1. Introduction
Magnesium phosphate cement (MPC) refers to an inorganic cementitious material that is produced through the acid-base neutralization reaction of MgO and phosphate [
1,
2,
3]. In previous studies, dead-burned MgO and ammonium phosphate were used as raw materials to produce magnesium ammonium phosphate cement, but the release of ammonia during the hydration process hindered its wide application. Then researchers used potassium dihydrogen phosphate to replace ammonium phosphate to produce MPC. The MPC has excellent characteristics such as fast setting and hardening, high early strength [
4], high bonding strength with old concrete [
5], small drying shrinkage [
5], solidification of liquid wastes containing heavy metals [
6], excellent wear resistance [
7], frost resistance performance [
8], high-temperature resistance [
9,
10], etc. It has a promising engineering application prospect for highways, bridges, airport runways, and other places with rapid repair needs. It also has research prospects for 3D printing [
11], alternative biomaterials for hard tissue applications [
12], fiber-reinforced inorganic polymer composites [
13], etc.
Similar to ordinary Portland cement-based materials, the MPC-based composites have the characteristics of brittleness and low strain capacity. The addition of fibers can increase the strength and toughness of the MPC-based composites and reduce the number and width of matrix cracks due to their bridging effect. It was reported that the addition of fibers (e.g., steel fibers, glass fibers, basalt fibers, and polypropylene fibers) can improve the compressive strength, flexural strength, ductility, and toughness of MPC-based composites and make them exhibit strain-hardening behavior [
14,
15,
16,
17,
18,
19,
20,
21,
22,
23]. In addition, polyvinyl alcohol fibers (PVA), as a kind of hydrophilic fibers, can effectively enhance the tensile ductility and flexural properties of cement-based composites due to their high tensile strength, high elastic modulus, and good acid and alkali corrosion resistance [
24,
25,
26,
27]. Lee et al. found that PVA fibers could inhibit the shrinkage and cracking of composite materials [
28]. Wang et al. believed that PVA fibers could enhance the displacement extension and fracture energy [
29]. Therefore, PVA fibers are used in this study to prepare high ductility MPC-based composites (HDMC).
The mechanical properties of the HDMC can be impaired when immersed in water for a long time because the MPC can be degraded despite its excellent mechanical properties [
30,
31,
32]. The main factors affecting the water stability of MPC are the ambient curing age, magnesium oxide/potassium dihydrogen phosphate (M/P) ratio, water/binder (W/B) ratio, etc. For the curing method, prolonging air pre-curing time can make the MPC hydration reaction more complete and increase its initial strength before being immersed in water, resulting in a positive effect on water stability [
33]. Wang found that the strength loss rate of specimens with 28 days of air curing was significantly lower than that of specimens with 7 days of air curing while being immersed in water [
34]. For the M/P ratio, Li et al. studied the MPC prepared with different M/P ratios and found that when the M/P ratio increased from 2:1 to 8:1, the compressive strength loss of the specimens after immersion in water for 28 d decreased from 65.3% to 12%, which indicated that a higher M/P ratio could lead the specimens to have better water stability [
31]. However, if there is too much MgO, the hydration reaction rate is so fast that it is difficult to form dense reaction products, which may decrease the matrix strength [
35,
36]. For the W/B ratio, it can change the solidification time, phase composition, and compressive strength of MPC-based composites, and normally a higher water content leads to more pores in the matrix, affecting the water stability negatively [
37,
38]. Therefore, in this study, the factors of ambient curing age, M/P ratio, and W/B ratio are taken into consideration.
The high ductility magnesium phosphate cement-based composite (HDMC) has superior ductility and strength and can be used in many practical engineering projects, whereas its water stability has not been fully understood. In this study, the HDMC was prepared by combining the MPC with PVA fibers (1.6% volume fraction). Given that fly ash can improve the water stability of the MPC [
39], it was incorporated to replace 20% cement by weight. This study mainly consists of two parts. First, based on a reference mix proportion, the effects of ambient curing age (duration in the ambient curing room) and water immersion age (duration in water after ambient curing) on the water stability, together with mechanical properties, of the HDMC were studied. Then, to optimize the mix proportions, the effects of the M/P ratio and the W/B ratio on the water stability, together with mechanical properties, of the HDMC were examined. Lastly, the scanning electron microscopy (SEM) test was conducted to provide some in-depth analysis.
2. Materials and Methods
2.1. Raw Materials
Magnesium phosphate cement (MPC) was prepared from a mixture of dead-burned magnesium oxide (MgO, marked as M), potassium dihydrogen phosphate (KH
2PO
4, marked as P), and borax (Na
2B
4O
7∙10H
2O, marked as B). The dead-burned magnesium oxide (MgO) powder with a specific surface area of 315.7 m
2/kg was used in the study. Its chemical composition is shown in
Table 1.
Two kinds of industrial-grade potassium dihydrogen phosphates (P) in the form of white crystalline powder were mixed with a mass ratio of 1:1 and then were used as an acidic compound. The particle size ranges of these two potassium dihydrogen phosphates were 180–315 μm and 425–600 μm, which were denoted as fine P and coarse P, respectively. The borax (B) was used as a cement retarder to delay the setting time. The physical properties of the M, the P, and the B are summarized in
Table 2.
The quartz sand with a particle size range of 120–180 μm was used as fine aggregates, with its technical parameters shown in
Table 3.
The first-grade fly ash (FA) was selected, with its chemical composition shown in
Table 4.
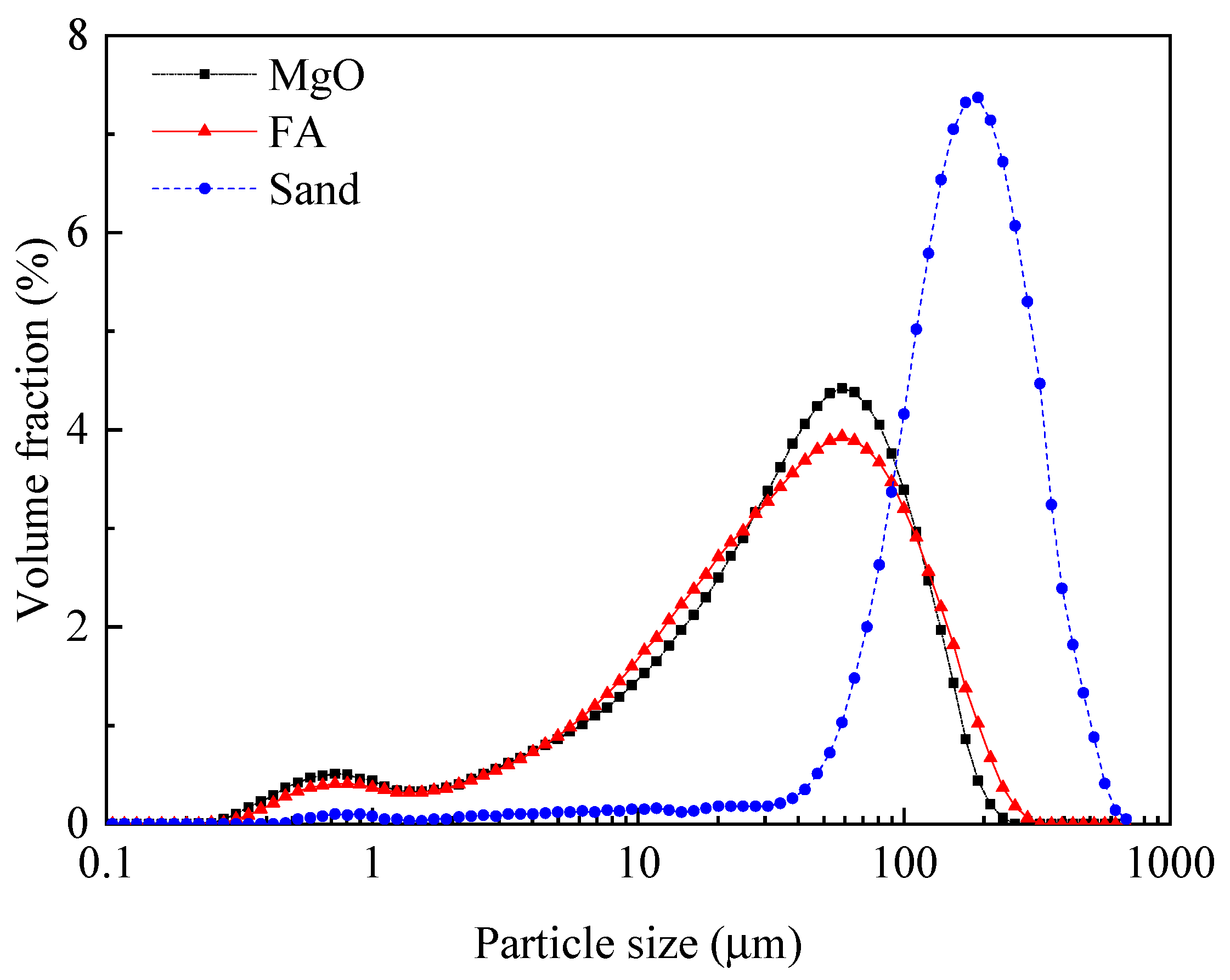
The PVA fibers used were produced by Kuraray Company of Japan, with their specific performance indicators shown in
Table 5. The particle size distribution of MgO, quartz sand, and FA is shown in
Figure 1. The particle size distribution of KH
2PO
4 is shown in
Figure 2.
2.2. Mix Proportion
Based on the experimental study in the authors’ research group, when the mass ratio of sand to binder (MPC + FA), denoted as S/B, is 0.2 and the borax dosage is 6% by mass of MgO, the mechanical properties and ductility of specimens are relatively good. Therefore, in this study, for all specimens, these two numbers are selected. The PVA fiber volume ratio is 1.6%, and the FA is used to replace 20% (by mass) MPC. A reference mix proportion is adopted, in which the mass ratio of water to binder (MPC + FA), denoted as W/B, is 0.16, and the molar ratio of MgO to KH
2PO
4, denoted as M/P, is 4. To explore the effects of ambient curing age (duration in the ambient curing room) and water immersion age (duration in water following the ambient curing) on the HDMC, two ambient curing ages (7 days and 28 days) and three water immersion ages (7 days, 28 days, and 56 days) are considered on the reference mix proportion (W/B = 0.16 and M/P = 4). To explore the effects of W/B and M/P on the HDMC, four W/B ratios (0.14, 0.16, 0.18, and 0.20) and four M/P ratios (3, 4, 5, and 6) are considered while both the ambient curing age and the water immersion age are 7 days. The mix proportions are shown in
Table 6.
2.3. Specimen Preparation
Firstly, the weighed magnesium oxide, potassium dihydrogen phosphate, quartz sand, borax, and fly ash were added to the single-horizontal shaft concrete mixer and mixed for 120 s to make the mixture uniform. Secondly, water was added and mixed for 120 s, during which PVA fibers were added several times to ensure their uniform dispersion. Thirdly, the mixture continued to be mixed for another 120 s after the addition of PVA fibers. Lastly, the mixture was cast into 50 × 50 × 50 mm3 plastic molds and 400 × 100 × 15 mm3 steel molds to prepare cubic specimens for compressive test and thin plate specimens for four-point flexural test, respectively.
The cast specimens were stored in the curing room (temperature: 25 ± 2 °C, relative humidity: 45 ± 5%) for 2h, after which the molds were removed. After that, the specimens continued to be stored in the curing room to a certain age (7 days or 28 days) and then were immersed in a water tank for a certain age (7 days, 28 days, or 56 days).
2.4. Test Methods
2.4.1. Compressive Test
The compressive test was carried out on the cubic specimens (50 × 50 × 50 mm
3) according to ASTM C109 [
44]. Three samples were tested for each group, and the average value was adopted. The test instrument is a pressure testing machine (200T), as shown in
Figure 3, with a loading speed of 0.9 kN/s.
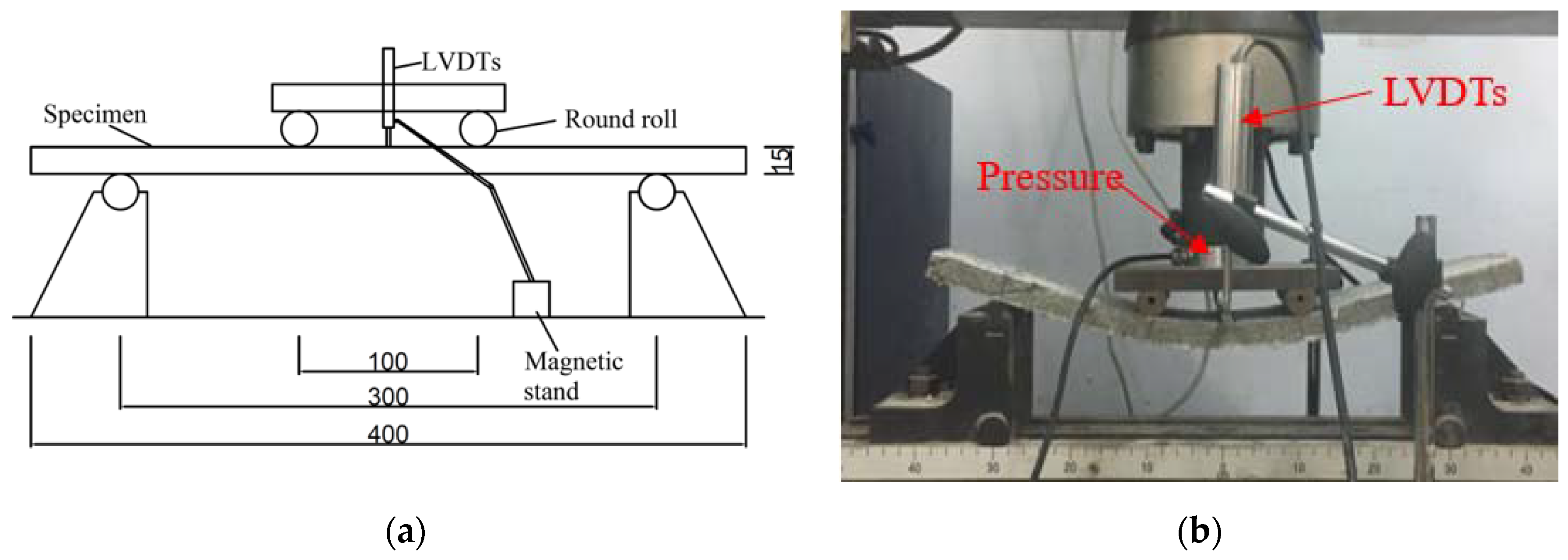
2.4.2. Four-Point Flexural Test
The four-point flexural test was conducted on the thin plate specimens, as shown in
Figure 4. The specimen size was selected based on the study from Xu et al. [
45]. The loading speed was adjusted to 0.3 mm/min for continuous loading. The collected mid-span deflection values and the corresponding load values of the specimens were plotted into a load-deflection curve.
2.4.3. Scanning Electron Microscopy (SEM) Test
The scanning electron microscopy (SEM) test was conducted to examine the samples at the microscopic level. The samples were broken and cut into 1 mm2 size using a precision gas cutting machine and then put into the field emitted scanning electron microscope (Zeiss, Oberkochen, Germany) for the SEM test. The effects of the water immersion on the matrix and its bonding with fibers were analyzed by observing the changes in the microstructure of the samples.
2.5. Flexural Performance Evaluation
Figure 5 shows a typical strain hardening curve of a fiber-reinforced cement-based composite material. The first cracking point is the position where the load-deflection curve changes from linear to nonlinear, which is called the limit of proportion (LOP) according to ASTM C1018 [
46]. The load and deflection at the LOP are called cracking load (
PLOP) and cracking deflection (
δLOP), respectively. The modulus of rupture (MOR) is defined as the point at which the load-deflection curve begins to soften. The load and deflection at the MOR are called ultimate load (
PMOR) and ultimate deflection (
δMOR), respectively.
- (1)
Strength index
The first-crack strength,
fLOP (MPa), and ultimate flexural strength,
fMOR (MPa), are calculated using Equations (1) and (2), respectively.
where
PLOP is the cracking load (N),
PMOR is the ultimate load (N),
L is the span length of the thin plate specimens (mm), and
b and
h are the width and height of the thin plate specimens (mm), respectively.
- (2)
Ductility index
The ductility index (
DI) is defined as the difference between the ultimate deflection (
δMOR) and the cracking deflection (
δLOP), as shown in Equation (3). The greater the difference is, the better the ductility of specimens can be.
where
δMOR is the ultimate deflection (mm), and
δLOP is the cracking deflection (mm).
- (3)
Toughness index
The toughness index (
Tpeak) is defined as the difference between the area under the load-deflection curve up to the ultimate deflection and the area up to the cracking deflection, as shown in Equation (4). The larger the difference is, the better the toughness of specimens can be.
where
SMOR is the area under the load-deflection curve up to the ultimate deflection (kN·mm), and
SLOP is the area under the load-deflection curve up to the cracking deflection (kN·mm).
2.6. Water Stability Evaluation
Water stability was evaluated by defining the strength retention rate, ductility retention rate, and toughness retention rate. The larger the value is, the better the water stability of specimens is.
The strength retention rate (
kc) is calculated using Equation (5).
where
fc1 and
fc2 are the strength (including compressive strength, first-crack strength, and ultimate flexural strength) (MPa) of the specimens without water immersion and with water immersion, respectively.
The ductility retention rate (
kDI) is calculated using Equation (6).
where
DI1 and
DI2 are the ductility indexes of the thin plate specimens without water immersion and with water immersion, respectively.
The toughness retention rate (
kT) is calculated using Equation (7).
where
T1 and
T2 are the toughness indexes of the specimens without water immersion and with water immersion, respectively.
4. Conclusions
In this study, magnesium phosphate cement (MPC), PVA fibers, and fly ash were combined to prepare high ductility magnesium phosphate cement-based composites (HDMC). The effects of ambient curing age, water immersion age, magnesium oxide/potassium dihydrogen phosphate (M/P) ratio, and water/binder (W/B) ratio on the water stability and mechanical properties of the HDMC were examined. Several important conclusions can be drawn.
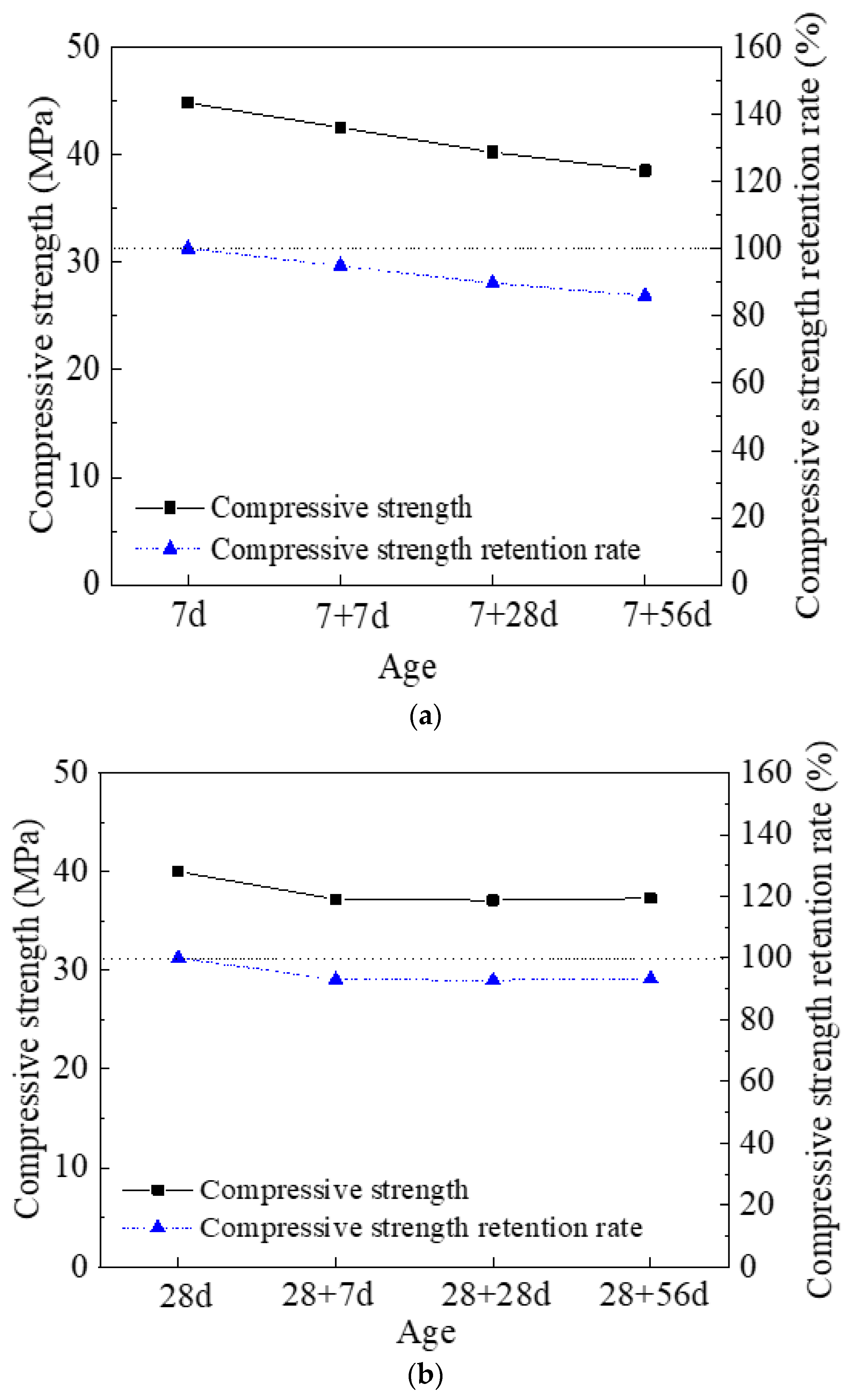
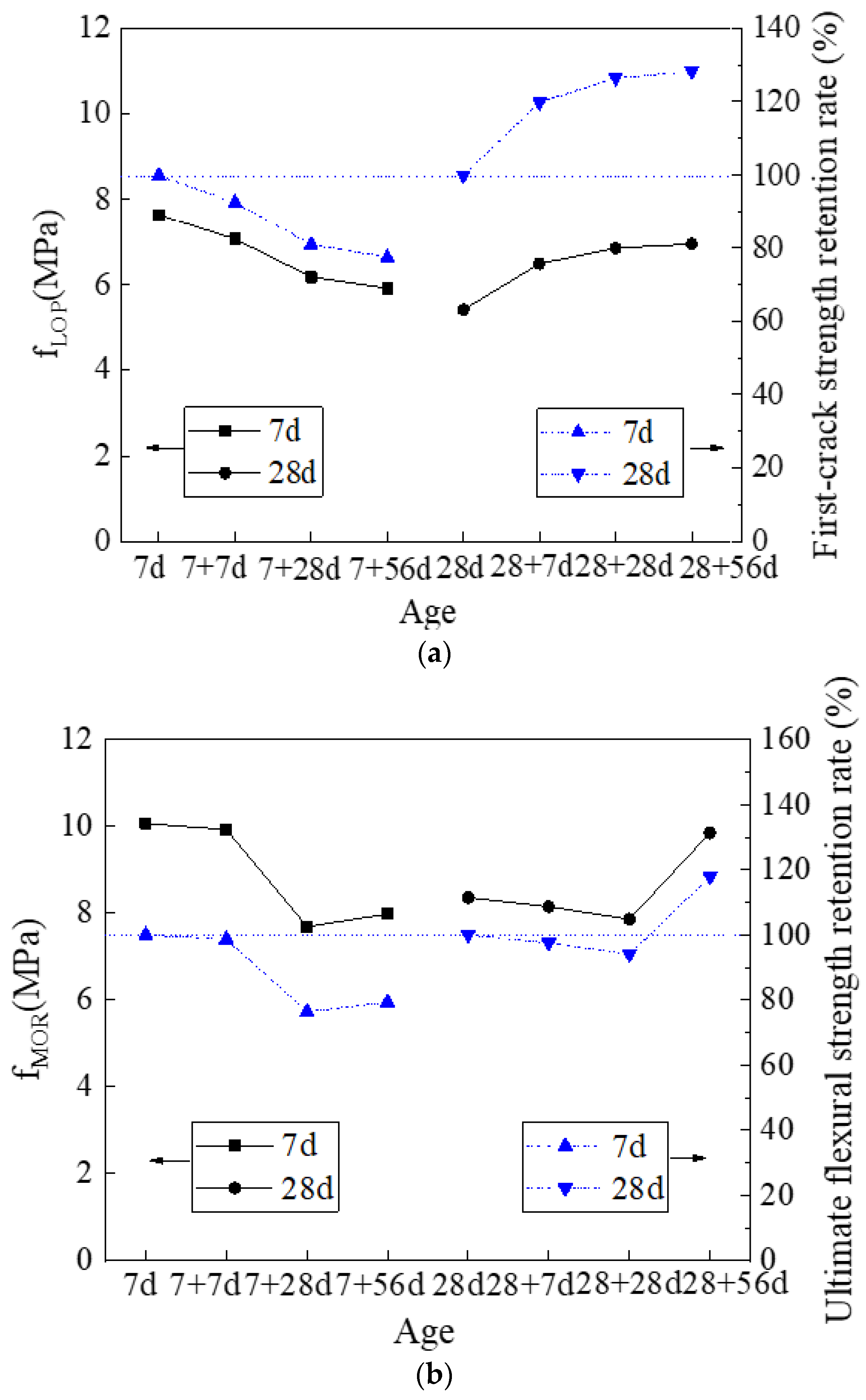
For the HDMC with the same water immersion age, the 28-day ambient curing can lead to higher retention rates of strength, ductility, and toughness than 7-day ambient curing, indicating that the extension of ambient curing age can enhance the water stability of HDMC; however, a longer ambient curing age does not result in significant improvement in the mechanical properties of HDMC.
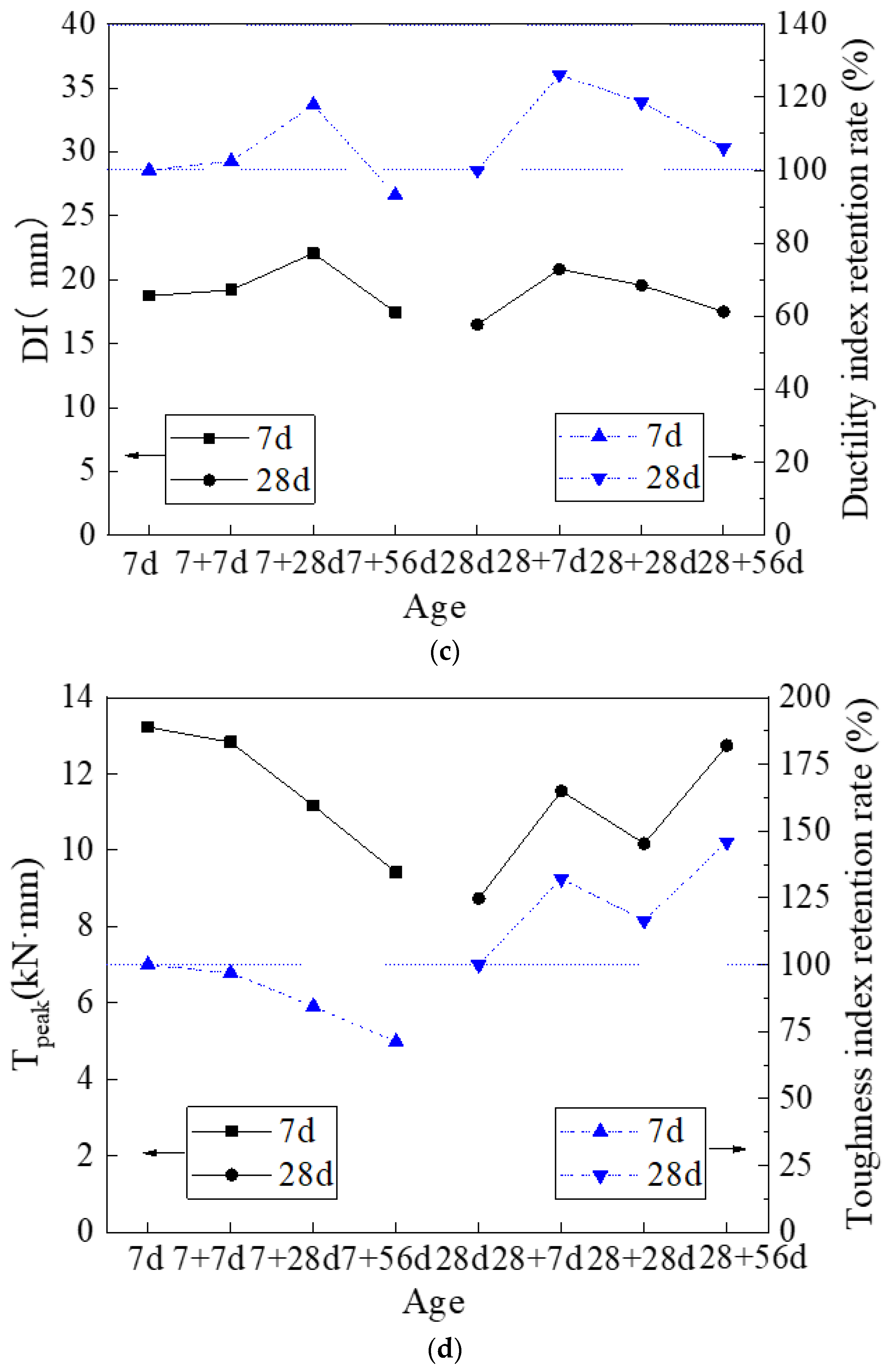
As the water immersion age increases from 0 to 56 days, the mechanical properties of the HDMC with 7-day ambient curing shows an obvious downward trend; however, the mechanical properties of the HDMC with 28-day ambient curing does not show an obvious decrease and even can be increased in many cases, especially when the water immersion age is 56 days. In terms of water stability, its change is consistent with that of the mechanical properties.
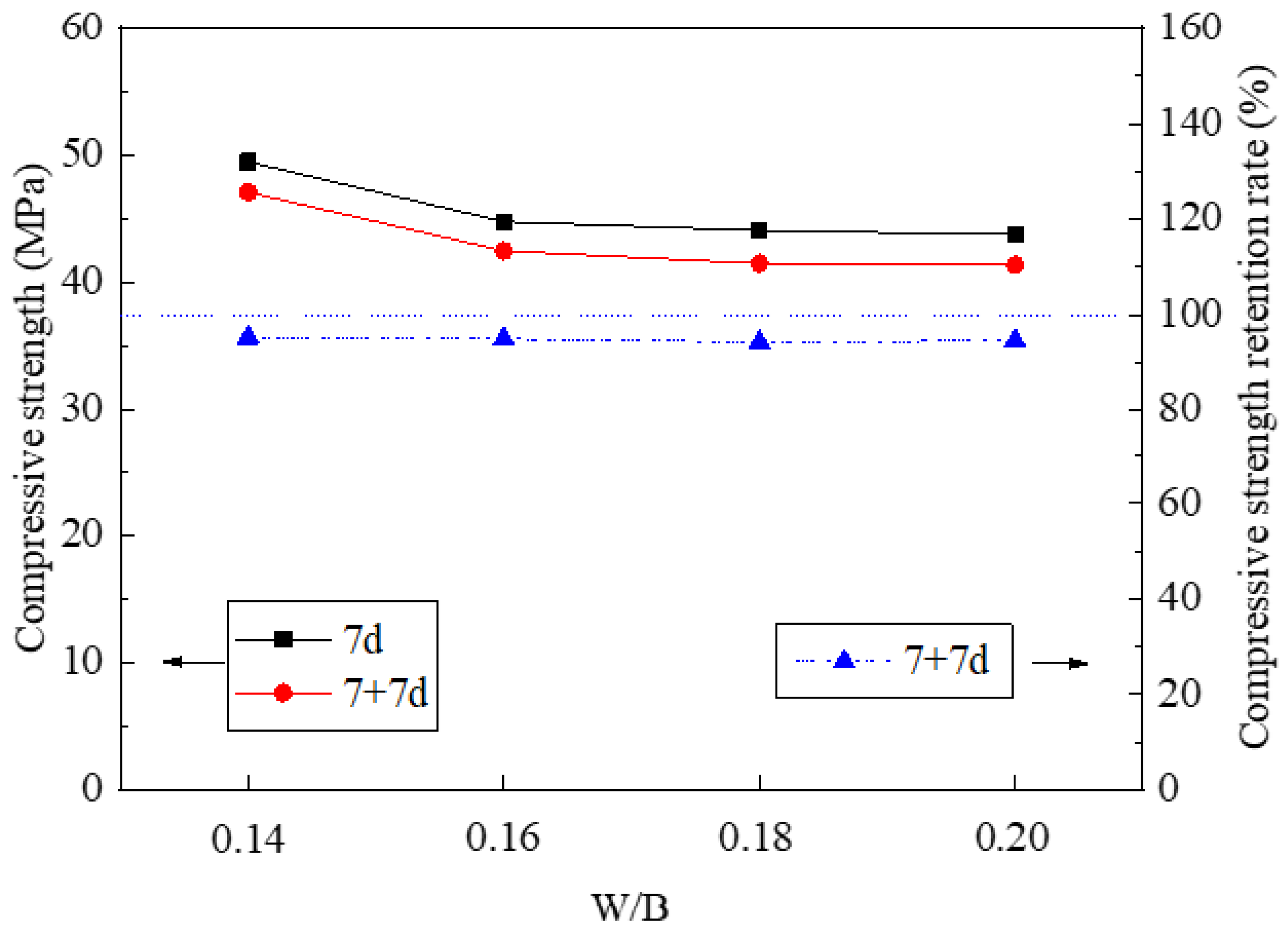
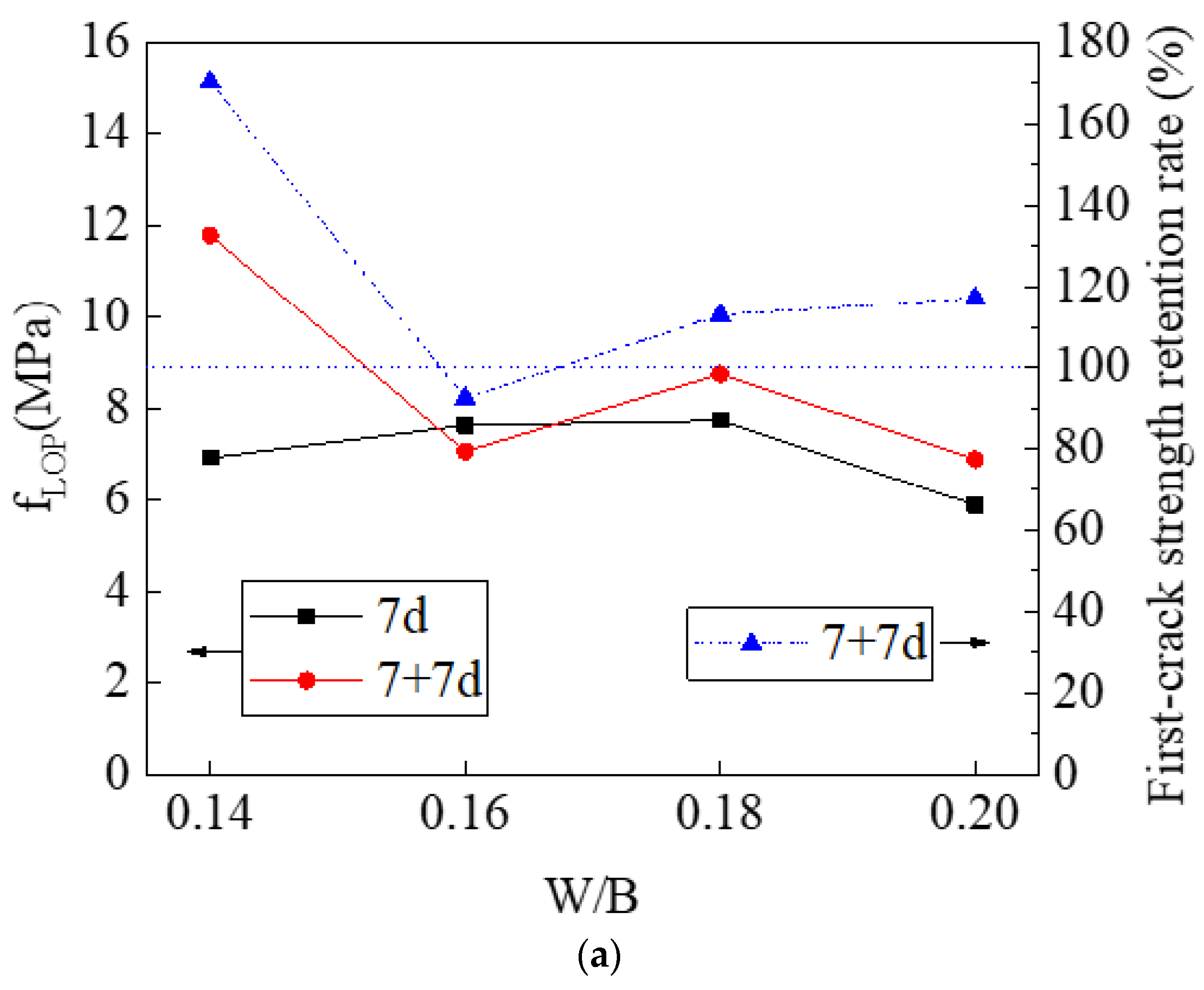
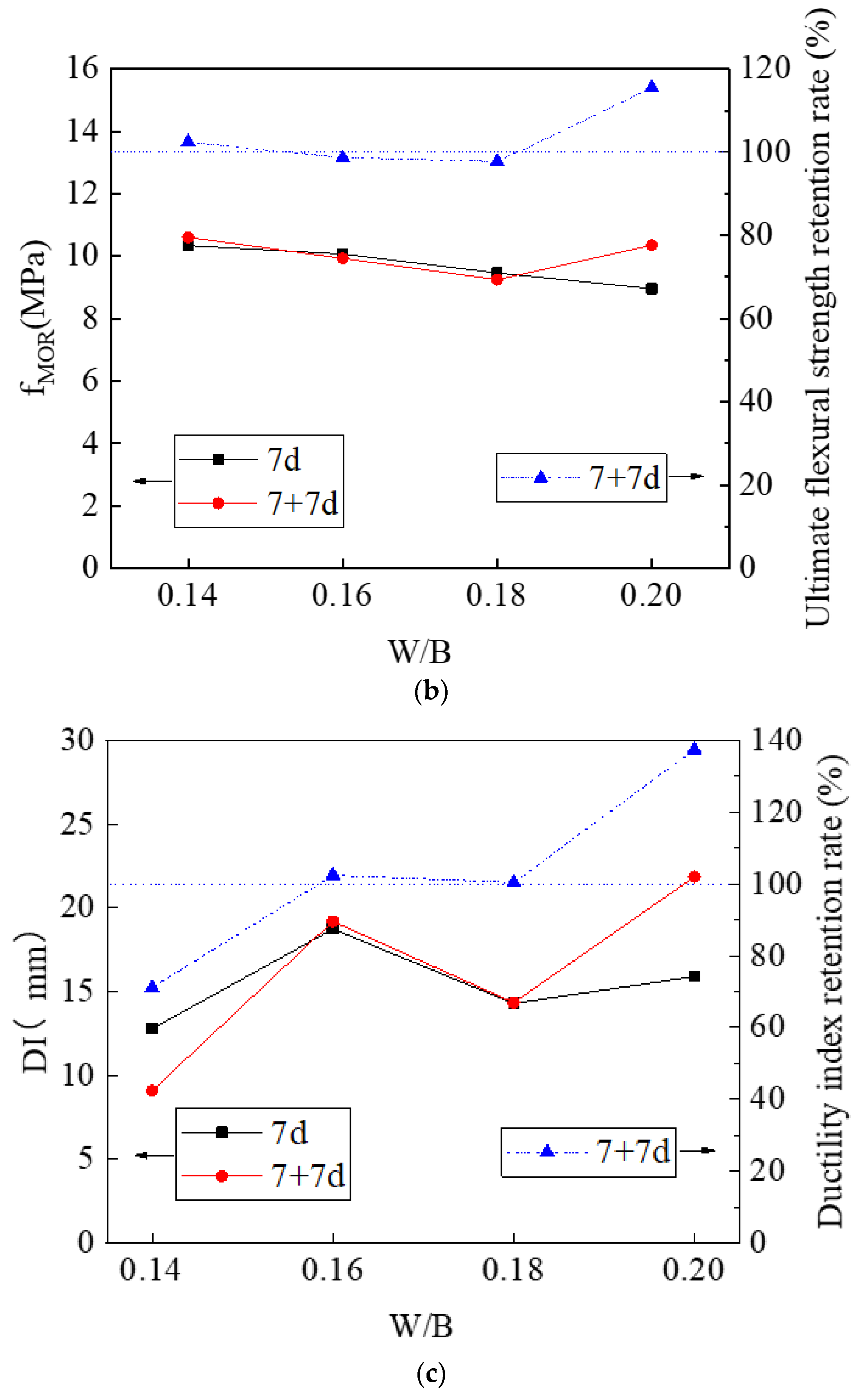
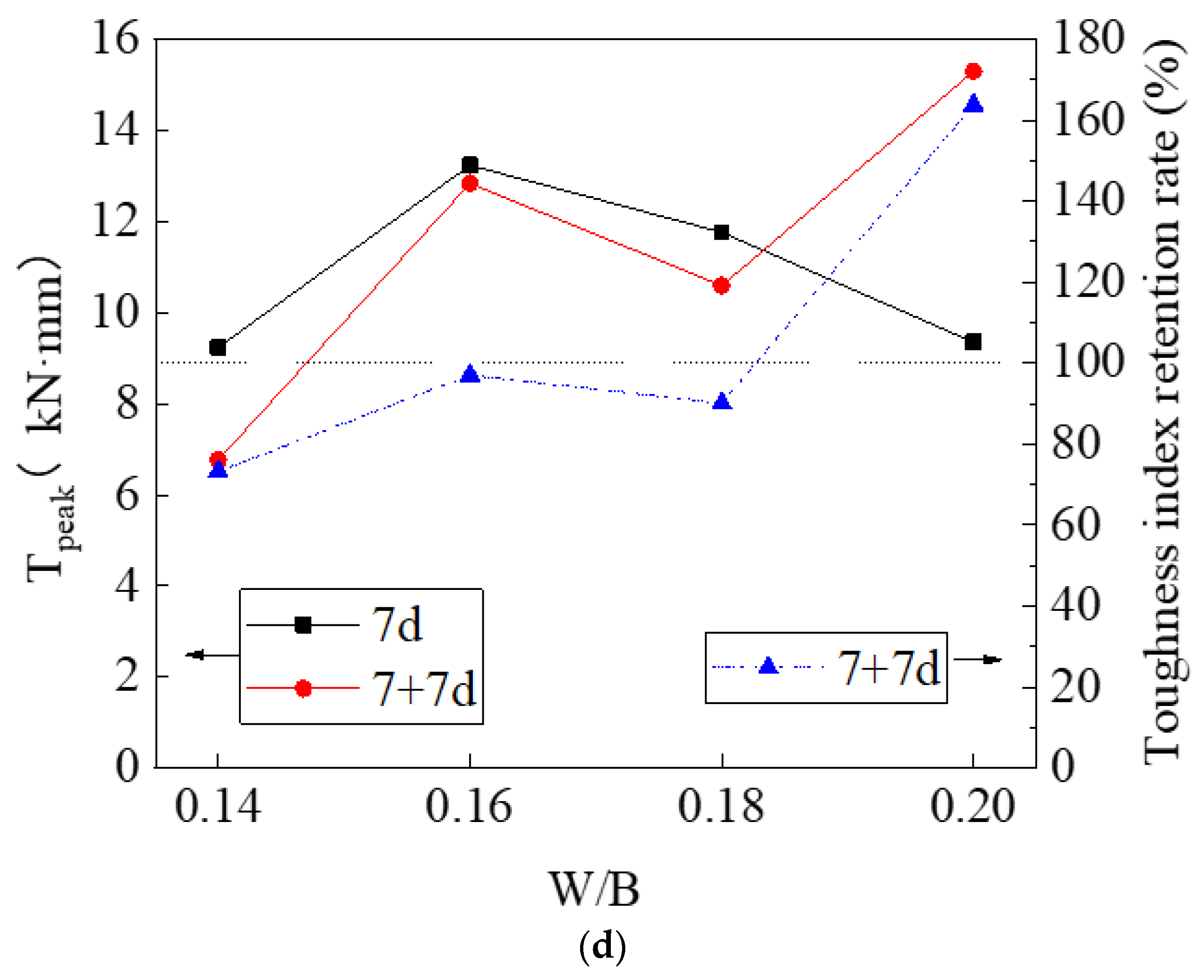
With the increase of the W/B ratio, the changes of strength index, ductility index, and toughness index are complicated. For non-immersed HDMC, the strength index, ductility index, and toughness index all can be satisfactory when the W/B ratio is 0.16. For immersed HDMC, the strength index is the best when the W/B ratio is 0.14, and the ductility index and toughness index are the best when the W/B ratio is 0.20; these three indexes are moderate when the W/B ratio is 0.16. The retention rates of strength, ductility, toughness seem to be the highest when the W/B ratio is 0.20, indicating the best water stability, followed by the W/B ratio of 0.16. Therefore, if all indexes and their corresponding retention rates are considered comprehensively, the W/B ratio of 0.16 seems to be the optimum value for HDMC.
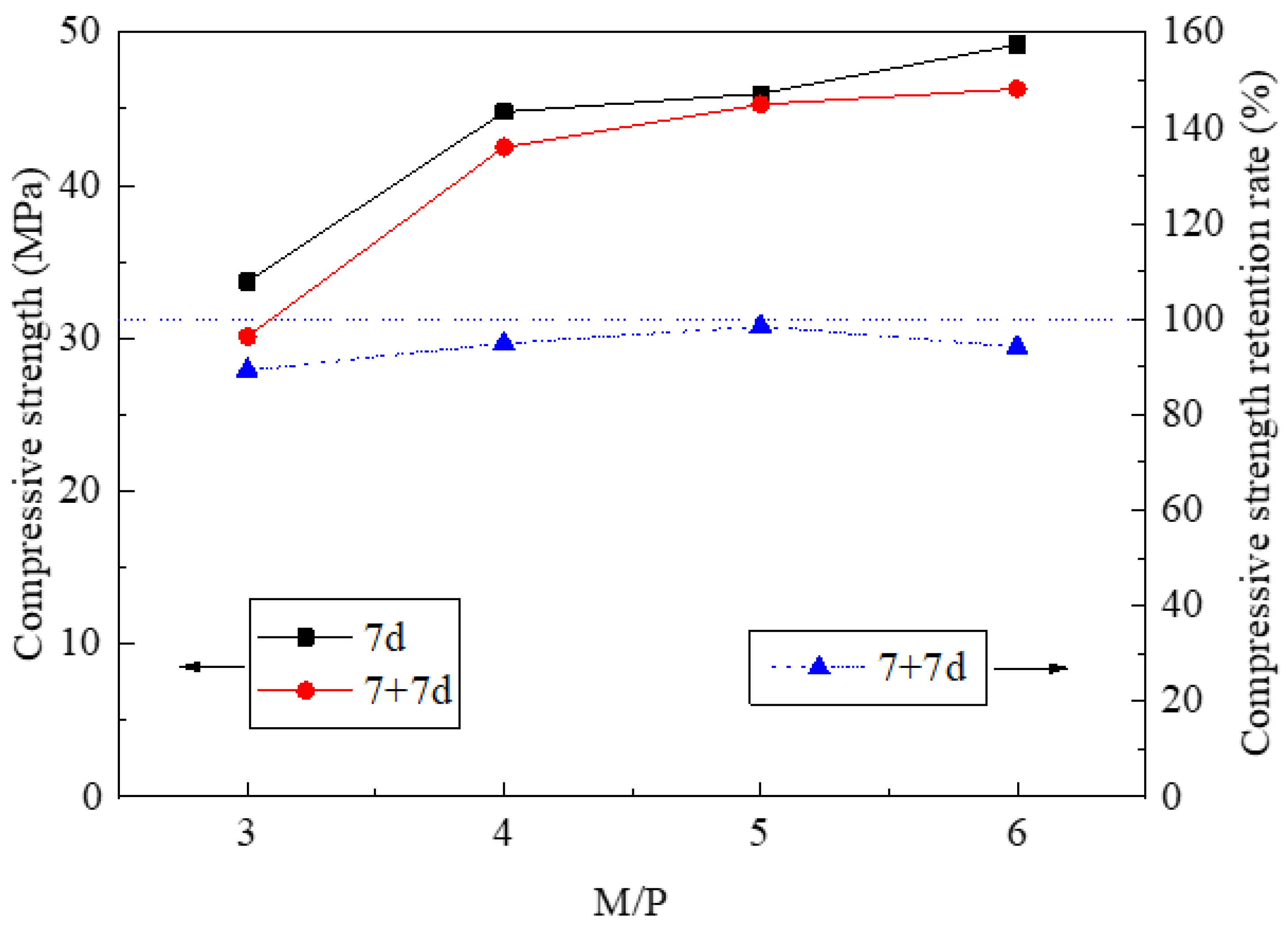
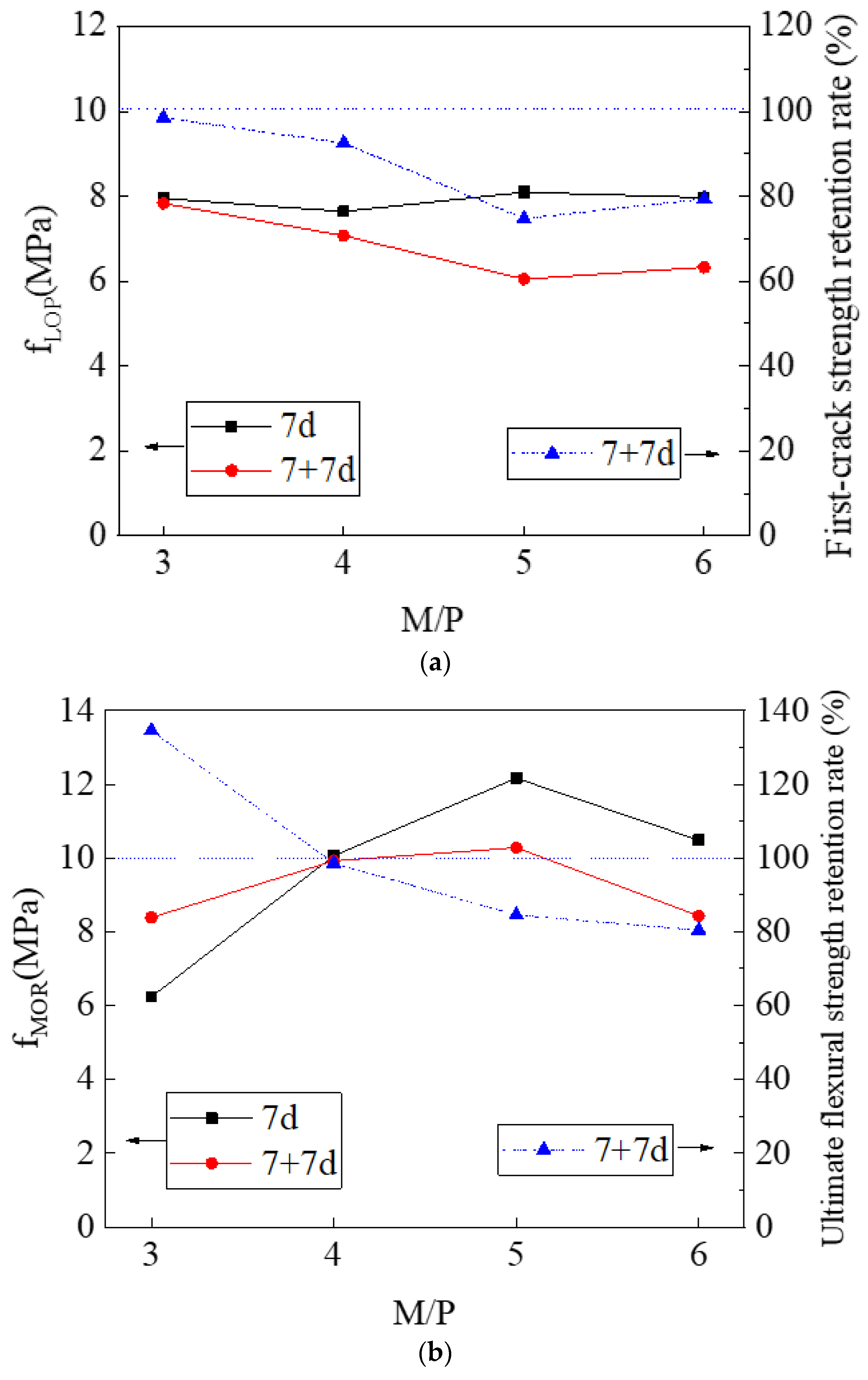
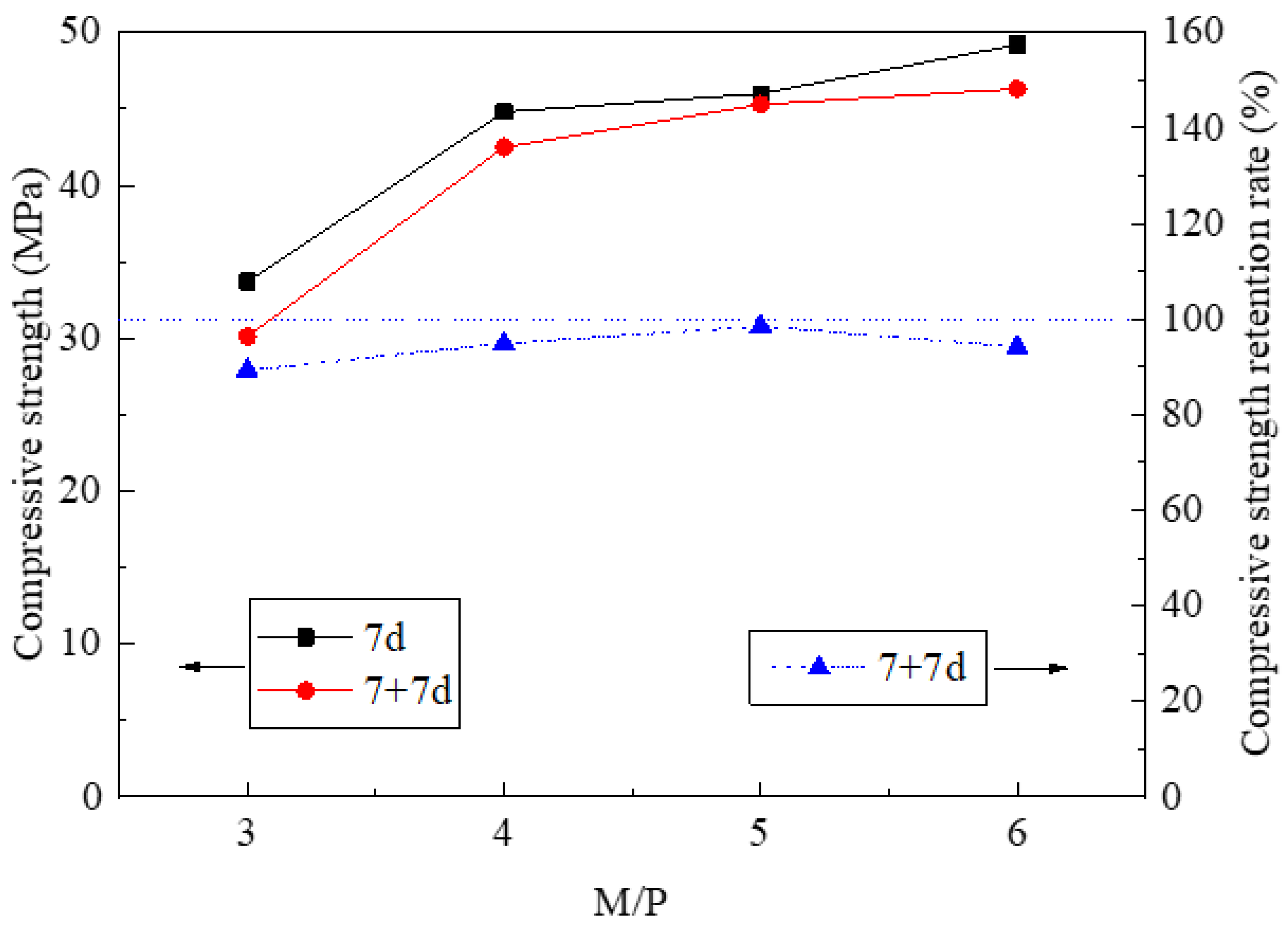
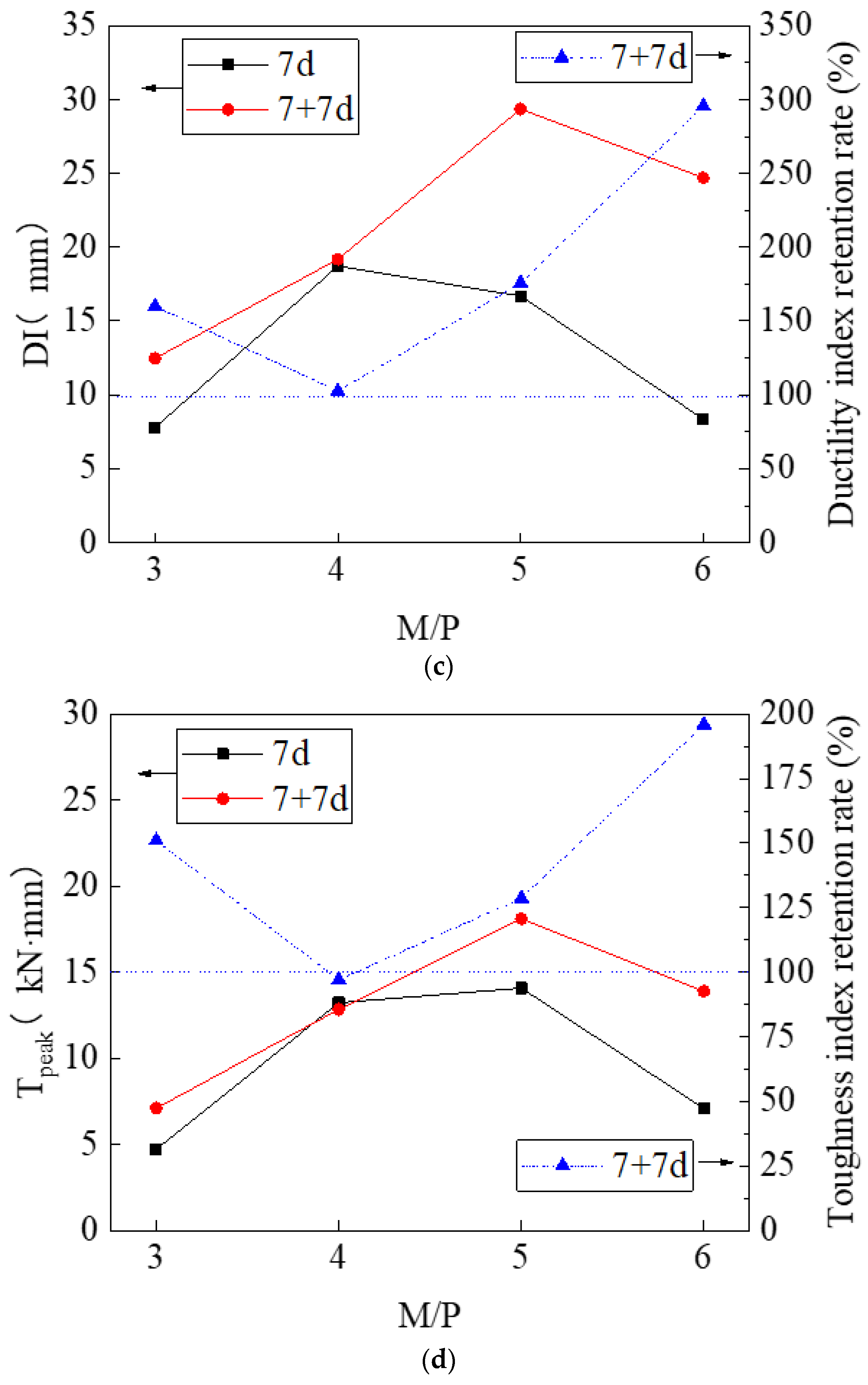
With the increase of the M/P ratio, although the changes of the strength index, ductility index, and toughness index are not always consistent, it can be seen that for both non-immersed and immersed HDMC, the strength index, ductility index, and toughness index are satisfactory when the M/P ratio is 5. However, the retention rates of these indexes indicate that the HDMC with the M/P ratio of 5 shows moderate water stability, and the best water stability can be reached when the M/P ratio is 3.
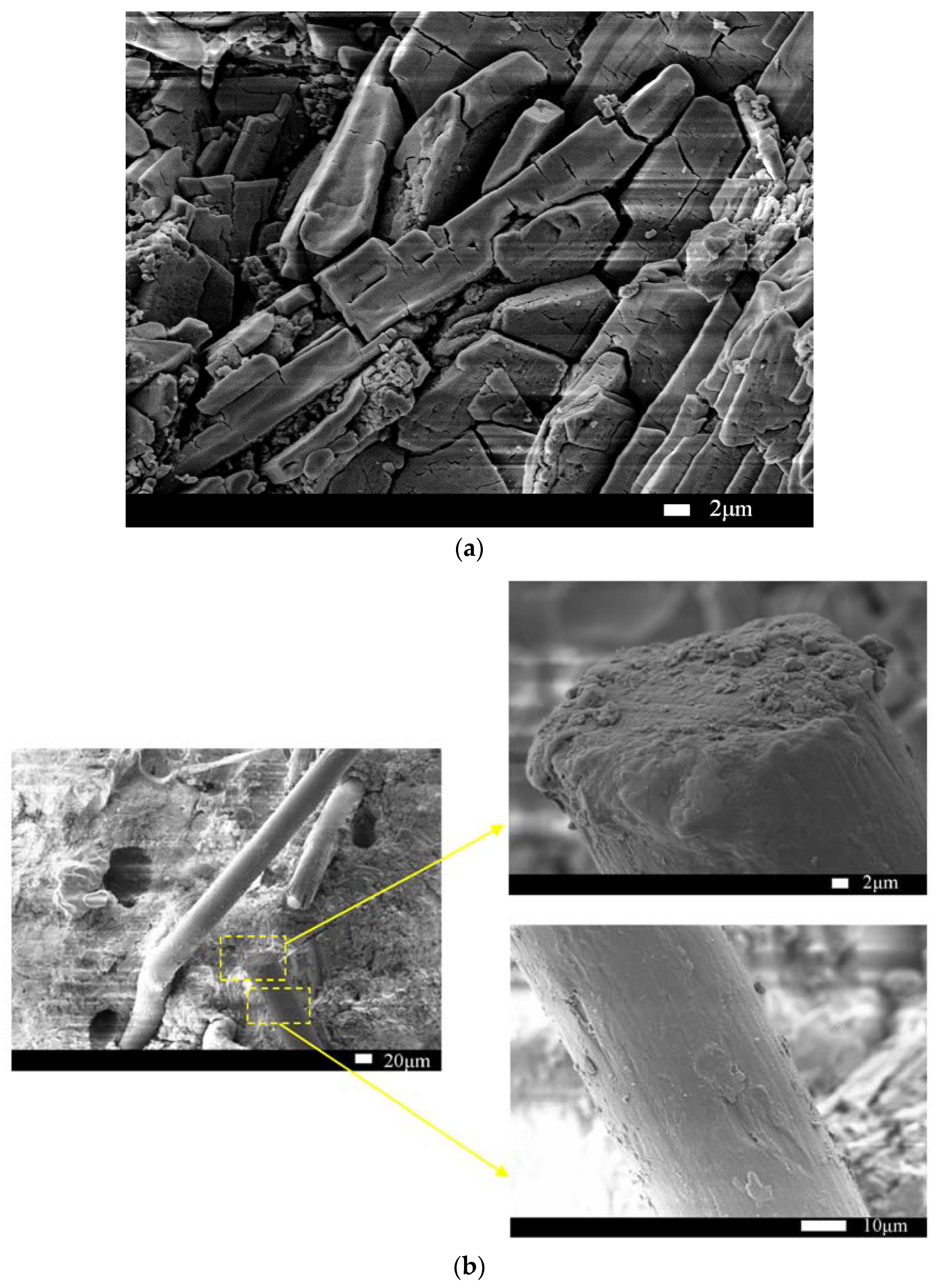
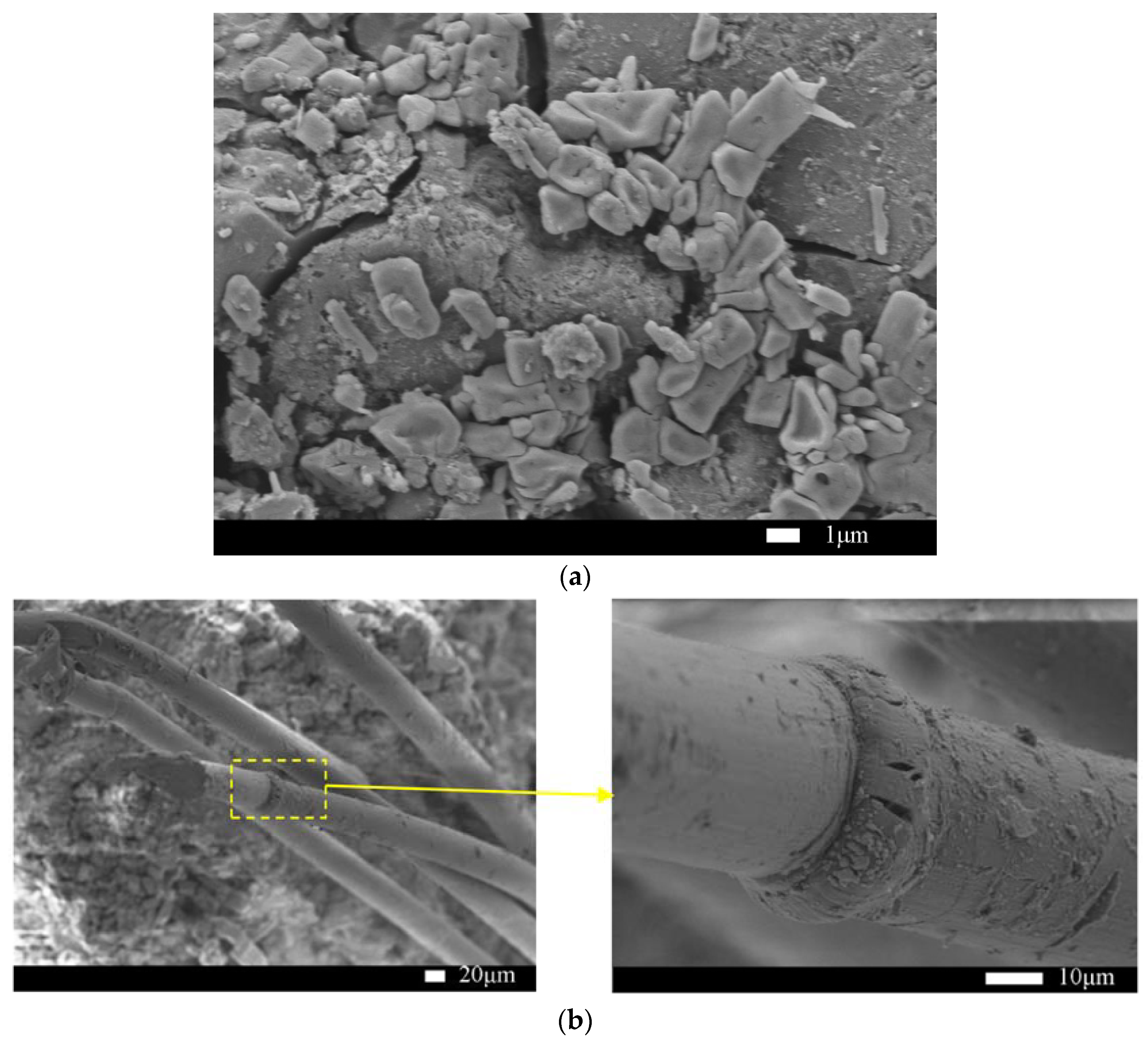
The microstructure analysis indicates that for non-immersed HDMC, the struvite-K crystals in the matrix are mainly wedge-shaped and arranged closely; the bonding between fibers and the matrix is relatively good; and the fibers may not be fractured but be pulled out from the matrix. However, for immersed HDMC, the gap between the struvite-K crystals is relatively large, and the surface of fibers is smooth, with no large amounts of hydration products attached, which shows that the water immersion has a large adverse effect on the HDMC and thus reduce their mechanical properties.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}