
Fatigue Behavior of Linear Friction Welded Ti-6Al-4V and Ti-6Al-2Sn-4Zr-2Mo-0.1Si Dissimilar Welds




Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
3.1. Hardness
3.2. Tensile Properties
3.3. Fatigue Properties
4. Conclusions
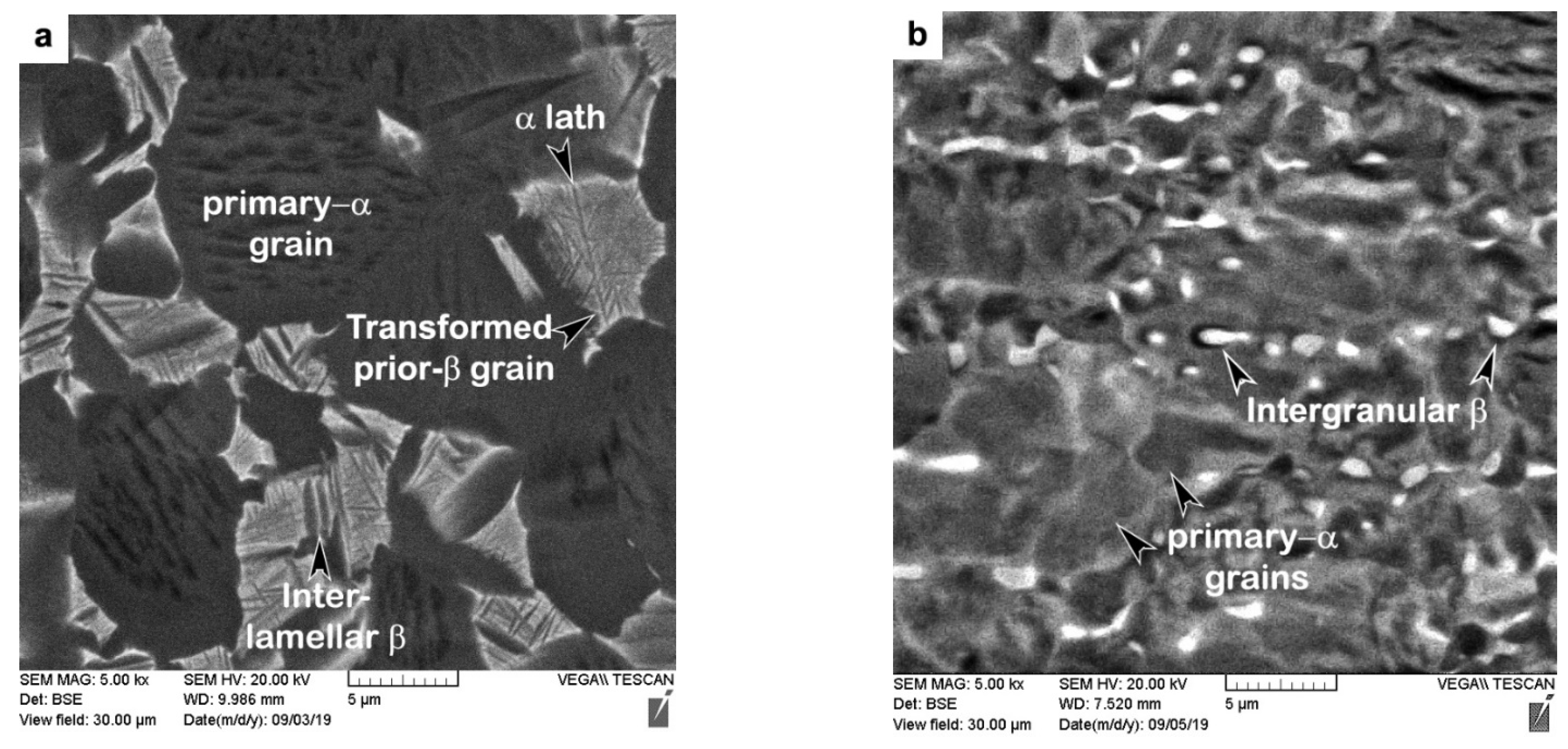
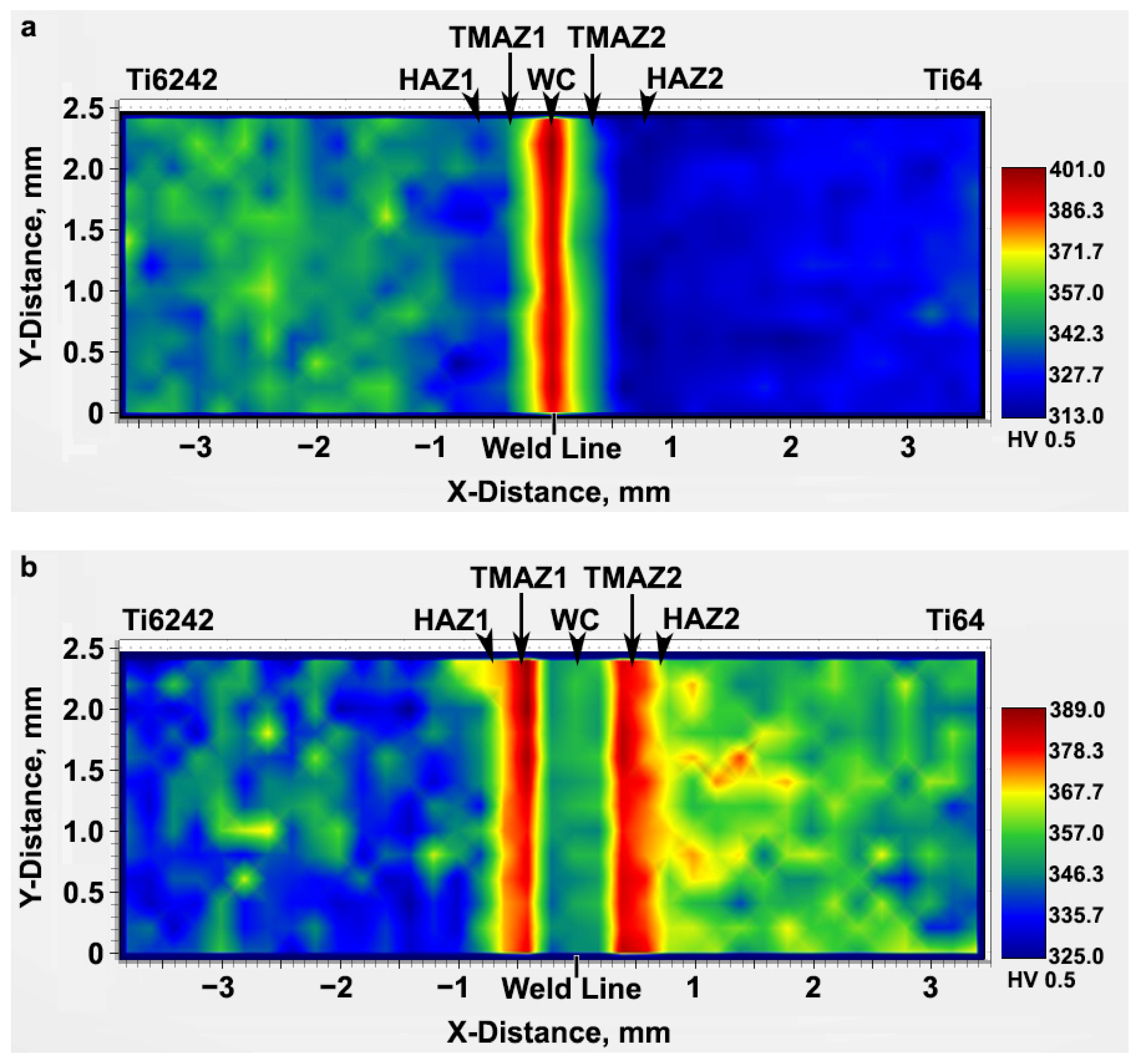
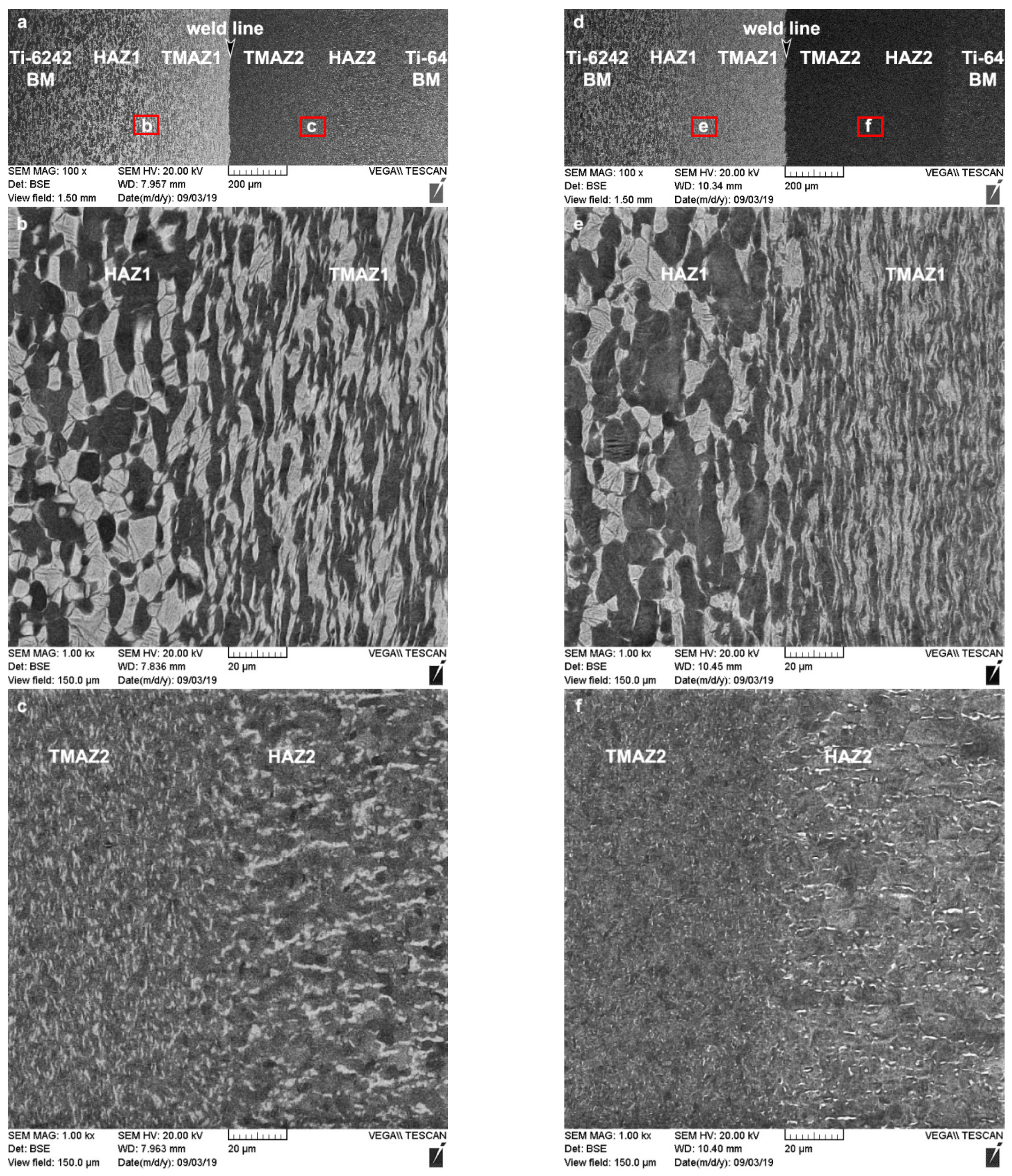
- Dissimilar Ti64–Ti6242 joints manufactured by linear friction welding (LFW) exhibited excellent microstructural and mechanical properties in both the AWed and SRAed states. Peak hardness values were recorded in the weld center due the formation of α′ martensite within the refined transformed prior β grain structure that resulted from hot dynamic recrystallization followed by rapid cooling after LFW. A reduction in the peak hardness by 8% occurred after SRA due to the transformation of α′ martensite to a tempered α + β structure. By contrast, the lower hardness in the heat-affected zones (HAZs) on both the Ti64 and Ti6242 sides of the AWed joints recovered after SRA due to the transformation of soft metastable β—which was retained upon rapid cooling after LFW—to equilibrated α-β fractions after heat treatment. There were no noticeable changes in the TMAZ hardness, though microstructural changes (e.g., transformation of retained metastable β) were observed.
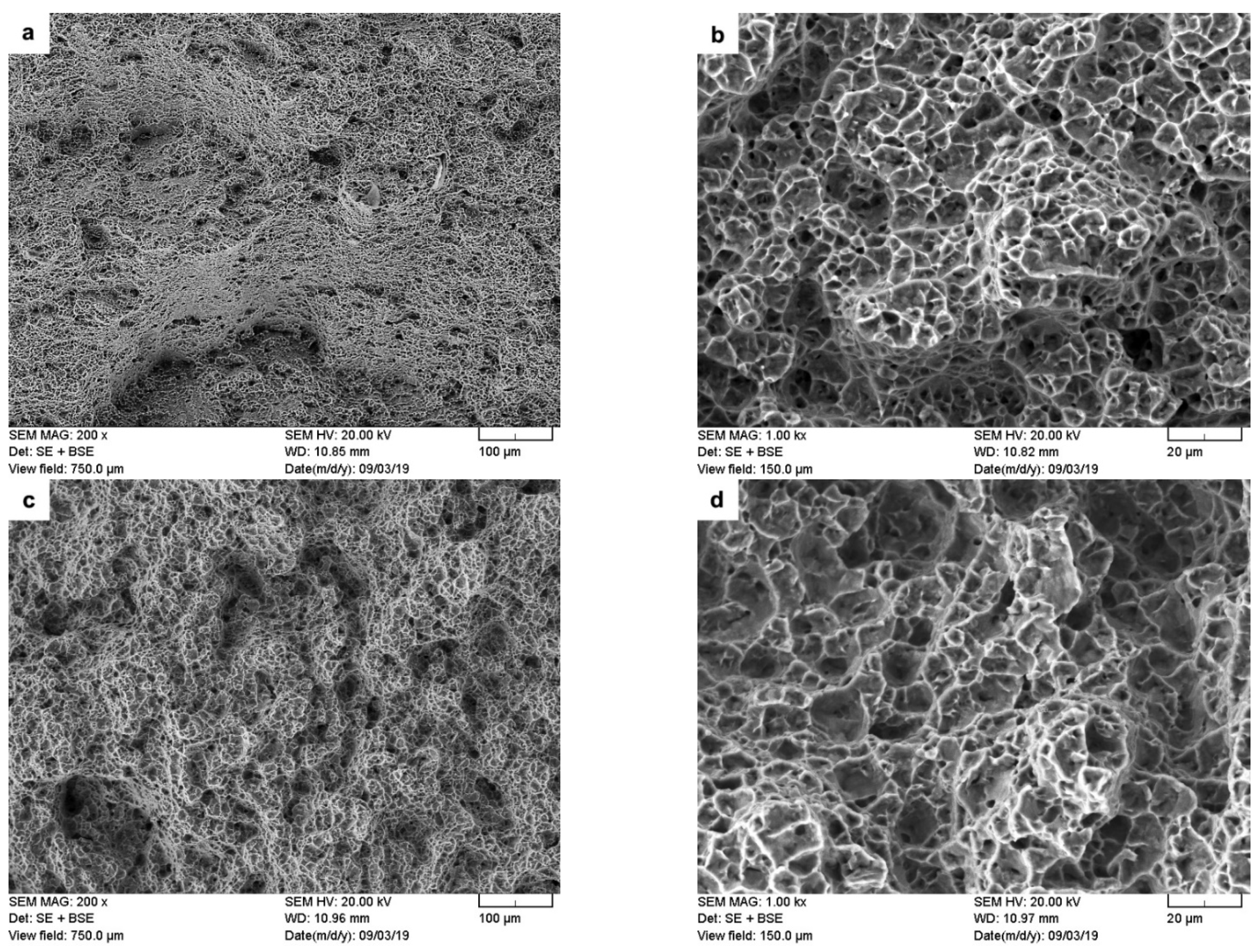
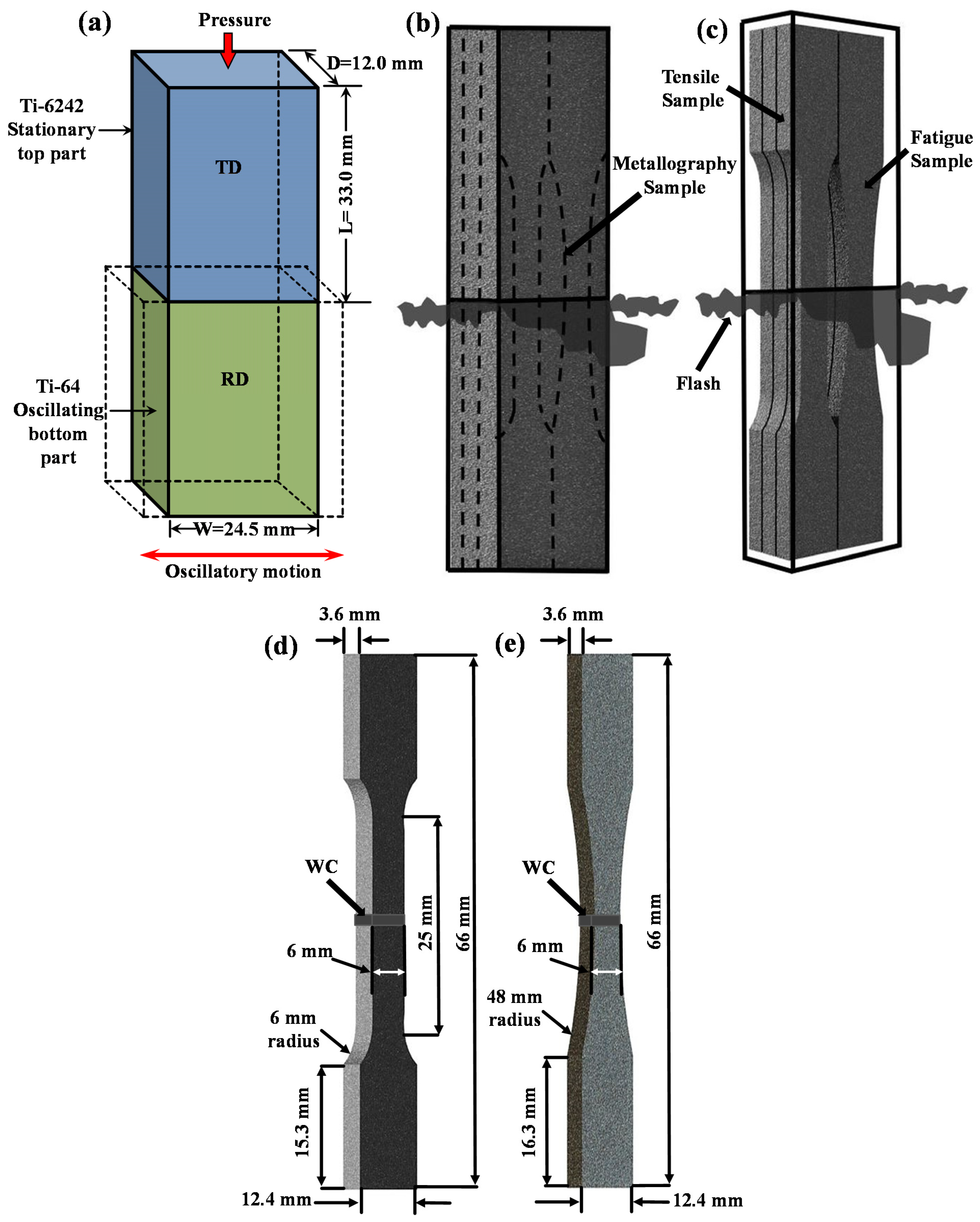
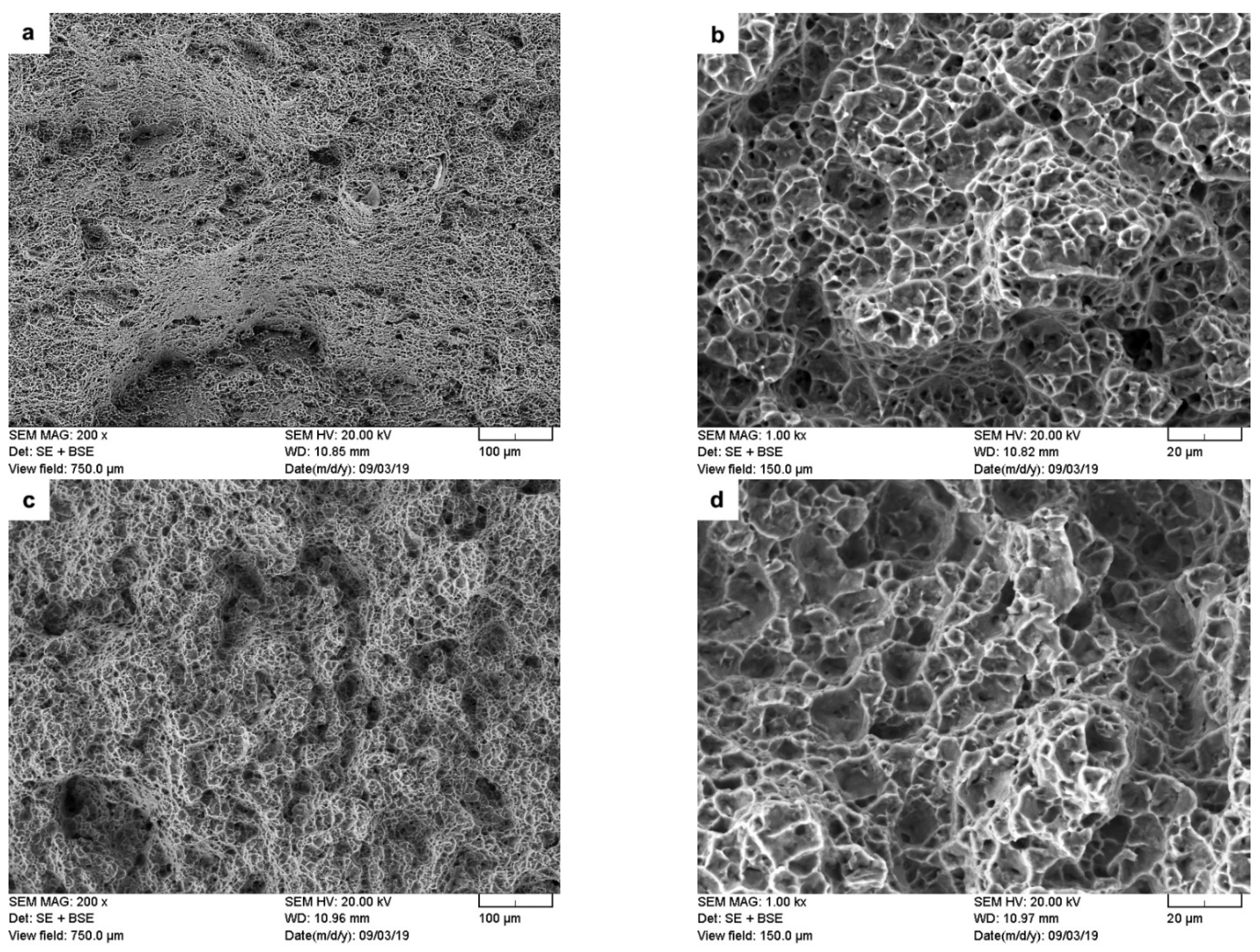
- The tensile mechanical properties of the AWed and SRAed joints surpassed the AMS specifications for the Ti64 and Ti6242 base metal (BM) properties. Tensile failure of the dissimilar Ti6242–Ti64 linear friction welds occurred exclusively in the Ti64 BM, around 5 ± 1 mm away from the weld line for both the AWed and SRAed states, indicating good weld integrity. The tensile fracture surfaces revealed characteristic ductile features with a dimpled appearance.
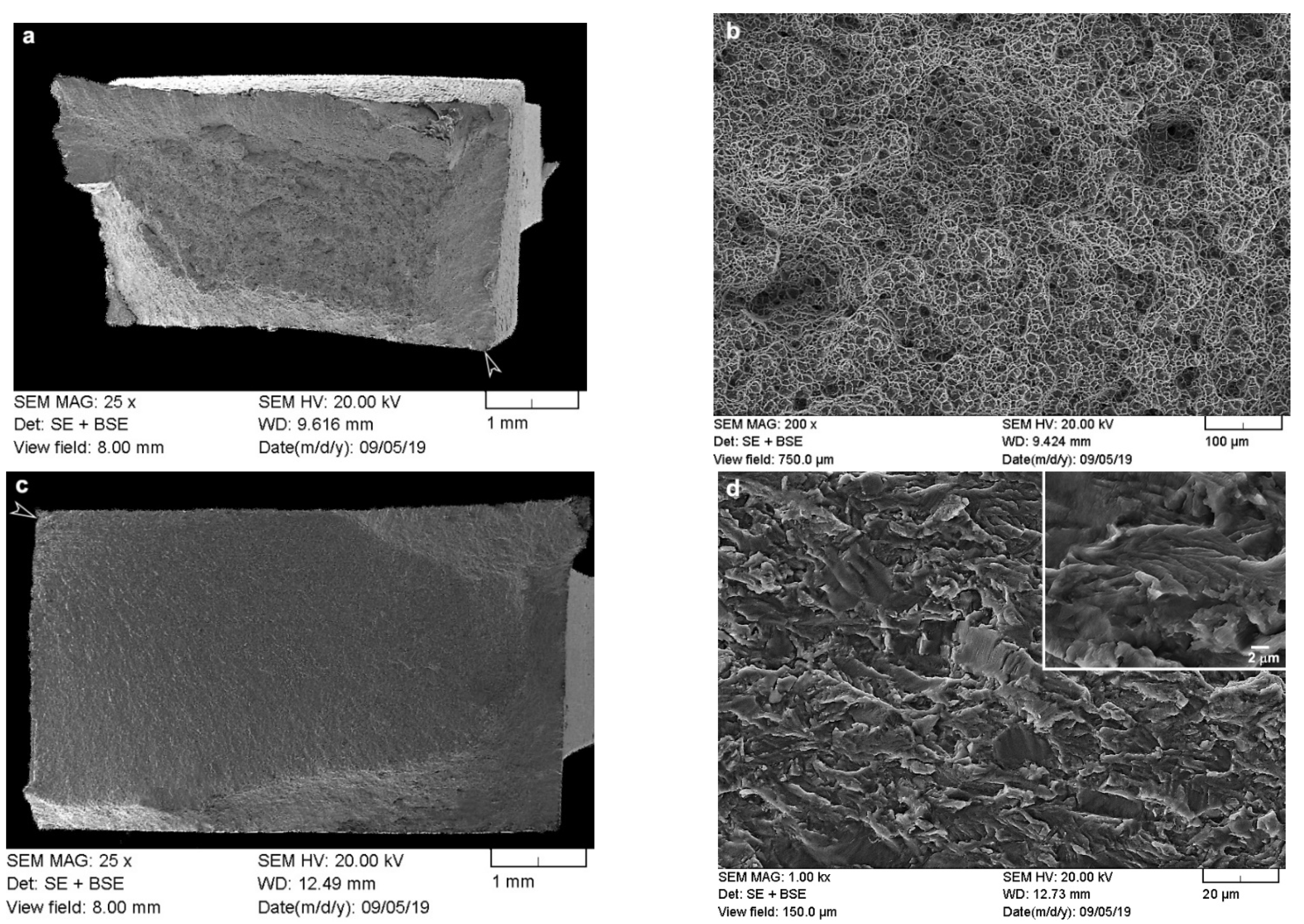
- Analysis of the fatigue behavior of the SRAed welds under both the high cycle fatigue (HCF) and low cycle fatigue (LCF) regimes was comparable with the Ti64 and Ti6242 BMs. In the LCF regime, the dissimilar Ti6242–Ti64 linear friction welds withstood maximum stresses ranging between 950 and 1100 MPa and the failure initiated from the surface at a location roughly 3 ± 1 mm away from the weld line in the Ti64 BM. By contrast, in the HCF regime, failure of the welds initiated also from the surface at a location 3 ± 1 mm away from the weld line, but in the Ti6242 BM region. Furthermore, the fatigue limit of the welds at 107 cycles was 450 MPa, which was slightly higher than the endurance of the BMs in the HCF regime.
- Examination of the LCF fractures in the Ti64 BM showed fractographic surfaces dominated by a tensile overload region (with dimples). On the other hand, the HCF fractures of the Ti6242 BM showed a large crack propagation area on the fracture surfaces and fine fatigue striations within the quasi-cleavage facets.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Witek, L. Failure analysis of turbine disc of an aero engine. Eng. Fail. Anal. 2006, 13, 9–17. [Google Scholar] [CrossRef]
- Wanjara, P.; Brochu, M.; Jahazi, M. Thin Gauge Titanium Manufacturing Using Multiple-Pass Electron Beam Welding. Mater. Manuf. Process. 2006, 21, 439–451. [Google Scholar] [CrossRef]
- Abu, S.H.K.; Cao, X.; Baradari, J.G.; Wanjara, P.; Cuddy, J.; Birur, A.; Medraj, M. Determination of Global and Local Tensile Behaviours of Laser Welded Ti-6Al-4V Alloy. Adv. Mater. Res. 2011, 409, 859–864. [Google Scholar] [CrossRef]
- Kabir, A.S.H.; Cao, X.; Gholipour, J.; Wanjara, P.; Cuddy, J.; Birur, A.; Medraj, M. Effect of Postweld Heat Treatment on Microstructure, Hardness, and Tensile Properties of Laser-Welded Ti-6Al-4V. Met. Mater. Trans. A 2012, 43, 4171–4184. [Google Scholar] [CrossRef] [Green Version]
- Cao, X.; Kabir, A.S.H.; Wanjara, P.; Gholipour, J.; Birur, A.; Cuddy, J.; Medraj, M. Global and Local Mechanical Properties of Autogenously Laser Welded Ti-6Al-4V. Met. Mater. Trans. A 2013, 45, 1258–1272. [Google Scholar] [CrossRef]
- Shariff, T.; Cao, X.; Chromik, R.R.; Wanjara, P.; Cuddy, J.; Birur, A. Effect of Joint Gap on the Quality of Laser Welded Ti-5553 Part I—Metallurgical Aspects. J. Mater. Sci. 2012, 47, 866. [Google Scholar] [CrossRef]
- Shariff, T.; Cao, X.; Chromik, R.R.; Baradari, J.G.; Wanjara, P.; Cuddy, J.; Birur, A. Laser Welding of Ti-5Al-5V-5Mo-3Cr. Can. Met. Q. 2011, 50, 263–272. [Google Scholar] [CrossRef]
- Wanjara, P.; Brochu, M.; Jahazi, M. Ti–6Al–4V electron beam weld qualification using laser scanning confocal microscopy. Mater. Charact. 2005, 54, 254–262. [Google Scholar] [CrossRef]
- Dalgaard, E.; Wanjara, P.; Gholipour, J.; Jonas, J. Evolution of microstructure, microtexture and mechanical properties of linear friction welded IMI 834. Can. Met. Q. 2012, 51, 269–276. [Google Scholar] [CrossRef]
- Corzo, V.; Casals, O.; Alcalá, J.; Mateo, A.; Anglada, M. Mechanical evaluation of linear friction welds in titanium alloys through indentation experiments. Weld. Int. 2007, 21, 125–129. [Google Scholar] [CrossRef]
- García, J.; Esin, V.; Morgeneyer, T. Strength, fatigue strength and toughness of dissimilar Ti17–Ti64 linear friction welded joints: Effect of soft surface contamination and depletion of α precipitates. Mater. Sci. Eng. A 2021, 799, 139989. [Google Scholar] [CrossRef]
- Li, W.; Vairis, A.; Preuss, M.; Ma, T. Linear and rotary friction welding review. Int. Mater. Rev. 2016, 61, 71–100. [Google Scholar] [CrossRef]
- Bhamji, I.; Preuss, M.; Threadgill, P.L.; Addison, A.C. Solid state joining of metals by linear friction welding: A literature review. Mater. Sci. Technol. 2011, 27, 2–12. [Google Scholar] [CrossRef]
- McAndrew, A.R.; Colegrove, P.; Bühr, C.; Flipo, B.C.; Vairis, A. A literature review of Ti-6Al-4V linear friction welding. Prog. Mater. Sci. 2018, 92, 225–257. [Google Scholar] [CrossRef]
- Sun, D.; Ren, Z.; Zhou, Z.; North, T.; Zhai, Y. Microstructural Features of Friction-Welded Ti-6Al-4V Joint. J. Mater. Sci. Technol. 2000, 16, 59–62. [Google Scholar]
- Dalgaard, E.; Coghe, F.; Rabet, L.; Jahazi, M.; Wanjara, P.; Jonas, J.J. Texture Evolution in Linear Friction Welded Ti-6Al-4V. Adv. Mater. Res. 2010, 89-91, 124–129. [Google Scholar] [CrossRef]
- Li, W.-Y.; Ma, T.; Zhang, Y.; Xu, Q.; Li, J.; Yang, S.; Liao, H. Microstructure Characterization and Mechanical Properties of Linear Friction Welded Ti-6Al-4V Alloy. Adv. Eng. Mater. 2008, 10, 89–92. [Google Scholar] [CrossRef]
- Romero, J.; Attallah, M.; Preuss, M.; Karadge, M.; Bray, S. Effect of the forging pressure on the microstructure and residual stress development in Ti–6Al–4V linear friction welds. Acta Mater. 2009, 57, 5582–5592. [Google Scholar] [CrossRef]
- Donachie, M.J. Titanium—A Technical Guide. Available online: http://app.knovel.com/web/toc.v/cid:kpTATGE013. (accessed on 3 October 2019).
- Li, W.-Y.; Ma, T.; Yang, S. Microstructure Evolution and Mechanical Properties of Linear Friction Welded Ti-5Al-2Sn-2Zr-4Mo-4Cr (Ti17) Titanium Alloy Joints. Adv. Eng. Mater. 2010, 12, 35–43. [Google Scholar] [CrossRef]
- Dalgaard, E.; Wanjara, P.; Gholipour, J.; Cao, X.; Jonas, J. Linear friction welding of a near-β titanium alloy. Acta Mater. 2012, 60, 770–780. [Google Scholar] [CrossRef]
- Dalgaard, E.; Wanjara, P.; Gholipour, J.; Jonas, J.J. Linear Friction Welding of a Forged Near-α Titanium Alloy. Mater. Sci. Forum 2012, 706–709, 211–216. [Google Scholar] [CrossRef]
- Preuss, M.; Da Fonseca, J.Q.; Steuwer, A.; Wang, L.; Withers, P.; Bray, S. Residual Stresses in Linear Friction Welded IMI550. J. Neutron Res. 2004, 12, 165–173. [Google Scholar] [CrossRef]
- Rajan, S.; Wanjara, P.; Gholipour, J.; Kabir, A.S. Microstructure, Tensile Properties, and Fatigue Behavior of Linear Friction-Welded Ti-6Al-2Sn-4Zr-2Mo-0.1Si. Materials 2020, 14, 30. [Google Scholar] [CrossRef] [PubMed]
- Ma, T.J.; Li, W.Y.; Zhong, B.; Zhang, Y.; Li, J.L. Effect of post-weld heat treatment on microstructure and property of linear friction welded Ti17 titanium alloy joint. Sci. Technol. Weld. Join. 2012, 17, 180–185. [Google Scholar] [CrossRef]
- Baeslack, W.A.; Broderick, T.F.; Juhas, M.; Fraser, H.L. Characterization of solid-phase welds between Ti-6Al-2Sn-4Zr-2Mo-0.1Si and Ti-13.5A1-21.5Nb titanium aluminide. Mater. Charact. 1994, 33, 357–367. [Google Scholar] [CrossRef]
- Guo, Y.; Chiu, Y.; Attallah, M.M.; Li, H.; Bray, S.; Bowen, P. Characterization of Dissimilar Linear Friction Welds of -α-β Titanium Alloys. J. Mater. Eng. Perform. 2012, 21, 770–776. [Google Scholar] [CrossRef]
- Wen, G.D.; Ma, T.J.; Li, W.Y.; Wang, S.Q.; Guo, H.Z.; Chen, D.L. Strain-controlled fatigue properties of linear friction welded dissimilar joints between Ti–6Al–4V and Ti–6.5Al–3.5Mo–1.5Zr–0.3Si alloys. Mater. Sci. Eng. A 2014, 612, 80–88. [Google Scholar] [CrossRef]
- Stinville, J.C.; Bridier, F.; Ponsen, D.; Wanjara, P.; Bocher, P. High and low cycle fatigue behavior of linear friction welded Ti–6Al–4V. Int. J. Fatigue 2015, 70, 278–288. [Google Scholar] [CrossRef]
- Kuroki, H.; Nezaki, K.; Wakabayashi, T.; Nakamura, K. Application of linear friction welding technique to aircraft engine parts. IHI Eng. Rev. 2014, 47, 40–43. [Google Scholar]
- Yang, J.; Li, J.; Xiong, J.; Liao, J.; Jin, F. Effect of welding parameters on microstructure characteristics and fatigue properties of dissimilar joints prepared by linear friction welding on TC11 and TC17 titanium alloys. Weld. World 2020, 64, 683–695. [Google Scholar] [CrossRef]
- Flipo, B.; Beamish, K.; Humphreys, B. Linear friction welding of Ti 6Al 4V for aerostructure applications. In Proceedings of the 10th International Conference on Trends in Welding Research, Tokyo, Japan, 11–14 October 2016; pp. 11–14. [Google Scholar]
- AMS 4911P: Titanium Alloy, Sheet, Strip, and Plate, 6Al-4V Annealed; SAE International: Warrendale, PA, USA, 2018.
- Garcia, J.M.; Morgeneyer, F. Strength and Fatigue Strength of a Similar Ti-6Al-2Sn-4Zr-2Mo-0.1Si Linear Friction Welded Joint. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 1100–1117. [Google Scholar] [CrossRef] [Green Version]
- Frankel, P.; Preuss, M.; Steuwer, A.; Withers, P.J.; Bray, S. Comparison of residual stresses in Ti–6Al–4V and Ti–6Al–2Sn–4Zr–2Mo linear friction welds. Mater. Sci. Technol. 2009, 25, 640–650. [Google Scholar] [CrossRef]
- Boyer, R.; Collings, E.W.; Welsch, G. Materials Properties Handbook: Titanium Alloys; ASM International: Materials Park, OH, USA, 1994. [Google Scholar]
- Gaddam, R.; Sefer, B.; Pederson, R.; Antti, M.-L. Study of alpha-case depth in Ti-6Al-2Sn-4Zr-2Mo and Ti-6Al-4V. IOP Conf. Ser. Mater. Sci. Eng. 2013, 48, 012002. [Google Scholar] [CrossRef] [Green Version]
- Williams, J.C.; Boyer, R.R. Opportunities and Issues in the Application of Titanium Alloys for Aerospace Components. Metals 2020, 10, 705. [Google Scholar] [CrossRef]
- Rajan, S.; Wanjara, P.; Gholipour, J.; Kabir, A.S. Joining of Dissimilar Alloys Ti-6Al-4V and Ti-6Al-2Sn-4Zr-2Mo-0.1Si Using Linear Friction Welding. Materials 2020, 13, 3664. [Google Scholar] [CrossRef]
- Wanjara, P.; Jahazi, M. Linear friction welding of Ti-6Al-4V: Processing, microstructure, and mechanical-property interrelationships. Met. Mater. Trans. A 2005, 36, 2149–2164. [Google Scholar] [CrossRef]
- ASTM International. ASTM E539-19: Standard Test Method for Analysis of Titanium Alloys by Wavelength Dispersive X-Ray Fluorescence Spectrometry; ASM International: Materials Park, OH, USA, 2019. [Google Scholar]
- ASTM International. ASTM E1447-09: Standard Test Method for Determination of Hydrogen in Titanium and Titanium Alloys by Inert Gas Fusion Thermal Conductivity/Infrared Detection Method; ASM International: Materials Park, OH, USA, 2019. [Google Scholar]
- ASTM International. ASTM E1409-13: Standard Test Method for Determination of Oxygen and Nitrogen in Titanium and Titanium Alloys by Inert Gas Fusion; ASM International: Materials Park, OH, USA, 2013. [Google Scholar]
- ASTM International. ASTM E1941-10: Standard Test Method for Determination of Carbon in Refractory and Reactive Metals and Their Alloys by Combustion Analysis; ASM International: Materials Park, OH, USA, 2016. [Google Scholar]
- ASTM International. ASTM E92-17: Standard Test Methods for Vickers Hardness and Knoop Hardness of Metallic Materials; ASM International: Materials Park, OH, USA, 2017. [Google Scholar]
- ASTM International. Materials Standard Test Methods for Tension Testing of Metallic ASTM E8/E8M-16ae1; ASM International: Materials Park, OH, USA, 2016. [Google Scholar]
- ASTM International. ASTM E466-15: Standard Practice for Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic Materials; ASM International: Materials Park, OH, USA, 2015. [Google Scholar]
- Wanjara, P.; Gholipour, J.; Watanabe, K.; Nezaki, J.; Tian, Y.; Brochu, M. Linear Friction Welding of IN718 to Ti6Al4V. Mater. Sci. Forum 2017, 879, 2072–2077. [Google Scholar] [CrossRef]
- Zhang, C.-C.; Zhang, T.-C.; Ji, Y.-J.; Huang, J. Effects of heat treatment on microstructure and microhardness of linear friction welded dissimilar Ti alloys. Trans. Nonferrous Met. Soc. China 2013, 23, 3540–3544. [Google Scholar] [CrossRef]
- Ma, T.J.; Zhong, B.; Li, W.-Y.; Zhang, Y.; Yang, S.Q.; Yang, C.L. On microstructure and mechanical properties of linear friction welded dissimilar Ti–6Al–4V and Ti–6·5Al–3·5Mo–1·5Zr–0·3Si joint. Sci. Technol. Weld. Join. 2012, 17, 9–12. [Google Scholar] [CrossRef]
- Karadge, M.; Preuss, M.; Lovell, C.; Withers, P.J.; Bray, S. Texture development in Ti-6Al-4V linear friction welds. Mater. Sci. Eng. A 2007, 459, 182–191. [Google Scholar] [CrossRef]
- Wanjara, P.; Dalgaard, E.; Gholipour, J.; Cao, X.; Cuddy, J.; Jonas, J.J. Effect of Pre- and Post-weld Heat Treatments on Linear Friction Welded Ti-5553. Met. Mater. Trans. A 2014, 45, 5138–5157. [Google Scholar] [CrossRef]
- Grujicic, M.; Arakere, G.; Pandurangan, B.; Yen, C.-F.; Cheeseman, B.A. Process Modeling of Ti-6Al-4V Linear Friction Welding (LFW). J. Mater. Eng. Perform. 2012, 21, 2011–2023. [Google Scholar] [CrossRef]
- Kulkarni, N.; Ramulu, M. Experimental Study of Mechanical Performance in Friction Stir Welded Dissimilar Titanium Alloys. Exp. Appl. Mech. 2016, 4, 165–171. [Google Scholar] [CrossRef]
- Bowen, A. The influence of crystallographic orientation on fatigue crack growth in strongly textured Ti–6A1–4V. Acta Met. 1975, 23, 1401–1409. [Google Scholar] [CrossRef]
- Pilchak, A.L.; Shank, J.; Tucker, J.C.; Srivatsa, S.; Fagin, P.N.; Semiatin, S.L. A dataset for the development, verification, and validation of microstructure-sensitive process models for near-alpha titanium alloys. Integr. Mater. Manuf. Innov. 2016, 5, 259–276. [Google Scholar] [CrossRef] [Green Version]
- Evans, W.; Jones, J.; Whittaker, M. Texture effects under tension and torsion loading conditions in titanium alloys. Int. J. Fatigue 2005, 27, 1244–1250. [Google Scholar] [CrossRef]
- Wanjara, P.; Gholipour, J.; Watanabe, E.; Watanabe, K.; Sugino, T.; Patnaik, P.; Sikan, F.; Brochu, M. High Frequency Vibration Fatigue Behavior of Ti6Al4V Fabricated by Wire-Fed Electron Beam Additive Manufacturing Technology. Adv. Mater. Sci. Eng. 2020, 2020, 1–14. [Google Scholar] [CrossRef]
- Zackardes, A.; Larson, F.R. The Science, Technology Application of Titanium; Jaffee, R.I., Promisel, N.E., Eds.; Pergamon Press: Oxford, UK, 1970; pp. 933–941. [Google Scholar]
- Morrissey, R.; McDowell, D.; Nicholas, T. Strain Accumulation in Ti-6Al-4V during Fatigue at High Mean Stress. Mech. Time Depend. Mater. 1998, 2, 195–210. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Al | Sn | V | Zr | Mo | Si | Fe | H ** | O ** | N ** | C *** | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ti6242 | 6.12 | 2.18 | - | 4.35 | 2.19 | 0.1 | 0.1 | 0.009 | 0.1 | 0.01 | 0.01 | Bal. |
| Ti64 | 6.08 | - | 4.35 | - | - | 0.2 | 0.003 | 0.09 | 0.02 | 0.02 | Bal. |
| Region | Average Hardness—AWed, HV0.5 | Average Hardness—SRAed, HV0.5 | Change after SRA | Percentage (%) |
|---|---|---|---|---|
| Ti6242 BM | 345 ± 8 | 342 ± 9 | Insignificant | 0.8 |
| HAZ1 | 333 ± 6 | 368 ± 4 | Increase | 10.5 |
| TMAZ1 | 370 ± 5 | 370 ± 15 | Insignificant | 0 |
| WC | 398 ± 3 | 367 ± 2 | Decrease | 7.3 |
| TMAZ2 | 360 ± 3 | 369 ± 12 | Insignificant | 2.5 |
| HAZ2 | 315 ± 2 | 357 ± 3 | Increase | 13.3 |
| Ti64 BM | 326 ± 4 | 352 ± 5 | Increase | 8 |
| Property | AWed | SRAed | Change after SRA | Percentage (%) |
|---|---|---|---|---|
| YS (MPa) | 935 ± 13 | 862 ± 18 | Decrease | 7.8 |
| UTS (MPa) | 1008 ± 4 | 967 ± 3 | Decrease | 4.1 |
| EL (%) | 11 ± 0.1 | 12 ± 0.4 | Increase | 9.1 |
| Failure location | Ti64 BM | Ti64 BM | None | N/A |
| Fatigue Limit at 107 Cycles (MPa) | R2 | |
|---|---|---|
| Dissimilar Ti6242–Ti64 welds in SRAed state | 450 | 0.928 |
| Ti6242 BM | 434 | 0.868 |
| Ti64 BM | 445 | 0.929 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the National Research Council of Canada. Submitted for possible open access publication under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rajan, S.; Wanjara, P.; Gholipour, J.; Kabir, A.S. Fatigue Behavior of Linear Friction Welded Ti-6Al-4V and Ti-6Al-2Sn-4Zr-2Mo-0.1Si Dissimilar Welds. Materials 2021, 14, 3136. https://doi.org/10.3390/ma14113136
Rajan S, Wanjara P, Gholipour J, Kabir AS. Fatigue Behavior of Linear Friction Welded Ti-6Al-4V and Ti-6Al-2Sn-4Zr-2Mo-0.1Si Dissimilar Welds. Materials. 2021; 14(11):3136. https://doi.org/10.3390/ma14113136
Chicago/Turabian StyleRajan, Sidharth, Priti Wanjara, Javad Gholipour, and Abu Syed Kabir. 2021. "Fatigue Behavior of Linear Friction Welded Ti-6Al-4V and Ti-6Al-2Sn-4Zr-2Mo-0.1Si Dissimilar Welds" Materials 14, no. 11: 3136. https://doi.org/10.3390/ma14113136
APA StyleRajan, S., Wanjara, P., Gholipour, J., & Kabir, A. S. (2021). Fatigue Behavior of Linear Friction Welded Ti-6Al-4V and Ti-6Al-2Sn-4Zr-2Mo-0.1Si Dissimilar Welds. Materials, 14(11), 3136. https://doi.org/10.3390/ma14113136