1. Introduction
Biomaterials for dental applications have been studied for many decades, leading to the development of new materials and have broadened their use in preventive, restorative, and regenerative treatments [
1,
2]. Metals and metallic alloys were the first class of materials with significant use in dentistry, such as in dental amalgams or, more recently, with titanium implants or nickel-titanium orthodontic brackets [
3]. However, due to the increased longevity of the population and the rise of esthetics concerns, materials such as ceramics and polymers have gained their space in the dentistry field [
4].
Particularly, the use of polymeric materials has found its applications to promote friction reduction [
5], as drug delivery systems [
6], antimicrobial activity [
7], and corrective orthodontic devices [
8]. Polymers that are used in dentistry applications vary from the most common such as polyethylene, poly(methyl methacrylate), and poly(ε-caprolactone) (PCL) to the less known as the case of polypyrrole and polyhexamethyldisilazane [
9], to give some examples.
However, despite the evolution registered in the development of materials for dental applications, the processing techniques have registered very little progress. This trend can suffer a significant change with the advent of manufacturing techniques that conjugate personalization, geometry complexity, and reduction in raw material consumption and waste production, such as the case of additive manufacturing (AM). AM, commonly known as 3D-printing, is a group of processing techniques of metals, ceramics, and, particularly, polymers that have turned the corner from rapid prototyping to end-use production in the last decade parts and devices [
10].
The properties of polymeric parts/components processed by 3D printing, including the mechanical ones, are highly dependent on the processing parameters. The most reported processing parameters that influence the final part properties include infill density, extrusion temperature, bed temperature, raster angle, and layer thickness [
11,
12,
13,
14]. However, the simultaneous study of the influence of geometry and build orientation is almost absent from the published literature. Moreover, for dental applications, the studies often evaluate the mechanical properties of the as-printed parts. They do not consider that the materials will be subjected to the oral wet environment, mainly constituted by saliva, during their lifetime. Additionally, it is known that both elastic moduli and the time-dependent viscoelastic response are important features as they modify the stress magnitudes sustained by the polymeric materials [
15].
PCL is an aliphatic polyester that can be obtained by ring-opening polymerization of ε-caprolactone [
16]. This semi-crystalline polymer has a unique set of properties such as slow biodegradability, solubility in a wide range of solvents, ease processability, hydrophobicity, and low melting temperature that stood out especially for biomedical applications [
17,
18]. Furthermore, by combining it with other polymers or even chemically modifying its polymeric chains, it is possible to fine tune the chemical and mechanical performance of PCL. Since its approval from the Food and Drug Administration of the United States of America (FDA) for biomedical applications, the research interest in PCL has increased exponentially [
19]. In this field, PCL has been reported for the preparation of biomedical devices for regenerative medicine [
19,
20], orthopedics [
21], drug delivery systems [
22], and dental applications such as rings for implants [
23], scaffolds for cell proliferation [
24], implant coatings [
25], or as functionalized prosthesis interfaces [
26]. Considering the freedom that AM provides through the possibility of customization of medical devices, the possible applications can increase in all areas, including dentistry. These changes are beginning to be reported in cases where PCL reinforced with hydroxyapatite was 3D printed, resulting in scaffolds with good bioactivity according to the in vitro apatite-forming ability [
27].
The main objective of the present work, and its contribution to the field, is to evaluate, simultaneously, the influence of the geometry and build orientation on the mechanical properties of 3D printed PCL parts obtained through tensile and stress relaxation tests. This is the first time that the geometry, also called shape factor, of 3D printed PCL parts, is addressed to the best of our knowledge. Due to envisaged application in the dentistry field, the same properties were evaluated after the printed specimens were aged in artificial saliva.
2. Materials and Methods
2.1. Materials
Poly(ε-caprolactone) (PCL) (Capa™6800; M
w = 80,000 g·mol
−1) was gently offered by Perstorp (Warrington, UK) in granular form (approximately 3 mm pellets). The main properties of the PCL supplied by the manufacturer are summarized in
Table 1.
2.2. 3D Printing
The PCL test pieces were 3D printed using a Bioextruder (homemade) equipment, equipped with a mini extruder (homemade) that allows the use of the polymer in the form of granules. The test pieces were printed with two distinct geometries, in the form of a tube, printed with a horizontal build orientation (T) and parallelepiped (P). The latest was printed horizontally (longitudinal, X-Y) (P
h) and vertically (transverse, X-Z) (P
v), as schematically shown in
Figure 1, where the dimensions of each specimen are also presented. The same figure also presents the digital macrographs of the three printed specimens.
For all the samples, the main printing parameters were kept constant: nozzle diameter of 0.4 mm, nozzle temperature at 80 °C, spindle rotation speed of 22 rpm, and printing speed of 25 mm·min−1.
2.3. Swelling Capacity
The swelling capacity of the printed specimens was determined in artificial saliva (AS) with pH 7.4, prepared according to previously reported chemical composition, AFNOR (Association Française de Normalization) [
28]. Before the tests, the printed specimens were dried for 24 h at 50 °C and weighted. They were immersed in AS for 120 h, at 37 °C, and placed in the thermos shaker (C. Gerhardt Analytical Systems, Königswinte, Germany) at 100 rpm. At the end of the tests, the excess of AS was gently removed using filter paper. The swollen specimens were weighted, and the swelling capacity calculated using Equation (1):
where
Ws is the weight of the swollen samples while
Wd refers to the weight of the dried specimens. All measurements were performed in triplicate.
2.4. In Vitro Test with Artificial Saliva
The printed specimens were placed in 15 cm
3 Falcon tubes (Orange Scientific, Braine-l’Alleud, Belgium) filled with artificial saliva AFNOR [
28]. Each set was placed inside a thermos shaker (C. Gerhardt Analytical Systems, Königswinte, Germany) at 37 °C and 100 rpm for 15 days. After the incubation period, the samples were cleaned for the excess liquid and immediately tested for determining the mechanical properties.
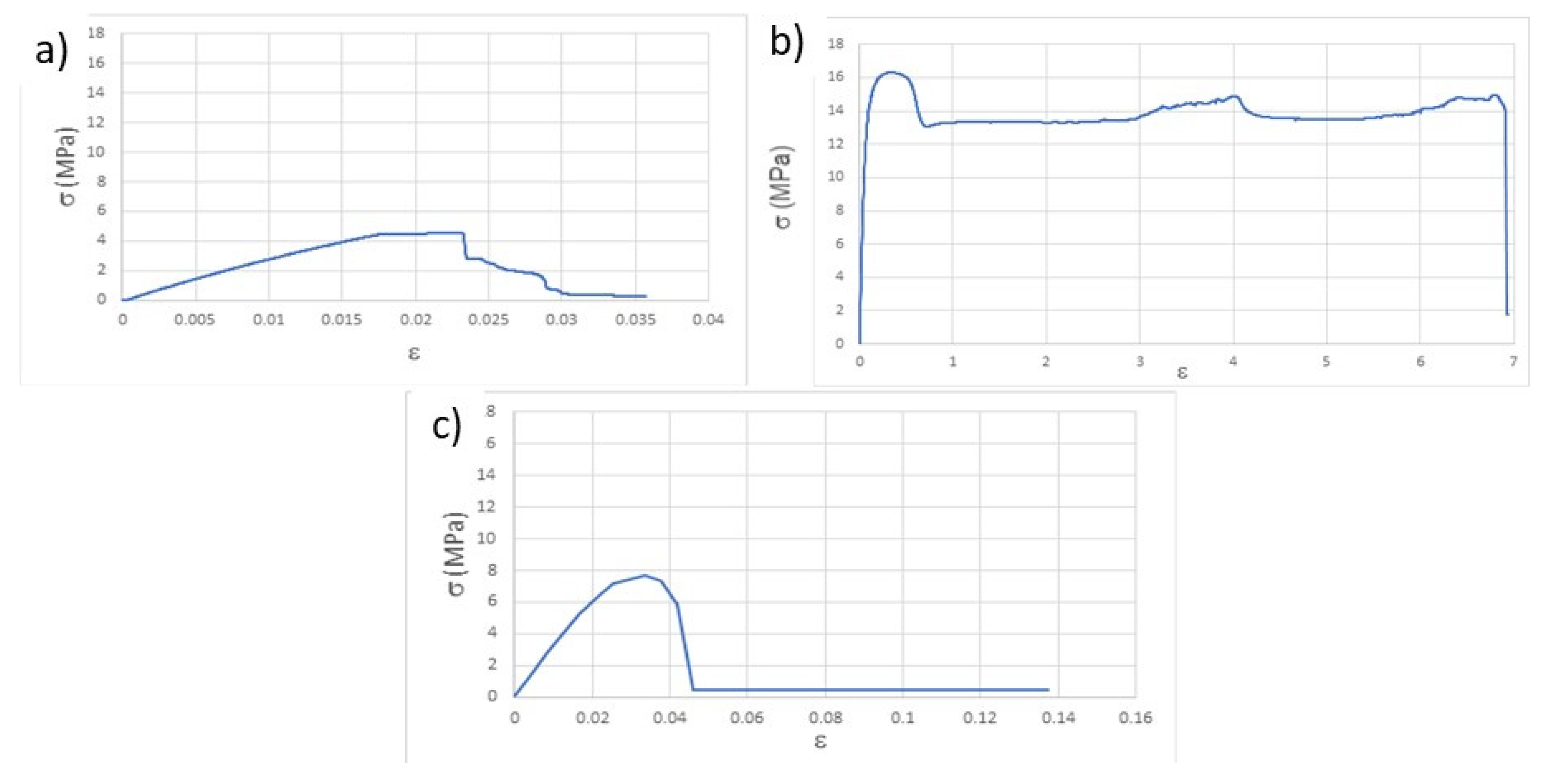
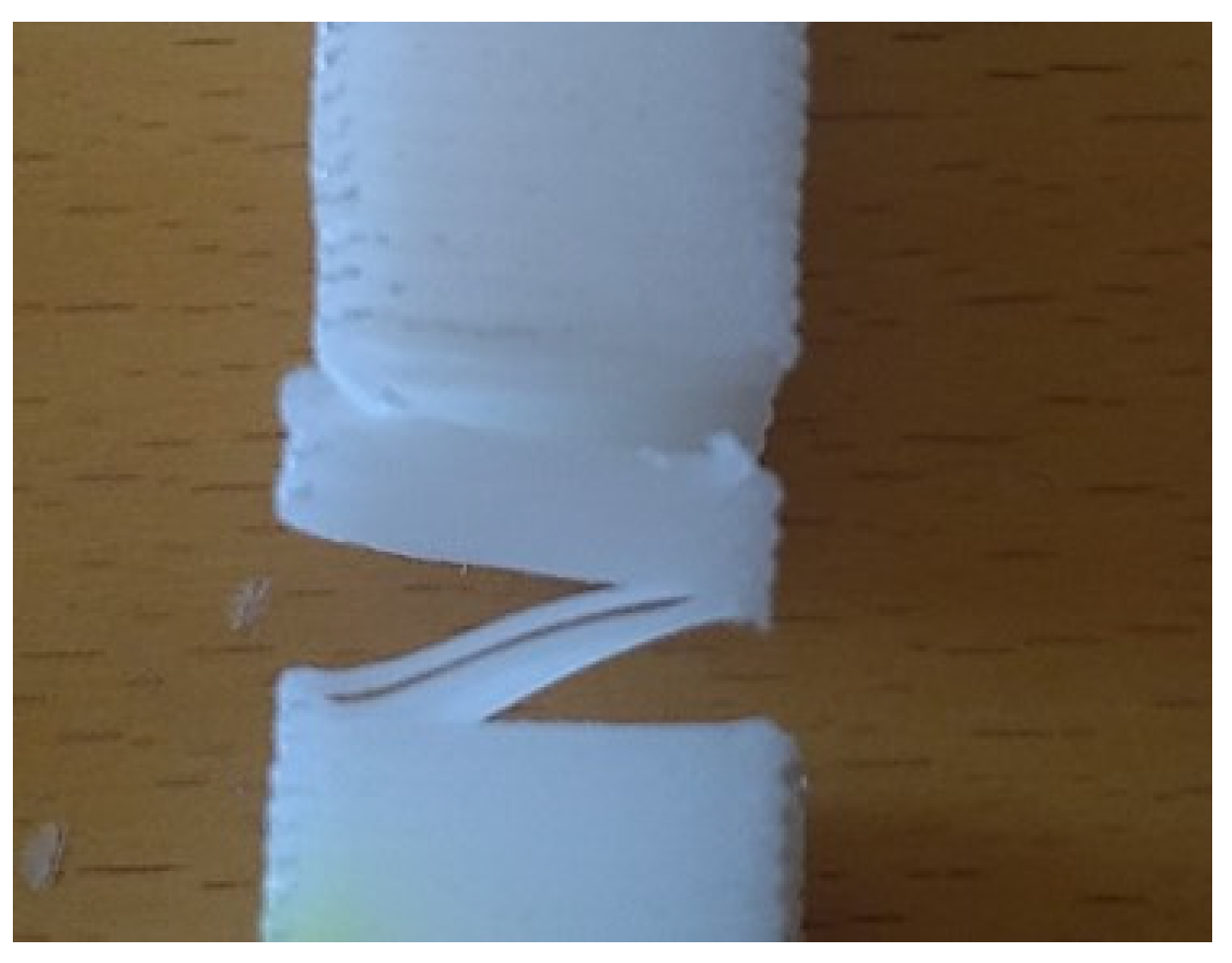
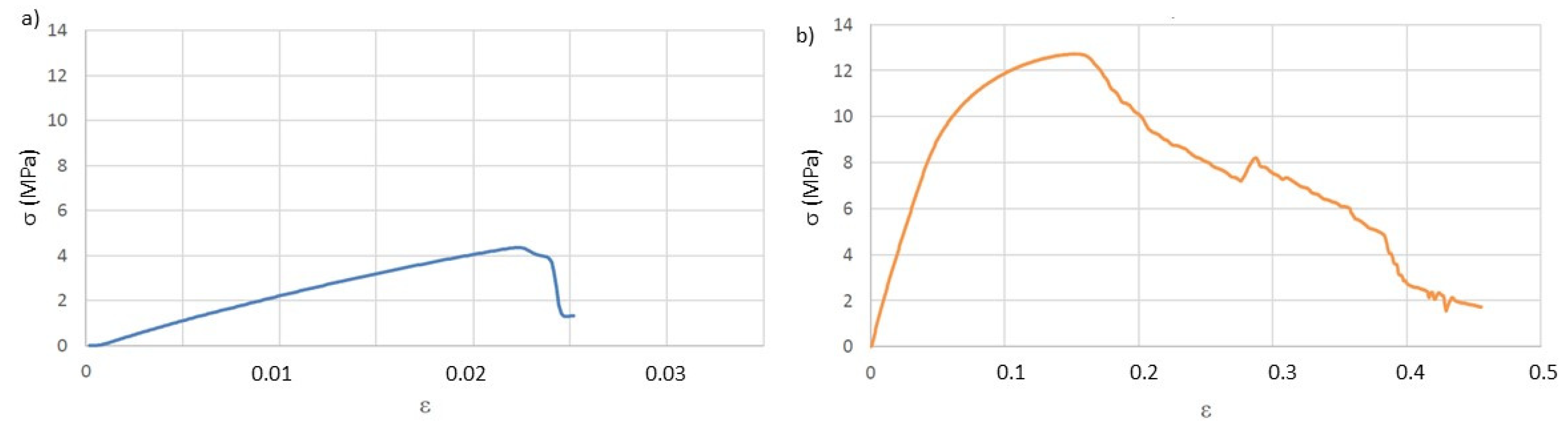
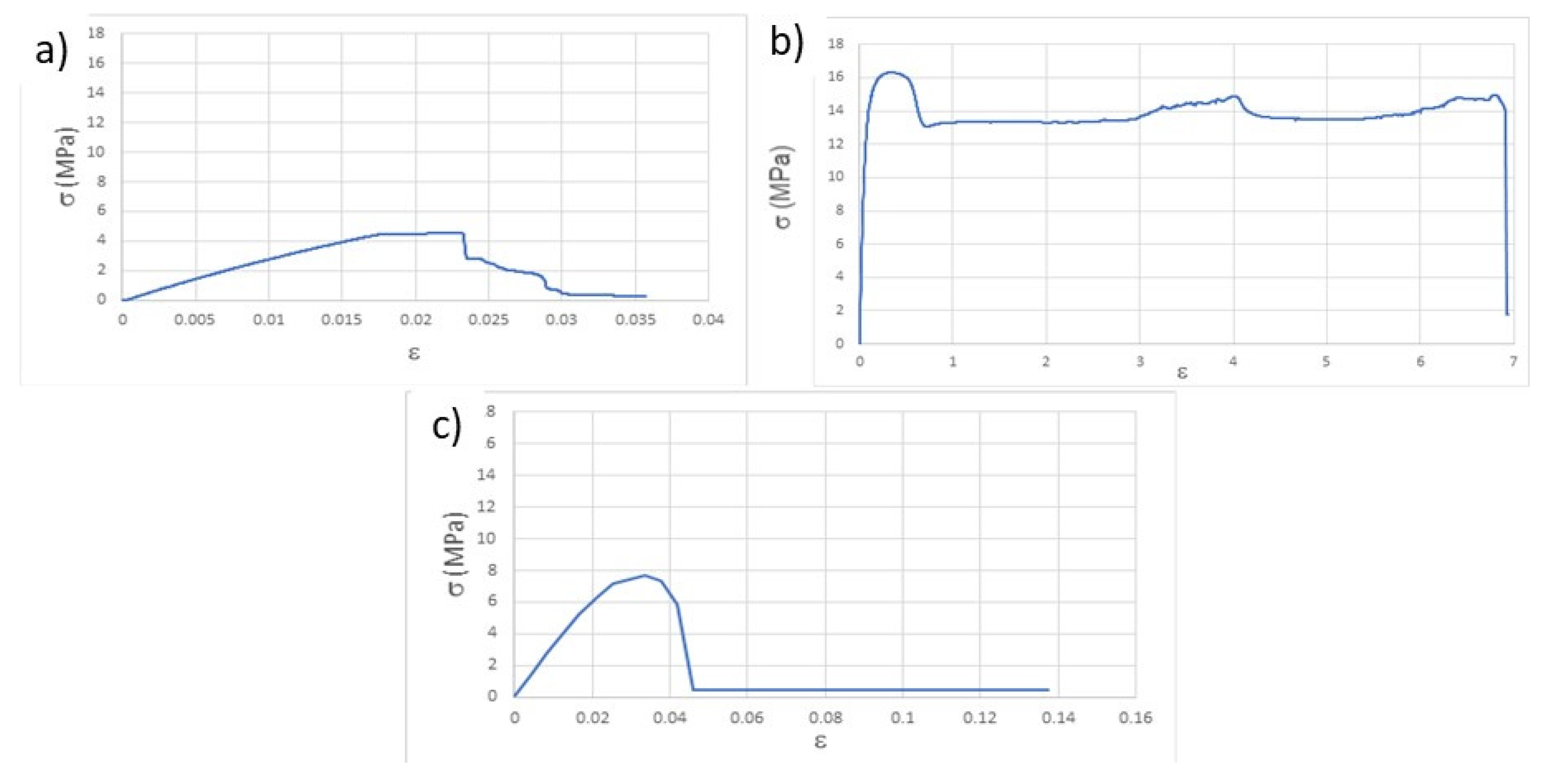
2.5. Tensile Tests
For the printed specimens, as-printed and after aging in AS, tensile tests were performed in an Autograph AGS-X, from Shimadzu (Kyoto, Japan), with 100 kN maximum load, an MFA25/12 mechanical extensometer (Kyoto, Japan), and the software Trapezium–X according (Kyoto, Japan). A gauge length of 50 mm and a displacement rate of 3 mm·min−1 were used in these measurements. In the specimens printed with a tube shape, a metallic rod was placed inside the tube in the part that was hold by the grips to avoid the collapse of the tube. Three valid tests for each specimen were considered to estimate the mean average value and respective standard deviation.
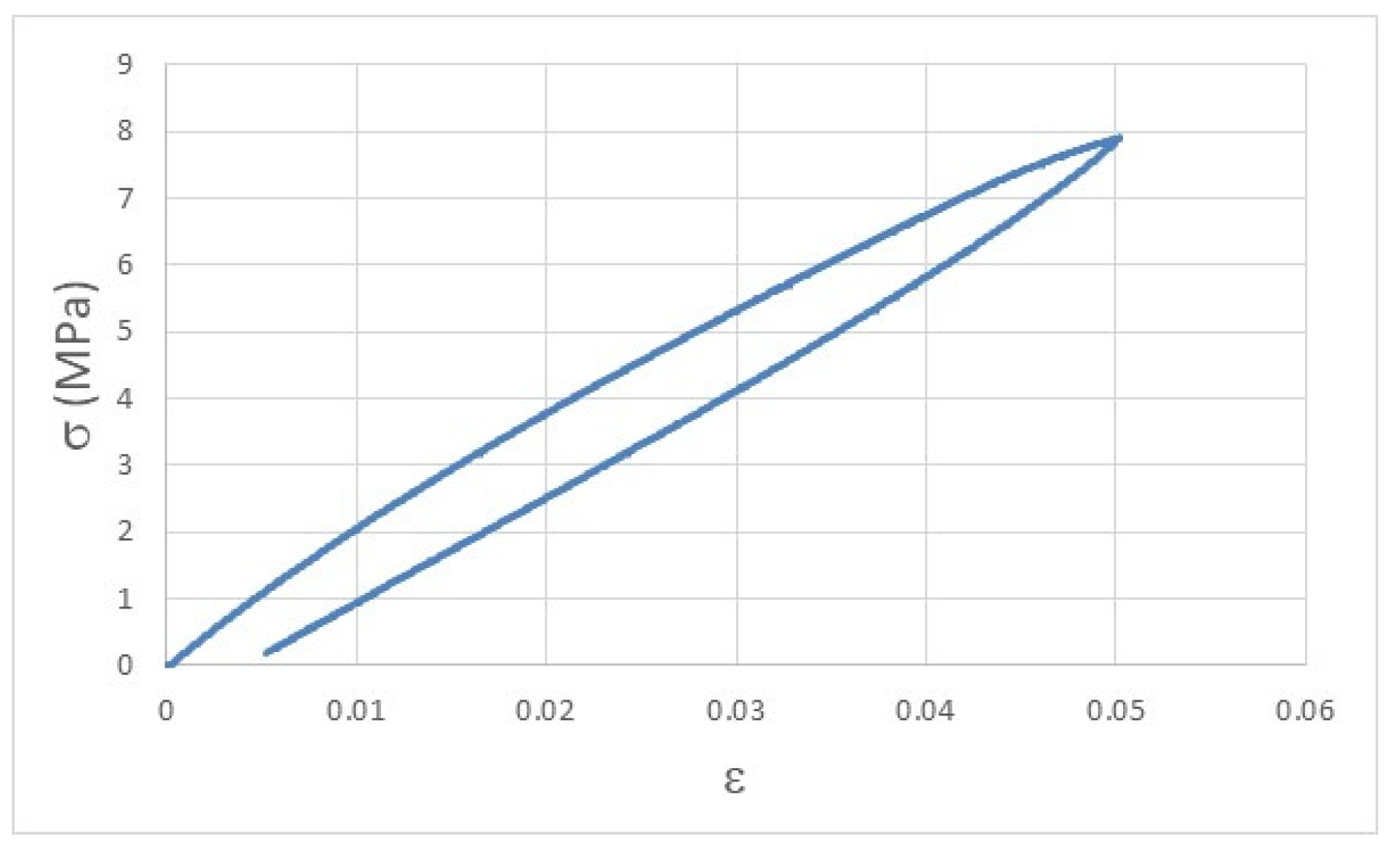
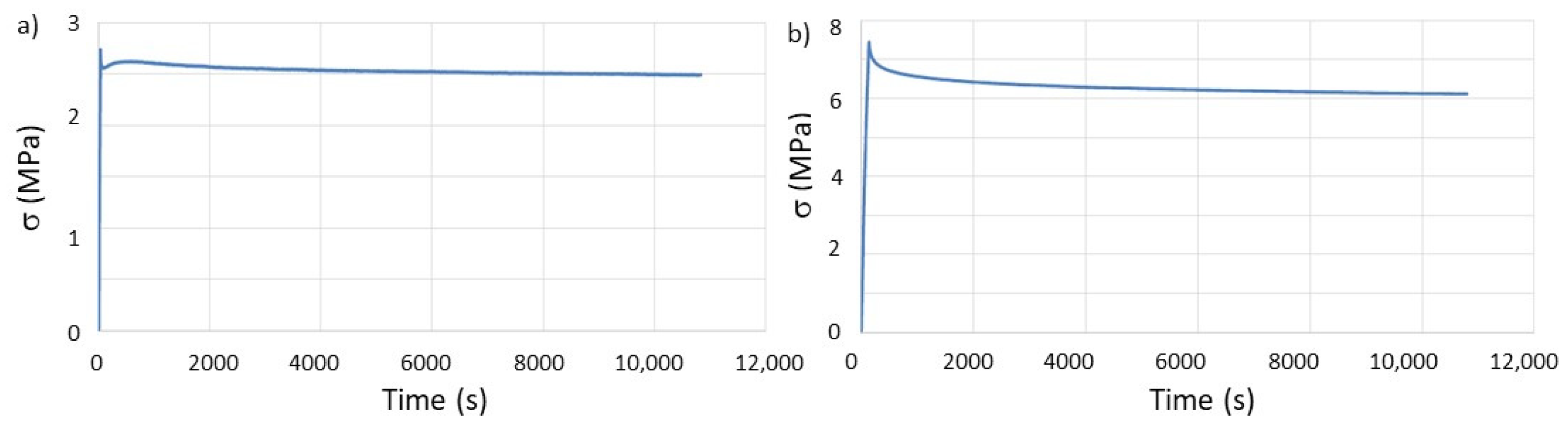
2.6. Stress Relaxation Tests
The stress relaxation test consists of applying a constant tension in the elastic region to induce an initial strain (ε0) and, over time, registering the decrease in the applied tension. The tests were performed in the same equipment and under the same test conditions as the tensile tests. The total duration of the tests was 10,800 s.
The stress relaxation time value (τ) is characteristic of each polymeric material at a specific temperature. According to the Kohlrausch–Williams–Watts relaxation model [
29], τ is calculated according to Equation (2):
where σ
0 is the value of the initially applied stress and σ the value of the stress after time t. For each specimen, three valid tests were obtained to estimate the mean average and standard deviation values. Additionally, the relaxation modulus (E
R) can be calculated [
30] according to Equation (3):
where σ
(t) is the tension after time t, and ε
0 is the initial strain due to the applied stress.
4. Conclusions
AM processing techniques applied to the health sector, particularly in dentistry, have experienced an exponential increase in the last years. According to the envisaged application, the dependence of the properties on the printing parameters obliges detailed studies. There is an established number of processing parameters that impact the mechanical properties of the printed specimens. However, geometry is not one of the reported factors when optimizing the processing process by material extrusion. This fact raises some questions considering the mechanical properties evaluated in printed specimens with geometries imposed by ASTM or ISO standards significantly different from the real devices/components/parts for a specific application.
In this work, we have demonstrated that geometry critically influences mechanical properties. Consequently, this work shows the need to adapt the processing parameters, performed tests, and characterization techniques to the desired final application. Moreover, it is urgent to develop and implement specific standards for 3D printing, as the current ones were intended to be applied to bulk polymers and as shown in the current work, are not adjusted to the new challenges raised by 3D printing.
Additionally, the real performance of 3D printed components must be evaluated or studied using environments that mimic the natural milieu where the design device will operate and not only in the as-processed devices/specimens. As demonstrated in the current work, artificial saliva greatly influences the mechanical properties and can even jeopardize the use of a particular polymer, in this case PCL, in the dentistry field. Considering the obtained results, a study involving in vitro tests with prokaryotic cells and geometries with real use in dentistry, such as retainers or temporary scaffolds, will be one of the routes to explore as future perspectives.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}