
Comprehensive Research and Analysis of a Coated Machining Tool with a New TiAlN Composite Microlayer Using Magnetron Sputtering


Abstract
:1. Introduction
2. Experimental Setup and Material
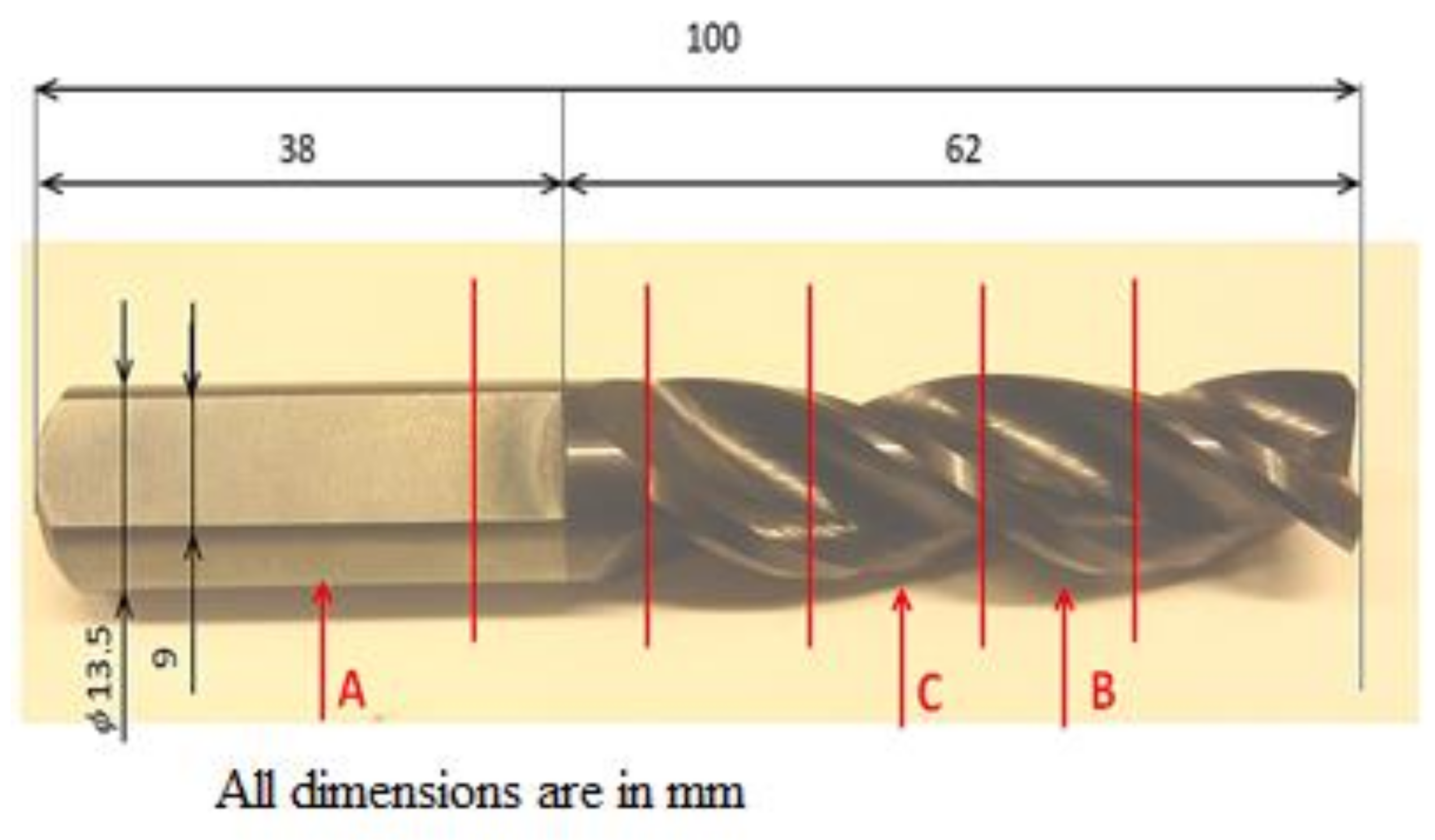
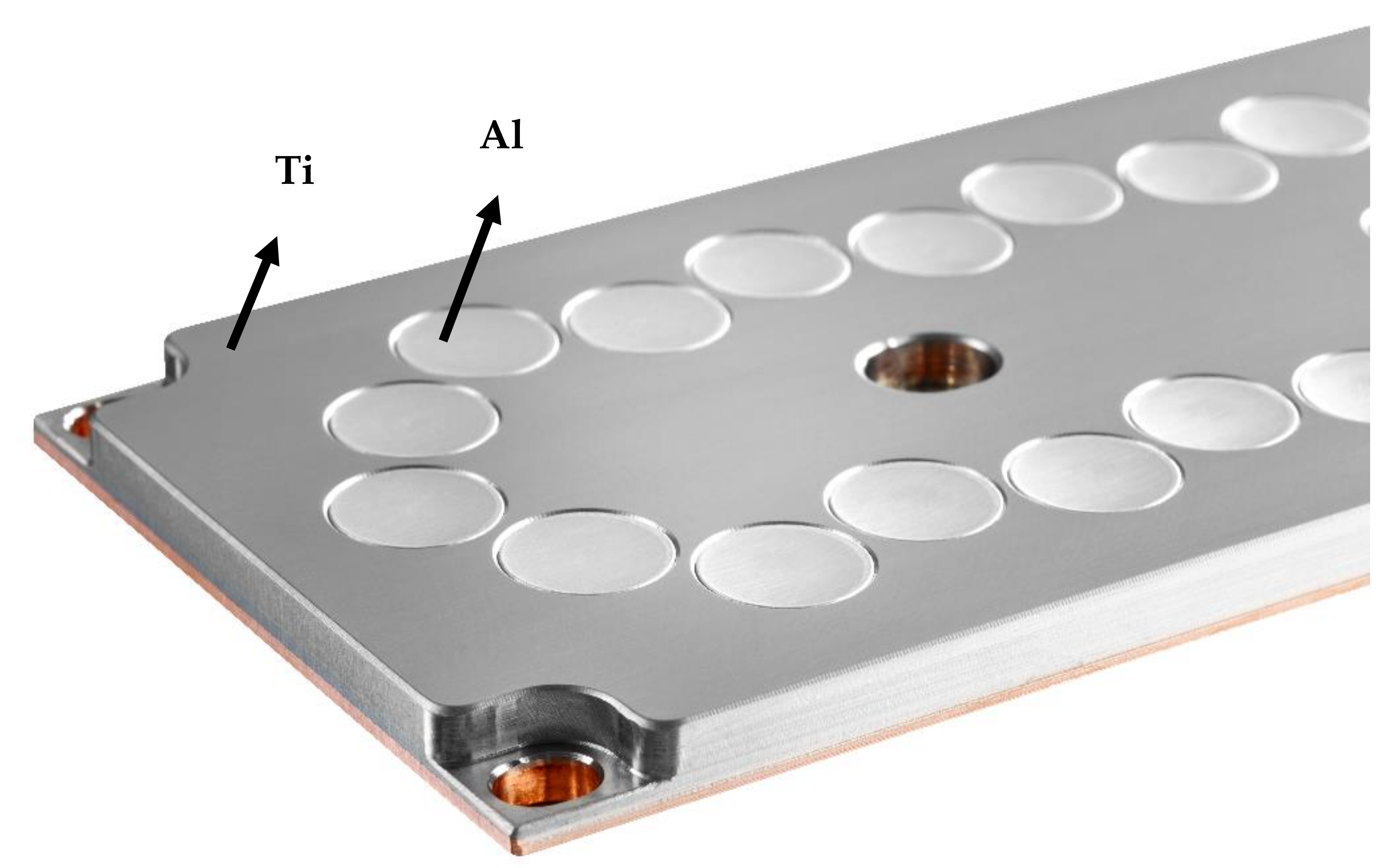
2.1. Experimental Material
2.2. Experimental Setup
2.3. Experimental Methods
3. Results and Discussion
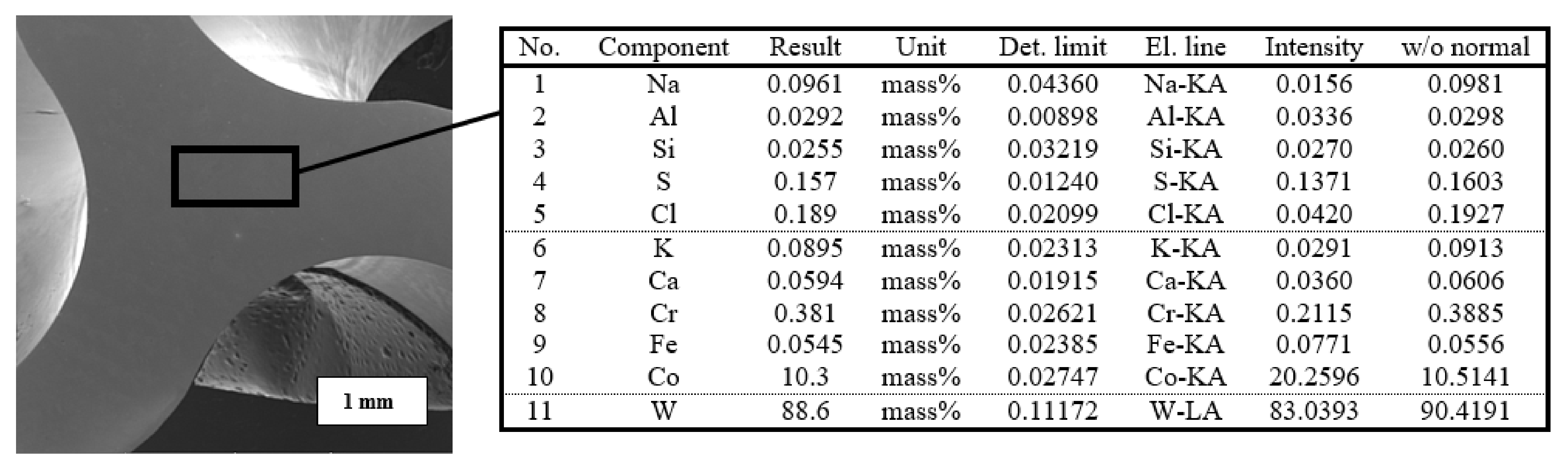
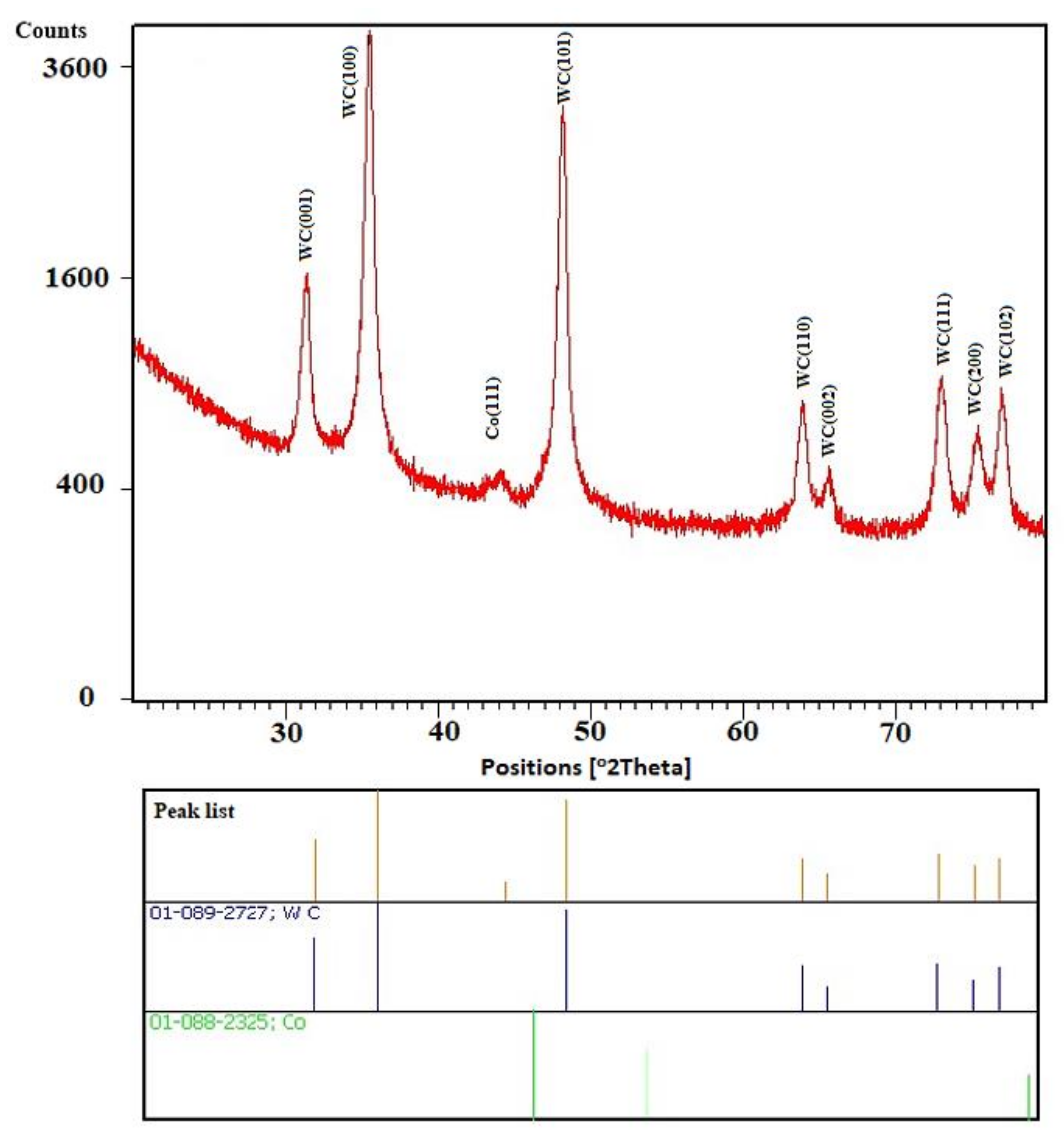
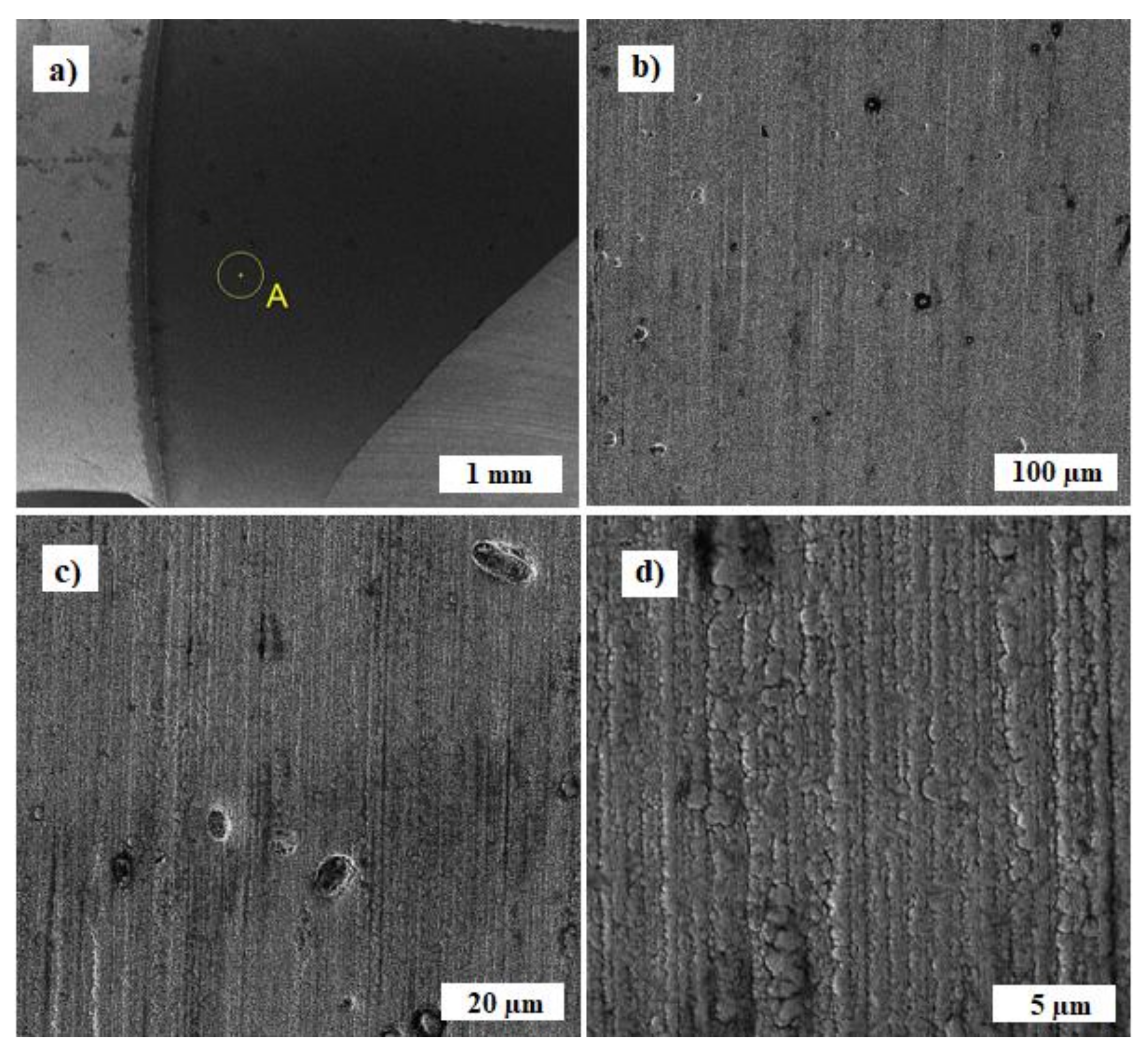
3.1. Analysis of the Chemical Composition of the Milling Drill
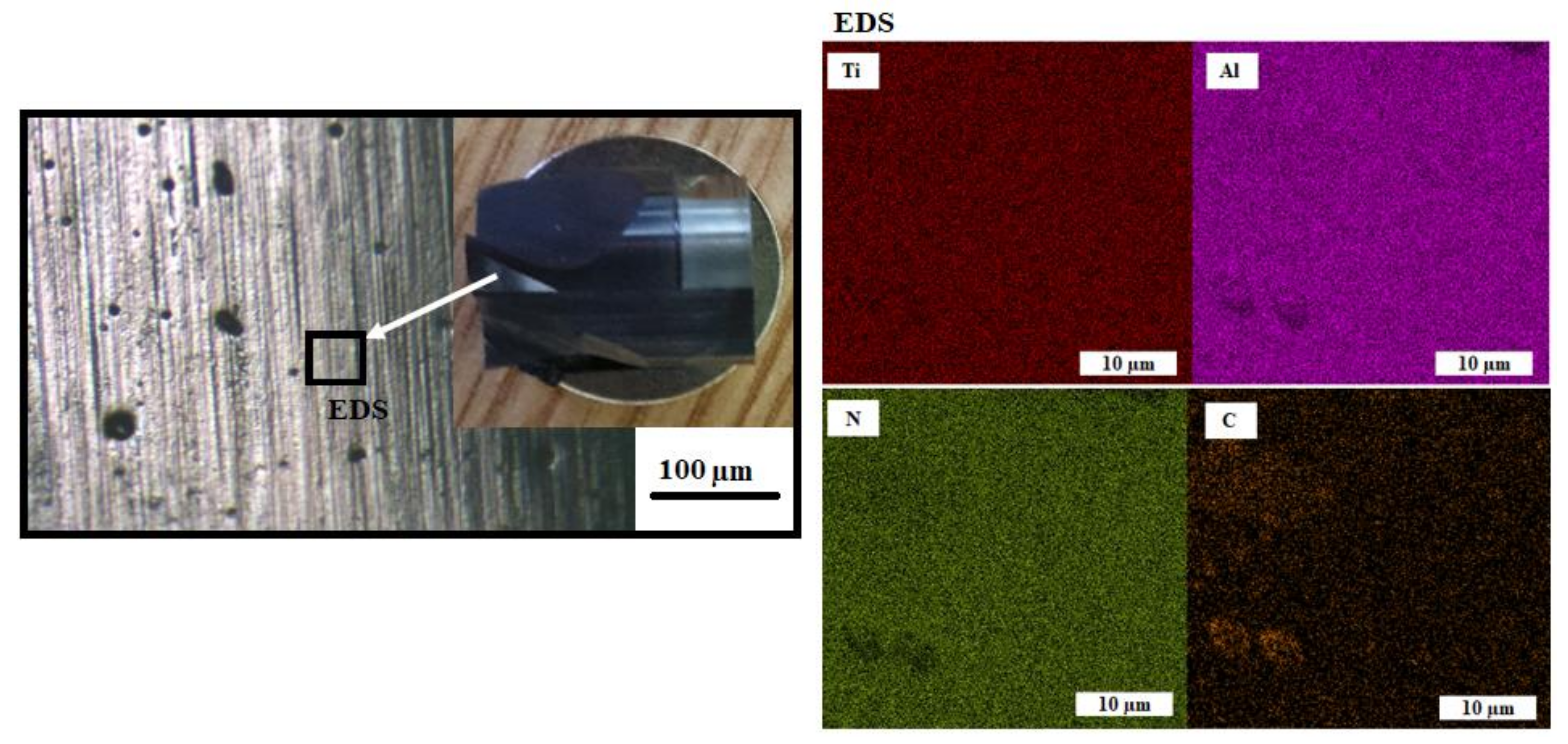
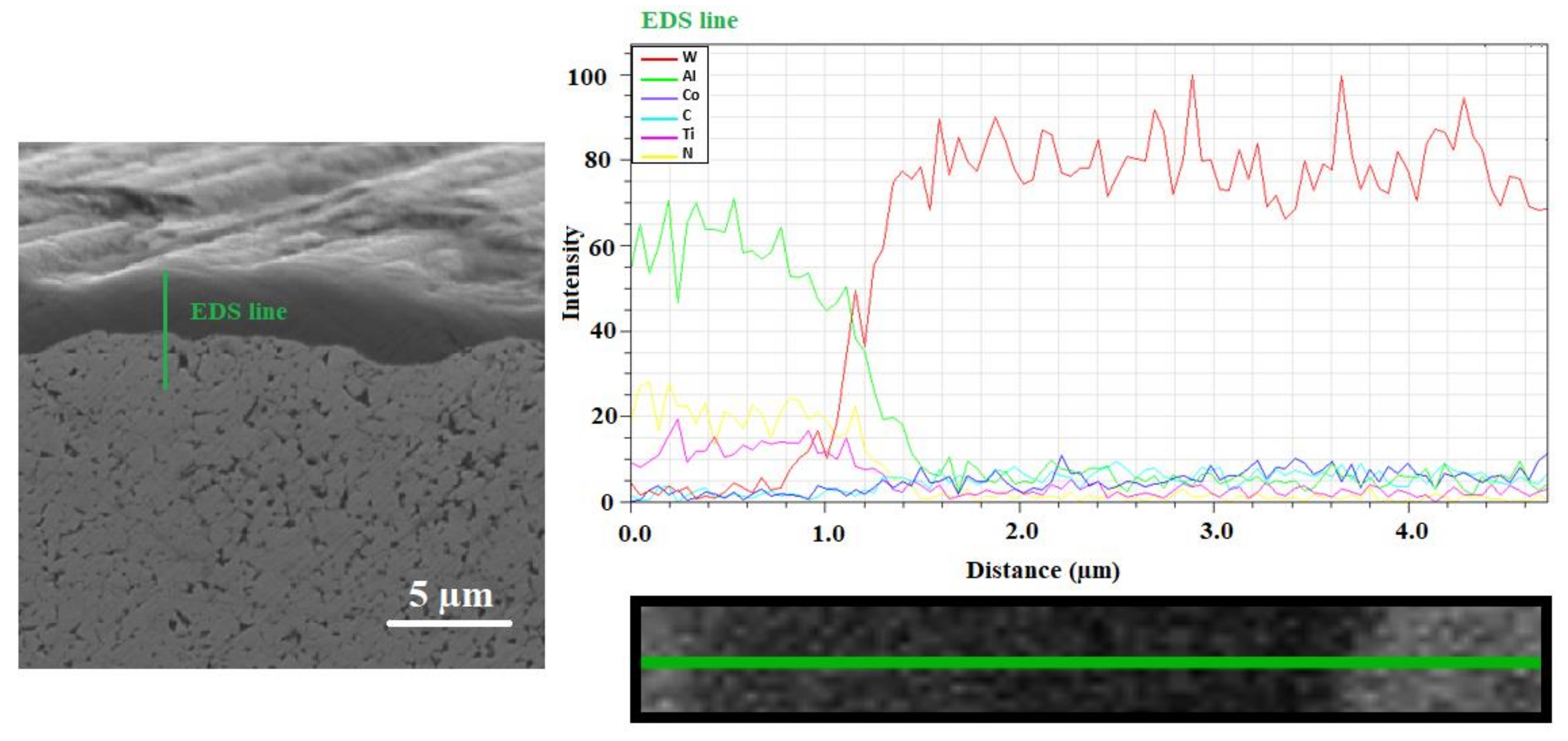
3.2. EDS Coating Analysis
3.3. Analysis of the Surface of the Milling Drill by AFM Microscopy
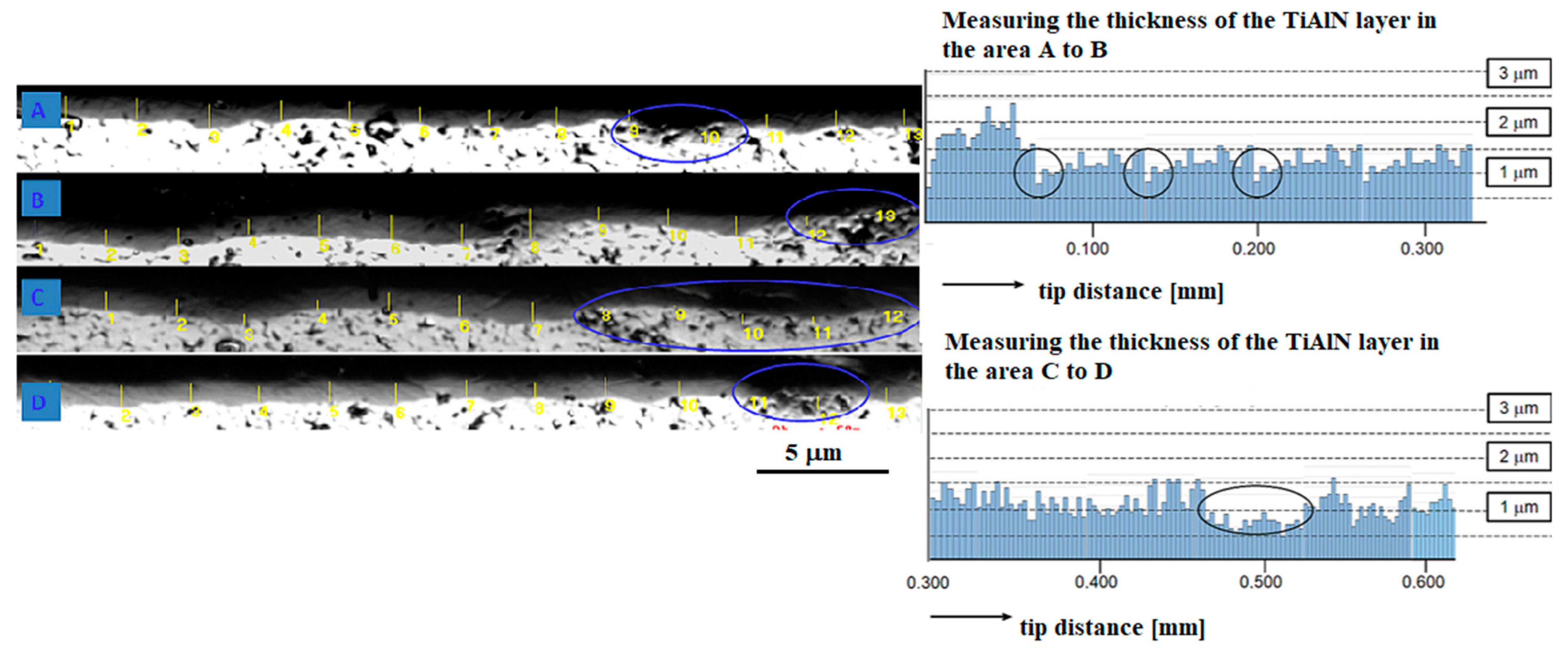
3.4. Analysis of the Connection of the TiAlN Coating on the Working Part of the Milling Drill
3.5. Hardness Measurement
4. Conclusions
- From the results of XRF analyses, it is evident that tungsten with 88.6% content together with WC carbon was the constituent material of the milling drill;
- EDS analyses of the composite TiAlN coating showed that the morphology of the TiAlN coating was formed by lamination of the lamellas next to each other, where the individual lamellas are uniform over a narrow size range and reach a thickness in the range of 0.7–1.0 µm;
- EDS analyses proved very good homogenization of individual elements and their uniform representation in a given layer (titanium, aluminum, and nitrogen);
- Based on AFM analyses, we can conclude that the TiAlN layer showed sharper nanostructures, homogeneously distributed on the surface, with sizes in the range of 15–30 nm;
- The Ra parameter for the TiAlN layer was 17.5 to 20.5 nm;
- In some places, about 0.3 and 0.5 mm from the tip, there were places with practically no layer and, overall, in the 6.4 mm section, there are four places where the layer thickness was practically zero;
- The applied layer of TiAlN had a microhardness of about 2500 HV compared to the basic substrate, which had a microhardness of about 1800 HV.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hovsepian, P.E.; Lewis, D.B.; Münz, W.-D. Recent progress in large scale manufacturing of multilayer/superlattice hard coatings. Surf. Coat. Technol. 2000, 133–134, 166–175. [Google Scholar] [CrossRef]
- Tiron, V.; Velicu, I.; Mihăilă, I.; Popa, G. Deposition rate enhancement in HiPIMS through the control of magnetic field and pulse configuration. Surf. Coat. Technol. 2018, 337, 484–491. [Google Scholar] [CrossRef]
- Sarakinos, K.; Alami, J.; Konstantinidis, S. High power pulsed magnetron sputtering: A review on scientific and engineering state of the art. Surf. Coat. Technol. 2010, 204, 1661–1684. [Google Scholar] [CrossRef]
- Santiago, J.A.; Fernández-Martínez, I.; Kozák, T.; Capek, J.; Wennberg, A.; Molina-Aldareguia, J.M.; Bellido-González, V.; González-Arrabal, R.; Monclús, M.A. The influence of positive pulses on HiPIMS deposition of hard DLC coatings. Surf. Coat. Technol. 2019, 358, 43–49. [Google Scholar] [CrossRef]
- Breidenstein, B.; Denkena, B. Significance of residual stress in PVD-coated carbide cutting tools. CIRP Ann. 2013, 62, 67–70. [Google Scholar] [CrossRef]
- Tillmann, W.; Grisales, D.; Stangier, D.; Butzke, T. Tribomechanical behaviour of TiAlN and CrAlN coatings deposited onto AISI H11 with different pre-treatments. Coatings 2019, 9, 519–539. [Google Scholar] [CrossRef] [Green Version]
- Gudmundsson, J.T.; Alami, J.; Helmersson, U. Evolution of the electron energy distribution and plasma parameters in a pulsed magnetron discharge. Appl. Phys. Lett. 2001, 78, 3427–3429. [Google Scholar] [CrossRef]
- Broitman, E.; Czigány, Z.; Greczynski, G.; Böhlmark, J.; Cremer, R.; Hultman, L. Industrial-scale deposition of highly adherent CNx films on steel substrates. Surf. Coat. Technol. 2010, 204, 3349–3357. [Google Scholar] [CrossRef] [Green Version]
- Lattemann, M.; Ehiasarian, A.P.; Bohlmark, J.; Persson, P.Å.; Helmersson, U. Investigation of high power impulse magnetron sputtering pretreated interfaces for adhesion enhancement of hard coatings on steel. Surf. Coat. Technol. 2006, 200, 6495–6499. [Google Scholar] [CrossRef] [Green Version]
- Lattemann, M.; Moafi, A.; Bilek, M.; McCulloch, D.; McKenzie, D. Energetic deposition of carbon clusters with preferred orientation using a new mixed mode cathodic arc—Sputtering process. Carbon 2010, 48, 918–921. [Google Scholar] [CrossRef]
- Jindal, P.C.; Santhanam, A.T.; Schleinkofer, U.; Shuster, A.F. Performance of PVD TiN, TiCN, and TiAlN coated cemented carbide tools in turning. Int. J. Refract. Met. Hard Mater. 1999, 17, 163–170. [Google Scholar] [CrossRef]
- Bakoglidis, K.D.; Schmidt, S.; Greczynski, G.; Hultman, L. Improved adhesion of carbon nitride coatings on steel substrates using metal HiPIMS pretreatments. Surf. Coat. Technol. 2016, 302, 454–462. [Google Scholar] [CrossRef]
- Vitelaru, C.; Parau, A.C.; Constantin, L.R.; Kiss, A.E.; Vladescu, A.; Sobetkii, A.; Kubart, T. A strategy for alleviating micro arcing during HIPIMs deposition of DLC coatings. Materials 2020, 13, 1038. [Google Scholar] [CrossRef] [Green Version]
- Galvan, D.; Pei, Y.T.; De Hosson, J.T. TEM characterization of a Cr/Ti/TiC graded interlayer for magnetron-sputtered TiC/a-C:H nanocomposite coatings. Acta Mater. 2005, 53, 3925–3934. [Google Scholar] [CrossRef]
- Shimizu, T.; Komiya, H.; Watanabe, T.; Teranishi, Y.; Nagasaka, H.; Morikawa, K.; Yang, M. HIPIMS deposition of TiAlN films on inner wall of micro-dies and its applicability in micro-sheet metal forming. Surf. Coat. Technol. 2014, 250, 44–51. [Google Scholar] [CrossRef]
- Raaif, M. Constructing and characterizing TiAlN thin film by DC. Pulsed magnetron sputtering at different nitrogen/argon gas ratios. J. Adv. Phys. 2018, 14, 5638–5652. [Google Scholar] [CrossRef]
- Mattox, D. The Foundations of Vacuum Coating Technology; Noyes Publications; William Andrew Publishing, Inc.: Albuquerque, NM, USA, 2003; ISBN 0-8155-1495-6. [Google Scholar]
- CemeCon. Coating Technology. Available online: http://www.cemecon.cz/technologie-povlakovani (accessed on 19 May 2021).
- Monteverde, F.; Medri, V.; Bellosi, A. Microstructure ofhot-pressed Ti(C.N)-based cermets. J. Eur. Soc. 2002, 22, 2587–2593. [Google Scholar]
- CSN EN ISO 6507-2:2005. Metallic Materials. Vickers Hardness Test. Part 2: Verification and Calibration of Testing Machines; ISO: Geneva, Switzerland.
- Anders, A. A review comparing cathodic arcs and high power impulse magnetron sputtering (HiPIMS). Surf. Coat. Technol. 2014, 257, 308–325. [Google Scholar] [CrossRef] [Green Version]
- Hovsepian, P.E.; Ehiasarian, A.P.; Petrov, I. Structure evolution and properties of TiAlCN/VCN coatings deposited by reactive HIPIMS. Surf. Coat. Technol. 2014, 257, 38–47. [Google Scholar] [CrossRef] [Green Version]
- Wagner, J.; Edlmayr, V.; Penoy, M.; Michotte, C.; Mitterer, C.; Kathrein, M. Deposition of Ti–Al–N coatings by thermal CVD. Refract. Met. Hard Mater. 2008, 26, 563–568. [Google Scholar] [CrossRef]
- Jiang, W.; Malshe, A.P.; Goforth, R.C. Cubic Boron Nitride (CBN) based nanocomposite coatings on cutting inserts with chip breakers for hard turning applications. Surf. Coat. Technol. 2005, 5, 1848–1854. [Google Scholar] [CrossRef]
- Panjan, P.; Čekada, M.; Panjan, M.; Kek-Merl, D. Growth defects in PVD hard coatings. Vacuum 2010, 84, 209–214. [Google Scholar] [CrossRef]
- Surmenev, R.A. A review of plasma-assisted methods for calcium phosphate-based coatings fabrication. Surf. Coat. Technol. 2012, 206, 2035–2056. [Google Scholar] [CrossRef]
- Lohberger, B.; Eck, N.; Glaenzer, D.; Kaltenegger, H.; Leithner, A. Surface Modifications of Titanium Aluminium Vanadium Improve Biocompatibility and Osteogenic Differentiation Potential. Materials 2021, 14, 1574. [Google Scholar] [CrossRef]
- Ruffino, F.; Grimaldi, M.G.; Giannazzo, F.; Roccaforte, F.; Raineri, V. Atomic Force Microscopy Study of the Kinetic Roughening in Nanostructured Gold Films on SiO2. Nanoscale Res. Lett. 2009, 4, 262. [Google Scholar] [CrossRef] [Green Version]
- Tillmann, W.; Grisales, D.; Tovar, C.M.; Contreras, E.; Apel, D.; Nienhaus, A.; Stangier, D.; Dias, N.F.L. Tribological behaviour of low carbon-containing TiAlCN coatings deposited by hybrid (DCMS/HiPIMS) technique. Tribol. Int. 2020, 151, 106528. [Google Scholar] [CrossRef]
- Xian, G.; Xiong, J.; Zhao, H.; Fan, H.; Li, Z.; Du, H. Evaluation of the structure and properties of the hard TiAlN-(TiAlN/CrAlSiN)-TiAlN multiple coatings deposited on different substrate materials. Int. J. Refract. Met. Hard Mater. 2019, 85, 105056. [Google Scholar] [CrossRef]
- Ibrahim, R.N.; Rahmat, M.A.; Oskouei, R.H.; Singh Raman, R.S. Monolayer TiAlN and multilayer TiAlN/CrN PVD coatings as surface modifiers to mitigate treating fatigue of AISI P20 steel. Eng. Fract. Mech. 2015, 137, 64–78. [Google Scholar] [CrossRef]
- Wei, Y.; Gong, C. Effects of pulsed bias duty ratio on microstructure and mechanical properties of TiN/TiAlN multilayer coatings. Appl. Surf. Sci. 2011, 257, 7881–7886. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | Number of Layers | Hardness, HV |
|---|---|---|
| None | - | 1800 |
| TiAlN | Single layer | 2500 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Michna, Š.; Hren, I.; Novotný, J.; Michnová, L.; Švorčík, V. Comprehensive Research and Analysis of a Coated Machining Tool with a New TiAlN Composite Microlayer Using Magnetron Sputtering. Materials 2021, 14, 3633. https://doi.org/10.3390/ma14133633
Michna Š, Hren I, Novotný J, Michnová L, Švorčík V. Comprehensive Research and Analysis of a Coated Machining Tool with a New TiAlN Composite Microlayer Using Magnetron Sputtering. Materials. 2021; 14(13):3633. https://doi.org/10.3390/ma14133633
Chicago/Turabian StyleMichna, Štefan, Iryna Hren, Jan Novotný, Lenka Michnová, and Václav Švorčík. 2021. "Comprehensive Research and Analysis of a Coated Machining Tool with a New TiAlN Composite Microlayer Using Magnetron Sputtering" Materials 14, no. 13: 3633. https://doi.org/10.3390/ma14133633