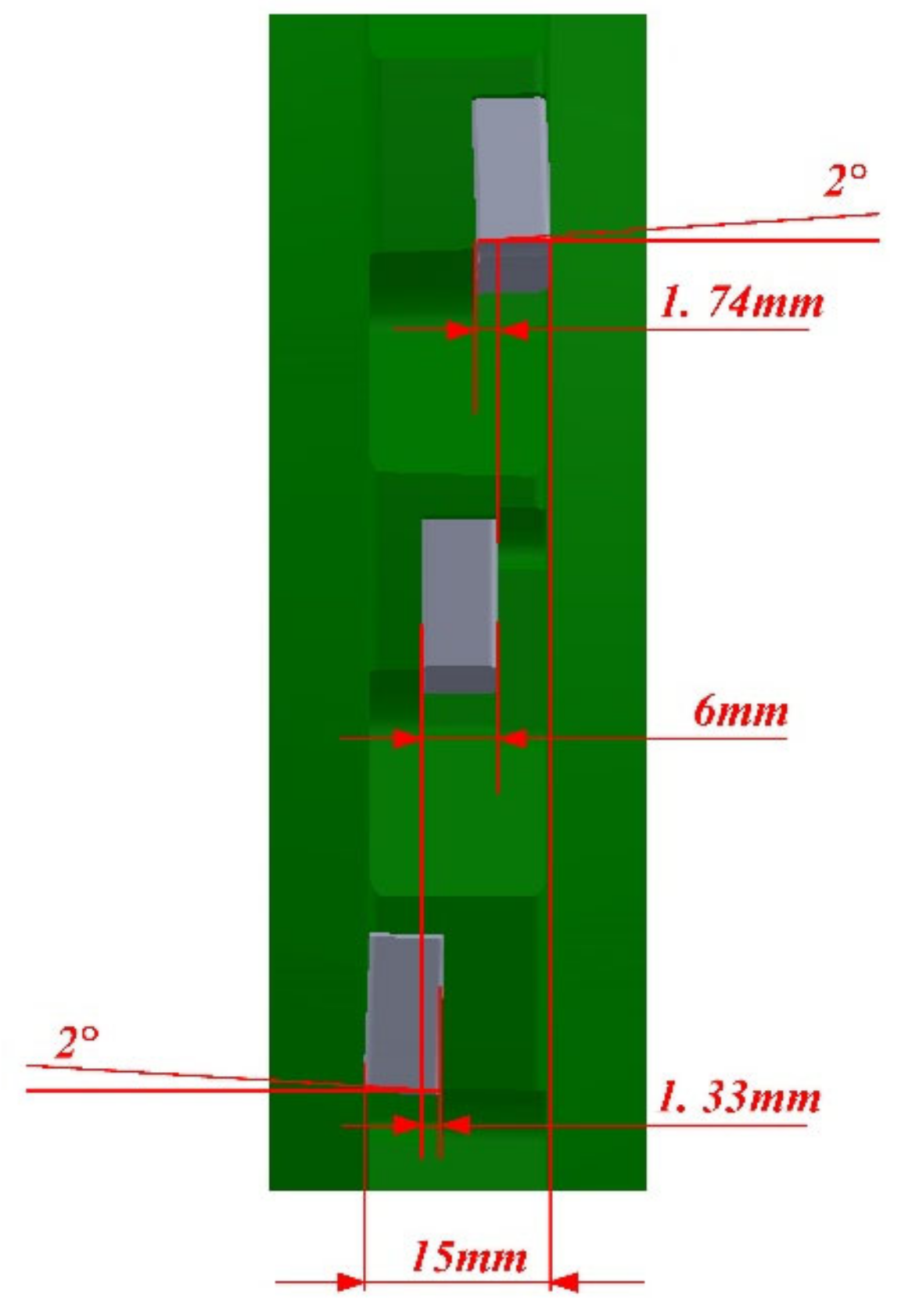
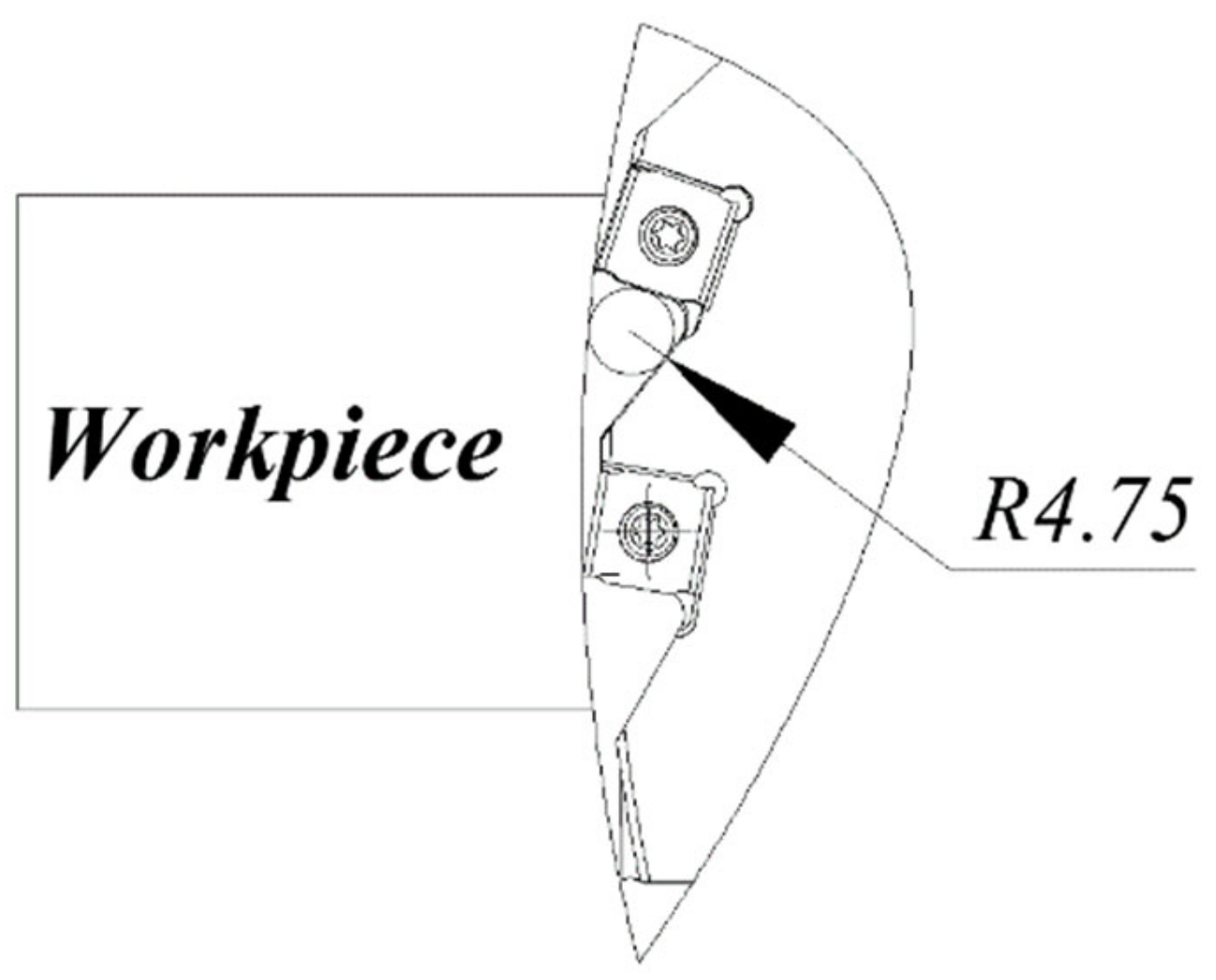
2.2. Milling Cutter
3. Cutting Experiment
4. Qualitative Relationship between Chip Parameters and Cutting Parameters
4.1. Chip Radius
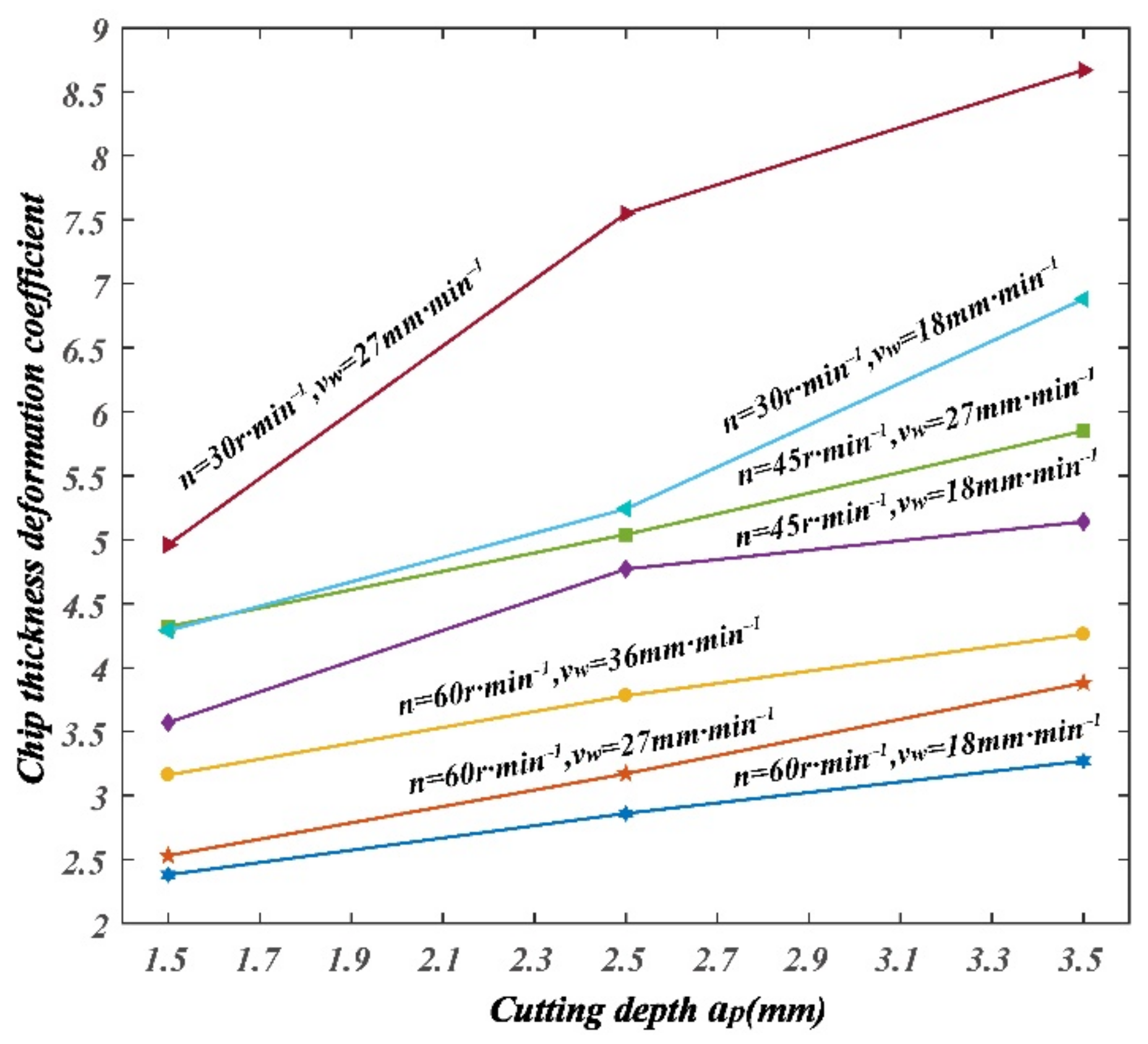
4.2. Chip Thickness Deformation Coefficient
4.3. Chip Width Deformation Coefficient
4.4. Study on the Relationship between Chip Parameters and Cutting Parameters
5. Mathematical Model for Chip Parameters
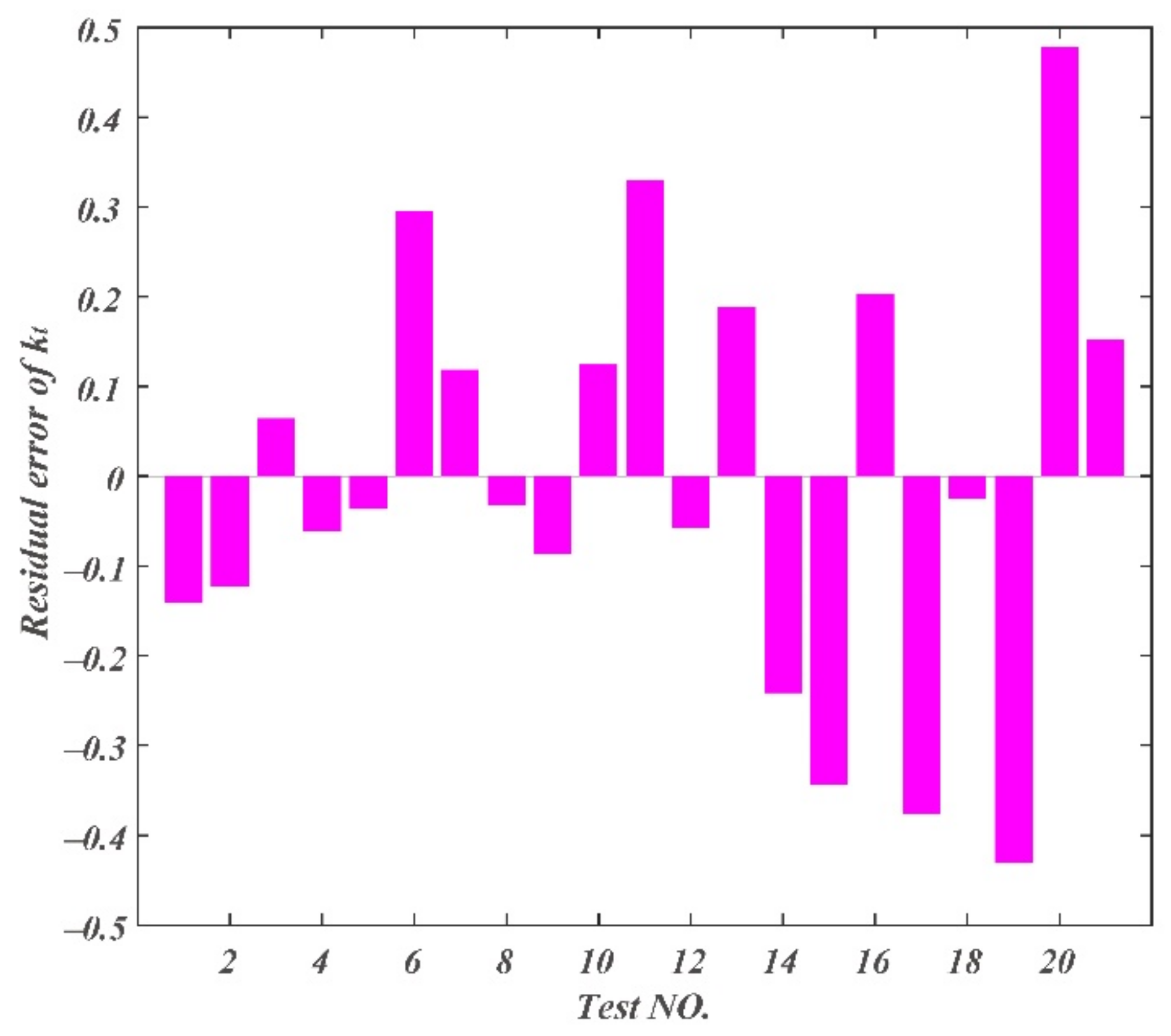
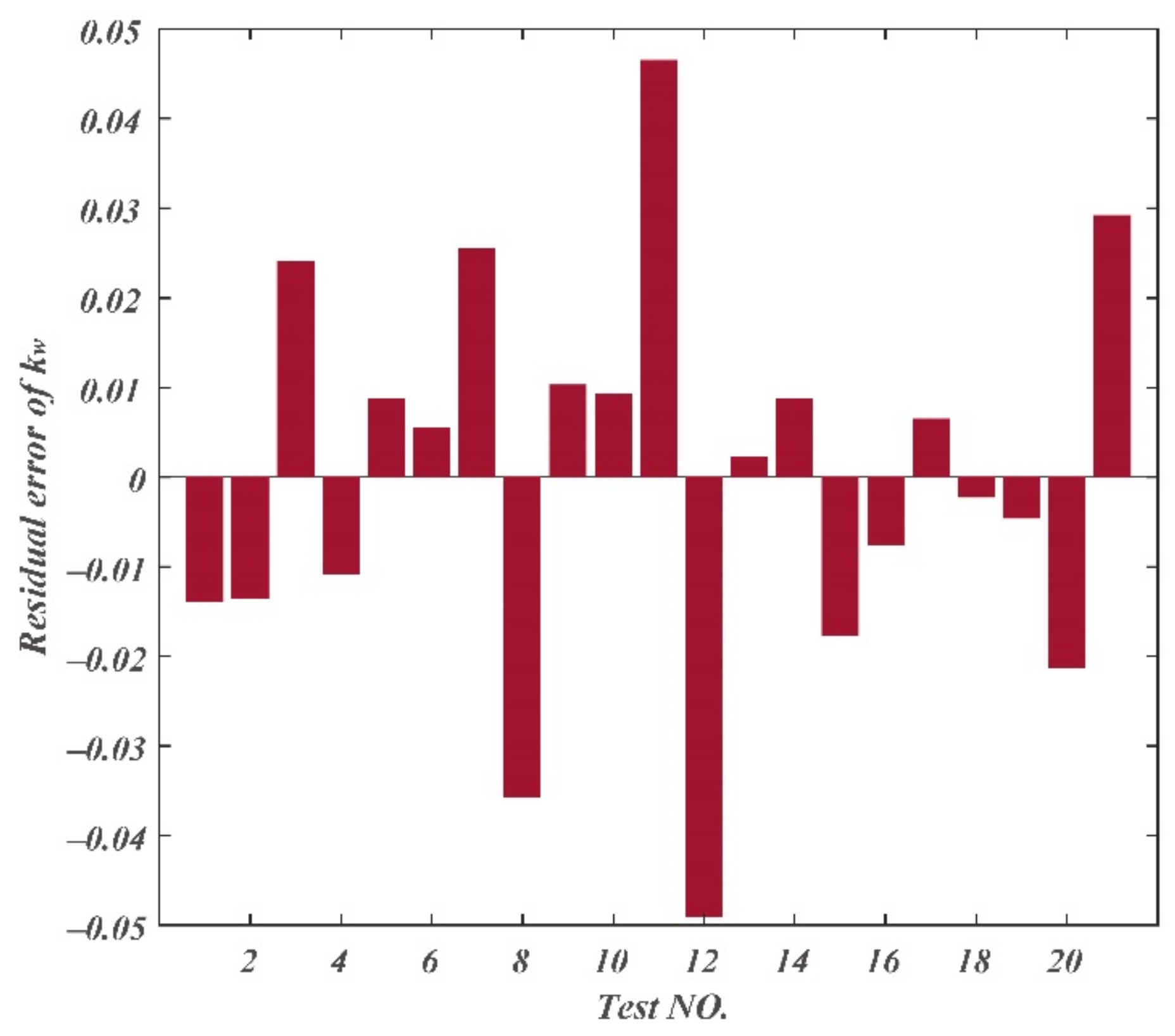
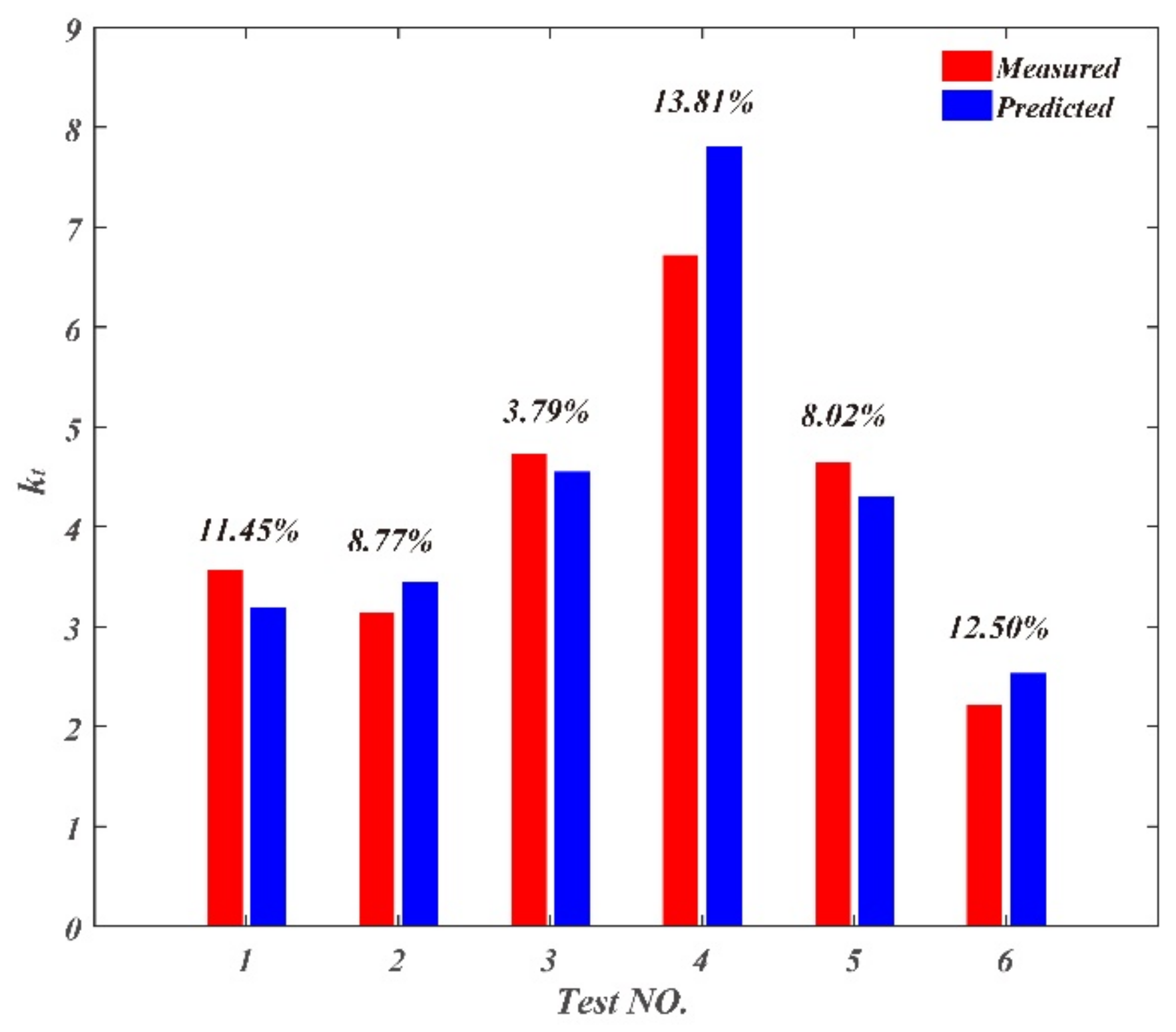
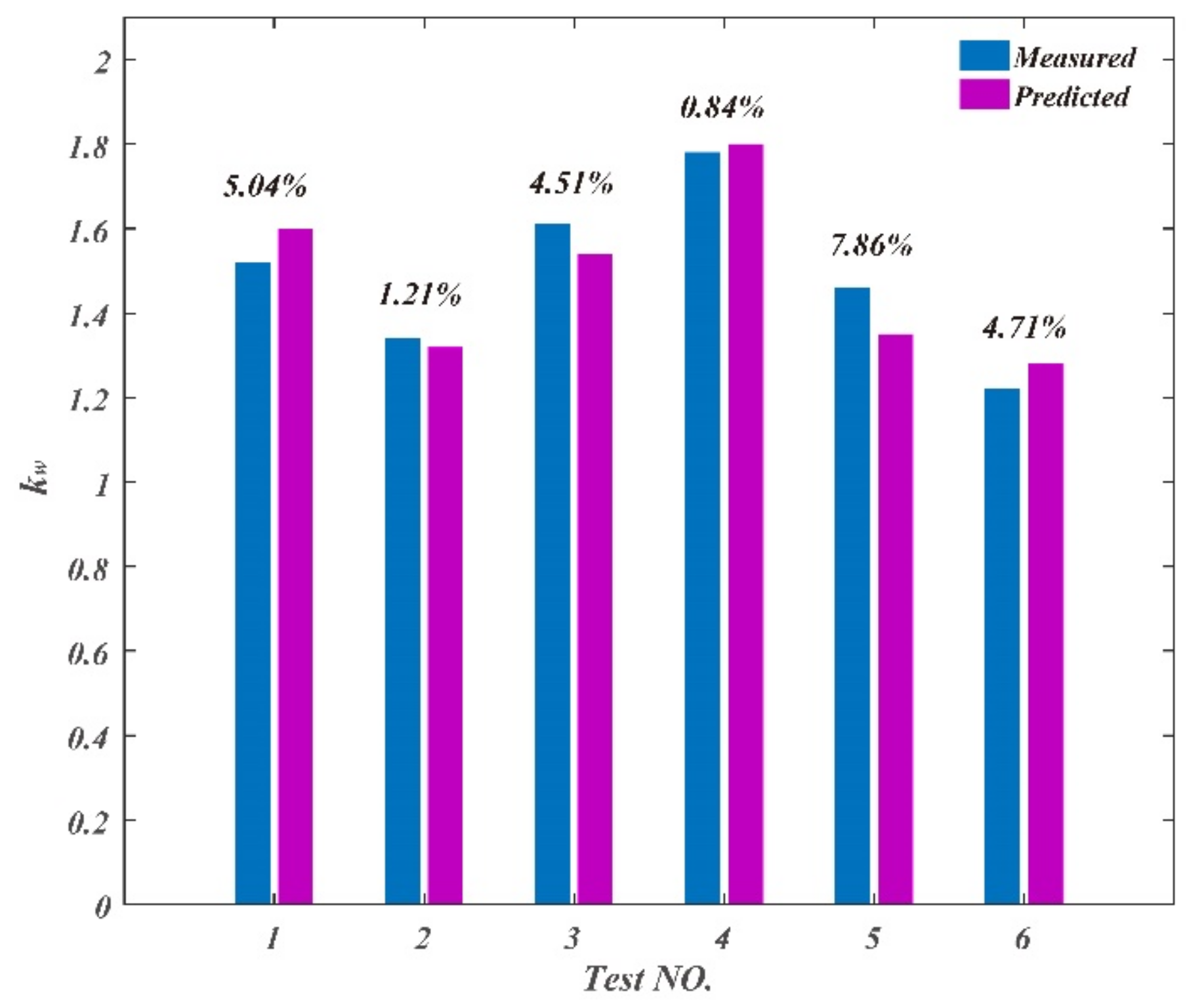
6. Experimental Verification
7. Discussion and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| n | Spindle speed, r/min |
| vw | Feed speed, mm/min |
| ap | Cutting depth, mm |
| r | Chip curl radius, mm |
| kt | Chip thickness deformation coefficient |
| kw | Chip width deformation coefficient |
| hc | Chip thickness, mm |
| ht | Theoretical instantaneous cutting thickness, mm |
| wc | Chip width, mm |
References
- Nakayama, K.; Ogawa, M. Basic rules on the form of chip in metal cutting. CIRP Ann. 1978, 27, 17–21. [Google Scholar]
- Nakayama, K.; Arai, M. Comprehensive chip form classification based on the cutting mechanism. ACIRP Ann. 1992, 41, 71–74. [Google Scholar] [CrossRef]
- Li, Z.J.; Qu, G.M.; Xu, Y.H. Forecast of breaking length of side curling short-spiral chips. Chin. J. Mech. Eng. 1999, 12, 297–302. [Google Scholar]
- Li, Z.J.; Qu, G.M.; Dong, L.H.; Yan, F.G.; Xu, Y.H.; Liu, Y.L.; Rong, Y.M. Mathematical model and a method for judging on the breaking of cross curling short spiral chips. J. Mech. Eng. 1996, 32, 105–110. (In Chinese) [Google Scholar]
- Zheng, M.L.; Li, Z.J.; Wei, Y.L.; Rong, Y.M. Theoretical study on chip up-curling non-break plugging area. J. Mech. Eng. 2001, 37, 106–109. (In Chinese) [Google Scholar] [CrossRef]
- Kharkevich, A.; Venuvinod, P.K. Basic geometric analysis of 3-D chip forms in metal cutting: Part 1: Determining up-curl and side-curl radii. Int. J. Mach. Tools Manuf. 1999, 39, 751–769. [Google Scholar] [CrossRef]
- Chen, Y.J.; Fang, N.; Shi, H.M.; Chen, R.Y. A study of three dimensional chip curl. J. Huazhong Univ. Sci. Technol. 1993, 21, 1–6. (In Chinese) [Google Scholar]
- Chen, Y.J.; Huang, W.W. Kinematic analysis on three dimensional chip curls. China Mech. Eng. 2000, 11, 513–515. (In Chinese) [Google Scholar]
- Li, Z.J.; Xu, Y.H.; Yan, F.G.; Zheng, M.L.; Qu, G.M.; Liu, F.; Rong, Y.M. On mathematic model formation and breaking of c type side-curling chips. Chin. J. Mech. Eng. 1997, 33, 33–38. (In Chinese) [Google Scholar] [CrossRef] [Green Version]
- Li, Z.J.; Zheng, M.L.; Wei, Y.L.; Liu, E.L.; Rong, Y.M. Study on chip movement contrail and constraint equation. Chin. J. Mech. Eng. 2001, 37, 42–50. (In Chinese) [Google Scholar] [CrossRef]
- Fang, N.; Jawahir, I.S. Analytical predictions and experimental validation of cutting force ratio, chip thickness, and chip back-flow angle in restricted contact machining using the universal slip-line model. Int. J. Mach. Tools Manuf. 2002, 42, 681–694. [Google Scholar] [CrossRef]
- Zhang, Y.Z.; Peklenik, J. Chip curl, chip breaking and chip control of the difficult-to-cut materials. CIRP Ann. 1980, 29, 79–83. [Google Scholar] [CrossRef]
- Li, Q.D.; Guo, Q.Y.; Zhang, H. Micro-dynamic cuttings forming principle and analysis. J. Shenyang Univ. Technol. 2002, 4, 12–14. (In Chinese) [Google Scholar]
- Worthington, B.; Redford, A.H. Chip curl and the action of the groove type chip former. Int. J. Mach. Tool Des. Res. 1973, 13, 257–270. [Google Scholar] [CrossRef]
- Worthington, B. The effect of rake face configuration on the curvature of the chip in metal cutting. Int. J. Mach. Tool Des. Res. 1975, 15, 223–239. [Google Scholar] [CrossRef]
- Nedes, C.; Hintze, W.; Luttervelt, C.A. Characteristic parameters of chip control in turning operations with indexable inserts and three-dimensionally shaped chip formers. CIRP Ann. 1989, 38, 75–79. [Google Scholar] [CrossRef]
- Zhang, H.T.; Liu, P.D.; Hu, R.S. The theoretical calculation of naturally curling radius of chip. Int. J. Mach. Tools Manuf. 1989, 29, 323–332. [Google Scholar]
- Ramalingam, S.; Doyle, E.D.; Turley, D.M. On chip curl in orthogonal machining. J. Eng. Ind. Trans. ASME 1980, 102, 177–183. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Nieslony, P.; Wojciechowski, S.; Michalski, M.; Legutko, S. The influence of the cooling conditions on the cutting tool wear and the chip formation mechanism. J. Manuf. Process. 2016, 24, 107–115. [Google Scholar] [CrossRef]
- Singh, B.K.; Roy, H.; Mondal, B.; Roy, S.S.; Mandal, N. Measurement of chip morphology and multi criteria optimization of turning parameters for machining of AISI 4340 steel using Y-ZTA cutting insert. Measurement 2019, 142, 181–194. [Google Scholar] [CrossRef]
- Das, A.; Patel, S.K.; Biswal, B.B.; Sahoo, N.; Pradhan, A. Performance evaluation of various cutting fluids using MQL technique in hard turning of AISI 4340 alloy steel. Measurement 2019, 150, 107079. [Google Scholar] [CrossRef]
- Iwata, K.; Osakada, K.; Terasaka, Y. Process modeling of orthogonal cutting by the rigid-plastic finite element method. J. Eng. Mater. Technol. 1984, 106, 132–138. [Google Scholar] [CrossRef]
- Li, B. Research on Surface Integrity of Nickel base Superalloy GH4169 in High Speed Milling. Master’s Thesis, Zhongbei University, Taiyuan, China, May 2015. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Mo | Nb | Ti | Al | C | Si | Mn | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 51.75 | 17 | 2.93 | 5.15 | 1.07 | 0.45 | 0.042 | 0.21 | 0.03 | 21.368 |
| Physical Properties | Density (g/cm3) | Poisson’s Ratio | Thermal Conductivity (W/mK) | Specific Heat Capacity (J/kg °C) | Elastic Modulus (GPa) |
|---|---|---|---|---|---|
| 8.24 | 0.3 | 14.7 | 435 | 199.9 | |
| Mechanical Properties | Elongation (%) | Reduction of Area (%) | Tensile Strength (MPa) | Impact Toughness (MJ/m2) | Yield Stress (MPa) |
| 24 | 40 | 1430 | 348 | 1100 |
| Number of Teeth | Diameter (mm) | Thickness (mm) | Rake Angle (°) | Flute Length (mm) | Angle of Inclination (°) |
|---|---|---|---|---|---|
| 39 | 420 | 15 | 8 | 6 | ±2 |
| No. | n | vw | ap | r | kt | kw |
|---|---|---|---|---|---|---|
| 1 | 60 | 18 | 1.5 | 4.58 | 2.38 | 1.12 |
| 2 | 60 | 18 | 2.5 | 4.74 | 2.86 | 1.28 |
| 3 | 60 | 18 | 3.5 | 4.82 | 3.27 | 1.44 |
| 4 | 60 | 27 | 1.5 | 4.64 | 2.53 | 1.18 |
| 5 | 60 | 27 | 2.5 | 4.88 | 3.17 | 1.38 |
| 6 | 60 | 27 | 3.5 | 5.06 | 3.88 | 1.52 |
| 7 | 60 | 36 | 1.5 | 4.83 | 3.16 | 1.29 |
| 8 | 60 | 36 | 2.5 | 5.07 | 3.78 | 1.43 |
| 9 | 60 | 36 | 3.5 | 5.26 | 4.26 | 1.64 |
| 10 | 45 | 18 | 1.5 | 4.73 | 3.57 | 1.25 |
| 11 | 45 | 18 | 2.5 | 4.96 | 4.77 | 1.47 |
| 12 | 45 | 18 | 3.5 | 5.09 | 5.14 | 1.52 |
| 13 | 45 | 27 | 1.5 | 4.82 | 4.32 | 1.33 |
| 14 | 45 | 27 | 2.5 | 5.08 | 5.04 | 1.54 |
| 15 | 45 | 27 | 3.5 | 5.22 | 5.85 | 1.68 |
| 16 | 30 | 18 | 1.5 | 4.94 | 4.29 | 1.29 |
| 17 | 30 | 18 | 2.5 | 5.15 | 5.24 | 1.51 |
| 18 | 30 | 18 | 3.5 | 5.34 | 6.88 | 1.67 |
| 19 | 30 | 27 | 1.5 | 5.09 | 4.96 | 1.41 |
| 20 | 30 | 27 | 2.5 | 5.24 | 7.55 | 1.62 |
| 21 | 30 | 27 | 3.5 | 5.41 | 8.67 | 1.86 |
| No. | n | vw | ap | r | kt | kw |
|---|---|---|---|---|---|---|
| 1 | 65 | 35 | 4 | 5.06 | 3.56 | 1.52 |
| 2 | 55 | 25 | 2 | 5.18 | 3.14 | 1.34 |
| 3 | 50 | 15 | 4 | 4.68 | 4.72 | 1.61 |
| 4 | 40 | 35 | 3 | 5.56 | 6.72 | 1.78 |
| 5 | 35 | 15 | 2 | 4.51 | 4.64 | 1.46 |
| 6 | 65 | 15 | 3 | 4.85 | 2.21 | 1.22 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, G.; Xian, C.; Xin, H. Study on Cutting Chip in Milling GH4169 with Indexable Disc Cutter. Materials 2021, 14, 3135. https://doi.org/10.3390/ma14113135
Li G, Xian C, Xin H. Study on Cutting Chip in Milling GH4169 with Indexable Disc Cutter. Materials. 2021; 14(11):3135. https://doi.org/10.3390/ma14113135
Chicago/Turabian StyleLi, Gensheng, Chao Xian, and Hongmin Xin. 2021. "Study on Cutting Chip in Milling GH4169 with Indexable Disc Cutter" Materials 14, no. 11: 3135. https://doi.org/10.3390/ma14113135
APA StyleLi, G., Xian, C., & Xin, H. (2021). Study on Cutting Chip in Milling GH4169 with Indexable Disc Cutter. Materials, 14(11), 3135. https://doi.org/10.3390/ma14113135