
Improved Process Efficiency in Laser-Based Powder Bed Fusion of Nanoparticle Coated Maraging Tool Steel Powder


 ,
,
Abstract
:1. Introduction
1.1. PBF-LB/M Process of Composite Powder
1.2. Laser Absorption of Metal Powders
1.3. Determination of Process Parameters for PBF-LB/M
- Irregular and pre-balling shape
- Regular but occasionally broken shape
- Regular and thin shape
- Regular and thick shape
- Does a change of surface properties of the metallic powder particles due to surface modification by nanoparticles lead to an increase in absorption? What is the reason for a change in absorption behavior?
- An increased absorption rate indicates that more photons per time are introduced into the powder material. Does this simultaneously enable more efficient process control for the manufacturing of dense components/microstructures or do other influencing material properties have to be taken into account?
- A systematic for qualifying exposure parameters was developed to ensure reproducibility and transferability. Can this system be used to manufacture dense components?
- Both, the as-built and heat-treated specimens are analyzed regarding the microstructure and the hardness. What are the effects of the nanoparticles on the final part quality?
2. Materials and Methods
2.1. Feedstock Material
2.2. Additive Formulation and Coating Process of the Feedstock Material
2.3. Laser Reflectance Measurement of the Feedstocks
2.4. Processing
2.4.1. PBF-LB/M-System
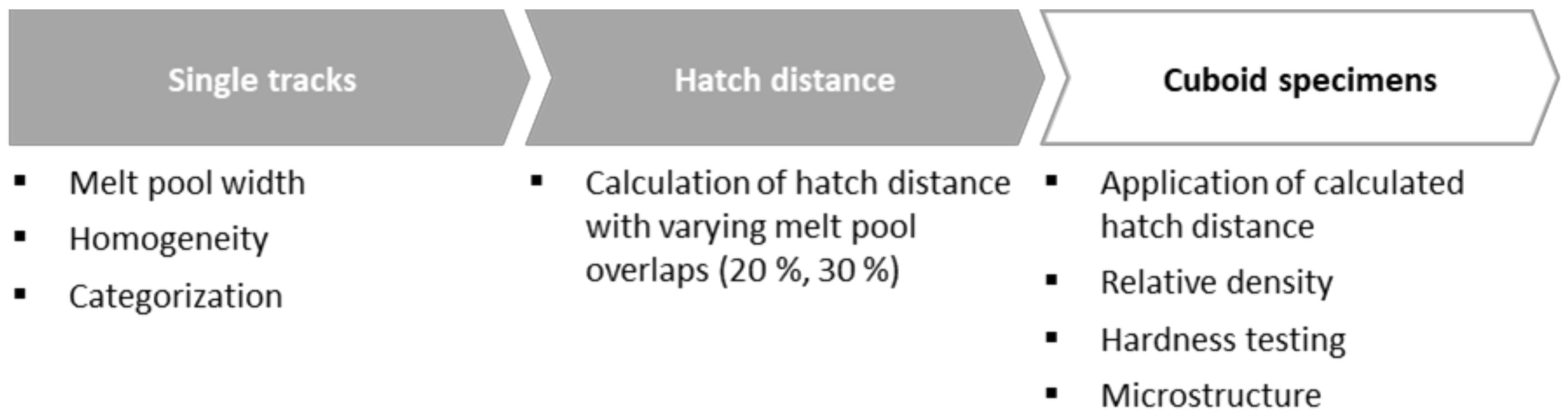
2.4.2. Single Tracks
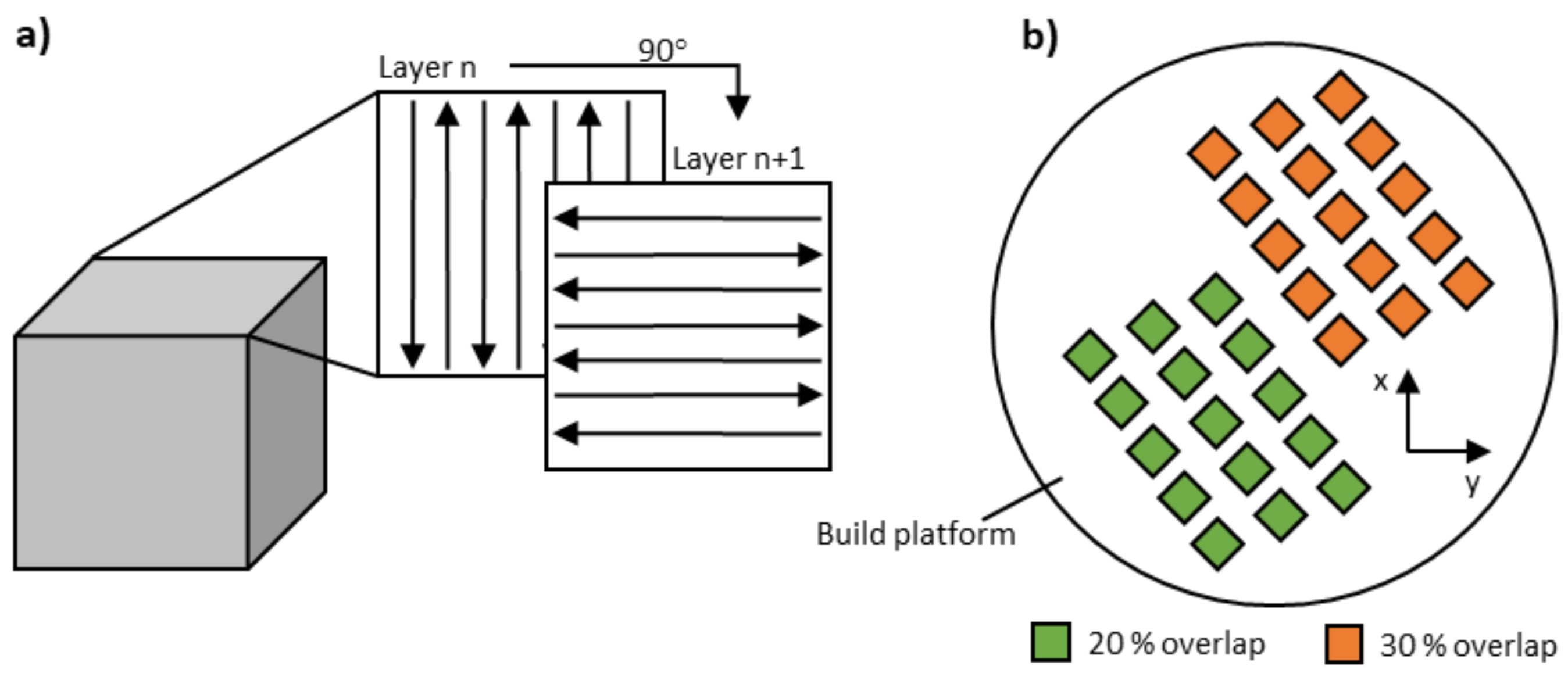
2.4.3. Cuboid Specimens
2.4.4. Heat-Treatment
2.5. Metallography and Microscopy
2.6. Hardness Testing
3. Results and Discussion
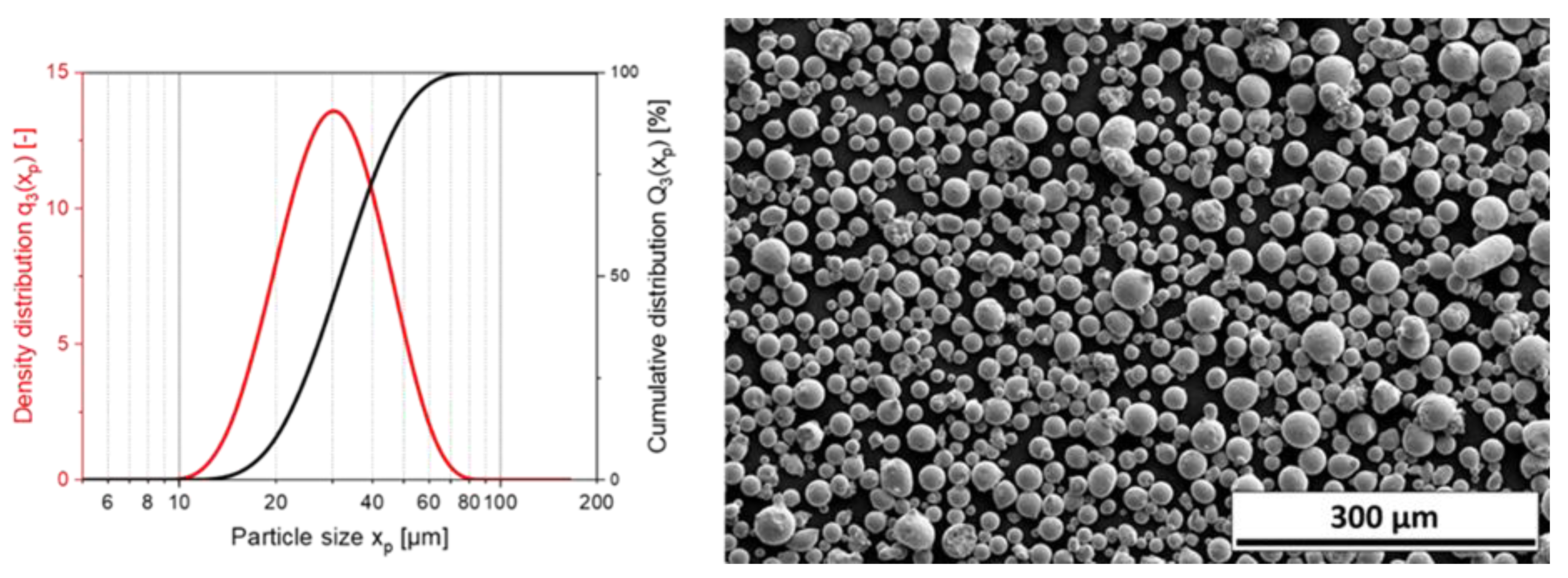
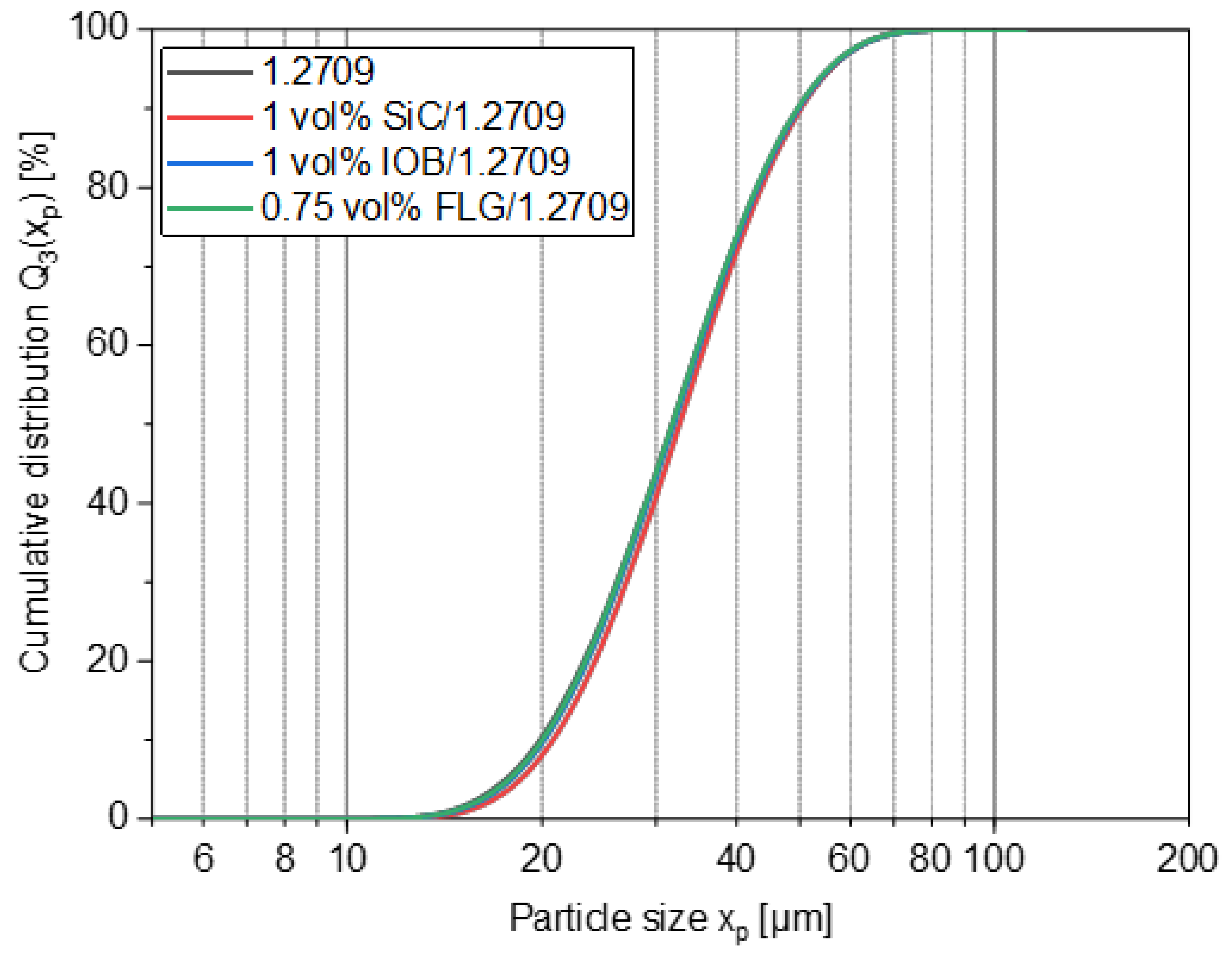
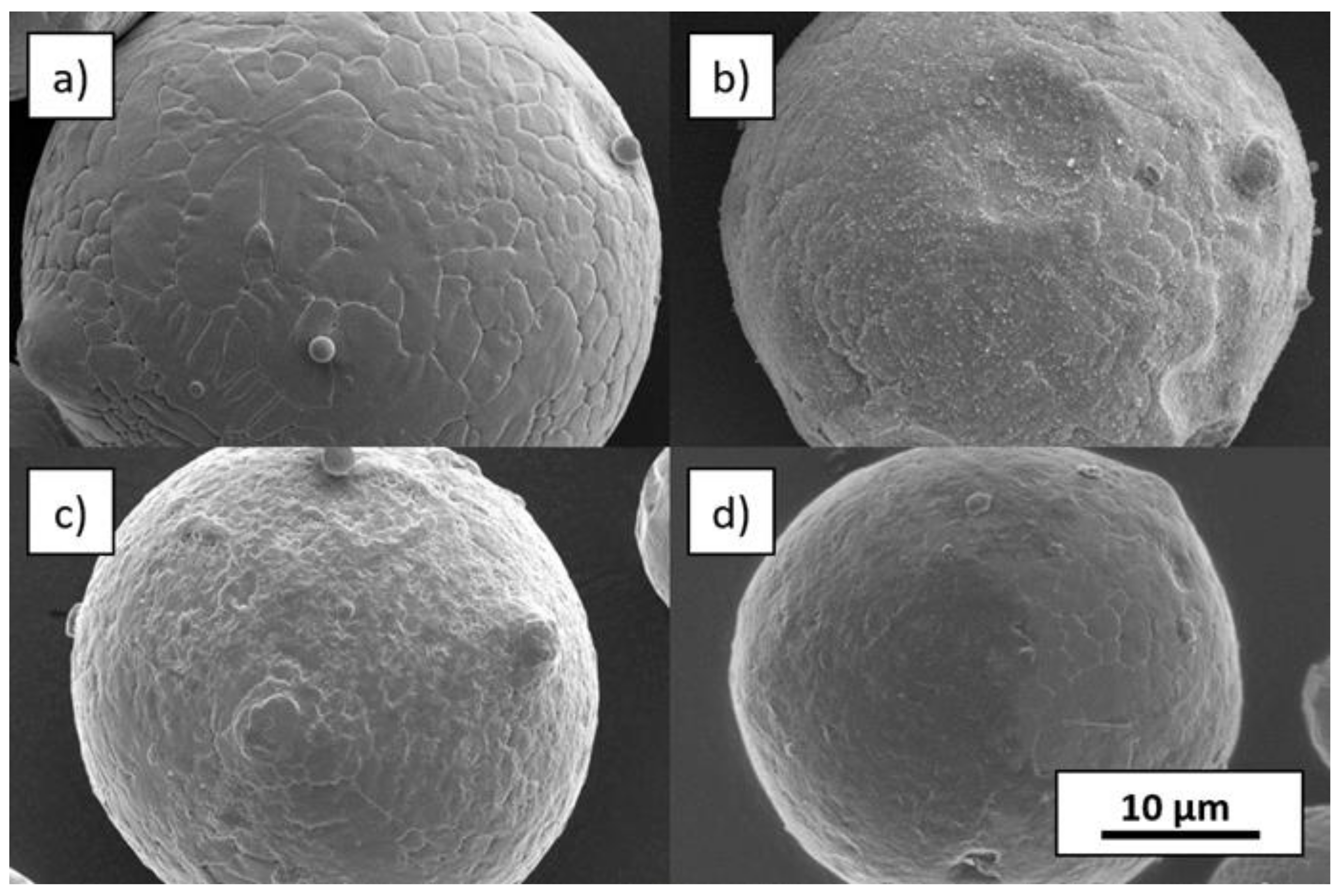
3.1. Powder Feedstock Properties
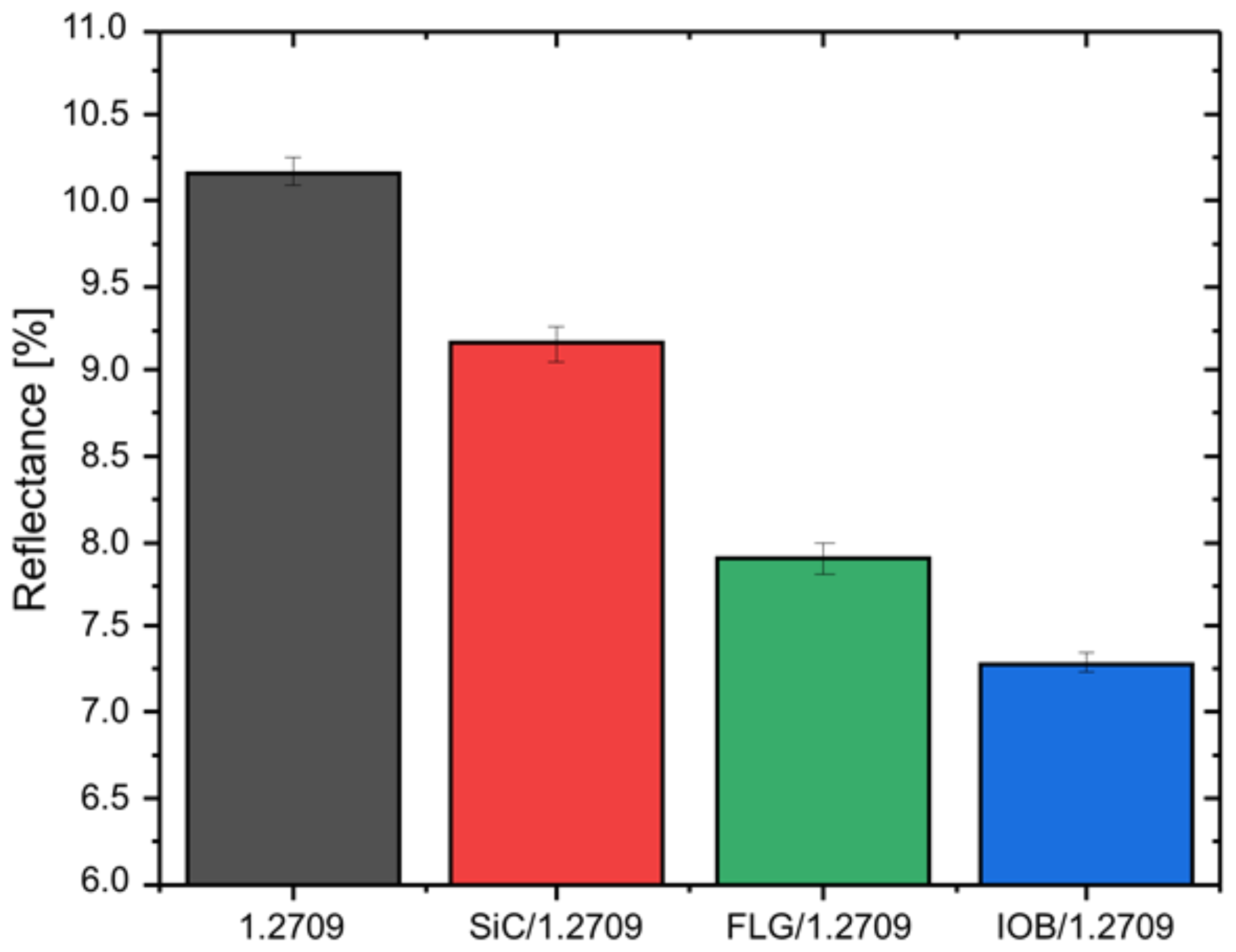
Laser Reflectance of the Feedstocks
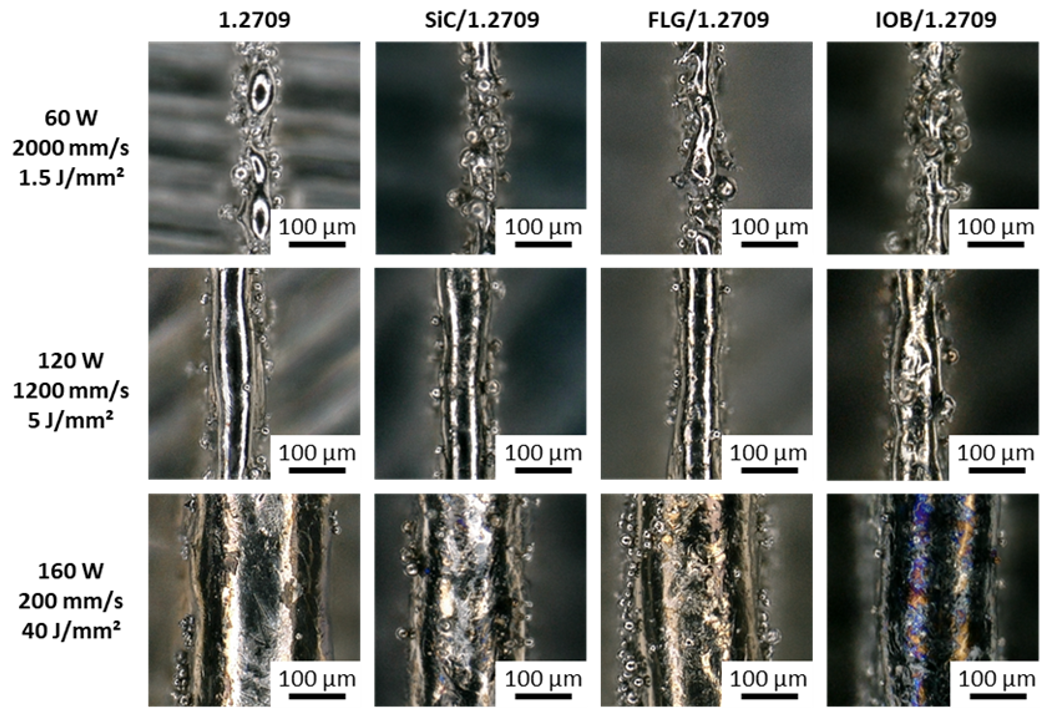
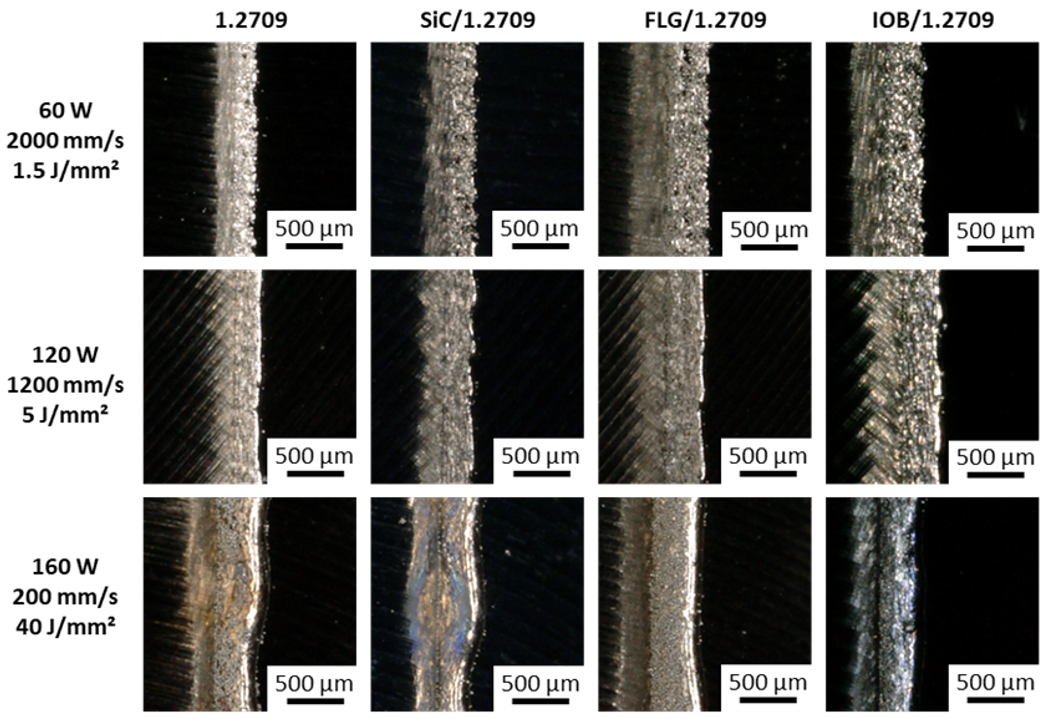
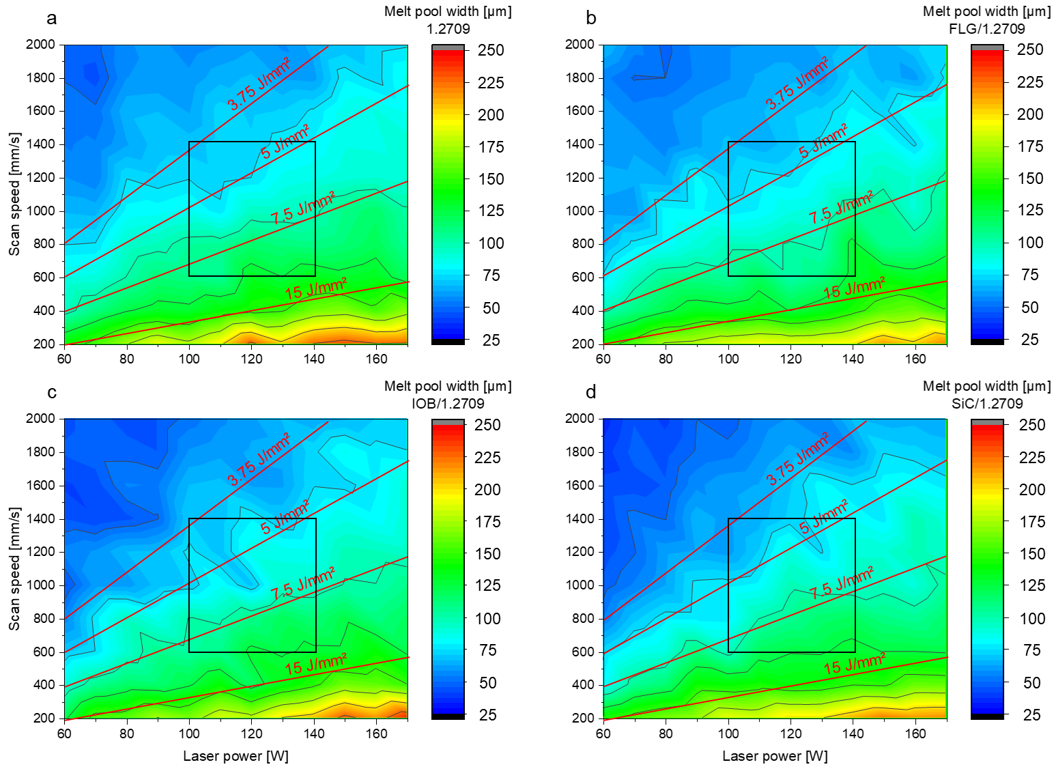
3.2. PBF-LB/M Single Track Scans
- Low energy density (<3.75 J/mm2)
- Medium energy density (3.75–15 J/mm2)
- High energy density (>15 J/mm2)
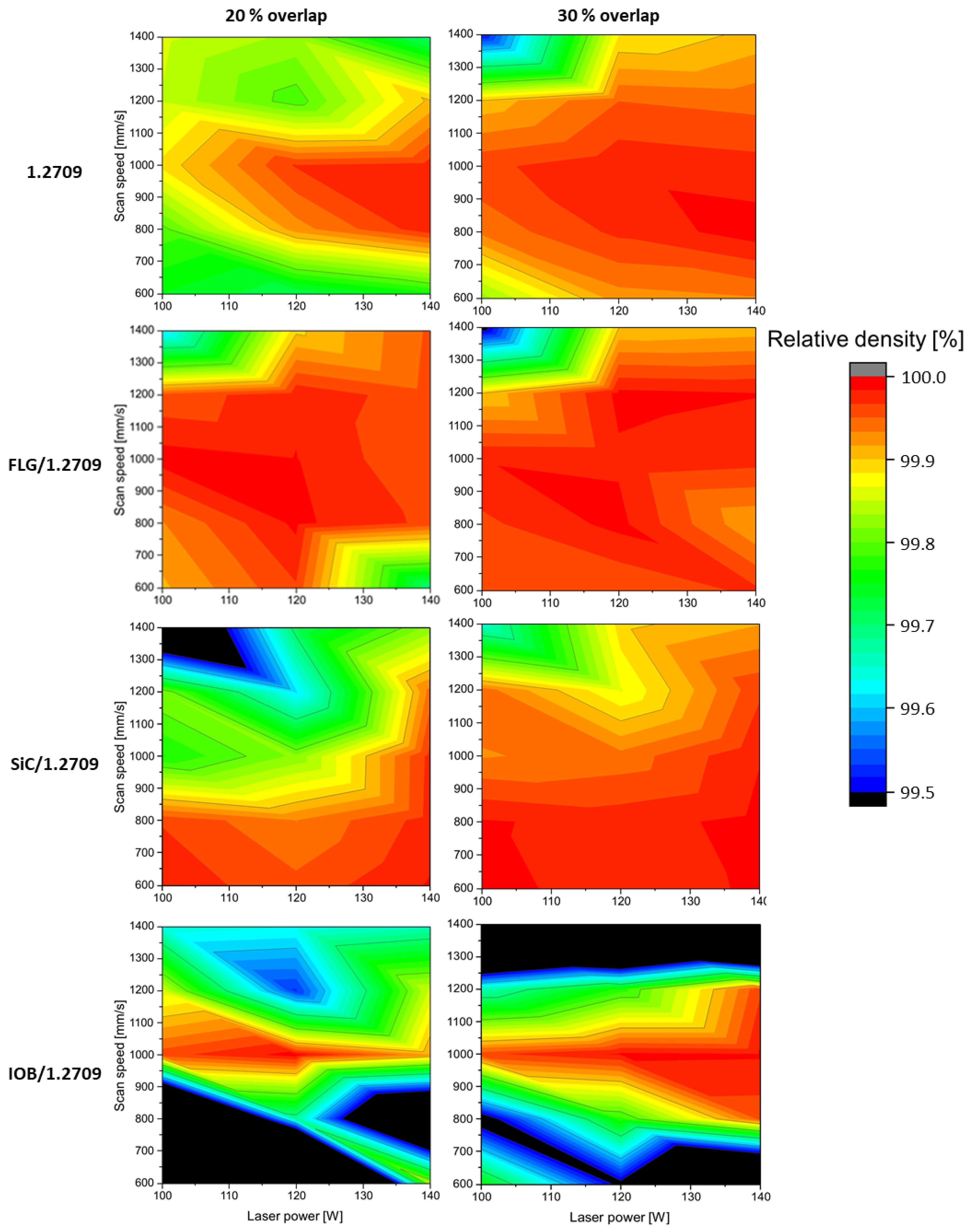
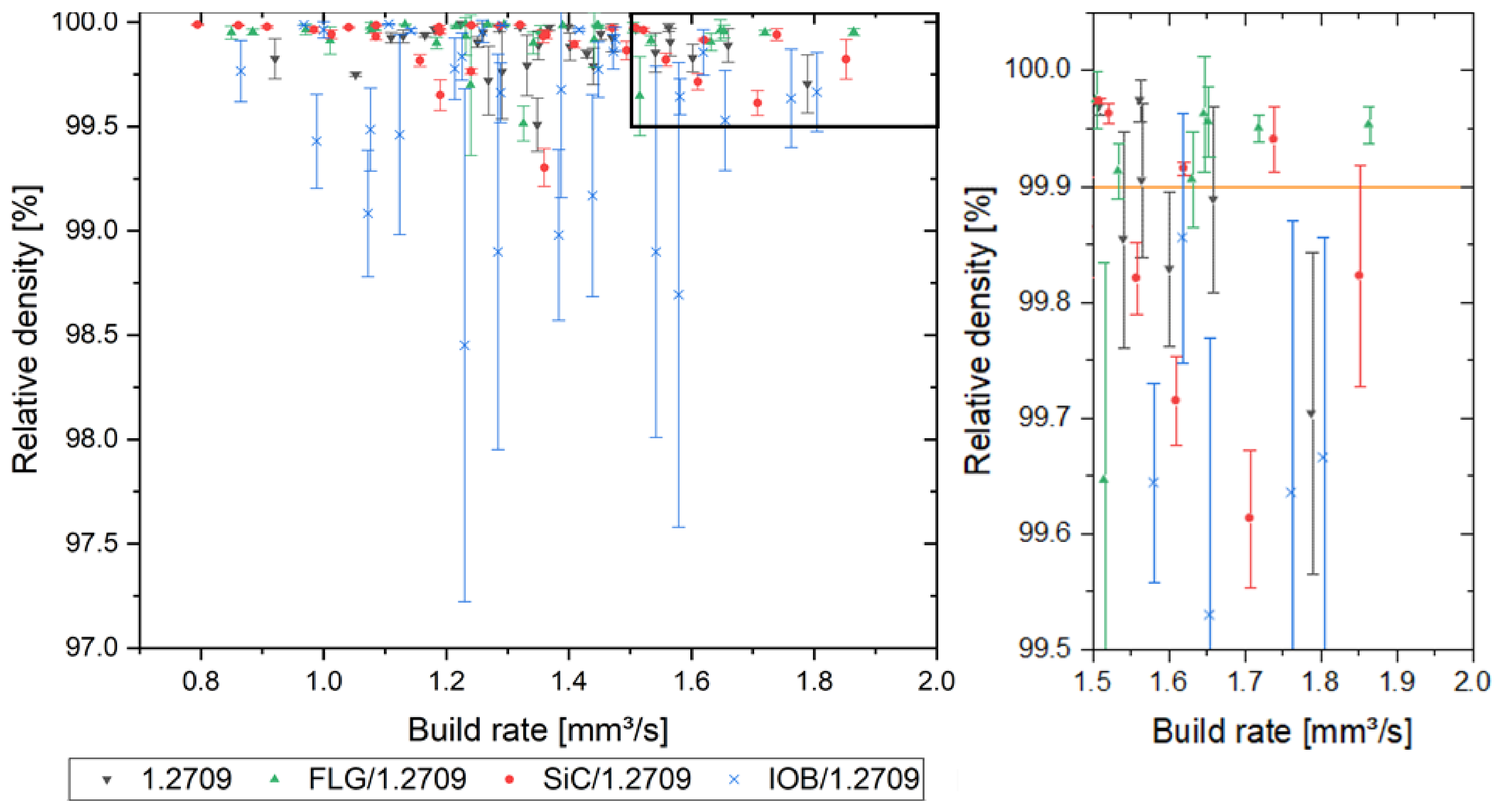
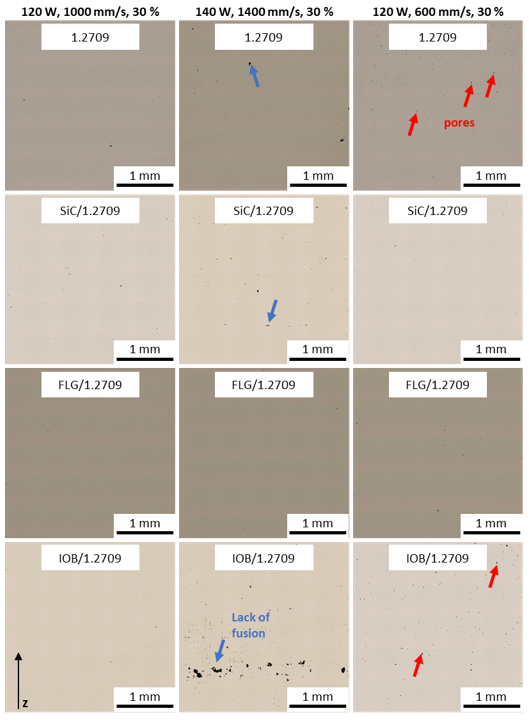
3.3. Properties of the PBF-LB/M Densified Tool Steel
3.3.1. PBF-LB/M Densification of the Used Tool Steel Powders
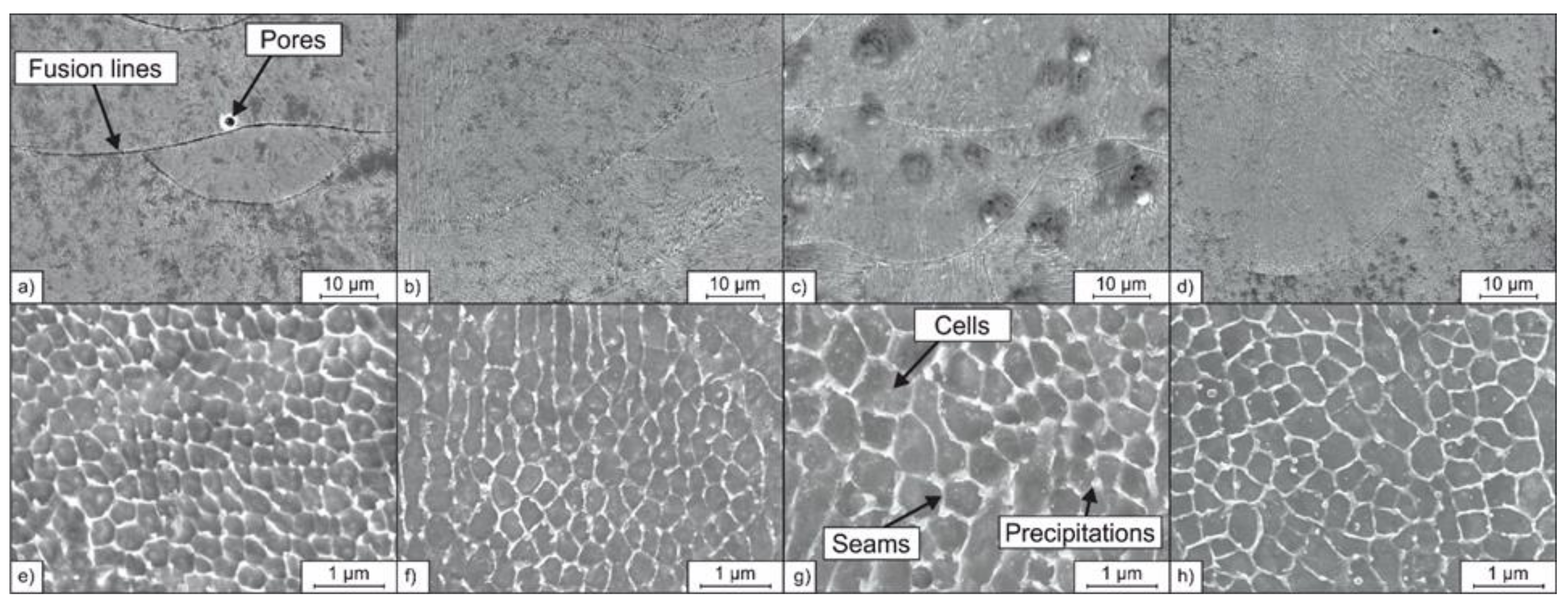
3.3.2. Microstructure of the PBF-LB/M Processed Tool Steel
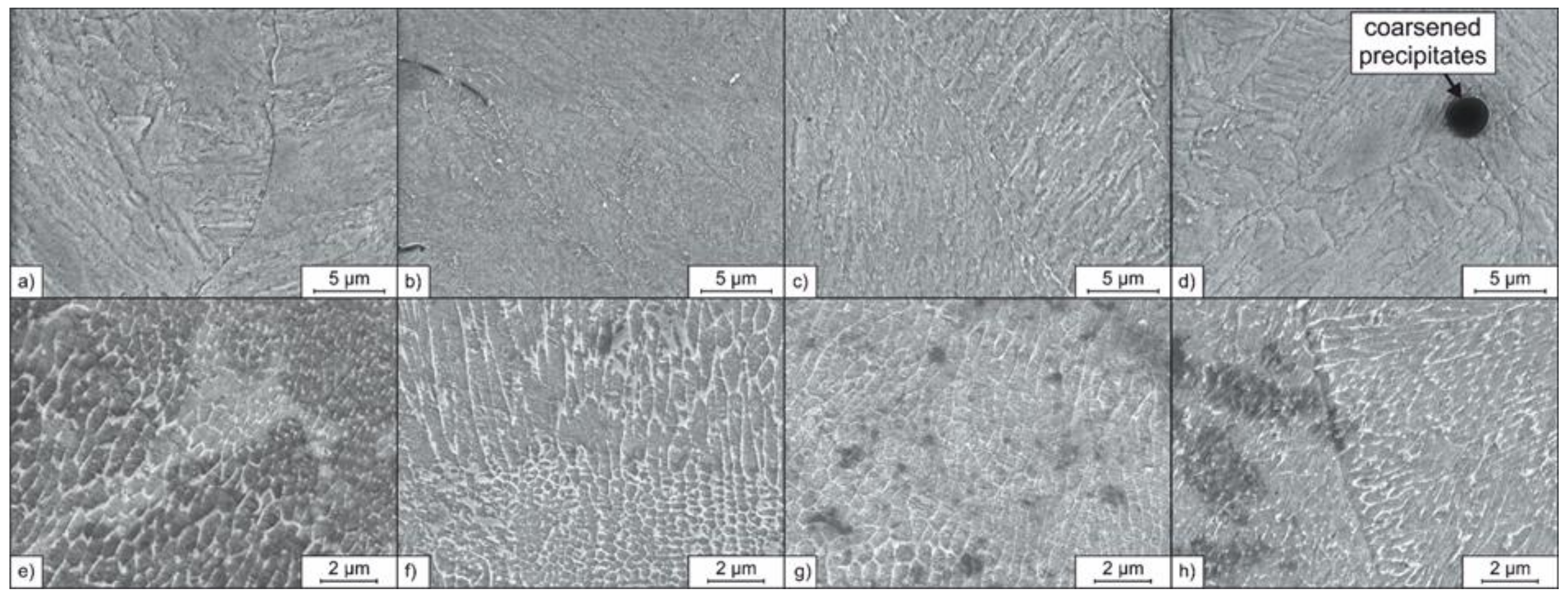
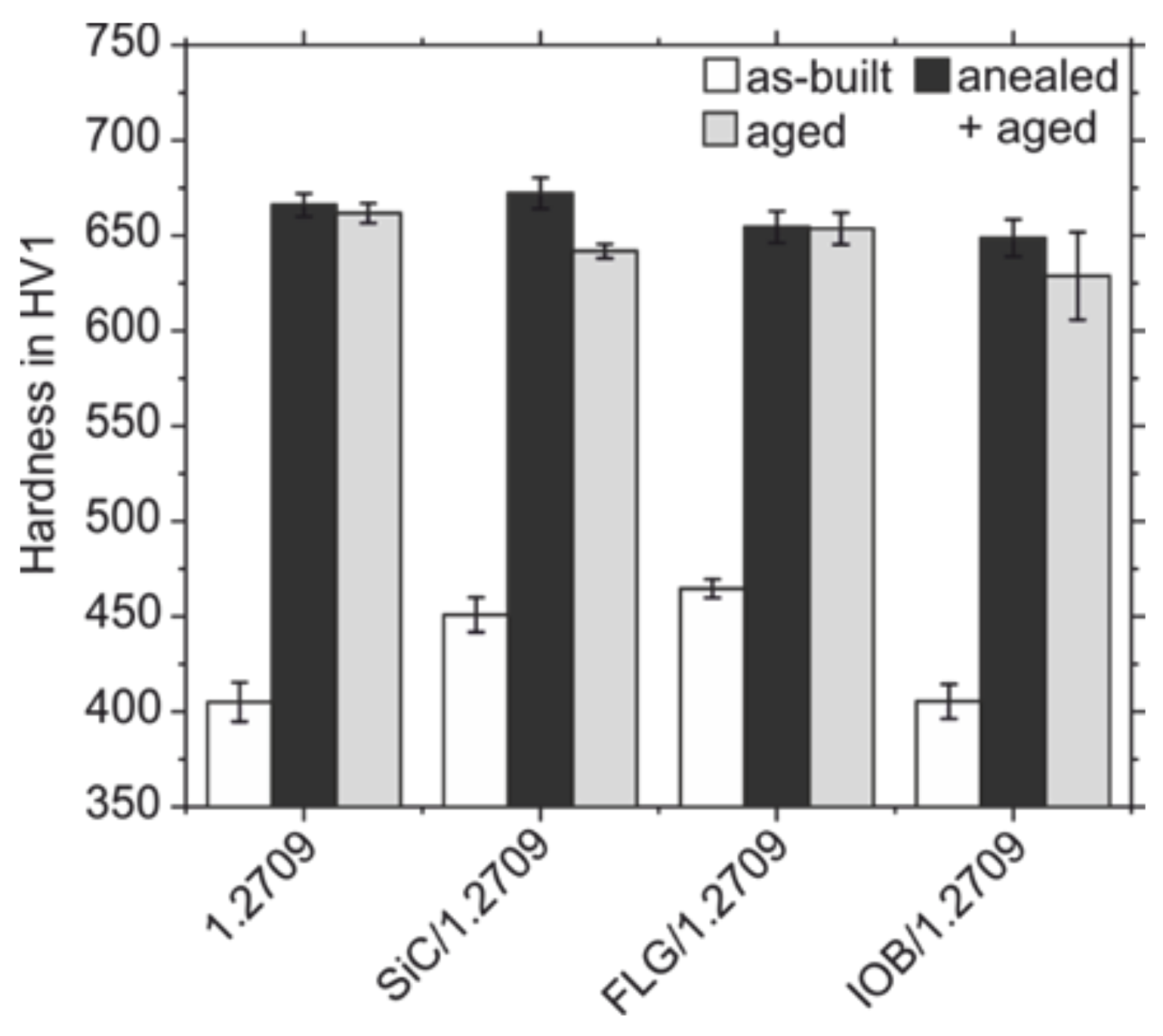
3.3.3. Microstructure and Mechanical Properties of the PBF-LB/M Processed Tool Steel in the Heat-Treated Condition
4. Conclusions
- After nanoparticle coating of the metallic powder particles, increased absorption behavior is observed. One the one hand, the nanoparticles on the surface of individual metal powder particles lead to increased surface roughness. This in turn leads to increased beam traps and multiple scattering of laser radiation within the powder bed. On the other hand, there is a correlation between the resulting darker coloration of the powder particles and the reduced reflection at the utilized wavelength of 1064 nm as an additional attribute.
- Based on DRIFTS analysis, IOB/1.2709 exhibits the lowest reflectance values. However, the relative density analysis of PBF-LB/M produced samples reveals the smallest process window for this composite powder. In addition to the reflectance, a homogeneous powder bed is of great importance. In this case, its inferior flowability led to voids during powder application. The coating with FLG enables build rates allowing a relative density of over 99.9%, which exceeds those of the original feedstock by approximately 18%. The combination of low reflectance and increased thermal conductivity represents favorable conditions for the PBF-LB/M process. Thus, the improvement of the absorption behavior cannot be used as the sole factor to qualify more efficient process parameters.
- A relative density of 99.9% was achieved with all material combinations. The generation of single tracks, which are exposed over 25 layers, represents a process-oriented and transferable qualification methodology due to the consideration of heat balance, real layer thickness and consistent diffusion process without the influence of the build platform material.
- The microstructure of the all specimens shows a cellular substructure in the as-built condition. Furthermore, presented precipitations seem to be enlarged and occur more frequently for the PBF-LB/M sample made from powder FLG/1.2709 due to a C enrichment inside the seam areas. After solution annealing and subsequent aging, the fine cellular microstructure which is typical for PBF-LB/M processed steel, is diminished for all investigated samples, either additivated or non-additivated. Nevertheless, the IOB coating tends to promote the formation of oxides. Considering the hardness testing, FLG/1.2709 maintains the hardness of the additively manufactured and heat-treated 1.2709 feedstock material. The conventionally performed solution annealing could be omitted.
5. Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Deutsches Institut für Normung e. V. Additive manufacturing—General Principles—Terminology; Beuth Verlag GmbH: Berlin, Germany, 2018. [Google Scholar]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping and Direct Digital Manufacturing, 2nd ed.; Springer: New York, NY, USA, 2015. [Google Scholar]
- Kusoglu, I.M.; Gökce, B.; Barcikowski, S. Use of (nano-)additives in Laser Powder Bed Fusion of Al powder feedstocks: Research directions within the last decade. Procedia CIRP 2020, 94, 11–16. [Google Scholar] [CrossRef]
- Gu, D.; Meng, G.; Li, C.; Meiners, W.; Poprawe, R. Selective laser melting of TiC/Ti bulk nanocomposites: Influence of nanoscale reinforcement. Scr. Mater. 2012, 67, 185–188. [Google Scholar] [CrossRef]
- Gu, D.; Wang, H.; Chang, F.; Dai, D.; Yuan, P.; Hagedorn, Y.-C.; Meiners, W. Selective Laser Melting Additive Manufacturing of TiC/AlSi10Mg Bulk-form Nanocomposites with Tailored Microstructures and Properties. Phys. Procedia 2014, 56, 108–116. [Google Scholar] [CrossRef]
- Gu, D.; Wang, H.; Zhang, G. Selective Laser Melting Additive Manufacturing of Ti-Based Nanocomposites: The Role of Nanopowder. Met. Mater. Trans. A 2013, 45, 464–476. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Yang, J.-M. Selective laser melting of TiC reinforced 316L stainless steel matrix nanocomposites: Influence of starting TiC particle size and volume content. Mater. Des. 2016, 104, 141–151. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Cheng, J.; Ertas, Y. Thermal behavior of the molten pool, microstructural evolution, and tribological performance during selective laser melting of TiC/316L stainless steel nanocomposites: Experimental and simulation methods. J. Mater. Process. Technol. 2018, 257, 288–301. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Yang, J.-M. Rapid fabrication of bulk-form TiB 2/316L stainless steel nanocomposites with novel reinforcement architecture and improved performance by selective laser melting. J. Alloys Compd. 2016, 680, 480–493. [Google Scholar] [CrossRef]
- Zhao, Z.; Li, J.; Bai, P.; Qu, H.; Liang, M.; Liao, H.; Wu, L.; Huo, P.; Liu, H.; Zhang, J. Microstructure and Mechanical Properties of TiC-Reinforced 316L Stainless Steel Composites Fabricated Using Selective Laser Melting. Metals 2019, 9, 267. [Google Scholar] [CrossRef] [Green Version]
- Doñate-Buendia, C.; Streubel, R.; Kürnsteiner, P.; Wilms, M.B.; Stern, F.; Tenkamp, J.; Bruder, E.; Barcikowski, S.; Gault, B.; Durst, K.; et al. Effect of nanoparticle additivation on the microstructure and microhardness of oxide dispersion strengthened steels produced by laser powder bed fusion and directed energy deposition. Procedia CIRP 2020, 94, 41–45. [Google Scholar] [CrossRef]
- Chang, F.; Gu, D.; Dai, D.; Yuan, P. Selective laser melting of in-situ Al4SiC4 + SiC hybrid reinforced Al matrix composites: Influence of starting SiC particle size. Surf. Coat. Technol. 2015, 272, 15–24. [Google Scholar] [CrossRef]
- Sehrt, J.T.; Kleszczynski, S.; Notthoff, C. Nanoparticle improved metal materials for additive manufacturing. Prog. Addit. Manuf. 2017, 2, 179–191. [Google Scholar] [CrossRef] [Green Version]
- Sehrt, J.T.; Kleszczynski, S.; Notthoff, C.; Lau, M.; Gökce, B.; Barcikowski, S. Laser powder bed fusion of nano-WC-modified and nano-TiO2-modified metal powders. Proc. Int. Conf. Prog. Addit. Manuf. 2016, 6, 26–38. [Google Scholar]
- Jadhav, S.D.; Dadbakhsh, S.; Vleugels, J.; Hofkens, J.; Van Puyvelde, P.; Yang, S.; Kruth, J.-P.; Van Humbeeck, J.; Vanmeensel, K. Influence of Carbon Nanoparticle Addition (and Impurities) on Selective Laser Melting of Pure Copper. Materials 2019, 12, 2469. [Google Scholar] [CrossRef] [Green Version]
- Jadhav, S.D.; Dhekne, P.P.; Dadbakhsh, S.; Kruth, J.-P.; Van Humbeeck, J.; Vanmeensel, K. Surface Modified Copper Alloy Powder for Reliable Laser-based Additive Manufacturing. Addit. Manuf. 2020, 35, 101418. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Dadbakhsh, S.; Chen, R.; Shabadi, R.; Kruth, J.-P.; Van Humbeeck, J.; Vanmeensel, K. Modification of Electrical and Mechanical Properties of Selective Laser-Melted CuCr0.3 Alloy Using Carbon Nanoparticles. Adv. Eng. Mater. 2020, 22, 1900946. [Google Scholar] [CrossRef]
- Zhang, B.; Dembinski, L.; Coddet, C. The study of the laser parameters and environment variables effect on mechanical properties of high compact parts elaborated by selective laser melting 316L powder. Mater. Sci. Eng. A 2013, 584, 21–31. [Google Scholar] [CrossRef]
- Sehrt, J.T. Möglichkeiten und Grenzen bei der generativen Herstellung metallischer Bauteile durch das Strahlschmelzverfahren. Ph.D. Thesis, University of Duisburg-Essen, Aachen, Germany, 2010. [Google Scholar]
- Fu, G.; Zhang, D.Z.; He, A.N.; Mao, Z.; Zhang, K. Finite Element Analysis of Interaction of Laser Beam with Material in Laser Metal Powder Bed Fusion Process. Materials 2018, 11, 765. [Google Scholar] [CrossRef] [Green Version]
- Tran, T.Q.; Chinnappan, A.; Lee, J.K.Y.; Loc, N.H.; Tran, L.T.; Wang, G.; Kumar, V.V.; Jayathilaka, W.A.D.M.; Ji, D.; Doddamani, M.; et al. 3D Printing of Highly Pure Copper. Metals 2019, 9, 756. [Google Scholar] [CrossRef] [Green Version]
- Prasad, H.S.; Brueckner, F.; Volpp, J.; Kaplan, A.F.H. Laser metal deposition of copper on diverse metals using green laser sources. Int. J. Adv. Manuf. Technol. 2020, 107, 1559–1568. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Gu, D.; Dai, D.; Ma, C. Laser energy absorption behavior of powder particles using ray tracing method during selective laser melting additive manufacturing of aluminum alloy. Mater. Des. 2018, 143, 12–19. [Google Scholar] [CrossRef]
- Boley, C.D.; Khairallah, S.A.; Rubenchik, A.M. Calculation of laser absorption by metal powders in additive manufacturing. Appl. Opt. 2015, 54, 2477–2482. [Google Scholar] [CrossRef]
- Gu, D.; Yang, Y.; Xi, L.; Yang, J.; Xia, M. Laser absorption behavior of randomly packed powder-bed during selective laser melting of SiC and TiB2 reinforced Al matrix composites. Opt. Laser Technol. 2019, 119, 105600. [Google Scholar] [CrossRef]
- Pannitz, O.; Lüddecke, A.; Kwade, A.; Sehrt, J.T. Investigation of the in situ thermal conductivity and absorption behavior of nanocomposite powder materials in laser powder bed fusion processes. Mater. Des. 2021, 201, 109530. [Google Scholar] [CrossRef]
- Zhou, W.; Sun, X.; Kikuchi, K.; Nomura, N.; Yoshimi, K.; Kawasaki, A. Carbon nanotubes as a unique agent to fabricate nanoceramic/metal composite powders for additive manufacturing. Mater. Des. 2018, 137, 276–285. [Google Scholar] [CrossRef]
- Gruber, K.; Smolina, I.; Kasprowicz, M.; Kurzynowski, T. Evaluation of Inconel 718 Metallic Powder to Optimize the Reuse of Powder and to Improve the Performance and Sustainability of the Laser Powder Bed Fusion (LPBF) Process. Materials 2021, 14, 1538. [Google Scholar] [CrossRef]
- Di, W.; Yongqiang, Y.; Xubin, S.; Yonghua, C. Study on energy input and its influences on single-track, multi-track, and multi-layer in SLM. Int. J. Adv. Manuf. Technol. 2012, 58, 1189–1199. [Google Scholar] [CrossRef]
- Wei, P.; Wei, Z.; Chen, Z.; Du, J.; He, Y.; Li, J.; Zhou, Y. The AlSi10Mg samples produced by selective laser melting: Single track, densification, microstructure and mechanical behavior. Appl. Surf. Sci. 2017, 408, 38–50. [Google Scholar] [CrossRef]
- Shi, X.; Ma, S.; Liu, C.; Wu, Q. Parameter optimization for Ti-47Al-2Cr-2Nb in selective laser melting based on geometric characteristics of single scan tracks. Opt. Laser Technol. 2017, 90, 71–79. [Google Scholar] [CrossRef]
- Kempen, K.; Thijs, L.; Van Humbeeck, J.; Kruth, J.-P. Processing AlSi10Mg by selective laser melting: Parameter optimisation and material characterisation. Mater. Sci. Technol. 2015, 31, 917–923. [Google Scholar] [CrossRef]
- Dilip, J.J.S.; Zhang, S.; Teng, C.; Zeng, K.; Robinson, C.; Pal, D.; Stucker, B. Influence of processing parameters on the evolution of melt pool, porosity, and microstructures in Ti-6Al-4V alloy parts fabricated by selective laser melting. Prog. Addit. Manuf. 2017, 2, 157–167. [Google Scholar] [CrossRef] [Green Version]
- Lüddecke, A.; Pannitz, O.; Zetzener, H.; Sehrt, J.T.; Kwade, A. Powder properties and flowability measurements of tailored nanocomposites for powder bed fusion applications. Mater. Des. 2021, 202, 109536. [Google Scholar] [CrossRef]
- Zhang, J.; Gu, D.; Yang, Y.; Zhang, H.; Chen, H.; Dai, D.; Lin, K. Influence of Particle Size on Laser Absorption and Scanning Track Formation Mechanisms of Pure Tungsten Powder During Selective Laser Melting. Engineering 2019, 5, 736–745. [Google Scholar] [CrossRef]
- Karg, M.C.H.; Munk, A.; Ahuja, B.; Backer, M.V.; Schmitt, J.P.; Stengel, C.; Kuryntsev, S.V.; Schmidt, M. Expanding particle size distribution and morphology of aluminium-silicon powders for Laser Beam Melting by dry coating with silica nanoparticles. J. Mater. Process. Technol. 2019, 264, 155–171. [Google Scholar] [CrossRef]
- Kruth, J.P.; Wang, X.; Laoui, T.; Froyen, L. Lasers and materials in selective laser sintering. Assem. Autom. 2003, 23, 357–371. [Google Scholar] [CrossRef]
- Liu, Q.C.; Elambasseril, J.; Sun, S.J.; Leary, M.; Brandt, M.; Sharp, P.K. The Effect of Manufacturing Defects on the Fatigue Behaviour of Ti-6Al-4V Specimens Fabricated Using Selective Laser Melting. Adv. Mater. Res. 2014, 891-892, 1519–1524. [Google Scholar] [CrossRef]
- Mukherjee, T.; Zuback, J.S.; De, A.; Debroy, T. Printability of alloys for additive manufacturing. Sci. Rep. 2016, 6, 19717. [Google Scholar] [CrossRef] [Green Version]
- Kempen, K.; Yasa, E.; Thijs, L.; Kruth, J.-P.; Van Humbeeck, J. Microstructure and mechanical properties of Selective Laser Melted 18Ni-300 steel. Phys. Procedia 2011, 12, 255–263. [Google Scholar] [CrossRef] [Green Version]
- Krakhmalev, P.; Yadroitsava, I.; Fredriksson, G.; Yadroitsev, I. In situ heat treatment in selective laser melted martensitic AISI 420 stainless steels. Mater. Des. 2015, 87, 380–385. [Google Scholar] [CrossRef]
- Krakhmalev, P.; Fredriksson, G.; Svensson, K.; Yadroitsev, I.; Yadroitsava, I.; Thuvander, M.; Peng, R. Microstructure, Solidification Texture, and Thermal Stability of 316 L Stainless Steel Manufactured by Laser Powder Bed Fusion. Metals 2018, 8, 643. [Google Scholar] [CrossRef] [Green Version]
- Kučerová, L.; Zetková, I.; Jandová, A.; Bystrianský, M. Microstructural characterisation and in-situ straining of additive-manufactured X3NiCoMoTi 18-9-5 maraging steel. Mater. Sci. Eng. A 2019, 750, 70–80. [Google Scholar] [CrossRef]
- Strakosova, A.; Kubásek, J.; Michalcová, A.; Průša, F.; Vojtěch, D.; Dvorský, D. High Strength X3NiCoMoTi 18-9-5 Maraging Steel Prepared by Selective Laser Melting from Atomized Powder. Materials 2019, 12, 4174. [Google Scholar] [CrossRef] [Green Version]
- Barbier, D. Extension of the Martensite Transformation Temperature Relation to Larger Alloying Elements and Contents. Adv. Eng. Mater. 2014, 16, 122–127. [Google Scholar] [CrossRef]
- Jägle, E.A.; Sheng, Z.; Kürnsteiner, P.; Ocylok, S.; Weisheit, A.; Raabe, D. Comparison of Maraging Steel Micro- and Nanostructure Produced Conventionally and by Laser Additive Manufacturing. Materials 2016, 10, 8. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Chen, X. Microstructure and mechanical properties of austempered high silicon cast steel. Mater. Sci. Eng. A 2001, 308, 277–282. [Google Scholar] [CrossRef]
- Filho, V.X.L.; Barros, I.F.; De Abreu, H.F.G. Influence of Solution Annealing on Microstructure and Mechanical Properties of Maraging 300 Steel. Mater. Res. 2016, 20, 10–14. [Google Scholar] [CrossRef] [Green Version]
- Jägle, E.A.; Choi, P.-P.; Van Humbeeck, J.; Raabe, D. Precipitation and austenite reversion behavior of a maraging steel produced by selective laser melting. J. Mater. Res. 2014, 29, 2072–2079. [Google Scholar] [CrossRef] [Green Version]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Jägle, E.A.; Sheng, Z.; Wu, L.; Lu, L.; Risse, J.; Weisheit, A.; Raabe, D. Precipitation Reactions in Age-Hardenable Alloys During Laser Additive Manufacturing. JOM 2016, 68, 943–949. [Google Scholar] [CrossRef] [Green Version]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tool Steel | C | Ni | Co | Mo | Ti | Cr | Si | Mn | P | S | O | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Nominal | ≤0.03 | 17.00–19.00 | 8.50–10.00 | 4.50–5.20 | 0.80–1.20 | ≤0.25 | ≤0.10 | ≤0.15 | ≤0.01 | ≤0.01 | - | bal. |
| Used powder | 0.01 | 17.36 | 9.31 | 5.59 | 1.18 | 0.14 | 0.05 | 0.01 | 0.00 | 0.00 | 0.02 | bal. |
| Background Measurement | Aluminum Mirror |
|---|---|
| MCT/A detector range | 4000 to 11,000 cm−1 |
| Scans per measurement | 64 |
| Spectral resolution | 4 cm−1 |
| Environment | Room temperature |
| Further characteristics | XT-KBr beam splitter white light source |
| Laser power, PL | 100–140 W |
| Hatch distance, hd | Individual |
| Layer thickness, DS | 20 µm |
| Scan speed, vS | 600–1400 mm/s |
| Volume energy density, EV | Individual |
| Scan strategy | 90° alternating |
| Focal diameter | 30 µm |
| Wavelength | 1064 nm |
| Inert gas atmosphere | N2 |
| Gas flow rate | 3 m/s |
| Recoating speed | 80 mm/s |
| Coater type | Rubber x-profile |
| Powder Material | Particle Size (µm) | Span | ||
|---|---|---|---|---|
| x10,3 | x50,3 | x90,3 | (-) | |
| 1.2709 | 19.9 | 31.8 | 49.7 | 0.94 |
| 1 vol.% SiC/1.2709 | 20.9 | 32.6 | 50.0 | 0.89 |
| 1 vol.% IOB/1.2709 | 20.2 | 32.0 | 49.7 | 0.92 |
| 0.75 vol.% FLG/1.2709 | 20.1 | 31.8 | 49.5 | 0.92 |
| C | Ni | Co | Mo | Ti | Cr | Si | Mn | O | Fe | |
|---|---|---|---|---|---|---|---|---|---|---|
| 1.2709 | 0.01 | 17.36 | 9.31 | 4.59 | 1.18 | 0.14 | 0.05 | 0.01 | 0.02 | 67.32 |
| SiC/1.2709 | 0.11 | 17.28 | 9.27 | 4.57 | 1.17 | 0.14 | 0.40 | 0.01 | 0.02 | 67.02 |
| FLG/1.2709 | 0.15 | 17.34 | 9.30 | 4.58 | 1.18 | 0.14 | 0.05 | 0.01 | 0.02 | 67.23 |
| IOB/1.2709 | 0.01 | 17.28 | 9.26 | 4.56 | 1.17 | 0.14 | 0.05 | 0.01 | 0.17 | 67.34 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pannitz, O.; Großwendt, F.; Lüddecke, A.; Kwade, A.; Röttger, A.; Sehrt, J.T. Improved Process Efficiency in Laser-Based Powder Bed Fusion of Nanoparticle Coated Maraging Tool Steel Powder. Materials 2021, 14, 3465. https://doi.org/10.3390/ma14133465
Pannitz O, Großwendt F, Lüddecke A, Kwade A, Röttger A, Sehrt JT. Improved Process Efficiency in Laser-Based Powder Bed Fusion of Nanoparticle Coated Maraging Tool Steel Powder. Materials. 2021; 14(13):3465. https://doi.org/10.3390/ma14133465
Chicago/Turabian StylePannitz, Oliver, Felix Großwendt, Arne Lüddecke, Arno Kwade, Arne Röttger, and Jan Torsten Sehrt. 2021. "Improved Process Efficiency in Laser-Based Powder Bed Fusion of Nanoparticle Coated Maraging Tool Steel Powder" Materials 14, no. 13: 3465. https://doi.org/10.3390/ma14133465