Tailoring a Low Young Modulus for a Beta Titanium Alloy by Combining Severe Plastic Deformation with Solution Treatment


 ,
,
Abstract
:1. Introduction
2. Materials and Methods
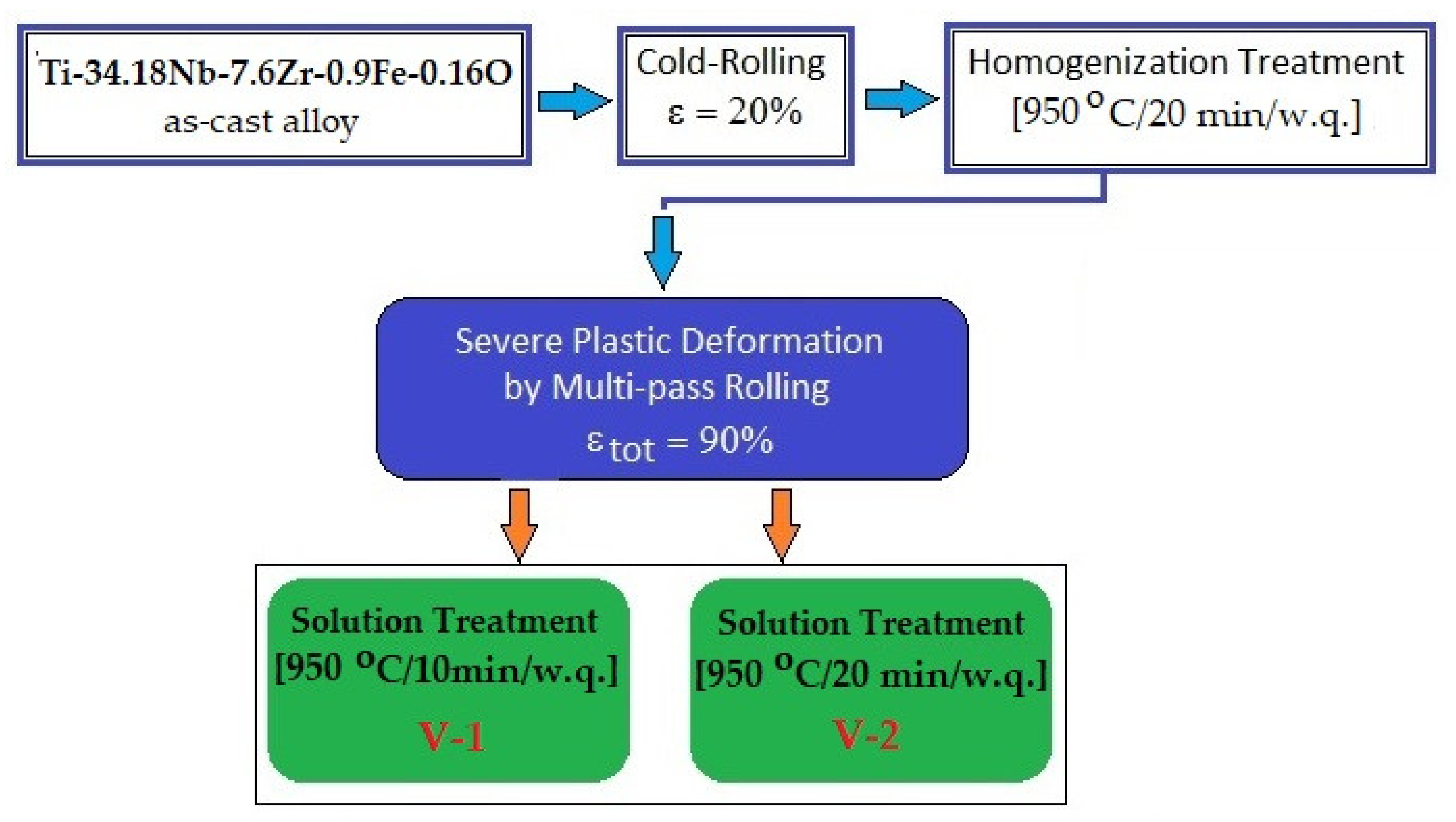
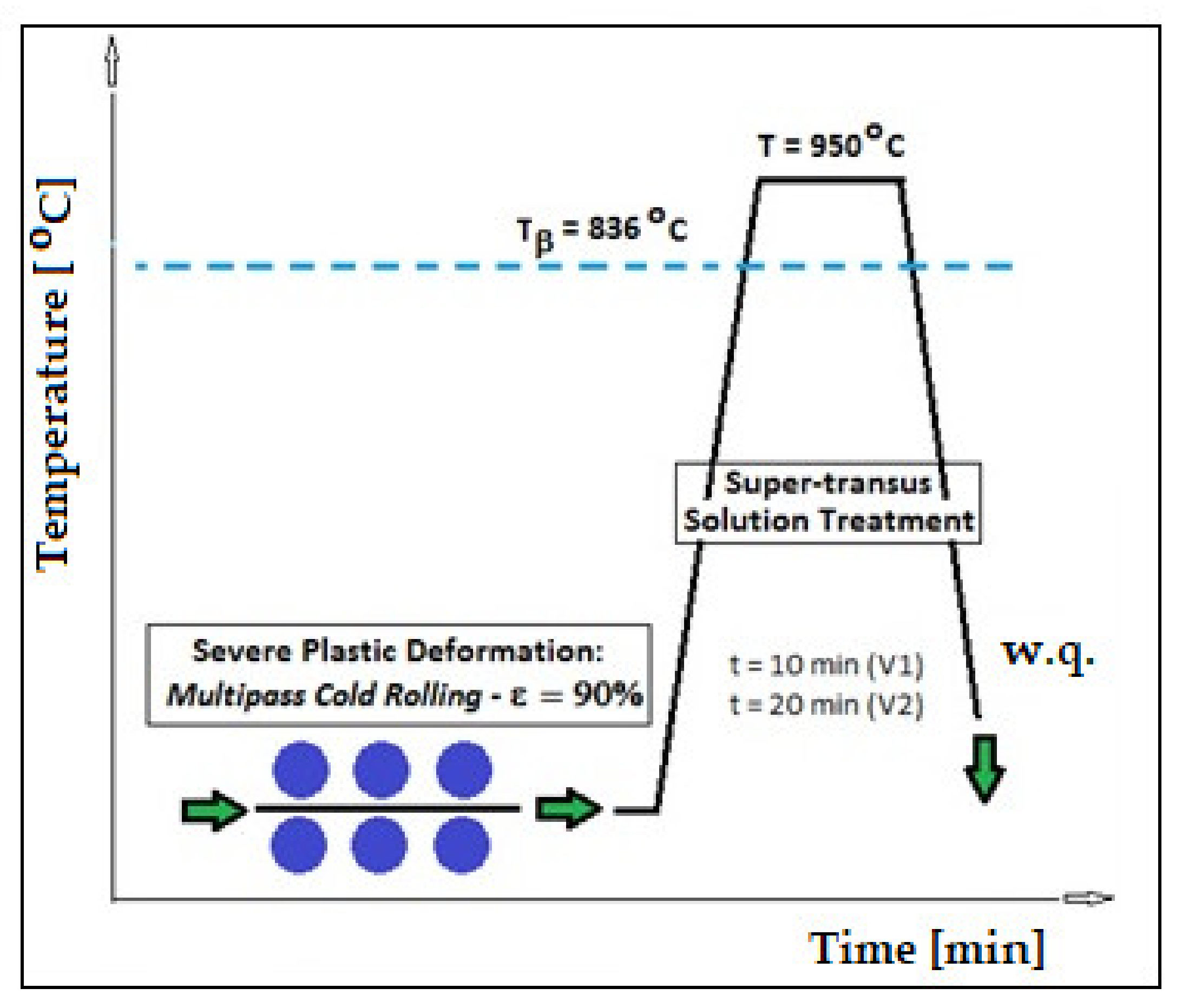
2.1. Synthesis and Thermomechanical Processing of the Studied Alloy
2.2. Micro-Structural and Mechanical Analysis of the Studied Alloy
3. Results and Discussions
3.1. The Reason for Selecting the Thermomechanical Processing Parameters
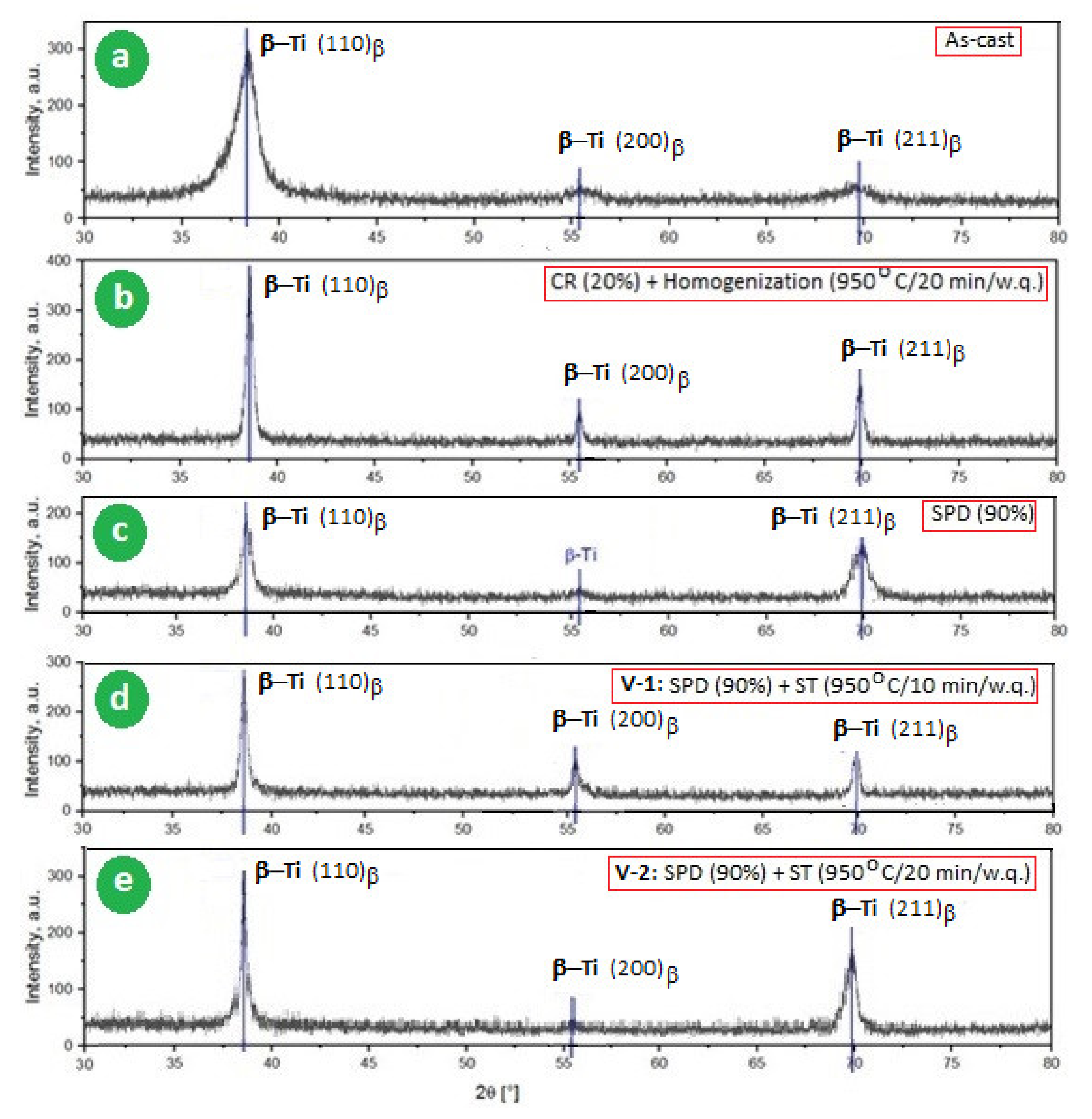
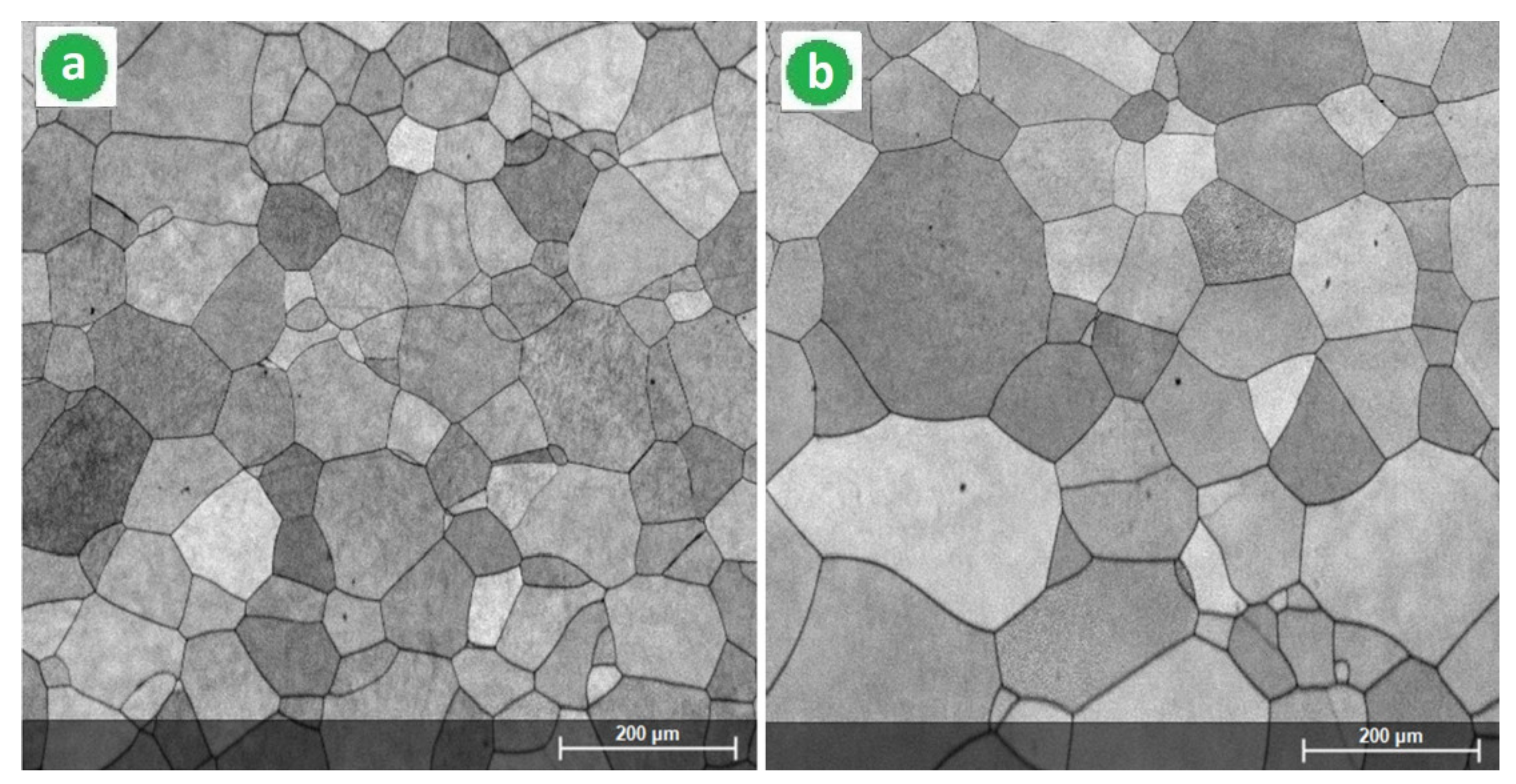
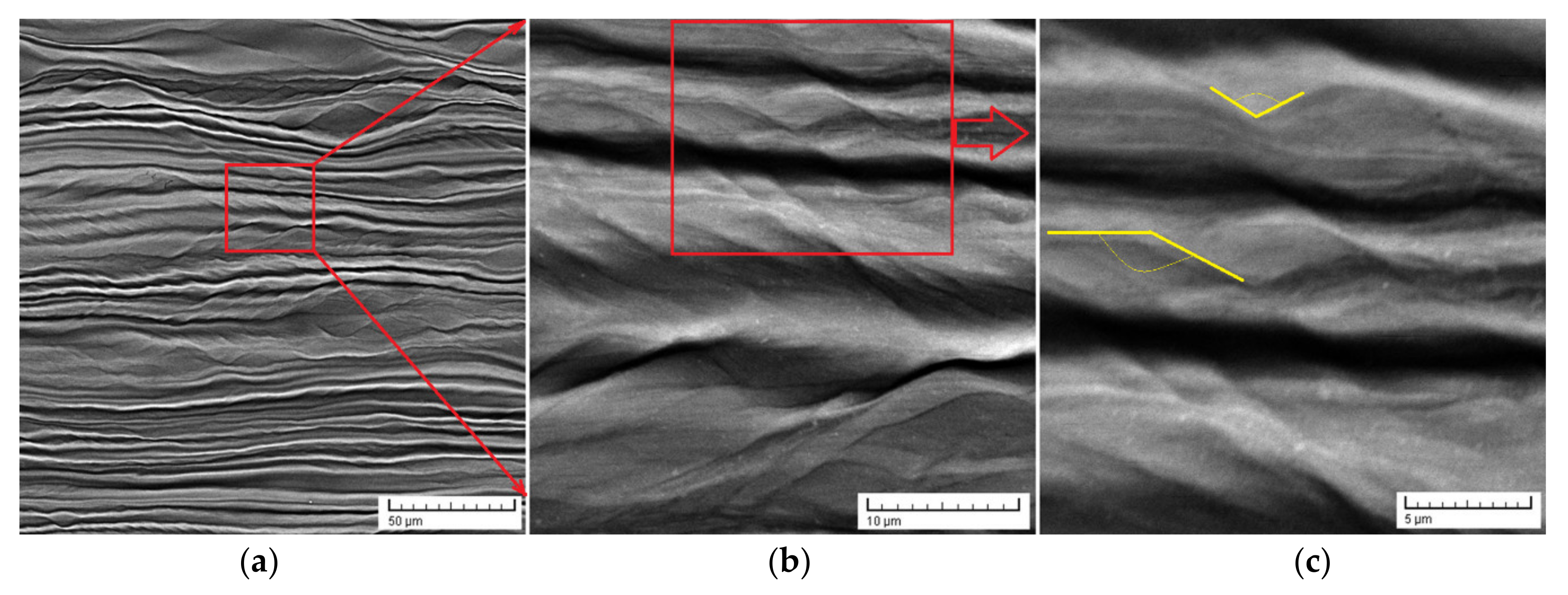
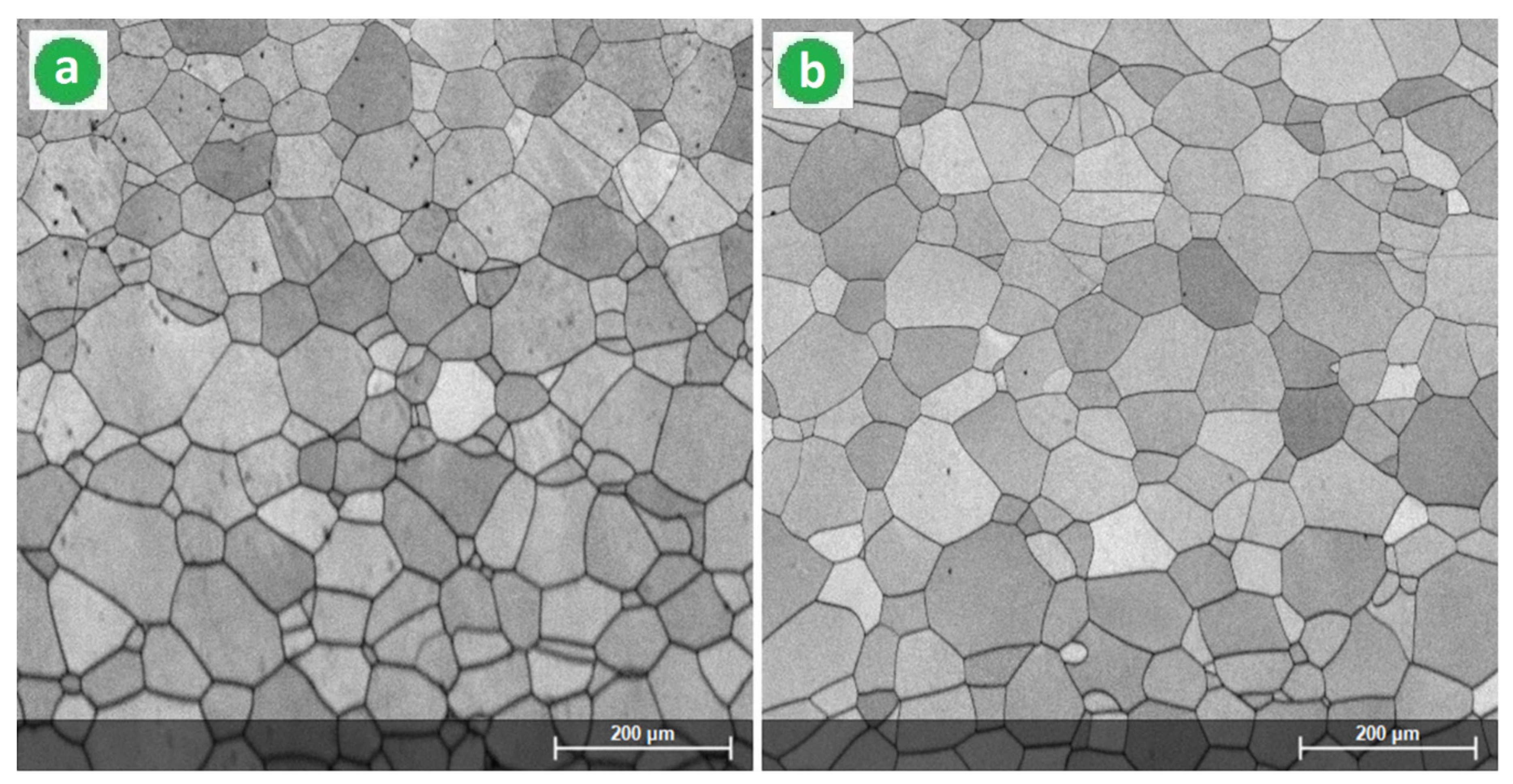
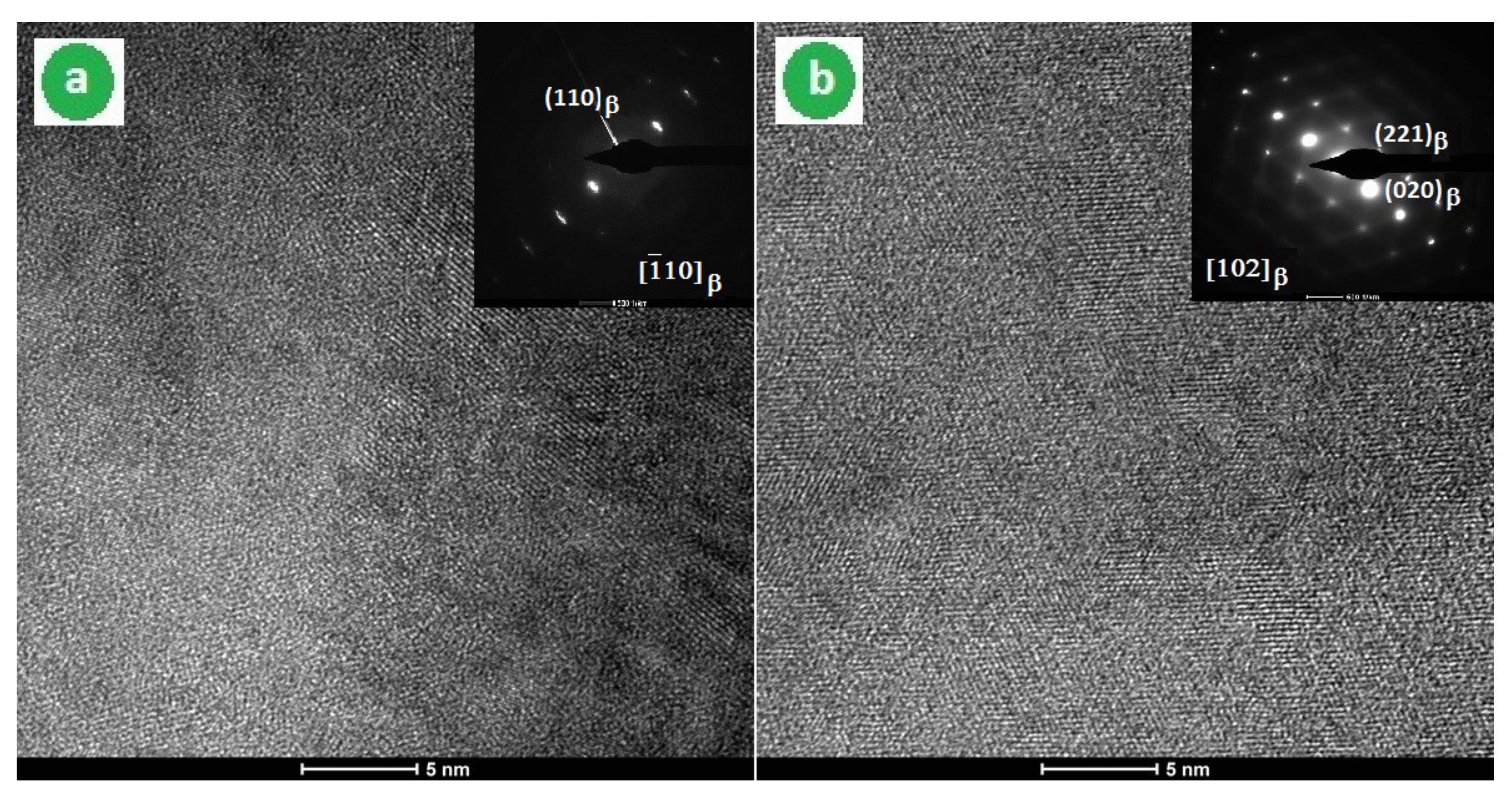
3.2. Micro-Structural Analysis of the Studied Alloy
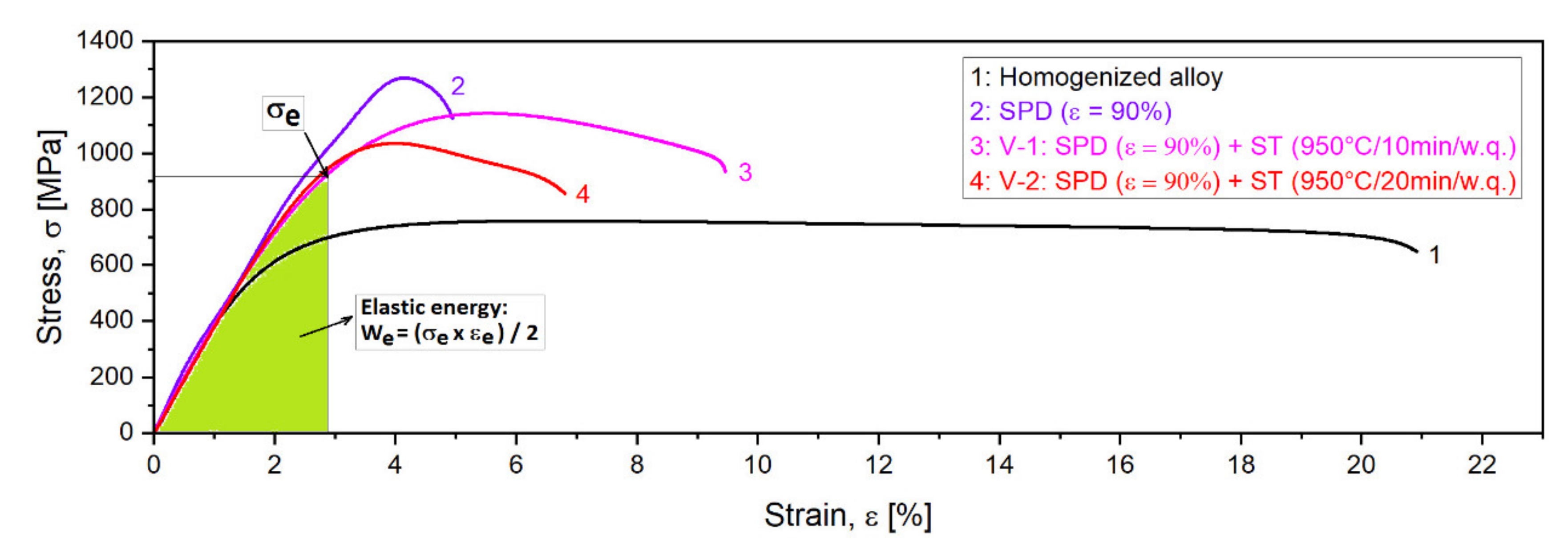
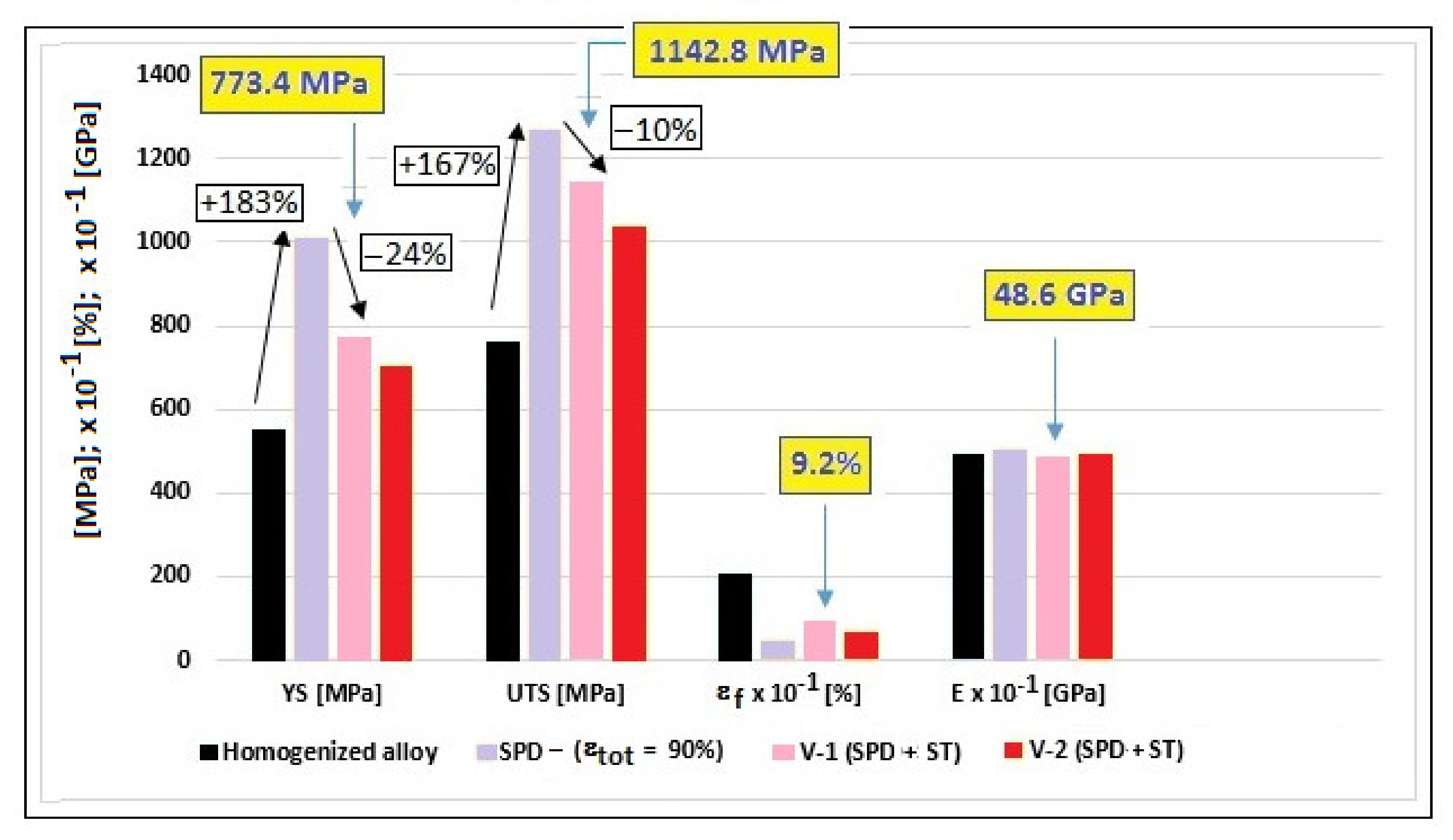
3.3. Mechanical Properties Analysis of the Studied Alloy after SPD and ST Processing
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kaur, M.; Singh, K. Review on titanium and titanium based alloys as biomaterials for orthopaedic applications. Mater. Sci. Eng. C 2019, 102. [Google Scholar] [CrossRef] [PubMed]
- Bahl, S.; Suwas, S.; Chatterjee, K. Comprehensive review on alloy design, processing, and performance of β Titanium alloys as biomedical materials. Int. Mater. Rev. 2020. [Google Scholar] [CrossRef]
- Çaha, I.; Alves, A.C.; Rocha, L.A.; Toptan, F. A Review on Bio-functionalization of β-Ti Alloys. J. Bio. Tribo. Corros. 2020, 6, 135. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Prokofiev, E.A.; Kazarinov, N.A.; Raab, G.I.; Minasov, T.B.; Strasky, J. Developing Nanostructured Ti Alloys for Innovative Implantable Medical Devices. Materials 2020, 13, 967. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Froes, F.; Qian, M. Titanium in Medical and Dental Applications, 1st ed.; Woodhead Publishing: Sawston, UK, 2018; ISBN 9780128124574. paperback ISBN: 9780128124567. [Google Scholar]
- Kozlík, J.; Preisler, D.; Stráský, J.; Veselý, J.; Veverková, A.; Chráska, T.; Janeček, M. Phase transformations in a heterogeneous Ti-xNb-7Zr-0.8O alloy prepared by a field-assisted sintering technique. Mater. Des. 2021, 198, 109308. [Google Scholar] [CrossRef]
- Zhang, L.C.; Chen, L.Y. A review on biomedical titanium alloys: Recent Progress and Prospect. Adv. Eng. Mater. 2019, 21, 1801215. [Google Scholar] [CrossRef] [Green Version]
- Kopova, I.; Strasky, J.; Harcuba, P.; Landa, M.; Janecek, M.; Bacakova, L. Newly developed Ti–Nb–Zr–Ta–Si–Fe biomedical beta titanium alloys with increased strength and enhanced biocompatibility. Mater. Sci. Eng. C 2016, 60, 230. [Google Scholar] [CrossRef]
- Dal Bo, M.R.; Salvador, C.A.F.; Mello, M.G.; Lima, D.D.; Faria, G.A.; Ramirez, A.J.; Caram, R. The effect of Zr and Sn additions on the microstructure of Ti-Nb-Fe gum metals with high elastic admissible strain. Mater. Des. 2018, 160, 1186–1195. [Google Scholar] [CrossRef]
- Xu, Y.; Gao, J.; Huang, Y.; Rainforth, W.M. A low-cost metastable beta Ti alloy with high elastic admissible strain and enhanced ductility for orthopaedic application. J. All. Comp. 2020, 835, 155391. [Google Scholar] [CrossRef]
- Strasky, J.; Harcuba, P.; Vaclavova, K.; Horvath, K.; Landa, M.; Srba, O.; Janecek, M. Increasing strength of a biomedical Ti-Nb-Ta-Zr alloy by alloying with Fe, Si and O. J. Mech. Behav. Biomed. Mat. 2017, 71, 329–336. [Google Scholar] [CrossRef]
- Kolli, R.; Devaraj, A. A review of metastable beta titanium alloys. Metals 2018, 8, 506. [Google Scholar] [CrossRef] [Green Version]
- Okazaki, Y.; Katsuda, S.-i. Biological Safety Evaluation and Surface Modification of Biocompatible Ti–15Zr–4Nb Alloy. Materials 2021, 14, 731. [Google Scholar] [CrossRef] [PubMed]
- Gurel, S.; Yagci, M.B.; Canadinc, D.; Gerstein, G.; Bal, B.; Maier, H.J. Fracture behavior of novel biomedical Ti-based high entropy alloys under impact loading. Mater. Sci. Eng. A 2020, 803, 140456. [Google Scholar] [CrossRef]
- Gepreel, M.A.-H.; Niinomi, M. Biocompatibility of Ti-alloys for long-term implantation. J. Mech. Behav. Biomed. Mater. 2013, 20, 407–415. [Google Scholar] [CrossRef]
- Ozan, S.; Lin, J.; Zhang, Y.; Li, Y.; Wen, C. Cold rolling deformation and annealing behavior of a β-type Ti–34Nb–25Zr titanium alloy for biomedical applications. J. Mater. Res. Technol. 2020, 9, 2308–2318. [Google Scholar] [CrossRef]
- Gupta, A.; Khatirkar, R.K.; Kumar, A.; Parihar, M.S. Investigations on the effect of heating temperature and cooling rate on evolution of microstructure in an α + β titanium alloy. Mater. Res. Soc. 2018, 33, 946–957. [Google Scholar] [CrossRef]
- Padmalatha, T.S.R.V.; Chakkingal, U. The effect of heat treatment and the volume fraction of the alpha phase on the workability of Ti-5Al-5Mo-5V-3Cr alloy. J. Mater. Eng. Perform. 2019, 28, 5352–5360. [Google Scholar] [CrossRef]
- Xu, P.; Zhou, L.; Han, M.; Wei, Z.; Liang, Y. Flash-butt welded Ti6242 joints preserved base-material strength and ductility. Mater. Sci. Eng. A 2020, 774, 138915. [Google Scholar] [CrossRef]
- Hanada, S.; Masahashi, N.; Semboshi, S.; Jung, T.K. Low Young’s modulus of cold groove-rolled β Ti–Nb–Sn alloys for orthopedic applications. Mater. Sci. Eng. A 2021, 802, 140645. [Google Scholar] [CrossRef]
- Niinomi, M.; Yi, L.; Nakai, M.; Liu, H.; Hua, L. Biomedical titanium alloys with Young’s moduli close to that of cortical bone. Regener. Biomater. 2016, 3, 173–185. [Google Scholar]
- Haftlang, F.; Zarei-Hanzaki, A.; Abedi, H.R.; Kalaei, M.A.; Nemecek, J.; Málek, J. Room-temperature micro and macro mechanical properties of the metastable Ti–29Nb–14Ta–4.5Zr alloy holding nano-sized precipitates. Mater. Sci. Eng A 2019, 771. [Google Scholar] [CrossRef]
- Baltatu, M.S.; Vizureanu, P.; Geanta, V.; Tugui, C.A.; Voiculescu, I. Mechanical tests for Ti-based alloys as new medical materials. IOP Publ. Conf. Ser. Mater. Sci. Eng. 2019, 572, 012029. [Google Scholar] [CrossRef] [Green Version]
- Elias, L.M.; Schneider, S.G.; Schneider, S.; Silva, H.M.; Malvisi, F. Microstructural and mechanical characterization of biomedical Ti–Nb–Zr(–Ta) alloys. Mater. Sci. Eng. A 2006, 432, 108–112. [Google Scholar] [CrossRef]
- Tane, M.; Akita, S.; Nakano, T.; Hagihara, K.; Umakoshi, Y.; Niinomi, M.; Mori, H.; Nakajima, H. Low Young’s modulus of Ti–Nb–Ta–Zr alloys caused by softening in shear moduli c0 and c44 near lower limit of body- centered cubic phase stability. Acta Mater. 2010, 58, 6790–6798. [Google Scholar] [CrossRef]
- Fu, Y.; Wang, J.; Xiao, W.; Zhao, X.; Ma, C. Microstructure evolution and mechanical properties of Ti–8Nb–2Fe-0.2O alloy with high elastic admissible strain for orthopedic implant applications. Prog. Nat. Sci. Mater. Int. 2020, 30, 100–105. [Google Scholar] [CrossRef]
- Biesiekierski, A.; Lin, J.; Li, Y.; Ping, D.; Yamabe-Mitarai, Y.; Wen, C. Investigations into Ti-(Nb,Ta)-Fe Alloys for Biomedical Applications. Acta Biomater. 2016, 32, 336–347. [Google Scholar] [CrossRef]
- Li, Q.; Miao, P.; Li, J.; He, M.; Nakai, M.; Niinomi, M.; Chiba, A.; Nakano, T.; Liu, X.; Zhou, K.; et al. Effect of Nb Content on Microstructures and Mechanical Properties of Ti-xNb-2Fe Alloys. J. Mater. Eng. Perform. 2019, 28, 5501–5508. [Google Scholar] [CrossRef]
- Ehtemam, -H.S.; Attar, H.; Okulov, I.V.; Dargusch, M.S.; Kent, D. Microstructural evolution and mechanical properties of bulk and porous low-cost Ti–Mo–Fe alloys produced by powder metallurgy. J. All. Comp. 2021, 853, 156768. [Google Scholar] [CrossRef]
- Abdel-Hady, M.; Hinoshita, K.; Morinaga, M. General approach to phase stability and elastic properties of β-type Ti-alloys using electronic parameters. Scr. Mater. 2006, 55, 477–480. [Google Scholar] [CrossRef]
- Abdel-Hady, M.; Fuwa, H.; Hinoshita, K.; Kimura, H.; Shinzato, Y.; Morinaga, M. Phase stability change with Zr content in β-type Ti–Nb alloys. Scr. Mater. 2007, 57, 1000–1003. [Google Scholar] [CrossRef]
- Naresh Kumar, K.; Muneshwar, P.; Singh, S.K.; Jha, A.K.; Pant, B. Thermomechanical working and heat treatment studies on meta-stable beta titanium alloy (Ti15V3Al3Sn3Cr) plates. Mater. Sci. Forum 2015, 830, 151–155. [Google Scholar] [CrossRef]
- Wu, H.; Zhou, J. The quantitative understanding on the influence of α″ phase on mechanical behavior of Ti-Nb-Ta-Zr-O alloy. J. All. Comp. 2018, 768, 914–923. [Google Scholar] [CrossRef]
- Acharya, S.; Panicker, A.G.; Laxmi, D.V.; Suwas, S.; Chatterjee, K. Study of the influence of Zr on the mechanical properties and functional response of Ti-Nb-Ta-Zr-O alloy for orthopedic applications. Mater. Des. 2019, 164. [Google Scholar] [CrossRef]
- Yokota, K.; Bahador, A.; Shitara, K.; Umeda, J.; Kondoh, K. Mechanisms of tensile strengthening and oxygen solid solution in single β-phase Ti-35 at.% Ta + O alloys. Mater. Sci. Eng. A 2021, 802, 140677. [Google Scholar] [CrossRef]
- Sochacka, P.; Jurczyk, M.U.; Kowalski, K.; Wirstlein, P.K.; Jurczyk, M. Ultrafine-Grained Ti-31Mo-Type Composites with HA and Ag, Ta2O5 or CeO2 Addition for Implant Applications. Materials 2021, 14, 644. [Google Scholar] [CrossRef]
- Stráský, J.; Janeček, M.; Harcuba, P.; Preisler, D.; Landa, M. 4.2-biocompatible beta-Ti alloys with enhanced strength due to increased oxygen content. In Titanium and Medical Dental Applications; Froes, F.H., Qian, M., Eds.; Woodhead Publishing: Sawston, UK, 2018; pp. 371–392. [Google Scholar] [CrossRef]
- Preisler, D. Oxygen-Strengthened Biomedical Beta Titanium Alloys. Master’s Thesis, Charles University, Prague, Czech Republic, 2018. Available online: http://hdl.handle.net/20.500.11956/98671 (accessed on 22 March 2021).
- Mohammed, M.T.; Khan, Z.A.; Siddiquee, A.N. Beta Titanium Alloys: The Lowest Elastic Modulus for Biomedical Applications: A Review. World Acad. Sci. Eng. Technol. Int. J. Chem. Mol. Nucl. Mater. Metal. Eng. 2014, 8, 822–827. [Google Scholar]
- Zafari, A.; Ding, Y.; Cui, J.; Xia, K. Achieving fine beta grain structure in a metastable beta titanium alloy through multiple forging-annealing cycles. Metal. Mater. Trans. A 2016, 47, 3633–3648. [Google Scholar] [CrossRef]
- Hsu, H.C.; Wu, S.C.; Kuo, J.H.; Ho, W.F. Effects of Heat Treatments on the Structure and Mechanical Properties of Ti-25Nb-8Sn Alloy. J. Mater. Eng Perform. 2021, 30, 2309–2315. [Google Scholar] [CrossRef]
- Soundararajan, S.R.; Vishnu, J.; Manivasagam, G.; Muktinutalapati, N.R. Heat Treatment of Metastable Beta Titanium Alloys. IntechOpen 2020. [Google Scholar] [CrossRef]
- Kim, K.M.; Kim, H.Y.; Shuichi Miyazaki, S. Effect of Zr Content on Phase Stability, Deformation Behavior, and Young’s Modulus in Ti–Nb–Zr Alloys. Materials 2020, 13, 476. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Amigó, A.; Vicente, A.; Afonso, C.R.M.; Amigó, V. Mechanical properties and the microstructure of β Ti-35Nb-10Ta-xFe alloys obtained by powder metallurgy for biomedical applications. Metals 2019, 9, 76. [Google Scholar] [CrossRef] [Green Version]
- Lee, C.M.; Ho, W.F.; Ju, C.P.; Chern Lin, J.H. Structure and properties of Titanium-25 Niobium-x iron alloys. J. Mater. Sci. Mater. Med. 2002, 13, 695–700. [Google Scholar] [CrossRef] [PubMed]
- Hsu, H.-C.; Hsu, S.-K.; Wu, S.-C.; Lee, C.J.; Ho, W.F. Structure and mechanical properties of as-cast Ti–5Nb–xFe alloys. Mater. Charact. 2010, 61, 851–858. [Google Scholar] [CrossRef]
- Salvador Camilo, A.F.; Roveri-Dal Bo, M.; Lima, D.D.; Miranda Caetano, R.; Caram, R. Experimental and computational investigation of Ti-Nb-Fe-Zr alloys with limited Fe contents for biomedical applications. J. Mater. Sci. Met. Corros. 2021. [Google Scholar] [CrossRef]
- Xue, P.; Li, Y.; Li, K.; Zhang, D.; Zhou, C. Superelasticity, corrosion resistance and biocompatibility of the Ti-19Zr-10Nb-1Fe alloy. Mater. Sci. Eng. C 2015, 50, 179–186. [Google Scholar] [CrossRef]
- Lopes, E.S.N.; Salvador, C.A.F.; Andrade, D.R.; Cremasco, A.; Campo, K.N.; Caram, R. Microstructure, mechanical properties, and electrochemical behavior of Ti-Nb-Fe alloys applied as biomaterials. Metall. Mater. Trans. A 2016, 47, 3213–3226. [Google Scholar] [CrossRef]
- Cuil, W.F.; Guo, A.H. Microstructures and properties of biomedical TiNbZrFe β-titanium alloy under aging conditions. Mater. Sci. Eng. A 2009, 527, 258–262. [Google Scholar] [CrossRef]
- Nocivin, A.; Cojocaru, V.D.; Raducanu, D.; Cinca, I.; Angelescu, M.L.; Dan, I.; Serban, N.; Cojocaru, M. Finding an Optimal Thermo-Mechanical Processing Scheme for a Gum-type Ti-Nb-Zr-Fe-O Alloy. J. Mater. Eng. Perform. 2017, 26, 4373–4380. [Google Scholar] [CrossRef]
- Furuta, T.; Kuramoto, S.; Hwang, J.; Nishino, K.; Saito, T.; Niinomi, M. Mechanical Properties and Phase Stability of Ti-Nb-Ta-Zr-O Alloys. Mater. Trans. 2007, 48, 1124–1130. [Google Scholar] [CrossRef] [Green Version]
- Wei, Q.; Wang, L.; Fu, Y.; Qin, J.; Lu, W.; Zhang, D. Influence of oxygen content on microstructure and mechanical properties of Ti–Nb–Ta–Zr alloy. Mater. Des. 2011, 32, 2934–2939. [Google Scholar] [CrossRef]
- Mohan, P.; Rajak, D.K.; Pruncu, I.C.; Behera, A.; Amigó-Borrás, V.; Elshalakany, A.B. Influence of β-phase stability in elemental blended Ti-Mo and Ti-Mo-Zr alloys. Micron 2020, 142, 102992. [Google Scholar] [CrossRef] [PubMed]
- Besse, M.; Castany, P.; Gloriant, T. Mechanisms of deformation in gum metal TNTZ-O and TNTZ titanium alloys: A comparative study on the oxygen influence. Acta Mater. 2011, 59, 5982–5988. [Google Scholar] [CrossRef] [Green Version]
- Li, P.; Ma, X.; Wang, D.; Zhang, H. Microstructural and Mechanical Properties of β-Type Ti–Nb–Sn Biomedical Alloys with Low Elastic Modulus. Metals 2019, 9, 712. [Google Scholar] [CrossRef] [Green Version]
- Bahl, S.; Shreyas, P.; Trishul, M.A.; Suwas, S.; Chatterjee, K. Enhancing the mechanical and biological performance of a metallic biomaterial for orthopedic applications through changes in the surface oxide layer by nanocrystalline surface modification. Nanoscale 2015, 7, 7704–7716. [Google Scholar] [CrossRef] [Green Version]
- Neelakantan, S.; Rivera-Diaz-del-Castillo, R.; Van der Zwaag, S. Prediction of the martensite start temperature for β titanium alloys as a function of composition. Scripta Mater. 2009, 60, 611. [Google Scholar] [CrossRef]
- Santhosh, R.; Geetha, M.; Nageswara Rao, M. Recent developments in heat treatment of Beta titanium alloys for aerospace applications. Trans. Indian Inst. Met. 2016, 70, 1681–1688. [Google Scholar] [CrossRef]
- Cullity, B.D. Stock, Elements of X-ray Diffraction, 3rd ed.; Pearson: London, UK, 2001. [Google Scholar]
- Ozan, S.; Lin, J.; Li, Y.; Zhang, Y.; Munir, K.; Jiang, H.; Wen, C. Deformation mechanism and mechanical properties of a thermo-mechanically processed β Ti–28Nb–35.4Zr alloy. J. Mech. Behav. Biomed. Mater. 2018, 78, 224–234. [Google Scholar] [CrossRef]
- Ozan, S.; Li, Y.C.; Lin, J.X.; Zhang, Y.W.; Jiang, H.W.; Wen, C.E. Microstructural evolution and its influence on the mechanical properties of a thermo-mechanically processed beta Ti-32Zr-30Nb alloy. Mater. Sci. Eng. A 2018, 719, 112–123. [Google Scholar] [CrossRef]
- Tang, B.; Chu, Y.; Zhang, M.; Meng, C.; Fan, J.; Kou, H.; Li, J. The ω phase transformation during the low temperature aging and low rate heating process of metastable β titanium alloys. Mater. Chem. Phys. 2020, 239, 122–125. [Google Scholar] [CrossRef]
- Ali, T.; Wang, L.; Cheng, X.; Liu, A.; Xu, X. Omega phase formation and deformation mechanism in heat treated Ti-5553 alloy under high strain rate compression. Mater. Lett. 2019, 236, 163–166. [Google Scholar] [CrossRef]
- Cui, B.; Yao, J.; Wu, Y.; Zhang, X.; Wang, F.L.; Sui, J.H.; Cai, W. Precipitation behavior and mechanical properties of Ti–Ni–Nb–Co alloys. Intermetallics 2018, 95, 40–47. [Google Scholar] [CrossRef]
- Hussein, A.H.; Gepreel, M.A.H.; Gouda, M.K.; Hefnawy, A.M.; Kandil, S.H. Biocompatibility of new Ti–Nb–Ta base alloys. Mater. Sci. Eng. C 2016, 61, 574–578. [Google Scholar] [CrossRef] [PubMed]
- Hao, Y.L.; Li, S.J.; Sun, S.Y.; Zheng, C.Y.; Yang, R. Elastic deformation behavior of Ti–24Nb–4Zr–7.9Sn for biomedical applications. Acta Biomater. 2007, 3, 277–286. [Google Scholar] [CrossRef]
- You, L.; Song, X. A study of low Young’s modulus Ti-Nb-Zr alloys using d electrons alloy theory. Scr. Mater. 2012, 67, 57–60. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, L.; Guo, Z.; Jiang, Y.; Tao, X.; Liu, L. Study of low-modulus biomedical β Ti–Nb–Zr alloys based on single-crystal elastic constants modeling. J. Mech. Behav. Biomed. Mater. 2016, 62, 310–318. [Google Scholar] [CrossRef]
- Schneider, S.; Schneider, S.G.; Silva, H.M.; Neto, C.M. Study of the non-linear stress–strain behavior in Ti–Nb–Zr alloys. Mater. Res. 2005, 8, 435–438. [Google Scholar] [CrossRef] [Green Version]
- Raabe, D.; Sander, B.; Friak, M.; Ma, D.; Neugebauer, J. Theory-guided bottom-up design of β-Ti alloys as biomaterials based on first principles calculations: Theory and experiments. Acta Mater. 2007, 55, 4475–4487. [Google Scholar] [CrossRef]
- Todd, R.; Armstrong, D. Gum metal and related alloys. In Encyclopedia of Materials: Science and Technology; Elsevier: Amsterdam, The Netherlands, 2006; pp. 1–4. [Google Scholar] [CrossRef]
- Lee, T.; Lee, S.; Kim, I.S.; Moon, Y.H.; Kim, H.S.; Park, C.H. Breaking the limit of Young’s modulus in low-cost Ti–Nb–Zr alloy for biomedical implant applications. J. Alloys Comp. 2020, 828, 154401. [Google Scholar] [CrossRef]
- Wei, L.S.; Kim, H.Y.; Miyazaki, S. Effects of oxygen concentration and phase stability on nano-domain structure and thermal expansion behavior of Ti–Nb–Zr–Ta–O alloys. Acta Mater. 2015, 100, 313. [Google Scholar] [CrossRef]
- Nakai, M.; Niinomi, M.; Akahori, T.; Tsutsumi, H.; Ogawa, M. Effect of Oxygen Content on Microstructure and Mechanical Properties of Biomedical Ti-29Nb-13Ta-4.6Zr Alloy under Solutionized and Aged Conditions. Mater. Trans. 2009, 50, 2716. [Google Scholar] [CrossRef] [Green Version]
- Niinomi, M.; Nakai, M.; Hendrickson, M.; Nandwana, P.; Alam, T.; Choudhuri, D.; Banerjee, R. Influence of oxygen on omega phase stability in the Ti-29Nb-13Ta-4.6Zr alloy. Scr. Mater. 2016, 123, 144. [Google Scholar] [CrossRef]
- Kim, J.I.; Kim, H.Y.; Hosoda, H.; Miyazaki, S. Shape Memory Behavior of Ti-22Nb-(0.5–2.0)O(at%). Mater. Trans. 2005, 46, 852. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| The Alloy State | Mechanical Properties (SD-Standard Deviation) | ||||
|---|---|---|---|---|---|
| YS (MPa) | UTS (MPa) | εf (%) | E (GPa) | We (J/m3) | |
| Homogenized alloy | 552.1 (10.8) | 760.2 (13.3) | 20.6 (0.6) | 49.2 (1.6) | 4.3 × 106 |
| MPR—(εtot = 90%) | 1011.8 (11.3) | 1268.6 (16.3) | 4.8 (0.1) | 50.3 (1.2) | 16.6 × 106 |
| V-1: (εtot = 90%) + (950 °C-10 min-w.q.) | 773.4 (11.2) | 1142.8 (16.1) | 9.2 (0.3) | 48.6 (0.8) | 11.3 × 106 |
| V-2: (εtot = 90%) + (950 °C-20 min-w.q.) | 702.3 (10.2) | 1036.4 (15.8) | 6.8 (0.2) | 49.3 (1.1) | 9.8 × 106 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nocivin, A.; Raducanu, D.; Vasile, B.; Trisca-Rusu, C.; Cojocaru, E.M.; Dan, A.; Irimescu, R.; Cojocaru, V.D. Tailoring a Low Young Modulus for a Beta Titanium Alloy by Combining Severe Plastic Deformation with Solution Treatment. Materials 2021, 14, 3467. https://doi.org/10.3390/ma14133467
Nocivin A, Raducanu D, Vasile B, Trisca-Rusu C, Cojocaru EM, Dan A, Irimescu R, Cojocaru VD. Tailoring a Low Young Modulus for a Beta Titanium Alloy by Combining Severe Plastic Deformation with Solution Treatment. Materials. 2021; 14(13):3467. https://doi.org/10.3390/ma14133467
Chicago/Turabian StyleNocivin, Anna, Doina Raducanu, Bogdan Vasile, Corneliu Trisca-Rusu, Elisabeta Mirela Cojocaru, Alexandru Dan, Raluca Irimescu, and Vasile Danut Cojocaru. 2021. "Tailoring a Low Young Modulus for a Beta Titanium Alloy by Combining Severe Plastic Deformation with Solution Treatment" Materials 14, no. 13: 3467. https://doi.org/10.3390/ma14133467
APA StyleNocivin, A., Raducanu, D., Vasile, B., Trisca-Rusu, C., Cojocaru, E. M., Dan, A., Irimescu, R., & Cojocaru, V. D. (2021). Tailoring a Low Young Modulus for a Beta Titanium Alloy by Combining Severe Plastic Deformation with Solution Treatment. Materials, 14(13), 3467. https://doi.org/10.3390/ma14133467