1. Introduction
Additive manufacturing (AM) enables the possibility to create near net shape parts without the need for further assembling or post-process joining and almost with no limits regarding the geometrical complexity [
1]. Materials densified by AM technologies can achieve tensile strengths equal to or even better than those obtained via conventional manufacturing processes [
2]. In addition, AM technologies present an ecological and economic solution for products improvement and sustainability by enabling the repair and refurbishment of components with minimal material usage [
2,
3,
4,
5,
6,
7]. Therefore, this technique soon became a suitable alternative to conventional casting routes for medium to low-batch productions in automotive, aerospace, health care, and consumer goods industries [
6].
Among the AM techniques, laser-powder bed fusion (L-PBF) of metallic materials has been used most extensively during the last decade by researchers as well as different industries [
8]. In L-PBF, powder (feedstock) layers are selectively melted by a focused laser beam. This layer-wise build-up is repeated multiple times until the manufacturing process of the part is finished [
9]. Based on the mentioned advantages, the L-PBF process allows for the production of complex-shaped tools with optimal geometries [
10], which are exceedingly time and energy consuming using conventional manufacturing processes. However, during the L-PBF process, strong heat flux from the melt pools into the already solidified parts leads to high heating and cooling rates, which promote the formation of cold cracks in carbon martensitic steels due to the high thermal stresses [
11]. It requires adapted tool steels to avoid this problem. However, the development of new alloys for L-PBF is not a simple task due to the limiting final part quality and, usually, it requires a high economical investment that ultimately increases the price of final parts [
12,
13]. That is the reason why there are only few processable materials by the L-PBF technique, which are mostly aluminum (AlSi12, AlSi10Mg) and titanium alloys (TiAl6V4) [
14,
15]. There are only a few Fe-based alloys among the processable materials, which have been investigated so far. They are mostly austenitic stainless steels (e.g., 316L/304L) and maraging steels (18Ni-300) with relatively new focus on carbon martensitic hot-work tool steel H13 [
13,
16]. High-performance materials such as hot-work tool steels are crucial for hot-work applications such as forging, die casting, cutting, etc. which makes them an interesting topic for additive manufacturing. However, due to the several process difficulties such as crack-inducement during the martensitic transformation, they have not been extensively studied [
6].
On another hand, powder morphology is a critical factor in the L-PBF process, since it generally requires highly spherical gas-atomized powders with specific particle size distribution to guarantee a stable process and a suitable defect-free final product [
17]. The powder properties have a direct effect on the melt pool behavior, the thermal conductivity, and the laser energy absorption [
18,
19]. This requirement significantly limits the accessibility of commercially available materials for L-PBF-processing, since only a few companies are able to produce suitable gas-atomized powders.
An alternative to the existing pre-alloyed powders that can greatly reduce the production cost is the fabrication of metal alloys mixed with pure elemental powders, which only few studies have paid attention to [
3,
20,
21,
22]. Following this methodology, the powder material can be directly modified before the AM process to influence or improve the characteristics of the final additively manufactured part. The technical feasibility of processing powder with such an alloying method has been proven for elemental mixtures containing spherical aluminum and aspherical silicon powder particles [
22] and also for a powder mixture of spherical iron powder with mechanically crushed ferroalloy particles instead of using cost-intensive pre-alloyed gas-atomized powder by the authors of this study [
1]. In this study, a more comprehensive investigation was performed on the mechanical properties of powder feedstock and L-PBF processed specimen and their correlation with defect density and residual stress. This work compares the new alloying technique with the conventional pre-alloyed starting material in terms of the mechanical properties of the additively manufactured specimens. This study has a special focus on the powder particle properties such as porosity (by computed tomography) and mechanical properties, which are relatively new topics and have not been comprehensively investigated before [
23].
2. Materials and Methods
The considered carbon martensitic tool steel was selected for its low susceptibility for cold cracking, which is associated with its low martensite start temperature (<200 °C) [
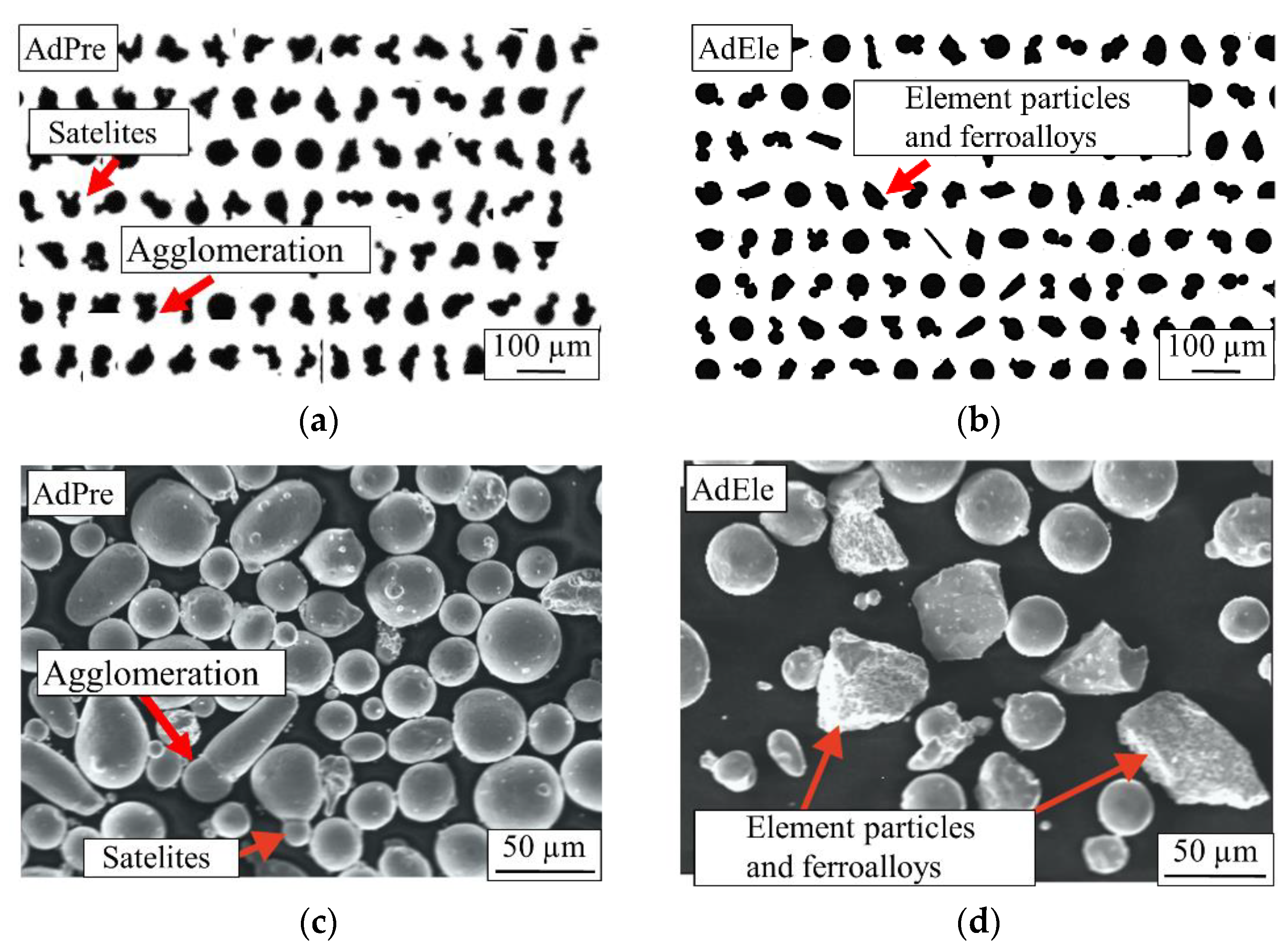
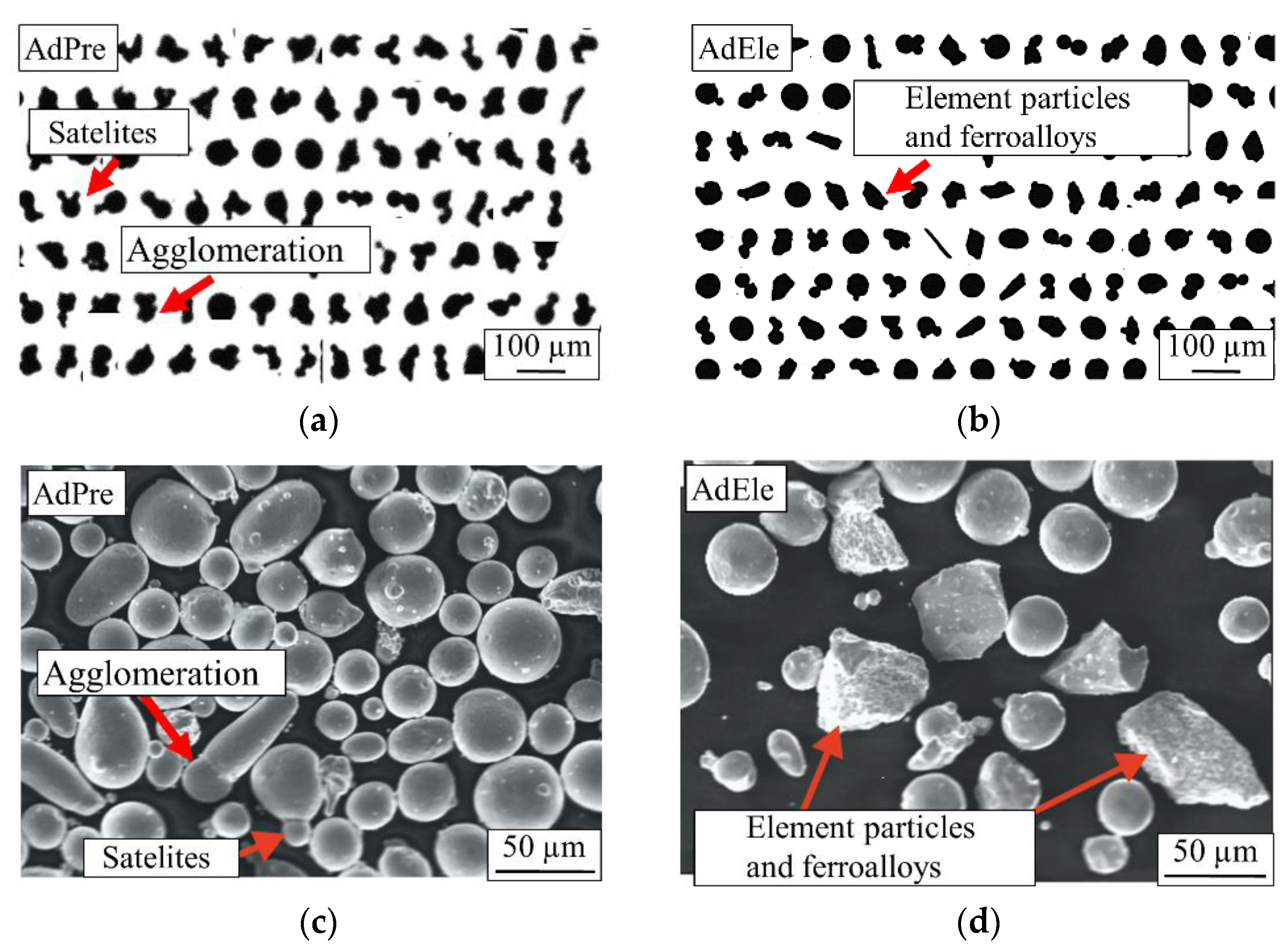
24]. The tool steel starting powder was produced by two methods: gas atomization of a pre-alloyed melt (called AdPre) and the mixing of crushed elemental and ferroalloy particles with gas-atomized pure iron (called AdEle).
To produce the atomized powder particles for AdPre, raw elements and ferroalloys were melted and superheated to 1710 °C in the melting chamber of a close-coupled atomizer (Indutherm, AU 1000 Prototype, Walzbachtal, Germany) flooded with argon to prevent oxidization. The atomization was performed using nitrogen gas on a melt mass flow of 290 kg/h. The iron powder for AdEle was created in the same way starting with melted bulk iron (99.9 mass% purity). This atomization has a melt mass flow of 430 kg/h. The gas-atomized powders were sieved in the fraction of 25–63 μm by an air jet sieve (Hosokawa Alpine AG, Air Jet Sieve e200LS, Augsburg, Germany).
The crushed particles in AdEle include Cr, Ni, Mn, FeCrC (22/70/8 mass%), FeMo (70/30 mass%), FeSi (25/75 mass%), FeTi (30/70 mass%), FeV (20/80 mass%), FeW (80/20 mass%) and were cryogenically frozen in advance to reduce the ductility while crushing. Each ferroalloy has been individually sieved (20–63 μm) and subsequently mixed by a 3D shaker mixer (WAB Group, Turbula, Muttenz, Switzerland).
The real chemical compositions of both starting materials in addition to the target composition are presented in
Table 1. The carbon content was separately measured using carrier gas hot extraction (Bruker, IR07, Billerica, MA, USA) due to experimental restrictions concerning lightweight elements in energy-dispersive X-ray diffraction. Both achieved alloys showed a good approximation to the targeted chemical composition.
2.1. Powder Feed Stock Characterization
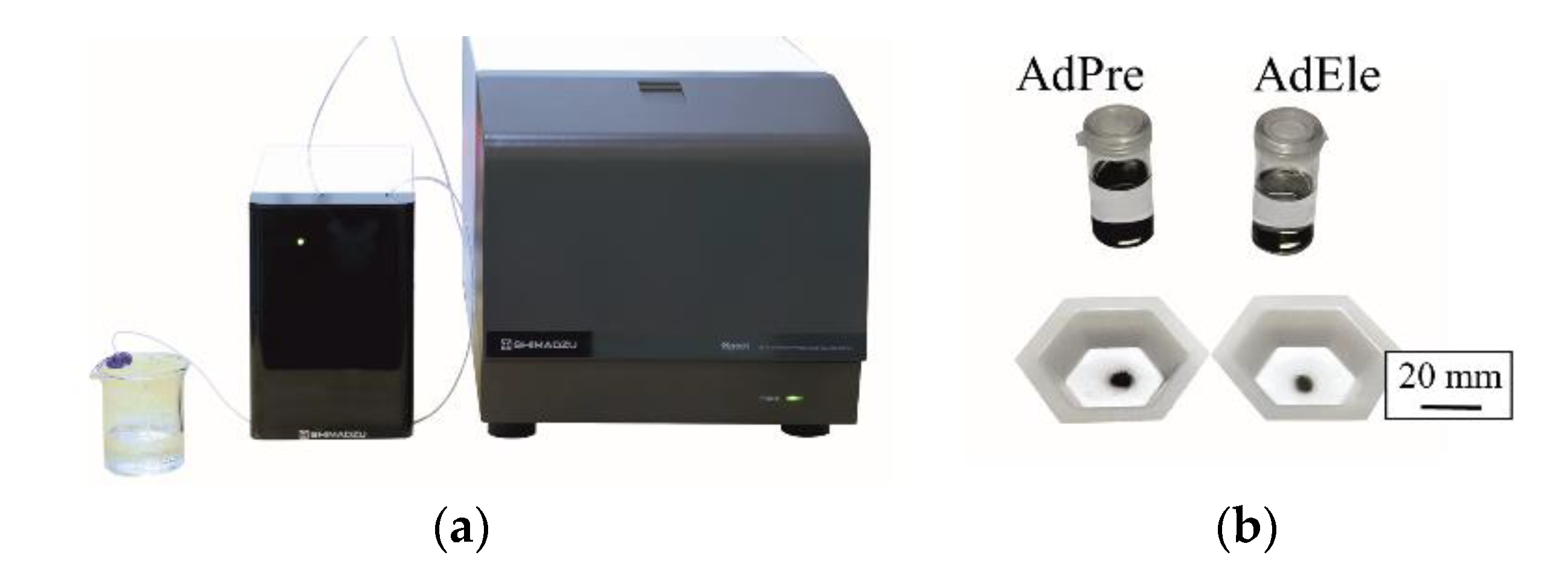
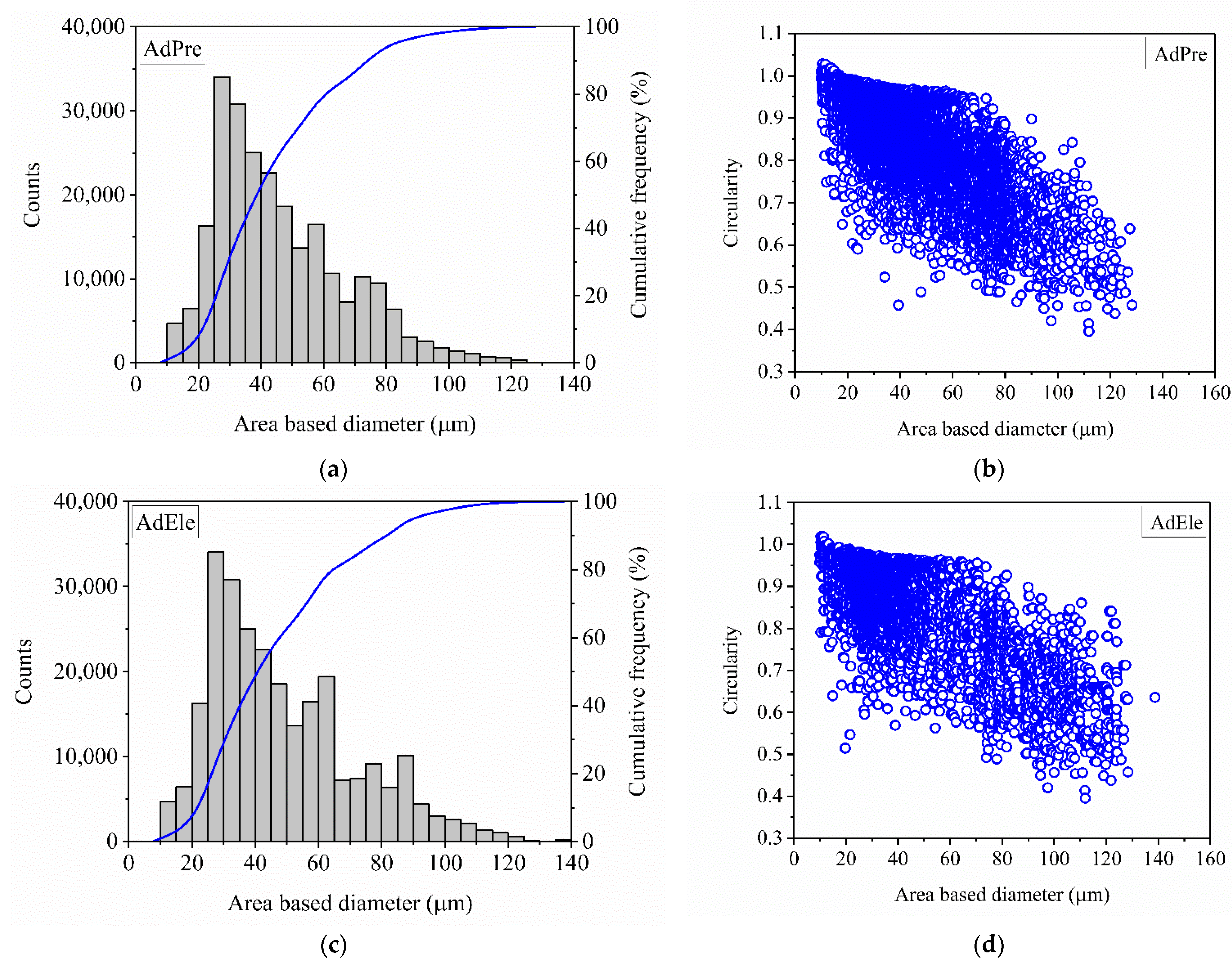
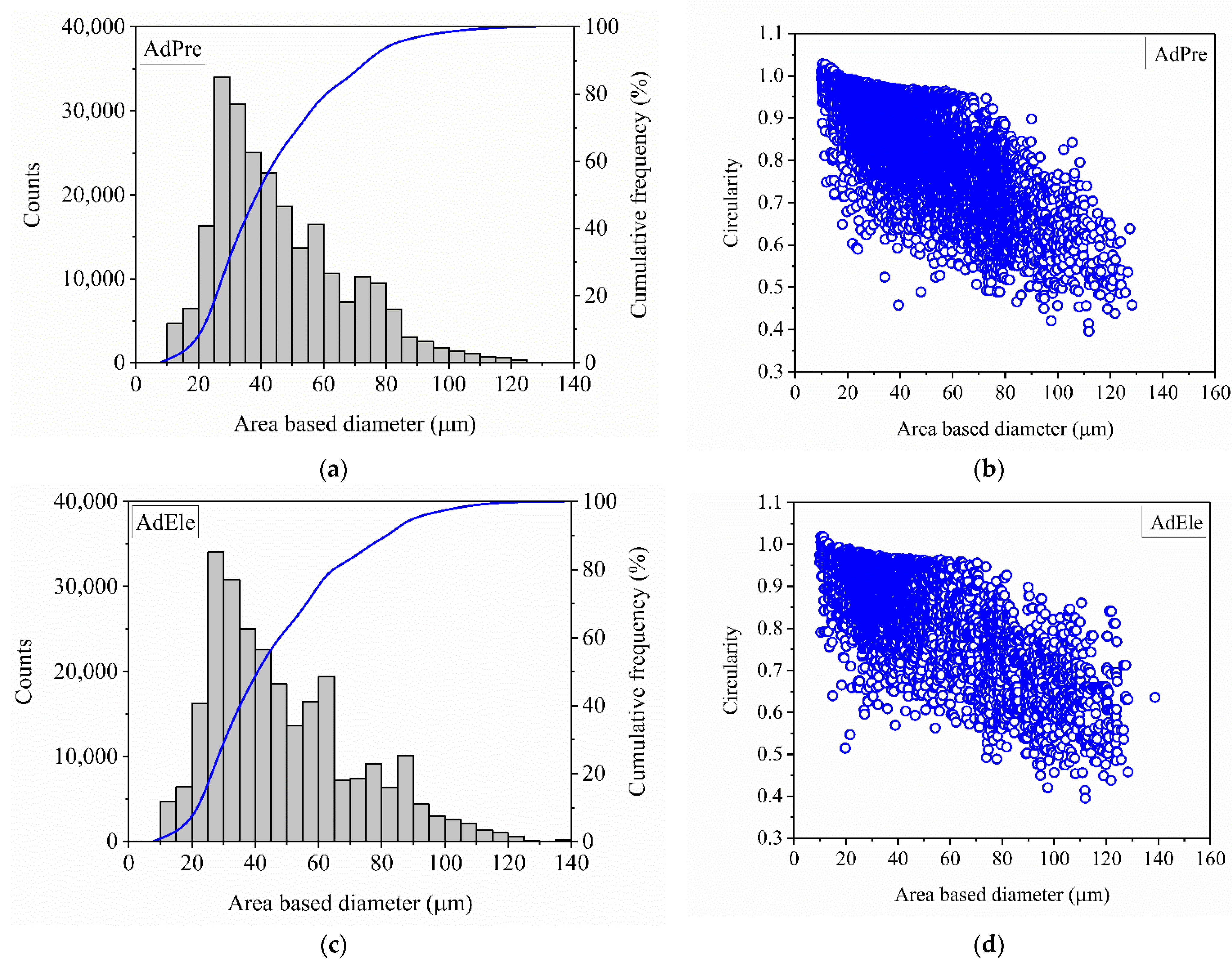
The particle size distributions, powder morphology, and circularity of the powders were analyzed with an iSpect DIA-10 (Shimadzu, Kyoto, Japan) (
Figure 1a). This is a dynamic image analysis system that enables particle detection with an accuracy and reproducibility of ±5% through microcell technology that gives it an efficiency of more than 90%. About 5 mg from each powder was mixed into 5 mL of ethanol to create a sample solution for the powder characterization (
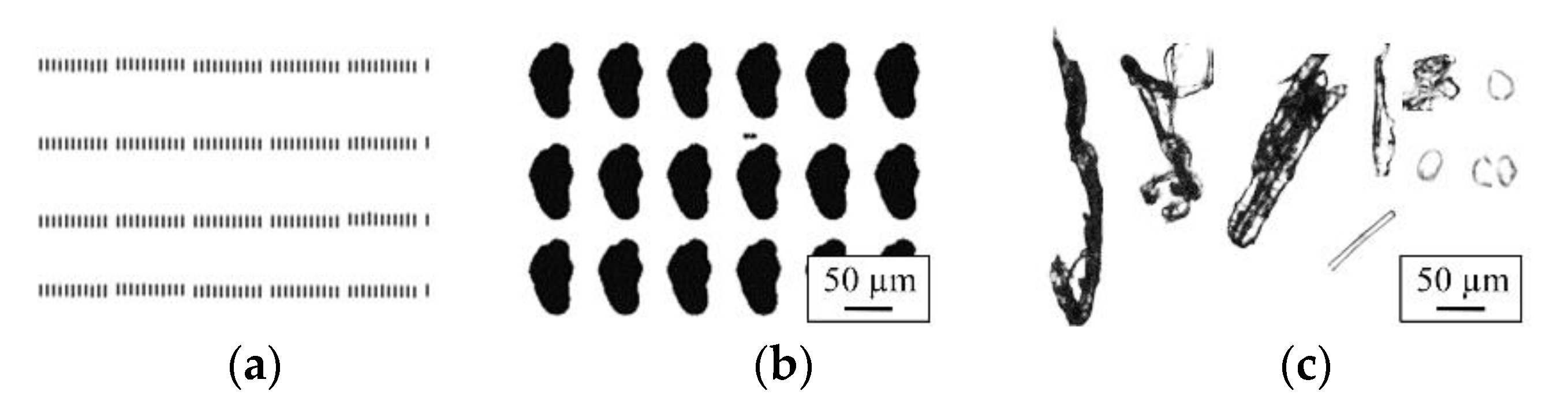
Figure 1b). Then, 200 µL (minimum required volume is 50 µL) of the sample solution was loaded in the iSpect DIA-10 and analyzed. This system provides the images of every single analyzed powder particle. Therefore, after the measurements, noises (
Figure 2a), repetitions in measurements (
Figure 2b), and foreign particles (
Figure 2c) were filtered out from the results.
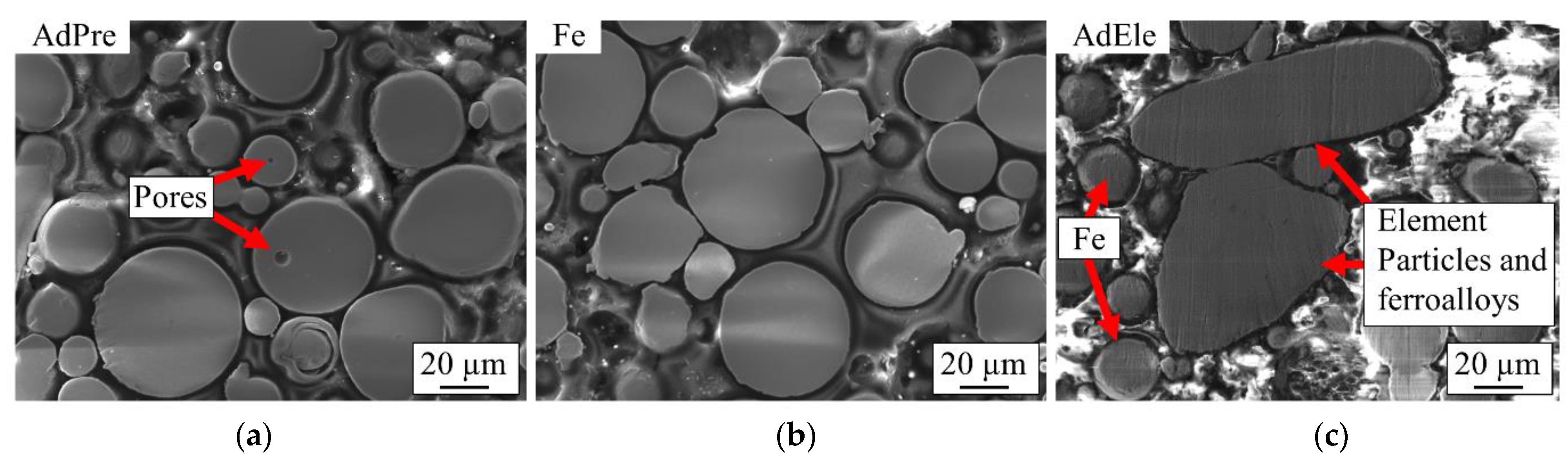
Particle morphology has also been investigated by microscopy, for which the powder particles have been embedded on a conductive adhesive tape. To investigate the cross-section of the powder particles, they were embedded in an electric conductive resin, mechanically ground with SiC abrasive paper with 320, 800, and 1000 mesh, and finally polished using a diamond suspension liquid with particle sizes of 6, 3, and 1 µm. Afterwards, the powder morphology and the cross-sections of the powder particles were investigated with the help of a scanning electron microscope (SEM) type Mira 3 (Tescan, Brno, Czech Republic) using the secondary electron detector, an acceleration voltage of voltage UA = 20 kV and a working distance of WD = 10 mm.
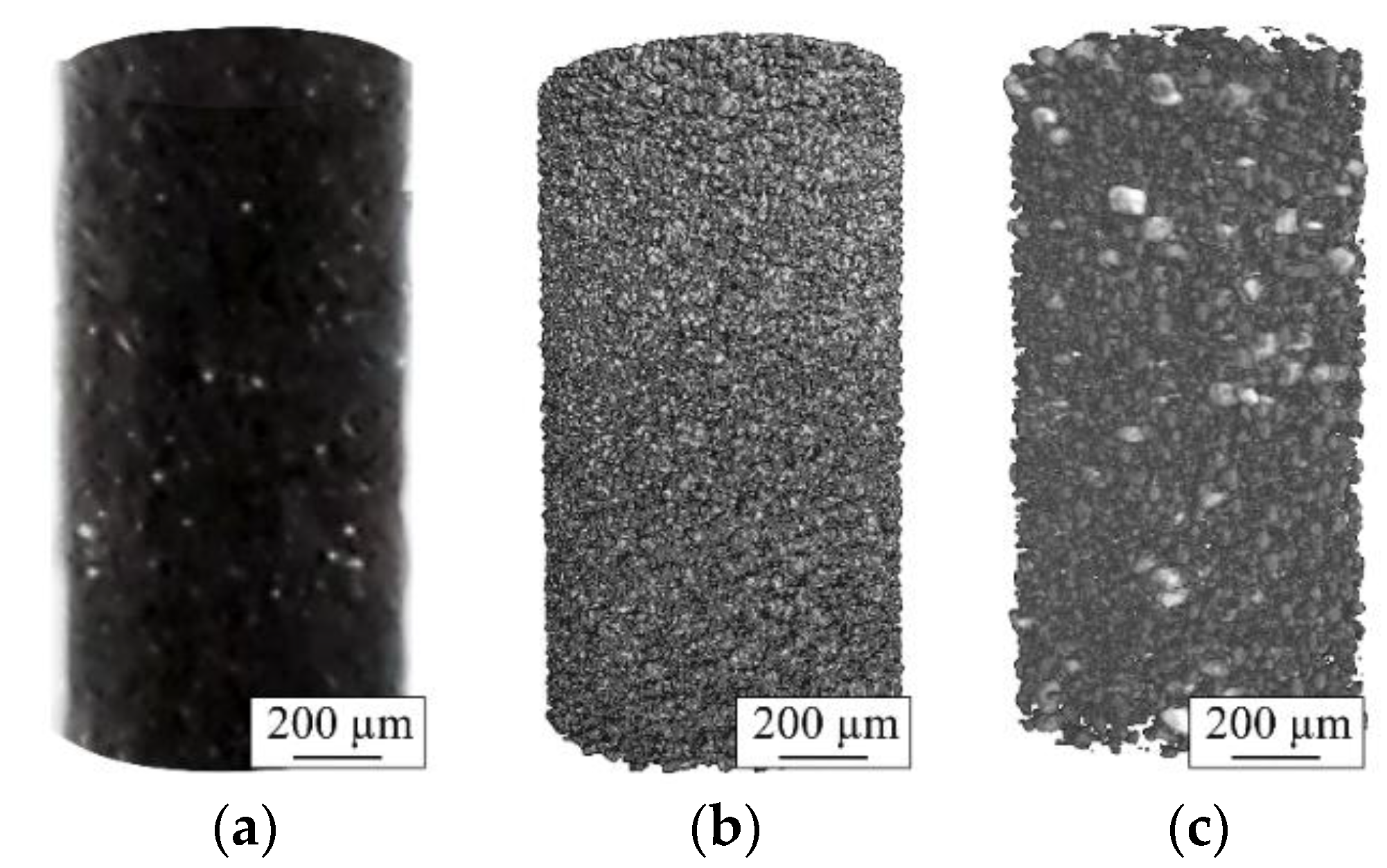
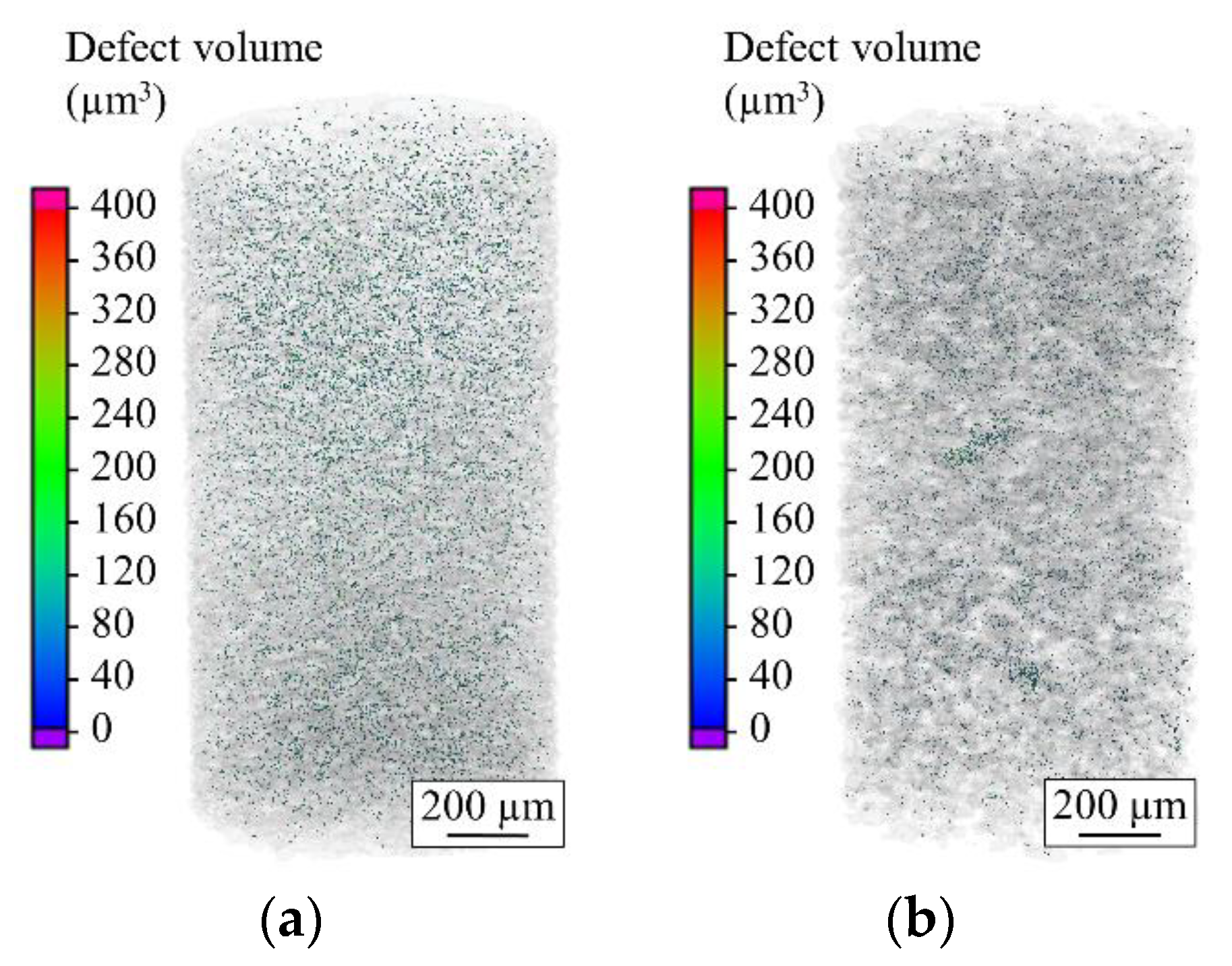
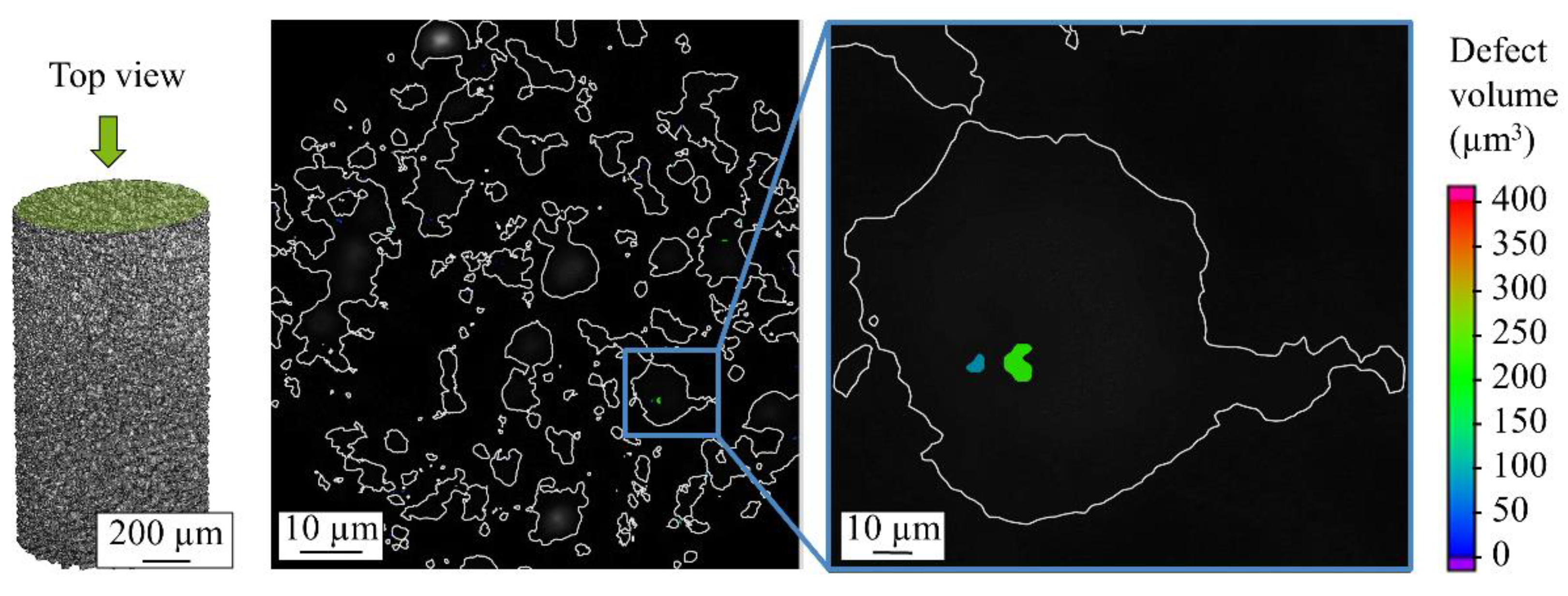
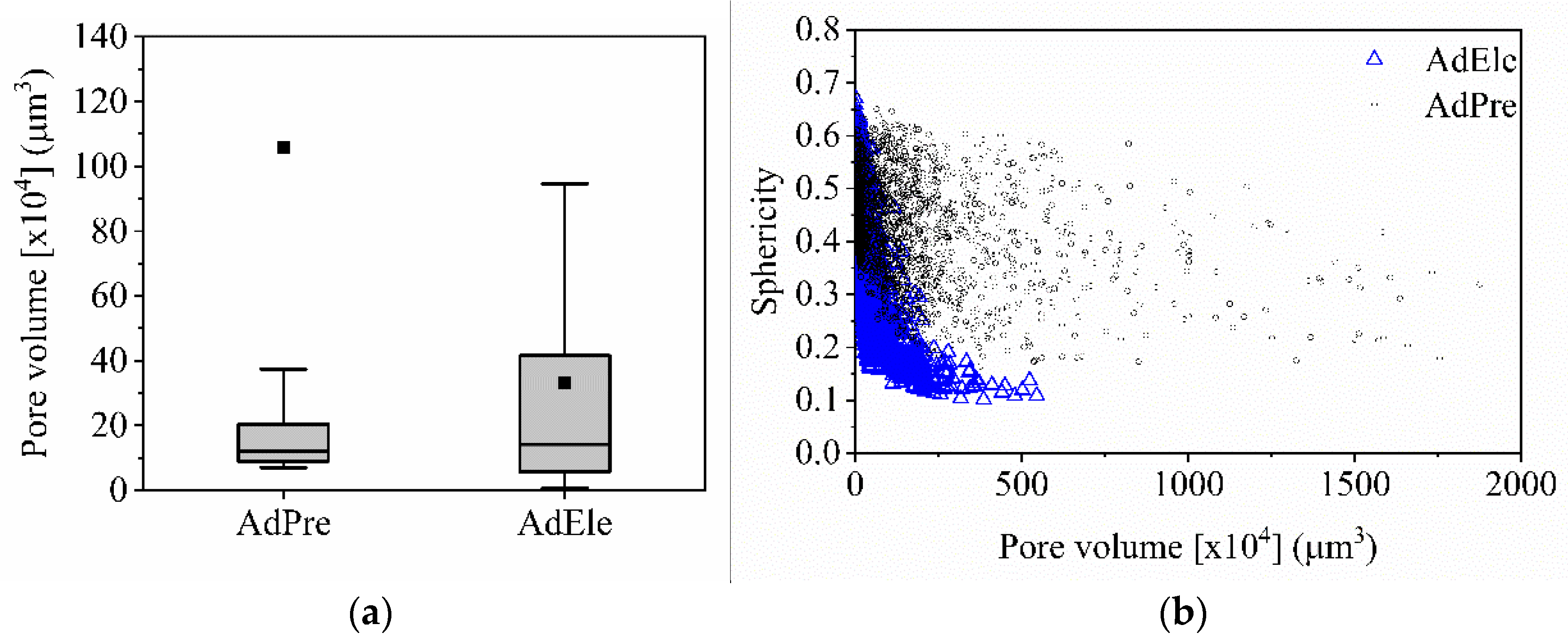
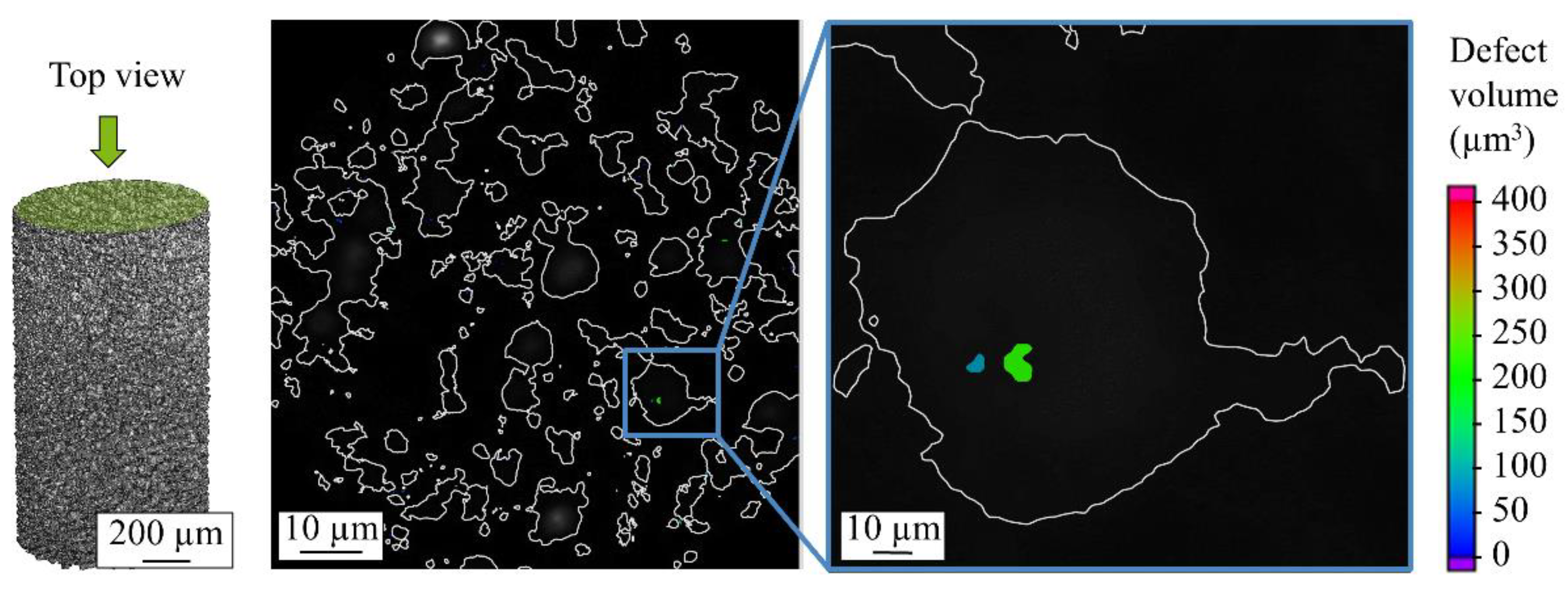
Microcomputer tomography (μ-CT) was performed on the powder particles in order to reach a more comprehensive understanding on the existing defects. Prior to the μ-CT investigations, the powders have been poured into a cylindrical glass container with an internal diameter of approximately 800 µm. The powder was tapped and compressed from the top using a flat-headed pin to fixate it and minimize the gap between the powder particles. Afterwards, a rubber cover was placed on the container to hinder the movement of the particles during the scan. The μ-CT system type XT H 160 (Nikon, Tokyo, Japan) equipped with a microfocus X-ray source (tungsten) with a maximum voltage of 160 kV and 3 µm threshold for 3D scan was used for the investigations. All the relative scanning parameters for the CT investigations of the powder particles are mentioned in
Table 2.
After the powders have been scanned, the 2D images were reconstructed into a 3D image using the CT Pro 3D software (Nikon, Tokyo, Japan). Subsequently, it was loaded into the analyzing and visualizing software VGStudio Max 2.2 (Volume Graphics, Heidelberg, Germany). By using the “Enhanced (v2.2)” algorithm, pores were detected from the specific voxels based on their gray value in comparison to a defined local threshold for contrast. The accuracy of the CT scans was ensured by adjusting and manually optimizing the gray values for correct surface detection of the powder particles. Afterwards, 2D images from the scan were controlled before the defect analysis. In addition, the minimum effective pixel size and detection probability was set to 3 µm, according to the systems detection capacity.
2.2. L-PBF Fabrication
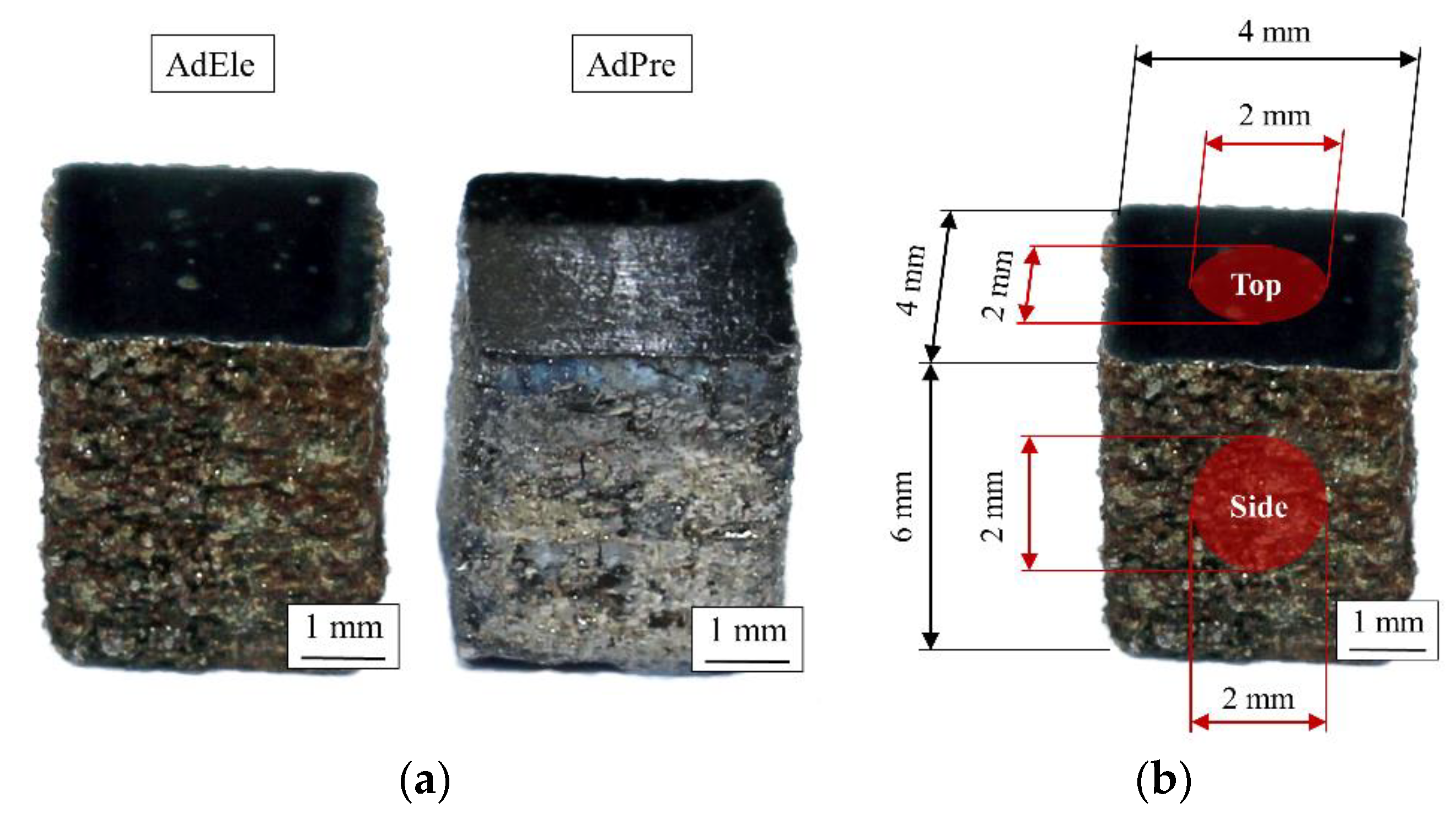
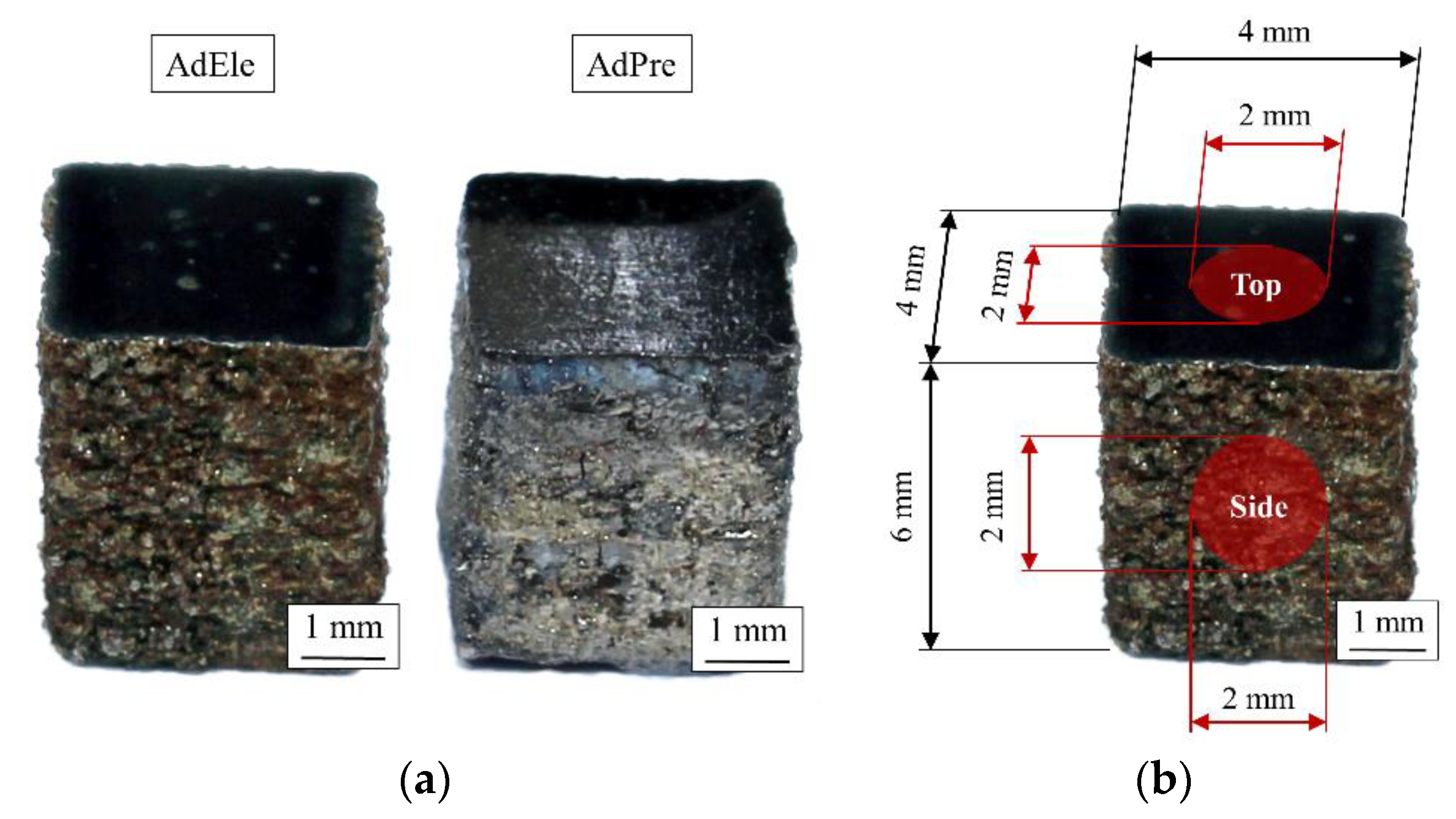
Cubic samples with a dimension of 4 × 4 × 6 mm3 were produced by means of L-PBF using an AconityMINI system (Aconity, Herzogenrath, Germany). Specimens were built on a 140 mm diameter stainless steel type 304 platform without support structures. For the LPBF process, argon gas atmosphere with a purity of 99.999% and a maximum of 10 ppm impurities was used. The LPBF machine was inerted, and the LPBF process started when an oxygen content <20 ppm was measured. However, the oxygen drops to <0 ppm within the first layers.
Based on the results obtained in the previous work [
3], the laser power in the L-PBF process was set to 250 W. Nonetheless, to find optimized LPBF parameters for the densification of the AddPre and AddEle feedstock, a parameter study was performed by varying the laser scanning speed between 400 and 800 mm/s. For both the pre-alloyed and the mixed starting powders, samples with the lowest porosity were achieved by applying a scanning speed of 500 mm/s. Lower scanning speeds and therefore higher energy inputs result in an increased number of spherical pores. These can be associated with the evaporation or outgassing of chemical elements due to an excessive heat input. At higher scanning speeds and respectively lower energy inputs, the AddEle samples suffer from irregularly shaped binding defects due to an insufficient wetting behavior. The process parameter study and the reference porosity can be seen in
Figure 3. To determine the porosity of the L-PBF densified samples of the parameter study, quantitative image analysis was applied. Therefore, optical micrographs were taken in three different planes of the polished samples cross-sections. An Olympus BX60M light optical microscope with a 50-fold magnification was used in the brightfield mode. The micrographs were binarized using the java-based software imageJ (version 1.52p, Bethesda, MD, USA) to calculate the pore volume.
All L-PBF densified samples investigated in the following were produced with the optimum parameter set for both feedstock consisting of a laser power of 250 W and a laser scanning speed of 500 mm/s. All relevant scanning parameters are shown in
Table 3.
2.3. Residual Stress
The investigation of the residual stress state has been conducted using X-ray diffractometry (XRD). An X-ray diffractometer (D8 Discover, Bruker, Billerica, MA, USA) with a copper X-ray tube inside inclination and Bragg–Brentano geometry with the sin²ψ method have been used for these investigations. The residual stress states were analyzed at the center of the top surface of the specimens in as-built and polished condition and the as-built state of side surface in a circular area with diameter of 2 mm (
Figure 4b).
2.4. Metallography and Microscopy
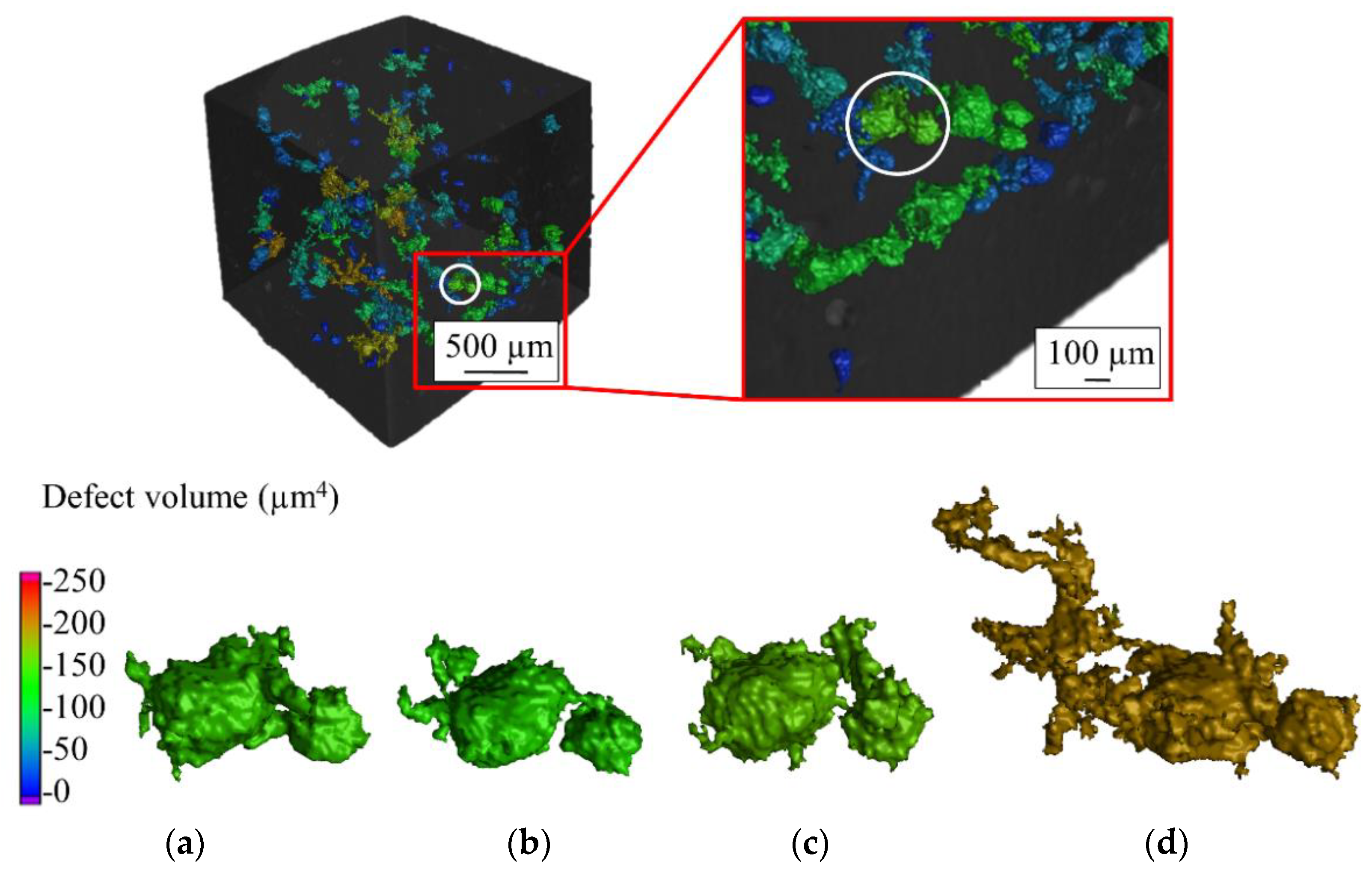
CT investigations were performed on the L-PBF processed specimens in order to have comprehensive insight about the process-induced porosity and to obtain valuable information about the pore size and morphology and the statistical distribution of the pore characteristics. All the relative scanning parameters for the CT investigations of the L-PBF processed specimens are mentioned in
Table 4.
Then, 2D images were reconstructed into a 3D image after the scan using the same method as the scan of the powder particles. For each material, three specimens were scanned.
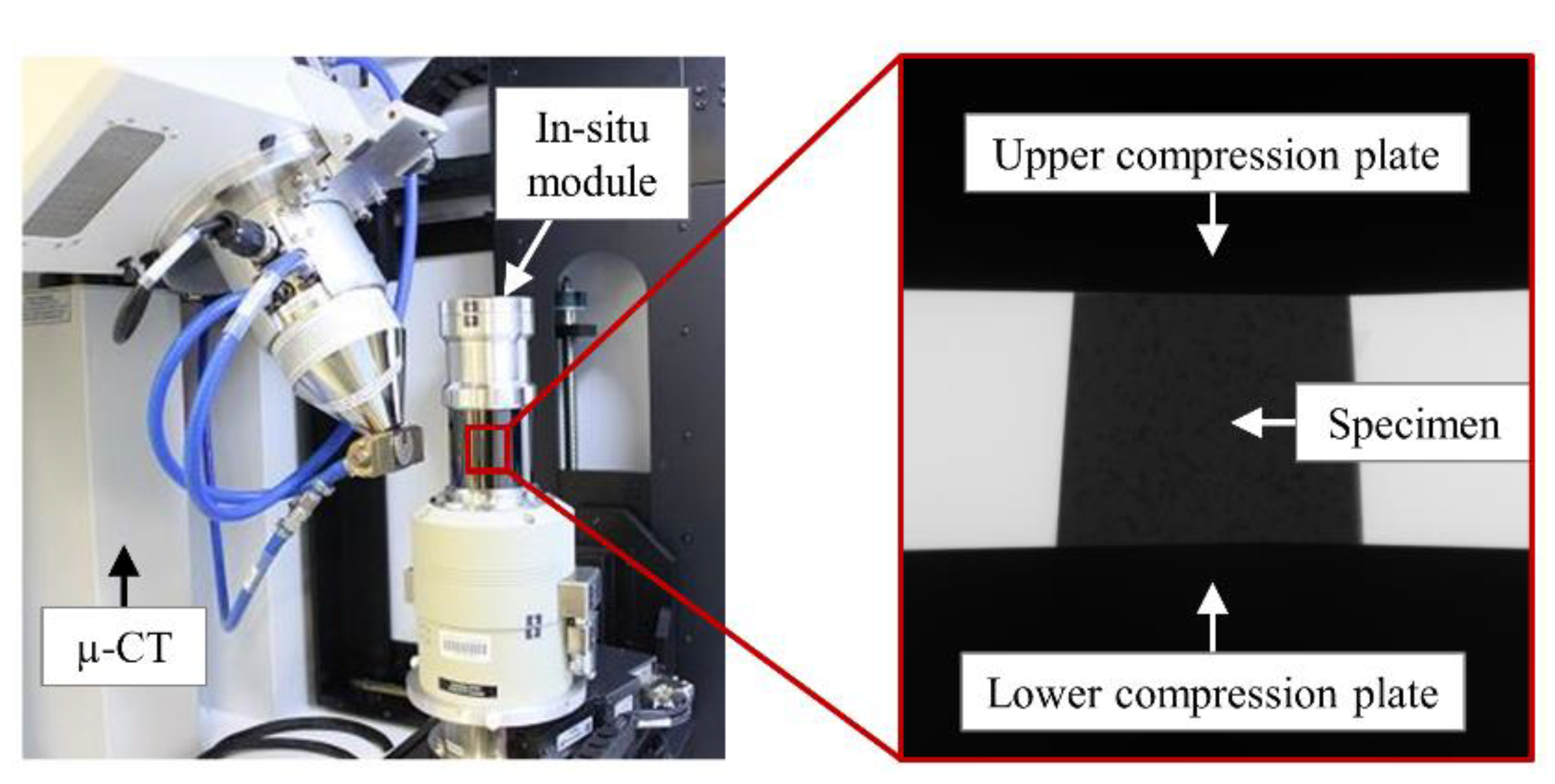
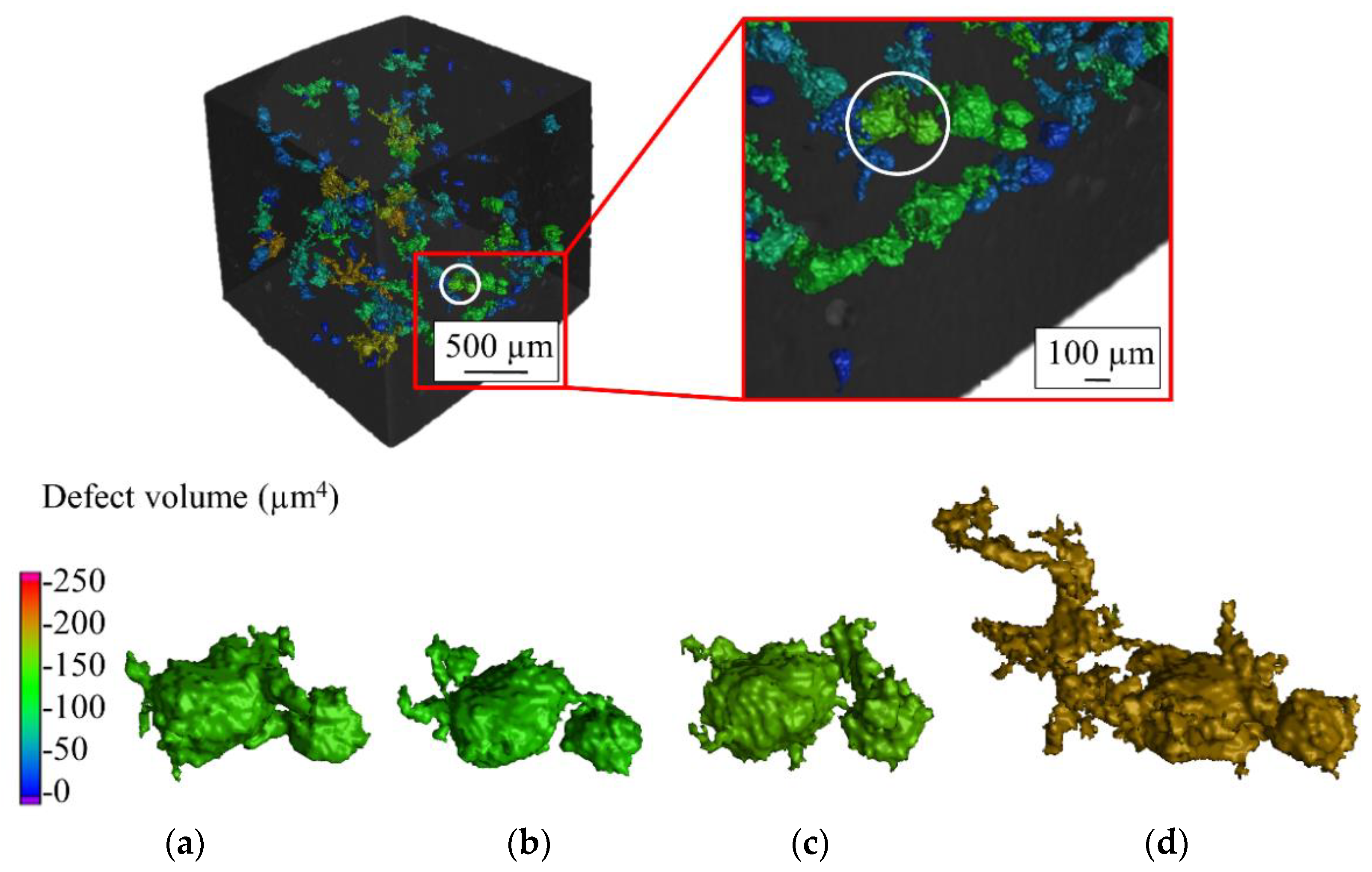
To investigate the material behavior more extensively, in situ CT has been carried out in addition to the conventional CT. In situ CT enables the study and recording of material and damage behavior as a function of an applied load. In this respect, an AdEle specimen was grinded and polished from all sides equally to produce an approximately 1.8 × 1.8 × 1.8 mm³ cube that was subsequently tested under quasi-static compressive loading in the in situ CT stage (Deben Uk, CT5000, Fmax = ±5 kN) (
Figure 5) at four different load levels of 0, 1, 3, and 5 kN. The force between the lower and upper clamping device was transmitted on the cubic specimen by a homogeneously constructed glass-like carbon tube with thickness of 3 mm that allows X-rays under a small uniform damping. The scanning parameters for the in situ CT investigations were the same as conventional CT investigations with effective pixel size (5.4 µm) as the only difference.
2.5. Mechanical Testing
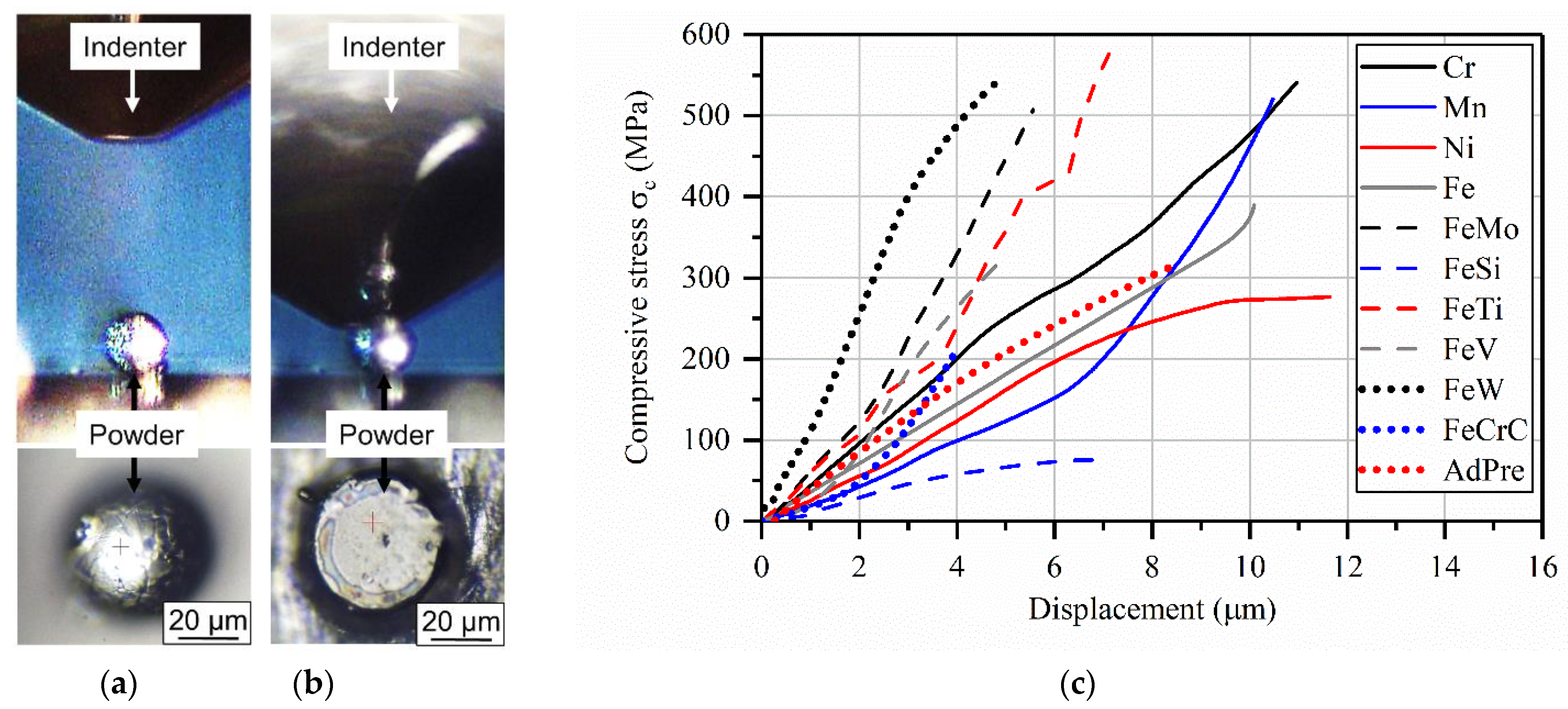
Quasi-static compression tests have been carried out on the single powder particles of each material to investigate the correlation between the mechanical properties of the powders and the final L-PBF processed specimens. Tests have been performed using an ultra-micro hardness testing system (DUH-211S/MCT-W, Shimadzu, Kyoto, Japan) with a maximum load capacity of 1900 mN. The system was equipped with a flat indenter with a diameter of 50 µm and two cameras (up view and side view) that were used to find and position the powder particles exactly under the indenter. The particles were dispersed on a cemented tungsten carbide plate that was polished down to a surface roughness of <1 µm. The compression tests were performed with a speed of 70 mN/s and stopped after 1000 mN was reached. Three different powder particles were tested for AdPre and for all of the ferroalloys and elements within the AdEle powder (Fe, Ni, Cr, Mn, FeMo, FeSi, FeV, FeW, FeTi, and FeCrC).
The mechanical properties and deformation behavior of the L-PBF processed specimens were investigated as well by quasi-static compression tests at room temperature using a servohydraulic testing system (Instron PSB100, Instron 8800 Controller, Instron, Norfolk, MA, USA) with a 100 kN load cell. Compression tests were performed according to DIN 50106, and the applied load was parallel to the building direction in L-PBF. The end-face surfaces of the specimens were polished down to Rz ≤ 6 µm and were greased with lubricant to minimize the friction between the cuboid specimen and compression dies. The polishing process reduced the height of specimens from 6 mm to approximately 5.3 mm. A tactile extensometer (Instron, Norfolk, MA, USA) with a gauge length of 12.5 mm and a strain measurement range of ±40% was mounted on the slots on the compression dies for the strain measurement. The quasi-static compression tests were strain controlled, and they were stopped at a maximum applied load of 21 kN. For each material, three specimens were tested.
4. Conclusions
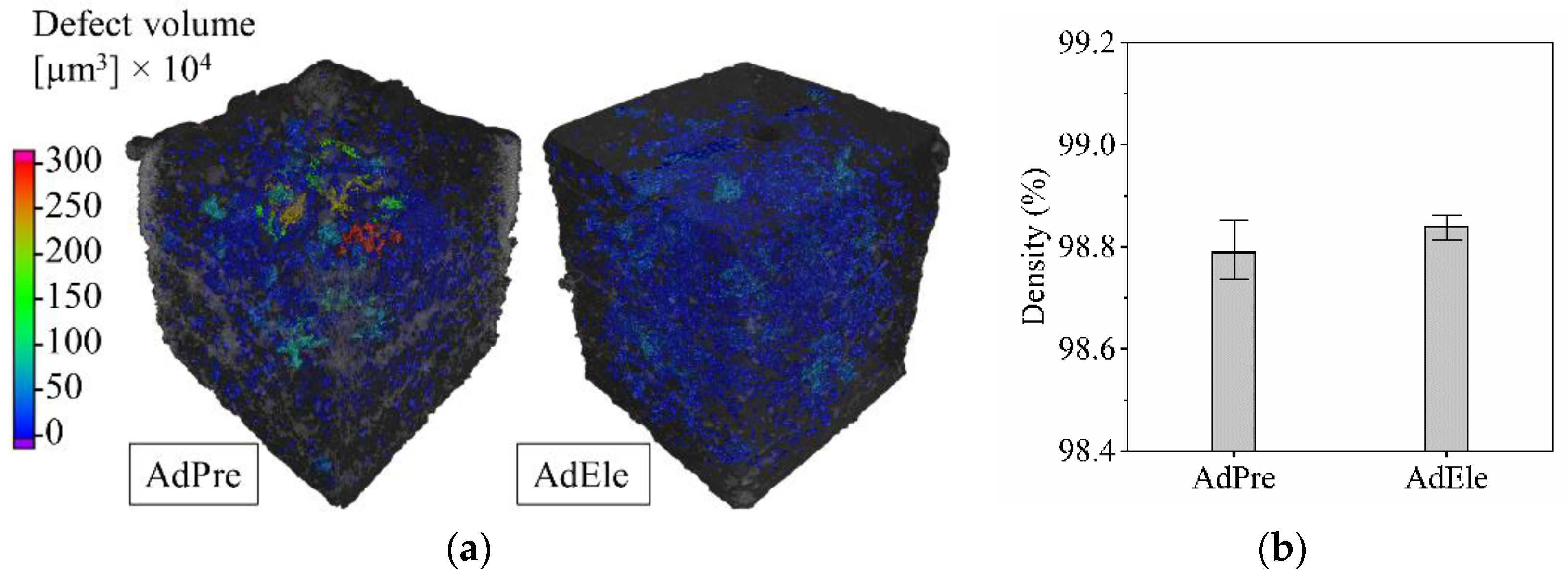
This study investigated the defect density and the mechanical properties of L-PBF processed carbon martensitic hot-work tool steel specimens produced from two different feedstock powders created by two different alloying strategies: pre-alloyed gas-atomized powder (AdPre) and a mixture of gas-atomized powder with mechanically crushed pure elements and ferroalloys (AdEle). In addition to the feasibility of the AdEle strategy, it was successfully shown that the relative density, residual stresses, and mechanical properties of the L-PBF processed specimens obtained from the powder mixture perform equal or better than the specimens produced from conventional gas-atomized powder (AdPre).
It was shown that AdEle L-PBF processed specimens contained a higher number of defects and wider pore size distribution; however, the existence of significantly larger pores in AdPre specimens lowered their relative density (98.79%) in comparison to the AdEle specimens (98.84%). This slight improvement in relative density can partially be traced back to a higher portion of gas pores (d < 20 µm) in the AdPre powder particles. Large defects in AdEle L-PBF processed specimens were mostly cracks, and on the other hand, for the AdPre specimens, it was mostly large gas pores.
Results of the compression tests on the AdPre and the pure element and ferroalloy particles within the AdEle powder showed that ferroalloys such as FeW, FeMo, FeV, FeTi, and FeCrC in AdEle powder mixtures lead to higher strength, whereas pure elements such as Mn, Ni, and Fe as well as FeSi ferroalloy caused lower strength than the AdPre powders.
The in situ compression tests in CT indicated that at 309 MPa, there was a slight increase in the relative density of the L-PBF processed specimen in comparison to the unloaded state due to a slight reduction of pore volumes under compression. However, further increase of the applied stress to 926 MP and 1543 MPa reduced the relative density. The last two loading steps led to the formation of additional defects such as cracks and enlargement of the existing pores by expansion and their interconnections and subsequent decrease of the relative density.
A tensile residual stress state has been detected on the top surface of the specimens in the as-built condition, which was transformed to compressive residual stress after polishing. On the other hand, the side surface of the specimens contained compressive residual stresses in the as-built condition, which can be associated to the volume increase during the martensitic transformation.
It was seen that AdEle L-PBF processed specimens possess a higher stiffness than the AdPre specimens due to the lower pore volume in comparison to the AdPre specimens. In addition, the yield strength of AdEle specimens was 825 MPa, which is 33% more than the AdPre ones with yield strength of 620 MPa.
In general, it can be concluded that the higher hardness [
3] and quasistatic mechanical properties of the AdEle in comparison to the AdPre L-PBF specimens are caused by the high strength of the trapped unmolten ferroalloys within the AdEle L-PBF specimen’s metallic matrix and their higher relative density.


 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}