
Effect of Cooling Method on Formability of Laser Cladding IN718 Alloy

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
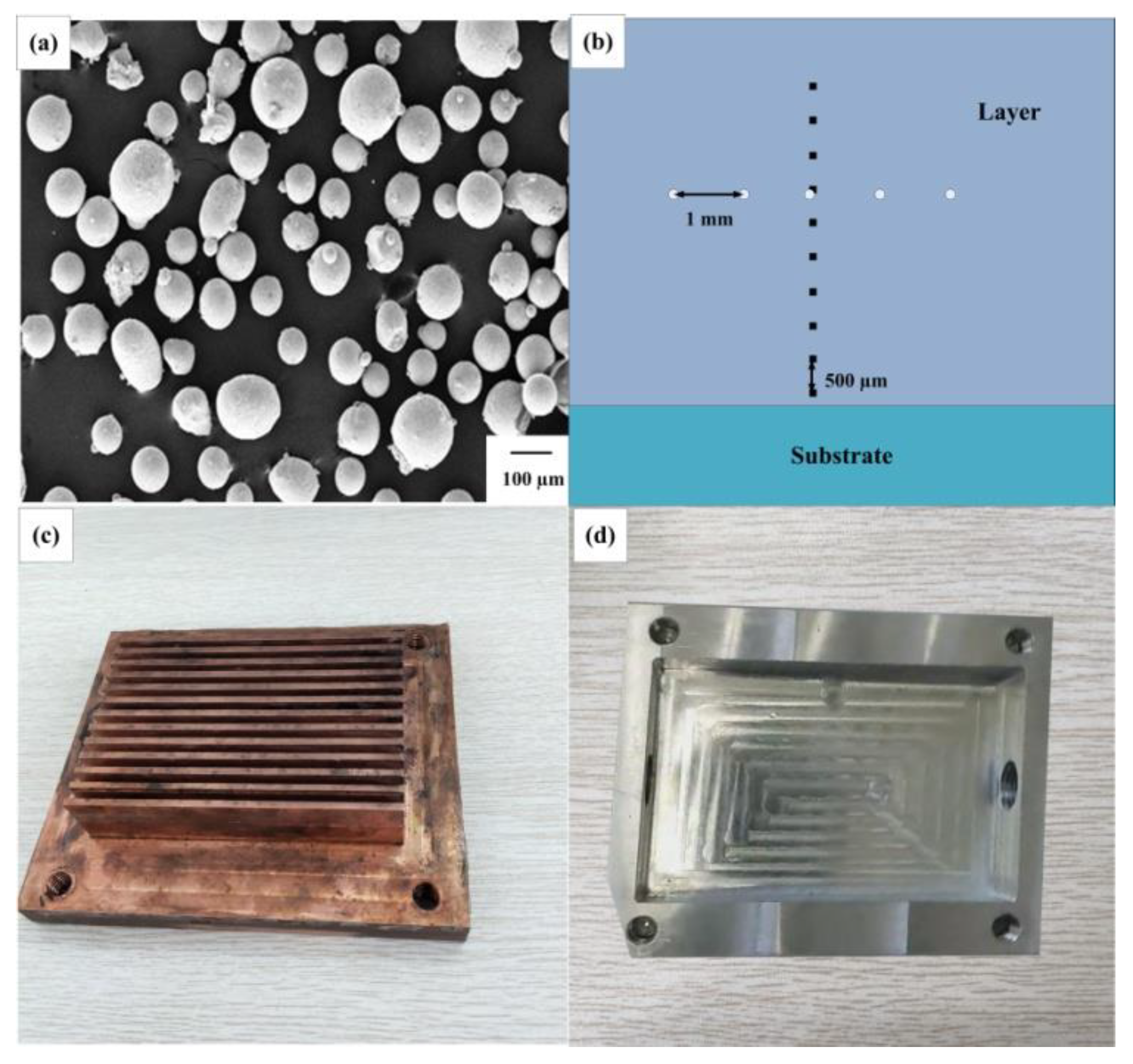
2.1. Materials
2.2. Experiment Methods
3. Macro-Micro Coupling Model
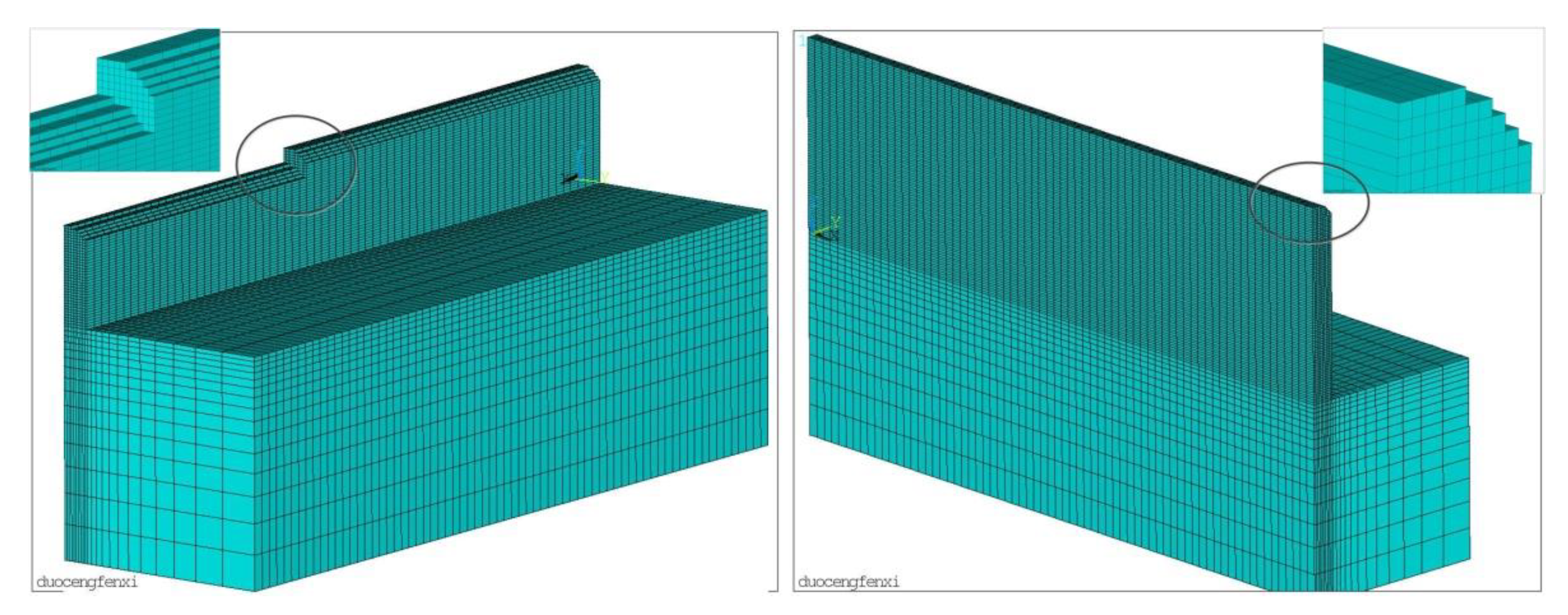
3.1. Finite Element Model of Temperature Field
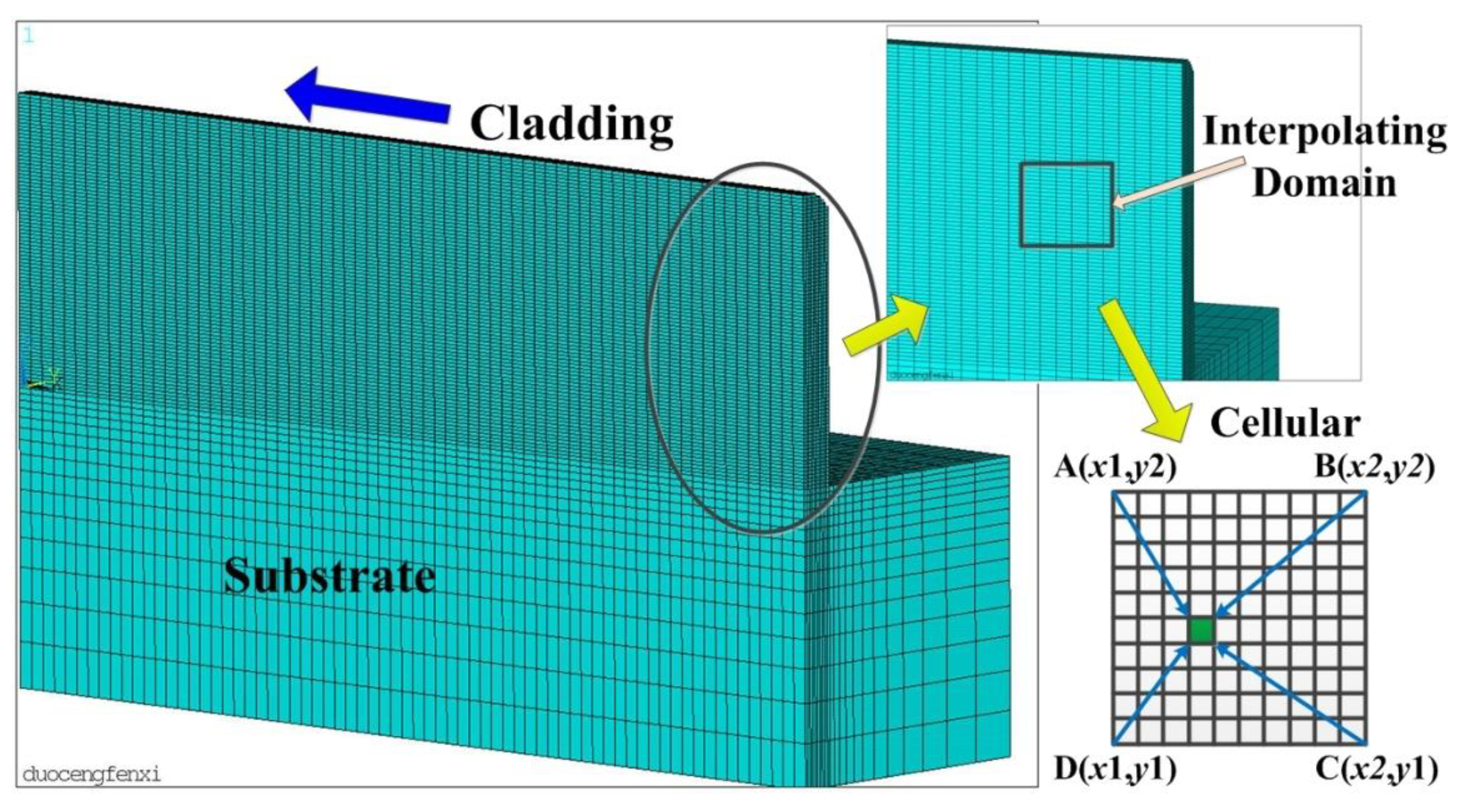
3.2. Dendritic Growth Model
3.2.1. Macro-Micro Coupling Model
3.2.2. Solute Diffusion
3.2.3. Eliminating Grid Heterogeneity
4. Results and Discussion
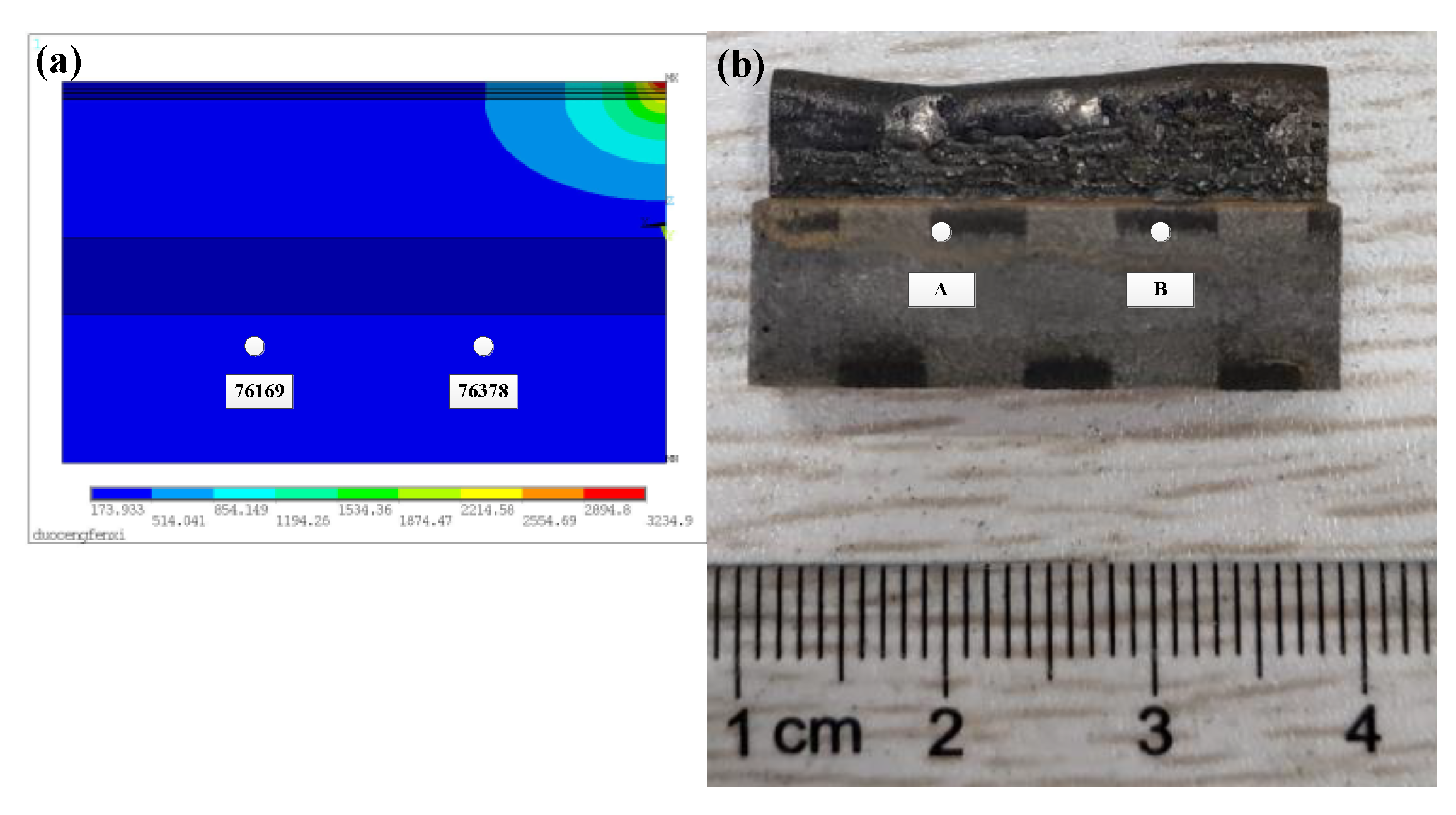
4.1. Results of Finite Element Temperature Field
4.2. Simulation Results of CA
4.3. Microstructure Analysis of Cladding Layer
4.4. Effect of Cooling Method on Formability
5. Conclusions
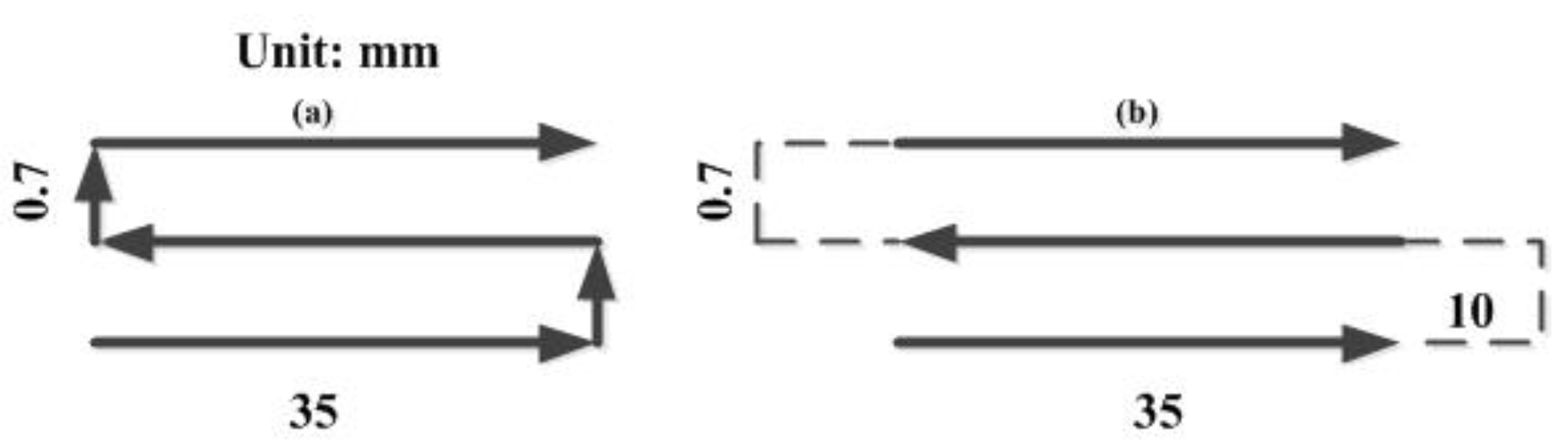
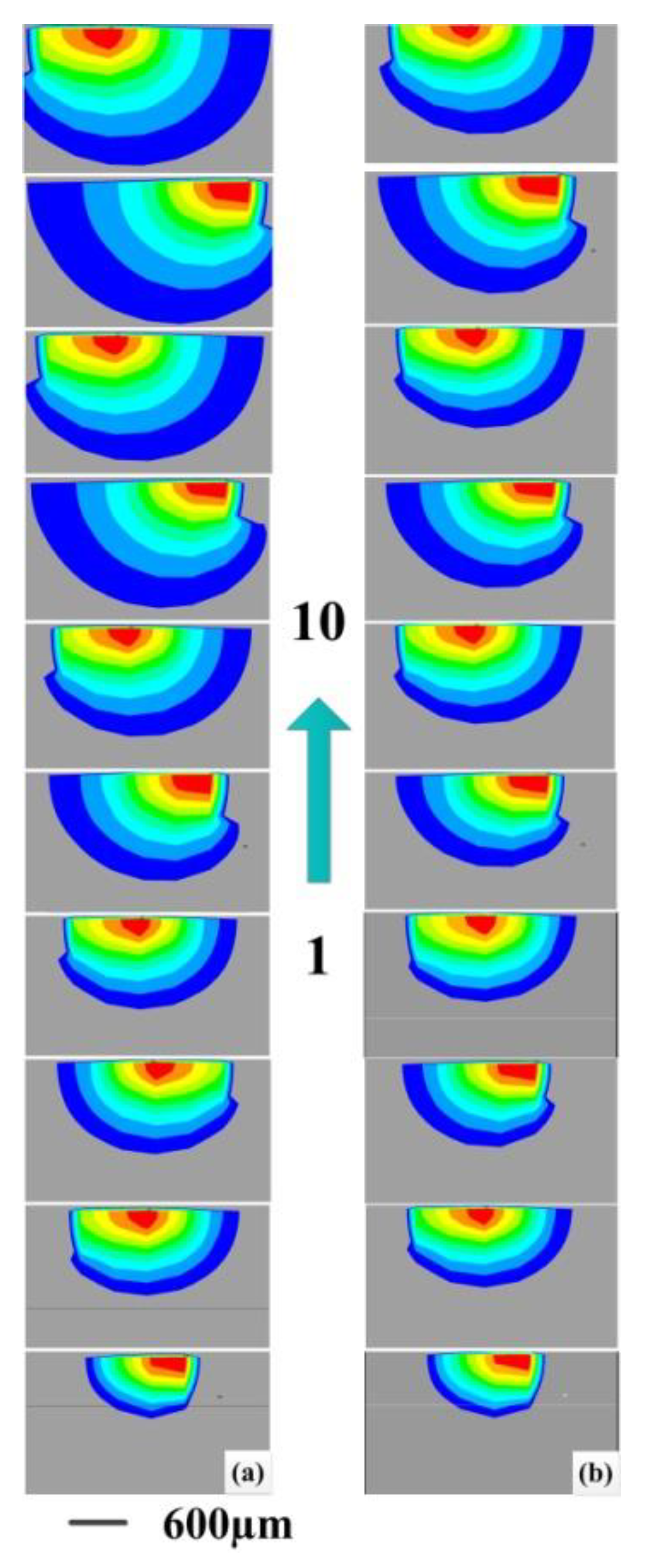
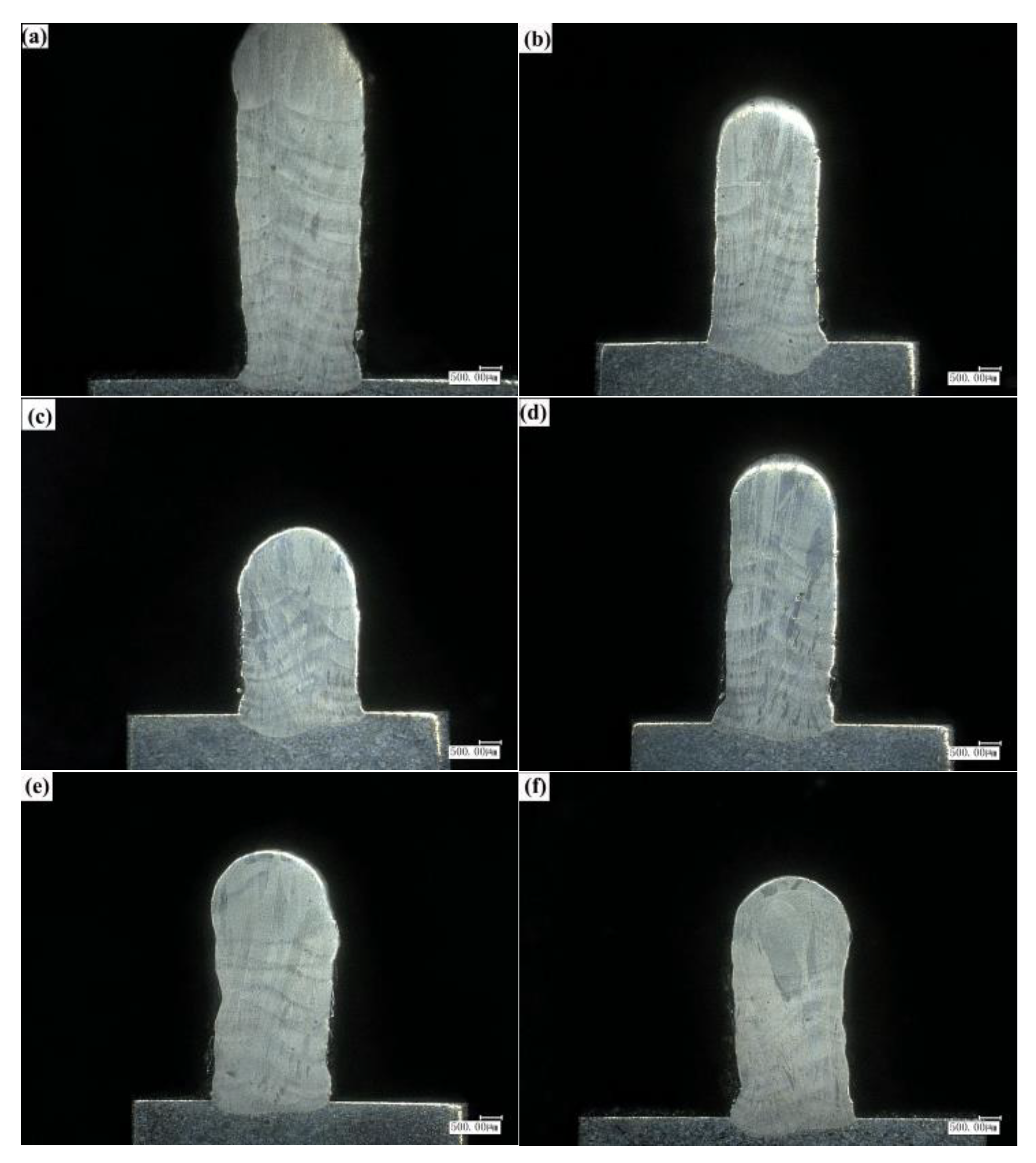
- With the increase of cladding layer, the volume of molten pool becomes larger and finally tends to be stable. The processing conditions of the scanning strategy of reducing laser power layer-by-layer, additional water cooling device, and 0.7 mm of Z-axis lift are adopted to avoid the accumulation of heat, so as to obtain thin-walled parts with good forming quality.
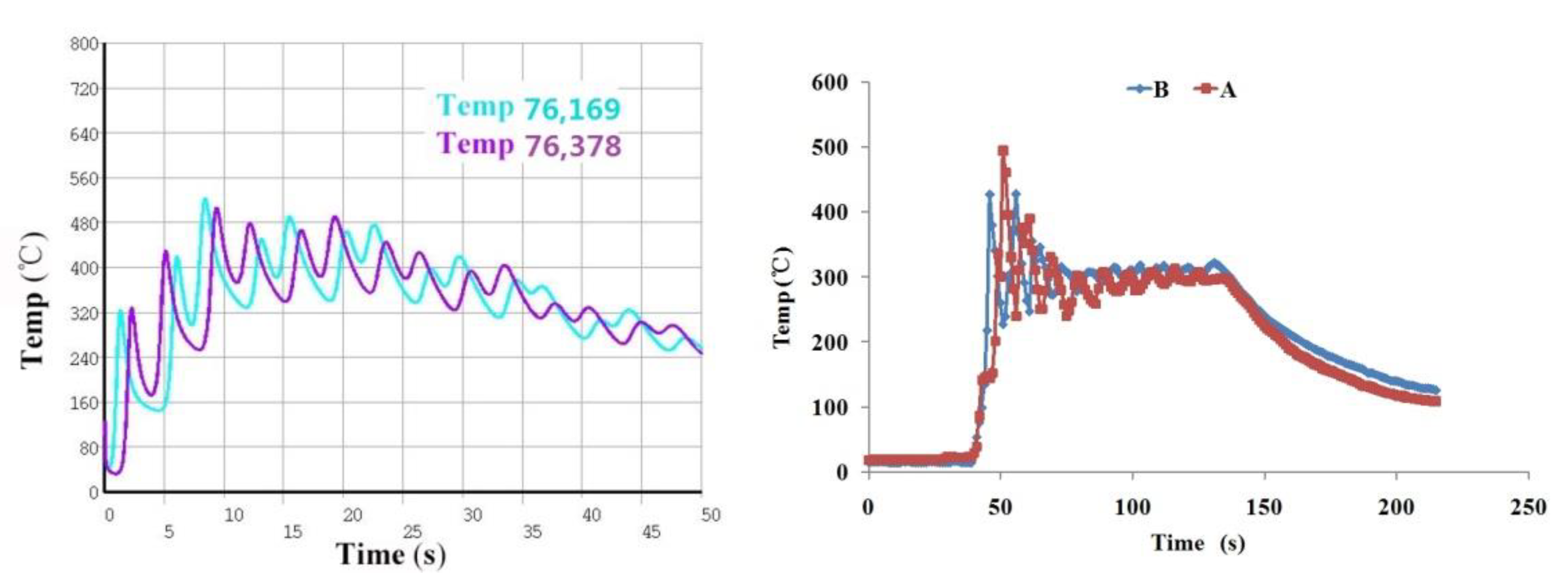
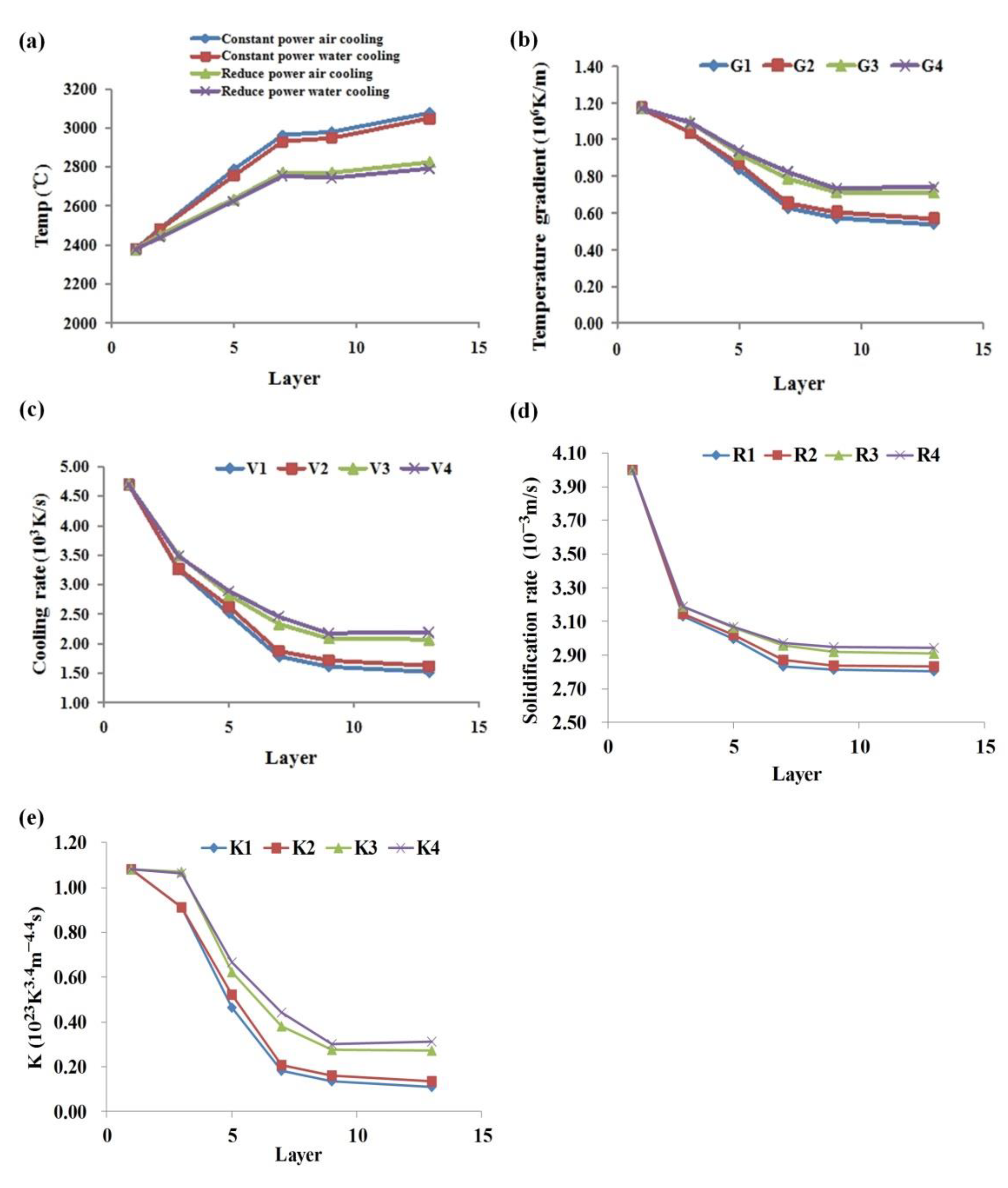
- With the increase of cladding layer, the heat input is greater than the output, and the temperature increases. The temperature gradient G, cooling rate V, solidification rate R and K value gradually decrease. When the heat input and output are balanced, these parameters tend to be stable. Under the condition of scanning strategy of layer-by-layer reducing laser power and adding water cooling device, the cladding temperature is effectively reduced, and the temperature gradient, cooling rate, solidification rate, and K value are improved.
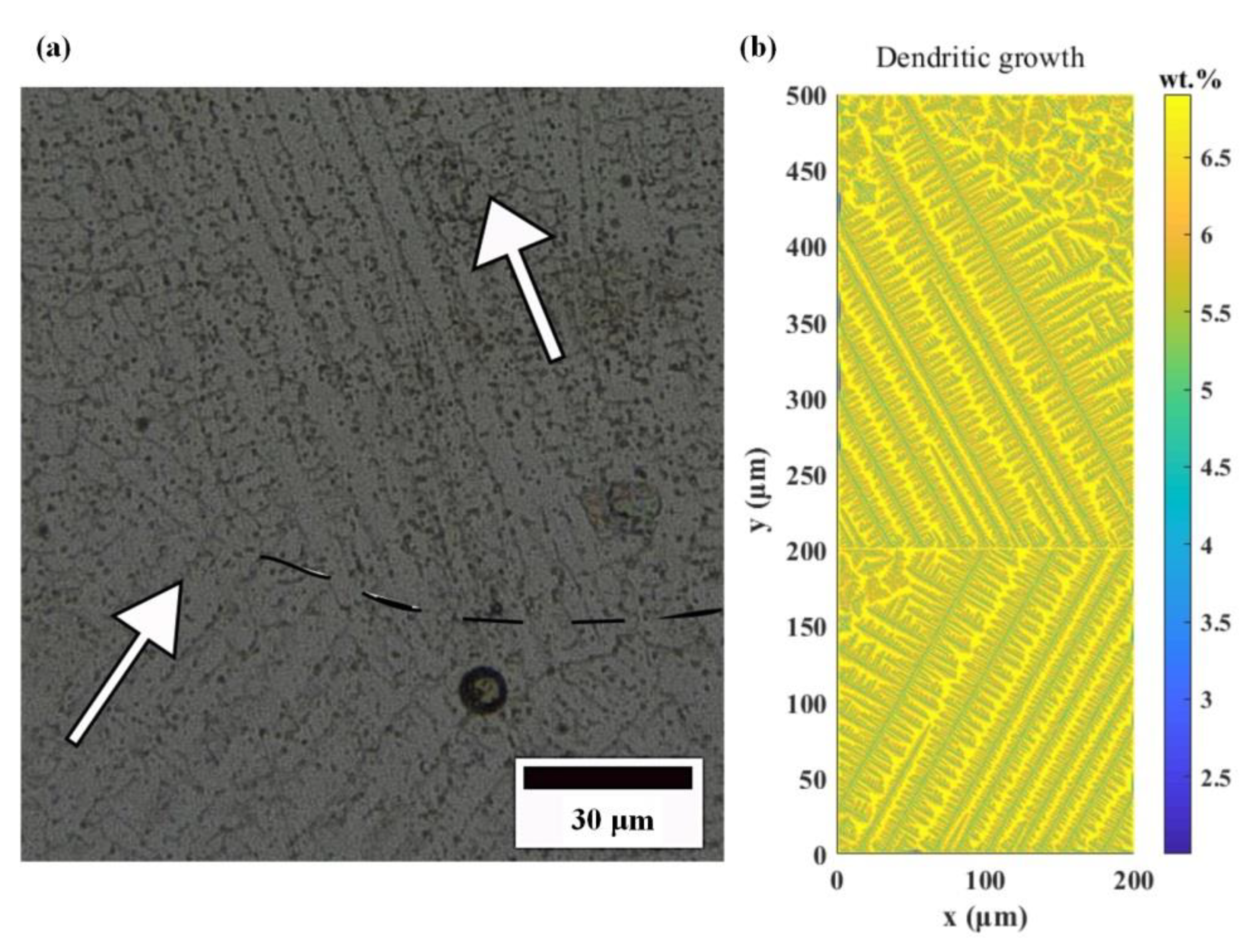
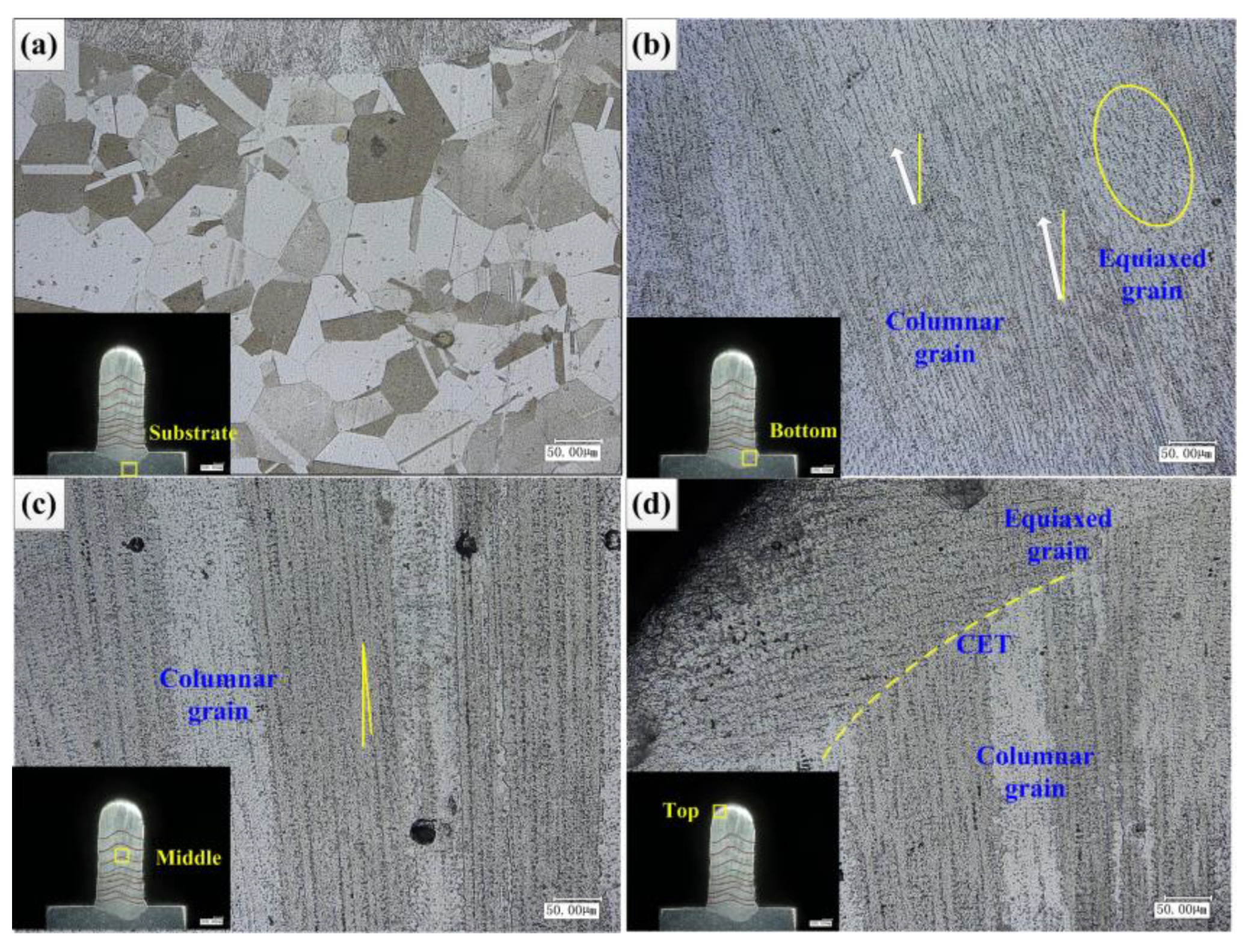
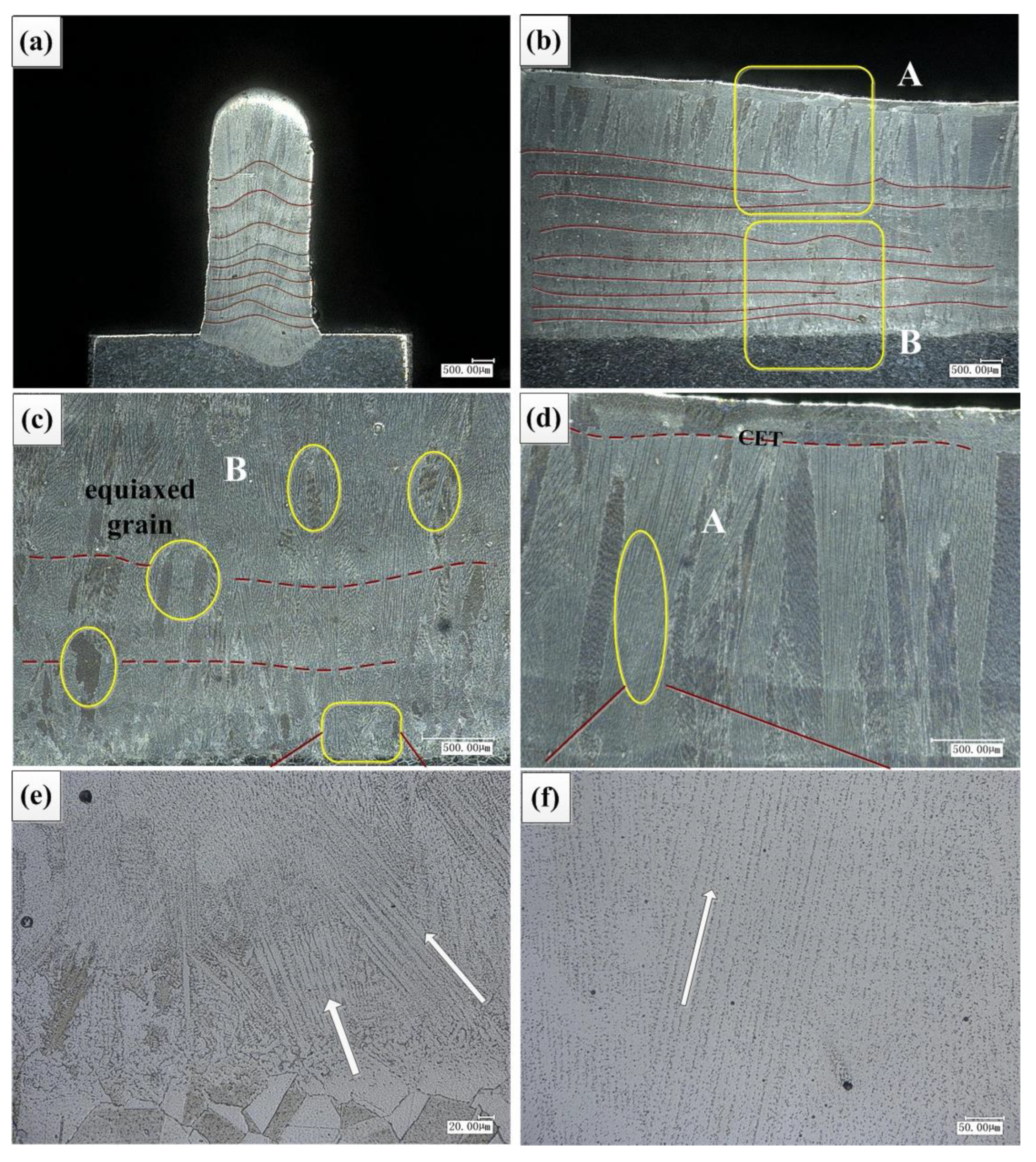
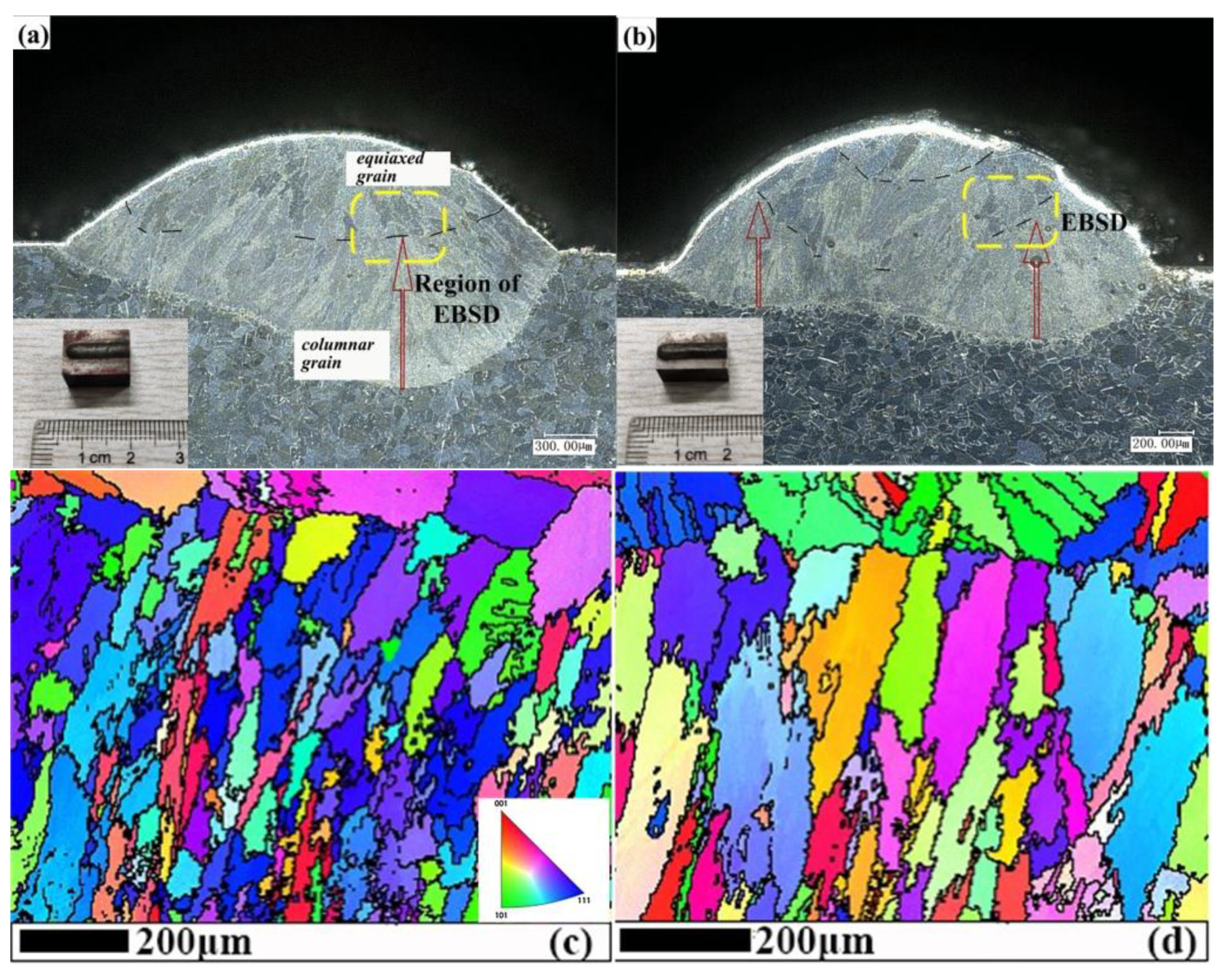
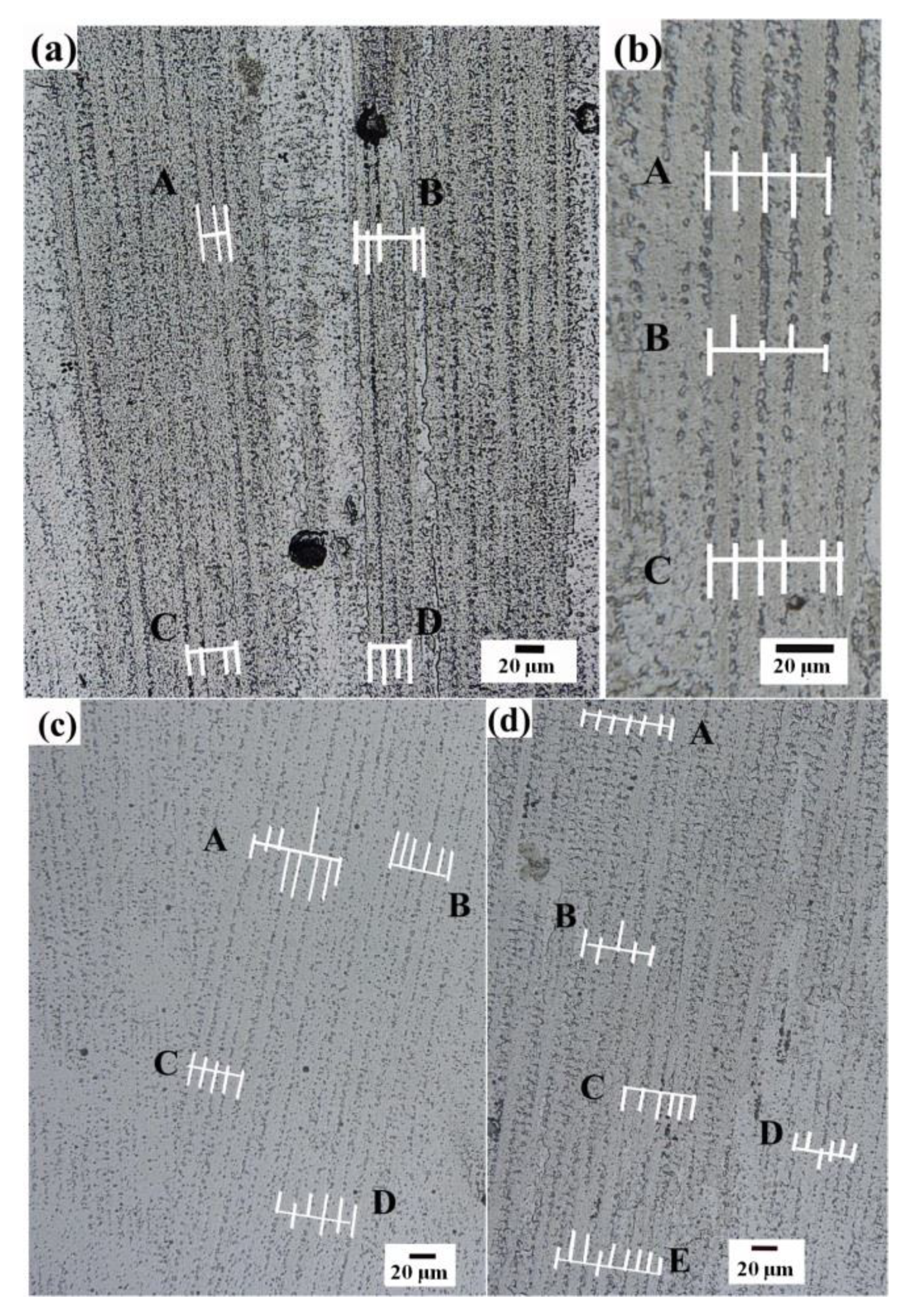
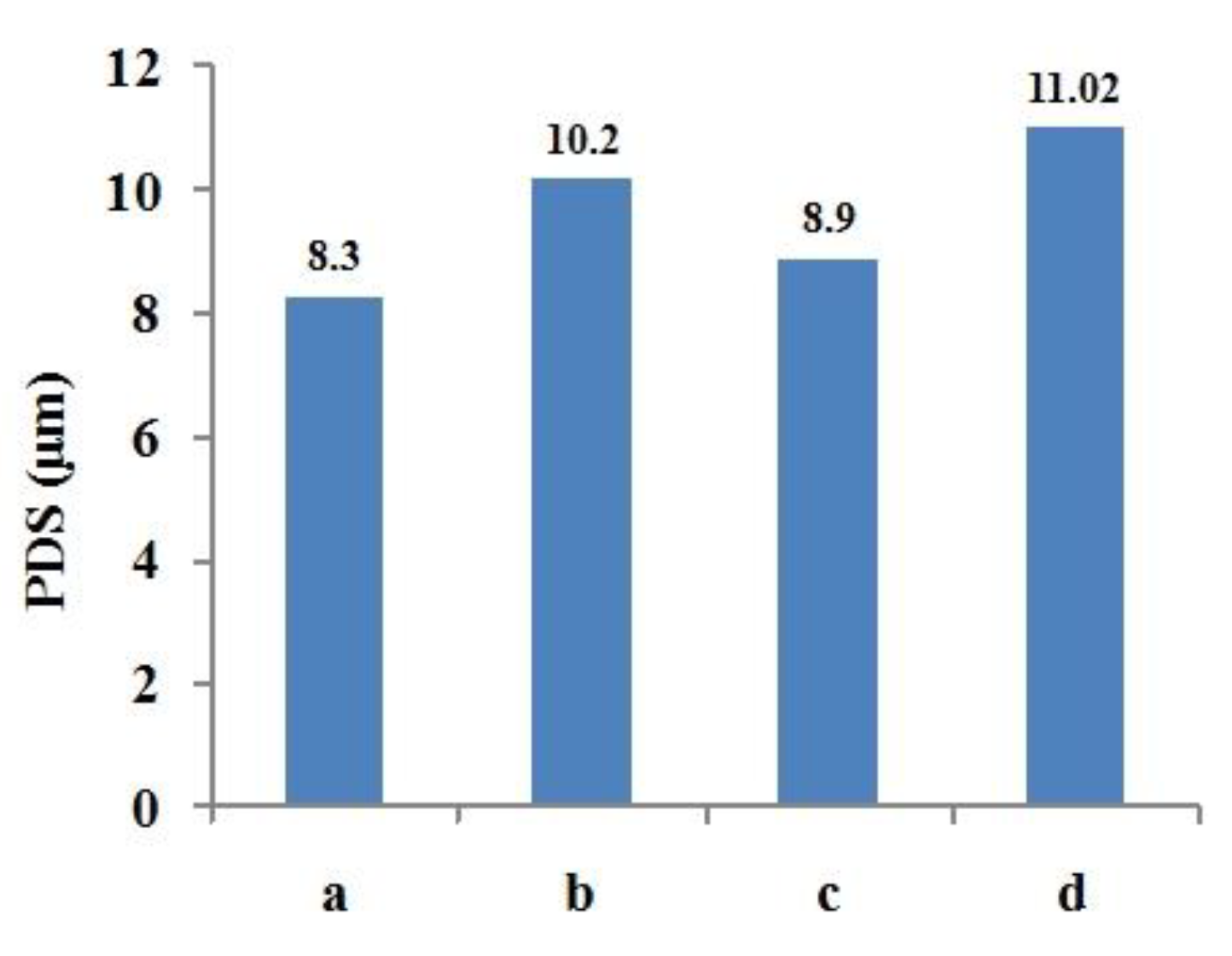
- Under the condition of forced water cooling, the growth of columnar dendrites was promoted. The primary dendrite arm spacing decreased with the increase of cooling rate. Reducing the power water cooling condition provided the maximum cooling rate, and the primary dendrite arm spacing could reach about 8.3 μm.
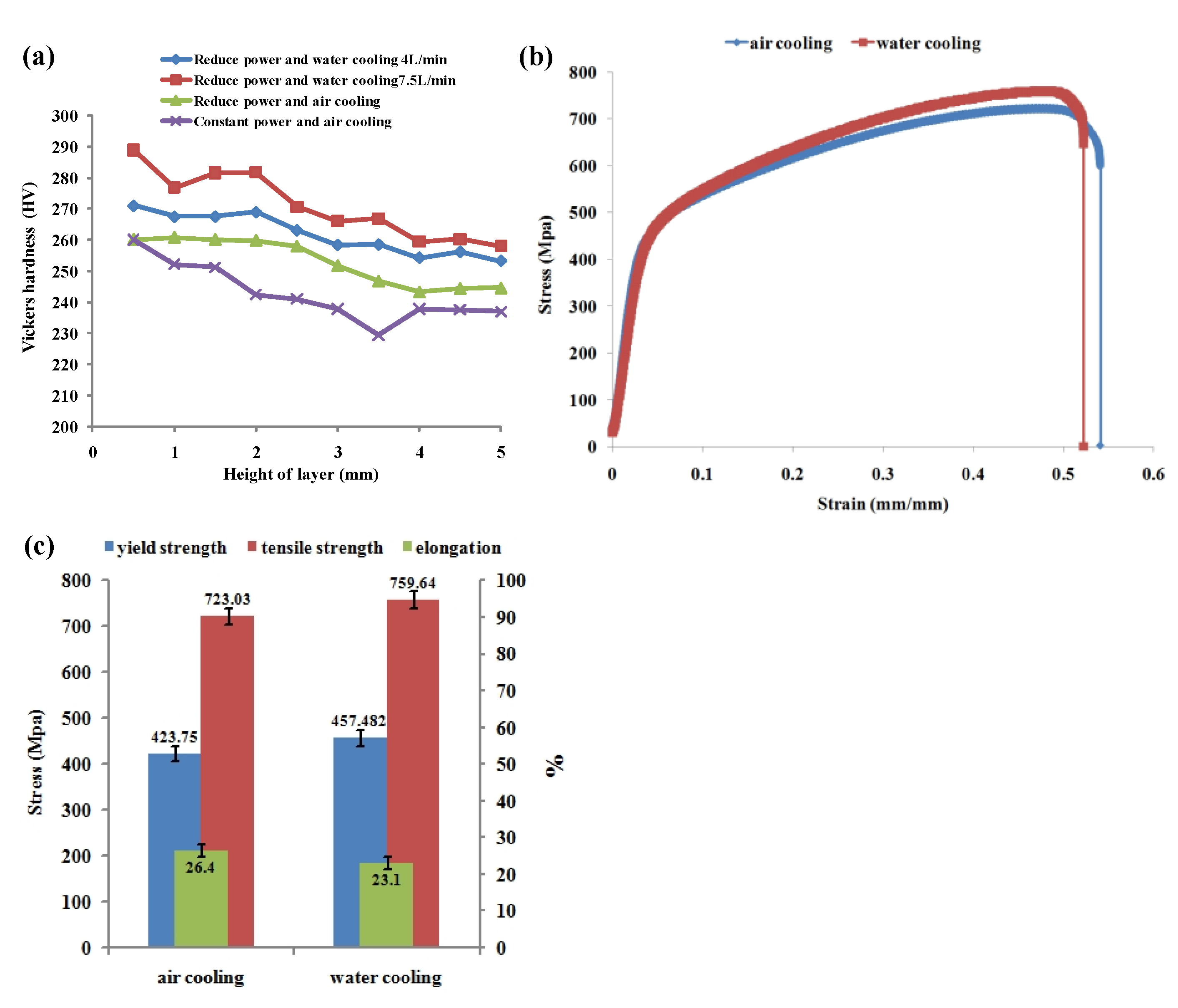
- The hardness showed a fluctuating downward trend with the increase of the cladding layer. The average hardness at the bottom of cladding layer increased from 260HV to 288HV under the processing conditions of reducing the laser power water cooling 7.5 L/min.
- The yield strength and tensile strength of the tensile specimens prepared under forced water cooling conditions were improved to a certain extent, but the elongation decreased slightly.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ning, Y.; Fu, M.; Chen, X. Hot deformation behavior of GH4169 superalloy associated with stick δ phase dissolution during isothermal compression process. Mater. Sci. Eng. A 2012, 540, 164–173. [Google Scholar] [CrossRef]
- Wang, K.; Li, M.; Luo, J.; Li, C. Effect of the δ phase on the deformation behavior in isothermal compression of superalloy GH4169. Mater. Sci. Eng. A 2011, 528, 4723–4731. [Google Scholar] [CrossRef]
- Caliskan, H.; Kursuncu, B.; Guven, S.; Karaoglanli, A.; Gok, M.; Alsaran, A. Effect of Boron Nitride Coating on Wear Behavior of Carbide Cutting Tools in Milling of Inconel 718. In Joining and Modifications of Advanced Materials; Springer: Singapore, 2016; pp. 13–21. [Google Scholar]
- Hinojos, A.; Mireles, J.; Reichardt, A.; Frigola, P.; Hosemann, P.; Murr, L.; Wicker, R. Joining of Inconel 718 and 316 Stainless Steel using electron beam melting additive manufacturing technology. Mater. Des. 2016, 94, 17–27. [Google Scholar] [CrossRef] [Green Version]
- Sue, J.; Chang, T. Friction and wear behavior of titanium nitride, zirconium nitride and chromium nitride coatings at elevated temperatures. Surface Coat. Technol. 1995, 76, 61–69. [Google Scholar] [CrossRef]
- Zheng, B.; Zhou, Y.; Smugeresky, J.; Schoenung, J.; Lavernia, E. Thermal behavior and microstructure evolution during laser deposition with laser-engineered net shaping: Part II. Experimental investigation and discussion. Metall. Mater. Trans. A 2008, 39A, 2237–2245. [Google Scholar] [CrossRef]
- Sun, S.; Fu, H.; Ping, X.; Guo, X.; Lin, J.; Lei, Y.; Wu, W.; Zhou, J. Effect of liquid nitrogen cooling on grain growth and properties of laser cladding in-situ (Ti, Nb)C/Ni composite coatings. Mater. Charact. 2019, 152, 115–129. [Google Scholar]
- Antonsson, T.; Fredriksson, F. The effect of cooling rate on the solidification of Inconel 718. Metall. Mater. Trans. B 2005, 36, 85–96. [Google Scholar] [CrossRef]
- Tan, C.; Zhu, H.; Kuang, T.; Shi, J.; Liu, H.; Liu, Z. Laser cladding Al-based amorphous-nanocrystalline composite coatings on AZ80 magnesium alloy under water cooling condition. J. Alloys Compd. 2017, 690, 108–115. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Z.; Nie, P.; Wu, Y. Effect of ultrarapid cooling on microstructure of laser cladding IN718 coating. Surf. Eng. 2013, 29, 414–418. [Google Scholar] [CrossRef]
- Yang, S.; Chang, B.; Xing, B.; Du, D. Effect of forced cooling on microstructure and hardness of laser cladding of IC10 alloy. Trans. China Weld. Inst. 2018, 39, 031–035. [Google Scholar]
- Cui, Z.; Shi, H.; Wang, W.; Xu, B. Laser surface melting AZ31B magnesium alloy with liquid nitrogen-assisted cooling. Trans. Nonferrous Met. Soc. China 2015, 25, 1446–1453. [Google Scholar] [CrossRef]
- Ge, Y.; Wang, W.; Guo, S.; Cui, Z. Laser Surface Melting and Strengthening Magnesium Alloy far from Equilibrium. Rare Metal Mater. Eng. 2016, 45, 1949–1955. [Google Scholar]
- Wang, P.; Lu, Y.; Yang, X.; Xiao, R.; Yang, X. Effect of forced cooling on microstructure of induction remelting Ni60 alloy coating. Chin. J. Nonferrous Metals 2016, 26, 375–382. [Google Scholar]
- Zhu, H.; Tan, C.; Kuang, T.; Wang, X. Microstructure and properties of laser cladding A163Cu27Zn10 coating on AZ80 magnesium alloy under low temperature water cooling. Chin. J. Lasers 2015, 10, 89–95. [Google Scholar]
- Ge, Y.; Wang, W.; Wang, X.; Cui, Z.; Xu, B. Study on laser surface remelting of plasma-sprayed Al-Si/1 wt% nano-Si3N4 coating on AZ31B magnesium alloy. Appl. Surface Sci. 2013, 273, 122–127. [Google Scholar] [CrossRef]
- Zhang, X.; Zhou, Y. Effect of deep cryogenic treatment on microstructure and wear resistance of LC3530 Fe-based laser cladding coating. Materials 2019, 12, 2400. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zielińskia, M.A.; Jażdżewska, M.; Narożniak-Łuksza, A.; Serbiński, W. Surface structure and properties of Ti6Al4V alloy laser melted at cryogenic conditions. J. Achiev. Mater. Manuf. Eng. 2006, 18, 423–426. [Google Scholar]
- Zieliński, A.; Serbiński, W.; Majkowska, B.; Jażdżewska, M.; Skalski, I. Influence of laser remelting at cryogenic conditions on corrosion resistance of non-ferrous alloys. Adv. Mater. Sci. 2009, 9, 21–28. [Google Scholar] [CrossRef]
- Majkowska, B.; Serbiński, W. Cavitation wearing of the SUPERSTON alloy after laser treatment at cryogenic conditions. Solid State Phenom. 2010, 165, 306–309. [Google Scholar] [CrossRef]
- Nie, P.; Ojo, O.; Li, Z. Numerical modeling of microstructure evolution during laser additive manufacturing of a nickel-based superalloy. Acta Mater. 2014, 77, 85–95. [Google Scholar] [CrossRef]
- Dobrzański, L.; Maniara, R.; Sokołowski, J.; Kasprzak, W. Effect of cooling rate on the solidification behavior of AC AlSi7Cu2 alloy. J. Mater. Process. Technol. 2007, 191, 317–320. [Google Scholar] [CrossRef]
- Lewis, G.; Schlienger, E. Practical considerations and capabilities for laser assisted direct metal deposition. Mater. Des. 2000, 21, 417–423. [Google Scholar] [CrossRef]
- Fallah, V.; Amoorezaei, M.; Provatas, N.; Corbin, S.; Khajepour, A. Phase-field simulation of solidification morphology in laser powder deposition of Ti–Nb alloys. Acta Mater. 2012, 60, 1633–1646. [Google Scholar] [CrossRef]
- Sasikumar, R.; Exner, H. Coupling of microsegregation models to heat flow simulations in castings. Modell. Simul. Mater. Sci. Eng. 1992, 1, 19–27. [Google Scholar] [CrossRef]
- Wu, B. Numerical Simulation of Microstructure Evolution of Al-Si Alloy during Solidification; Shandong University: Jinan, China, 2018. [Google Scholar]
- Lv, H.; Li, X.; Li, Z.; Wang, W.; Yang, K.; Li, F.; Xie, H. Investigation on the columnar-to-equiaxed transition during laser cladding of IN718 alloy. J. Manuf. Processes 2021, 67, 63–76. [Google Scholar] [CrossRef]
- Hetsroni, G.; Mosyak, A.; Pogrebnyak, E. Effect of Marangoni flow on subcooled pool boiling on micro-scale and macro-scale heaters in water and surfactant solutions. Int. J. Heat Mass Transfer. 2015, 89, 425–432. [Google Scholar] [CrossRef]
- Gäumann, M.; Bezençon, C.; Canalis, P.; Kurz, W. Single-Crystal Laser Deposition of Superalloys: Processing-Microstructure Maps. Acta Mater. 2001, 49, 1051–1062. [Google Scholar] [CrossRef]
- Zhu, L.; Xue, P.; Lan, Q.; Meng, G.; Ren, Y.; Yang, Z.; Xu, P.; Liu, Z. Recent research and development status of laser cladding: A review. Opt. Laser Technol. 2021, 138, 106915. [Google Scholar] [CrossRef]
- Lv, H.; Li, Z.; Li, X.; Yang, K.; Li, F.; Xie, H. Effect of Vanadium Content on the Microstructure and Mechanical Properties of IN718 Alloy by Laser Cladding. Materials. 2021, 14, 2362. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Laser Power (W) | Scanning Speed (mm/s) | Z-Axis Lift (mm) | Cooling Method | Powder Feeding Rate (RPM) |
|---|---|---|---|---|---|
| 1200 | 10 | 0.7 | Air / Ice water | 1.4 |
| Layer | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Laser power (W) | 1200 | 1175 | 1150 | 1125 | 1100 | 1090 | 1080 | 1070 | 1060 | 1050 | 1045 | 1040 | 1035 | 1030 |
| Condition | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| Air | 423.75 ± 19 | 723.03 ± 12 | 26.4 ± 2.1 |
| Ice water | 457.482 ± 22 | 759.64 ± 18 | 23.1 ± 3.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, J.; Li, X.; Li, F.; Wang, W.; Li, Z.; Li, G.; Xie, H. Effect of Cooling Method on Formability of Laser Cladding IN718 Alloy. Materials 2021, 14, 3734. https://doi.org/10.3390/ma14133734
Yang J, Li X, Li F, Wang W, Li Z, Li G, Xie H. Effect of Cooling Method on Formability of Laser Cladding IN718 Alloy. Materials. 2021; 14(13):3734. https://doi.org/10.3390/ma14133734
Chicago/Turabian StyleYang, Jianyu, Xudong Li, Fei Li, Wenxiao Wang, Zhijie Li, Guanchao Li, and Hualong Xie. 2021. "Effect of Cooling Method on Formability of Laser Cladding IN718 Alloy" Materials 14, no. 13: 3734. https://doi.org/10.3390/ma14133734