
Effectiveness of Silanization and Plasma Treatment in the Improvement of Selected Flax Fibers’ Properties


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fibers
2.3. Modification
2.3.1. Silanization
2.3.2. Plasma Treatment
2.4. Test Methods
2.4.1. Thermal Stability Tests
2.4.2. Fourier Transform Infrared Spectrometry (FTIR) Analysis
2.4.3. Flammability Tests
2.4.4. Evaluation of Fibers
3. Results
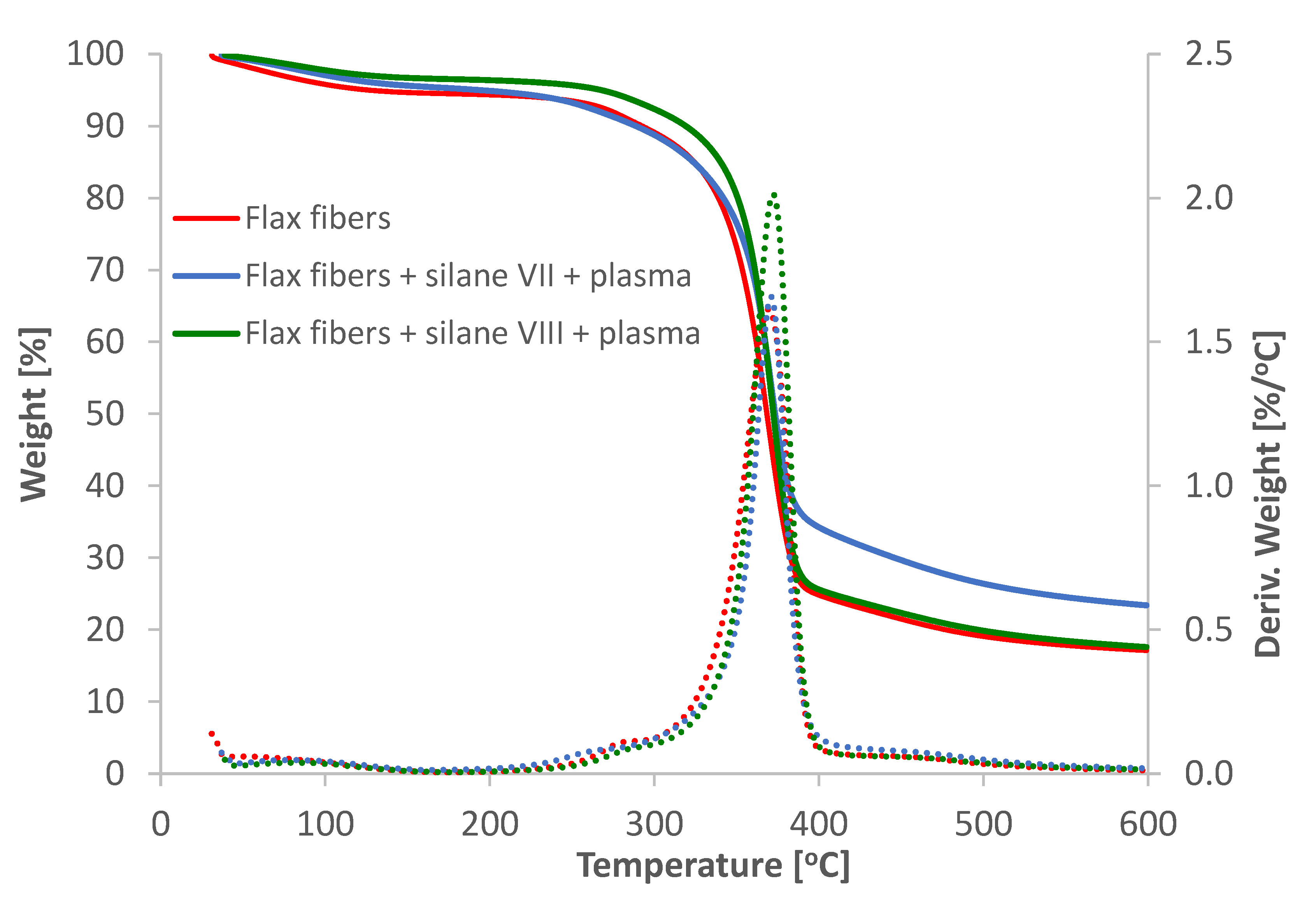
3.1. Thermal Stability
3.2. Fourier Transform Infrared Spectrometry (FTIR) Analysis
3.3. Flammability
3.4. Evaluation of Fibers
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Varghese, A.M.; Mittal, V. Surface modification of natural fibers. In Biodegradable and Biocompatible Polymer Composites, Processing, Properties and Applications; Woodhead Publishing Series in Composites Science and Engineering; Elsevier: Amsterdam, The Netherlands, 2018; pp. 115–155. [Google Scholar] [CrossRef]
- Ferreira, D.P.; Cruz, J.; Fangueiro, R. Surface modification of natural fibers in polymer composites, In Green Composites for Automotive Applications; Woodhead Publishing Series in Composites Science and Engineering; Elsevier: Amsterdam, The Netherlands, 2019; pp. 3–41. [Google Scholar] [CrossRef]
- Gupta, U.S.; Dhamarikar, M.; Dharkar, A.; Chaturvedi, S.; Kumrawat, A.; Giri, N.; Tiwari, S.; Namdeo, R. Plasma modification of natural fiber: A review. Mater. Today Proc. 2021, 43, 451–457. [Google Scholar] [CrossRef]
- Doan, T.; Gao, S.; Mäder, E. Jute/polypropylene composites I. Effect of matrix modification. Compos. Sci. Technol. 2006, 66, 952–963. [Google Scholar] [CrossRef]
- Bhattacharyya, D.; Subasinghe, A.; Kim, N.K. Natural fibers: Their composites and flammability characterizations. In Multifunctionality of Polymer Composites Challenges and New Solutions; Fridrich, K., Breuer, U., Eds.; William Andrew: Waltham, MA, USA, 2015; pp. 102–143. [Google Scholar]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Godara, S.S. Effect of chemical modification of fiber surface on natural fiber composites: A review. Mater. Today Proc. 2019, 18, 3428–3434. [Google Scholar] [CrossRef]
- Xie, Y.; Hill, C.; Xiao, Z.; Militz, H.; Mai, C. Silane coupling agents used for natural fiber/polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 806–819. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Effects of chemical treatments on hemp fiber structure. App. Surf. Sci. 2013, 276, 13–23. [Google Scholar] [CrossRef]
- Dharmalingam, S.; Meenakshisundaram, O.; Kugarajah, V. Effect of degree of silanization of luffa on the properties of luffa-epoxy composites. Colloid Surf. A 2020, 603, 125273. [Google Scholar] [CrossRef]
- Singh, M.; Vajpayee, M.; Ledwani, L. Eco-friendly surface modification of natural fibres to improve dye uptake using natural dyes and application of natural dyes in fabric finishing: A review. Mater. Today Proc. 2021, 43, 2868–2871. [Google Scholar] [CrossRef]
- Ragoubi, M.; George, B.; Molina, S.; Bienaimé, D.; Merlin, A.; Hiver, J.; Dahoun, A. Effect of corona discharge treatment on mechanical and thermal properties of composites based on miscanthus fibres and polylactic acid or polypropylene matrix. Compos. Part A Appl. Sci. Manuf. 2012, 43, 675–685. [Google Scholar] [CrossRef]
- Gassan, J.; Gutowski, V.S. Effects of corona discharge and UV treatment on the properties of jute-fibre epoxy composites. Compos. Sci. Technol. 2000, 60, 2857–2863. [Google Scholar] [CrossRef]
- Popescu, M.C.; Totolin, M.; Tibirna, C.M.; Sdrobis, A.; Stevanovic, T.; Vasile, C. Grafting of softwood kraft pulps fibers with fatty acids under cold plasma conditions. Int. J. Biol. Macromol. 2011, 48, 326–335. [Google Scholar] [CrossRef]
- Stalici, T.; Fiore, V.; Valenza, A. Effect of plasma treatment on the properties of Arundo Donax L. leaf fibres and its bio-based epoxy composites: A preliminary study. Compos. Part B Eng. 2016, 94, 167–175. [Google Scholar] [CrossRef]
- Saria, P.S.; Thomas, S.; Spatenka, P.; Ghanam, Z.; Jenikova, Z. Effect of plasma modification of polyethylene on natural fibre composites prepared via rotational moulding. Compos. Part A Appl. Sci. Manuf. 2019, 177, 107344. [Google Scholar] [CrossRef]
- Karahan, H.A.; Özdogan, E. Improvements of surface functionality of cotton fibers by atmospheric plasma treatment. Fibers Polym. 2008, 9, 21–26. [Google Scholar] [CrossRef]
- Vander Wielen, L.C.; Östenson, M.; Gatenholm, P.; Ragauskas, A. Surface modification of cellulosic fibers using dielectric-barrier discharge. Carbohydr. Polym. 2006, 65, 179–184. [Google Scholar] [CrossRef]
- Miedzianowska, J.; Masłowski, M.; Rybinski, P.; Strzelec, K. Properties of chemically modified (selected silanes) lignocellulosic filler and its application in natural rubber biocomposites. Materials 2020, 13, 4163. [Google Scholar] [CrossRef] [PubMed]
- Kumarjyoti, R.; Subhas, C.D.; Lazaros, T.; Aphiwat, P.; Pranut, P. Effect of various surface treatments on the performance of jute fibers filled natural rubber (NR) composites. Polymers 2020, 12, 369. [Google Scholar] [CrossRef] [Green Version]
- Hamad, S.F.; Stehling, N.; Hayes, S.A.; Foreman, J.P.; Rodenburg, C. Exploiting plasma exposed, natural surface nanostructures in ramie fibers for polymer composite applications. Materials 2019, 12, 1631. [Google Scholar] [CrossRef] [Green Version]
- Konczewicz, W.; Zimniewska, M.; Valera, M.A. Selection of a retting method for extraction of bast fibres as response to challenges in composite reinforcement. Text. Res. J. 2017, 88, 2104–2119. [Google Scholar] [CrossRef]
- Poletto, M.; Ornaghi Júnior, H.L.; Zattera, A.J. Thermal Decomposition of Natural Fibers: Kinetics and Degradation Mechanisms. In Reactions and Mechanisms in Thermal Analysis of Advanced Materials; Tiwari, A., Raj, B., Eds.; Scrivener Publishing LLC: Salem, MA, USA, 2015; pp. 515–546. [Google Scholar] [CrossRef]
- Golova, L.K.; Makarov, I.S.; Bondarenko, G.N.; Mironova, M.V.; Berkovich, A.K.; Shandryuk, G.A.; Vinogradov, M.I.; Bermeshev, M.V.; Kulichikhin, V.G. Composite fibers based on cellulose and vinyltriethoxysilane as precursors of carbon material. Polym. Sci. Ser. B 2020, 62, 152–162. [Google Scholar] [CrossRef]
- Zin, M.H.; Abdan, K.; Mazlan, N.; Zainudin, E.S.; Liew, K.E. The effects of alkali treatment on the mechanical and chemical properties of pineapple leaf fibres (PALF) and adhesion to epoxy resin. IOP Conf. Ser. Mater. Sci. Eng. 2018, 368. [Google Scholar] [CrossRef]
- Najeeba, M.I.; Sultanabc, M.T.H.; Yoshito, A.; Shahab, A.U.M.; Kubra, E.; Jawaidb, M.; Ariffine, A.H. Characterization of silane treated Malaysian Yankee Pineapple AC6 leaf fiber (PALF) towards industrial applications. J. Mater. Sci. Technol. 2020, 9, 3128–3139. [Google Scholar] [CrossRef]
- Huda, M.S.; Drzal, L.T.; Mohanty, A.K.; Misra, M. Effect of chemical modifications of the pineapple leaf fiber surfaces on the interfacial and mechanical properties of laminated biocomposites. Compos. Interfaces 2008, 15, 169–191. [Google Scholar] [CrossRef]
- Wladyka-Przybylak, M.; Wesolek, D.; Rojewski, S.; Gasiorowski, R.; Gieparda, W.; Bujnowicz, K.; Maciejewski, H.; Wojcik, R.; Nowicki, M. Synergistic Effect of Modified Natural Fibres with Halogen-Free Fire Retardants in Reducing Flammability of Composites. J. Biobased Mater. Bioenergy 2015, 9, 115–127. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.; Cardona, F. Tensile properties of chemically treated hemp fibres as reinforcement for composites. Compos. Part B Eng. 2013, 53, 362–368. [Google Scholar] [CrossRef]
- Goud, G.; Rao, R. Effect of fibre content and alkali treatment on mechanical properties of Roystonea regia-reinforced epoxy partially biodegradable composites. Bull. Mater. Sci. 2011, 34, 1575–1581. [Google Scholar] [CrossRef]
- Asim, M.; Jawaid, M.; Abdan, K.; Ishak, M.R. Effect of Alkali and Silane Treatments on Mechanical and Fibre-matrix Bond Strength of Kenaf and Pineapple Leaf Fibres. J. Bionic Eng. 2016, 13, 426–435. [Google Scholar] [CrossRef]
- Terpakova, E.; Kidalova, L.; Eštoková, A.; Čigášová, J.; Števulová, N. Chemical modification of hemp shives and their characterization. Procedia Eng. 2012, 42, 931–941. [Google Scholar] [CrossRef] [Green Version]
- Meon, M.S.; Othman, M.F.; Husain, H.; Remeli, M.F.; Syawal, M.S.M. Improving tensile properties of kenaf fibers treated with sodium hydroxide. Procedia Eng. 2012, 41, 1587–1592. [Google Scholar] [CrossRef] [Green Version]
- Asumani, O.M.L.; Reid, R.G.; Paskaramoorthy, R. The effects of alkali–silane treatment on the tensile and flexural properties of short fibre non-woven kenaf reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1431–1440. [Google Scholar] [CrossRef]
- Puglia, D.; Monti, M.; Santulli, C.; Sarasini, F.; De Rosa, I.M.; Kenny, J.M. Effect of alkali and silane treatments on mechanical and thermal behavior of Phormium tenax fibers. Fibers Polym. 2013, 14, 423–427. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Modification | Tonset (°C) | Weight Change (%) | DTG Peak (°C) | Residue at Temperature 600 °C (%) | T10 (°C) | T60 (°C) |
|---|---|---|---|---|---|---|
| Flax fibers | 348.40 | 65.08 | 369.49 | 17.12 | 292.09 | 374.55 |
| Flax fibers + silane VII + plasma | 354.05 | 57.69 | 370.92 | 23.38 | 288.73 | 381.31 |
| Flax fibers + silane VIII + plasma | 355.37 | 66.40 | 372.14 | 17.58 | 318.69 | 377.34 |
| Compound Identified | Molecular Formula | Functional Group | Wave Number cm−1 |
|---|---|---|---|
| Water | H2O | OH | 3737 |
| Carbon dioxide | CO2 | CO2 | 2355; 2311; 671 |
| Carbon monoxide | CO | CO | 2182 |
| Acetic Acid | CH3COOH | OH C=O C-O -CH3 | 3590 1795; 1770 1177 2976 |
| Formic Acid | CHOOH | OH C=O C-O -CH | 3590 1795; 1770 1121; 1067 2910 |
| Formaldehyde | CHOH | C-HO C=O | 2810; 2728 1770; 1746 |
| Type of Modification | Linear Mass (tex) | SD of Linear Mass (tex) | Averadge Diameter 1 (µm) | SD of Diameter (µm) | Aspect Ratio | SD of Aspect Ratio | Hygroscopicity 65 (%) | SD of Hygroscopicity 65 (%) |
|---|---|---|---|---|---|---|---|---|
| Flax fibers | 0.8 | 0.04 | 67.16 | 38.96 | 59.56 | 48.06 | 7.94 | 0.32 |
| Flax fibers + silane VII | 1.0 | 0.08 | 50.15 | 27.33 | 103.50 | 50.30 | 8.39 | 0.14 |
| Flax fibers + silane VIII | 0.6 | 0.00 | 32.68 | 16.26 | 146.17 | 53.11 | 7.20 | 0.53 |
| Flax fibers + Plasma | 0.6 | 0.07 | 24.85 | 8.93 | 178.34 | 53.91 | 5.39 | 0.17 |
| Flax fibers + silane VII + Plasma | 0.6 | 0.07 | 30.50 | 15.98 | 158.68 | 60.64 | 4.08 | 0.21 |
| Flax fibers + silane VIII + Plasma | 0.7 | 0.00 | 33.90 | 17.81 | 143.93 | 55.32 | 3.18 | 0.09 |
| Sample | Longitudinal View of Flax Fibers Magnification × 500 | Cross-Section View of Flax Fibers Magnification × 500 |
|---|---|---|
| Flax fibers | 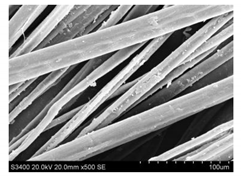 | 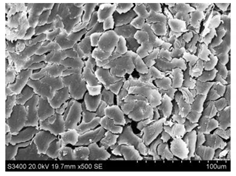 |
| Flax fibers + plasma | 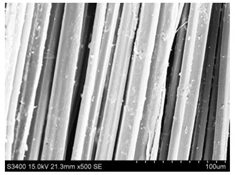 | 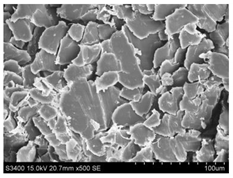 |
| Flax fibers + silane VII | 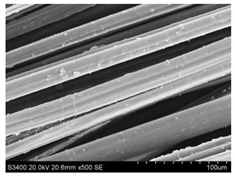 |  |
| Flax fibers + silane VIII | 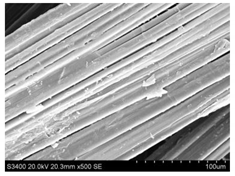 |  |
| Flax fibers + silane VII + plasma | 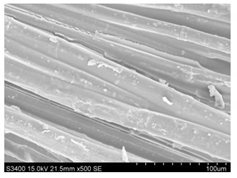 | 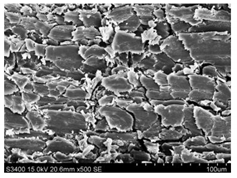 |
| Flax fibers + silane VIII + plasma | 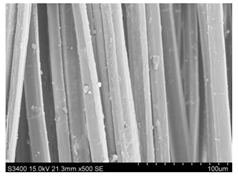 | 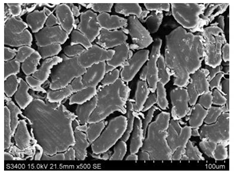 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gieparda, W.; Rojewski, S.; Różańska, W. Effectiveness of Silanization and Plasma Treatment in the Improvement of Selected Flax Fibers’ Properties. Materials 2021, 14, 3564. https://doi.org/10.3390/ma14133564
Gieparda W, Rojewski S, Różańska W. Effectiveness of Silanization and Plasma Treatment in the Improvement of Selected Flax Fibers’ Properties. Materials. 2021; 14(13):3564. https://doi.org/10.3390/ma14133564
Chicago/Turabian StyleGieparda, Weronika, Szymon Rojewski, and Wanda Różańska. 2021. "Effectiveness of Silanization and Plasma Treatment in the Improvement of Selected Flax Fibers’ Properties" Materials 14, no. 13: 3564. https://doi.org/10.3390/ma14133564