1. Introduction
Composite materials’ structure governs their effective properties, and the structure is governed by the processing steps during manufacture [
1]. Here, the fiber arrangement impacts several properties of the composite part (e.g., electrical, thermal, and mechanical) as well as process-induced effects. The mechanical performance, which is considered a mechanical property, is directly influenced by the process-induced residual stress [
2,
3]. Therefore, the coupled nature of processing, structure, and residual stress gives critical information about composite materials’ performance. In this paper, the relationship between the meso-structure (associated with the fiber arrangement) and residual stress in a pultruded profile is the main focus.
Pultrusion is an increasingly popular production technique to manufacture fiber-reinforced composite profiles [
4]. The process is a highly efficient way to produce composite profiles due to its continuous and automatized nature. In a pultrusion process, the resin impregnated fiber reinforcement is pulled through a heated die to produce constant cross-sectional composite profiles [
5].
Pultruded profiles are subject to residual stresses due to non-uniform heating/cooling, non-uniform fiber distribution, cure shrinkage, coefficient of thermal expansion mismatch, elastic moduli evolution gradient through the cross-section, resulting in geometrical distortions [
6,
7,
8], and pre-mature cracks [
9]. The locked in residual stresses should be taken into account to prevent unprecedented failure or undesirable product rejection due to geometrical distortions [
2]. Since the cure reaction takes place while the profile is moving during the pultrusion process, a specialized numerical framework is needed to analyze pultrusion. This is a subject that has been studied extensively in the literature.
In one of the earliest works, a thermo–chemical model of pultrusion was carried out with a 1D Lagrangian model that followed the profile throughout the process [
10]. Later, full 2D and 3D methods were developed for thermo–chemical modeling [
11,
12,
13]. The impregnation flow of the resin system has also been coupled with thermo–chemical models [
14]. This analysis is essential for resin injection pultrusion. In [
15,
16], 2D and 3D mechanical models in the Lagrangian frame were coupled with a 3D thermo–chemical model in the Eulerian frame to predict the residual stress formation in pultrusion. Accordingly, in a recent paper, a fully coupled 3D Eulerian model was developed [
17]. Using these approaches, numerous studies have been carried out in the literature to predict the residual stress in pultruded components with different cross-sectional shapes, reinforcement configurations, and for different process parameters [
6,
7,
9,
15,
18,
19]. These numerical models showed that the residual stress locked in a pultruded profile could reach critical levels for the failure initiation and the profile’s ultimate strength.
The process models of process-induced stress in pultrusion have been validated experimentally. For example, the spring-in of an L-shaped pultruded profile and warpage in a hollow pultruded profile were analyzed numerically and experimentally in [
6,
7], respectively. In later research, Ref. [
20] reported the spring-in values of L-shaped profiles produced with different pulling speeds. In addition to shape distortions, experimental validation of process-induced stresses has been conducted as well. The tensile residual stress at the core of a thick square profile was validated via hole drilling experiments in [
21,
22]. Here it was found that the measured and the predicted residual stress values can reach up to 10–15% of the estimated transverse tensile strength. Therefore, it was argued that it is essential to consider the residual stress in the initial design steps.
The structural variability should also be considered in the design steps as
is one of the most prominent parameters defining the performance of a fiber-reinforced polymer composite (FRPC). The structural variability in FRPC can be found in the form of fiber waviness, misalignment, wrinkling, intra and inter-tow resin-rich regions, etc. [
23,
24,
25,
26]. Especially in thick composites, consolidation results in ply thickness variability, which causes fiber volume fraction (
) variability in the through thickness direction [
27]. The internal variability in fiber distribution has also consequences on residual stress and process-induced deformations. For example, in [
28], a
gradient was introduced by a resin bleeder, which resulted in spring-in of a composite laminate. The effect of fiber wrinkling on the spring-in value was shown in [
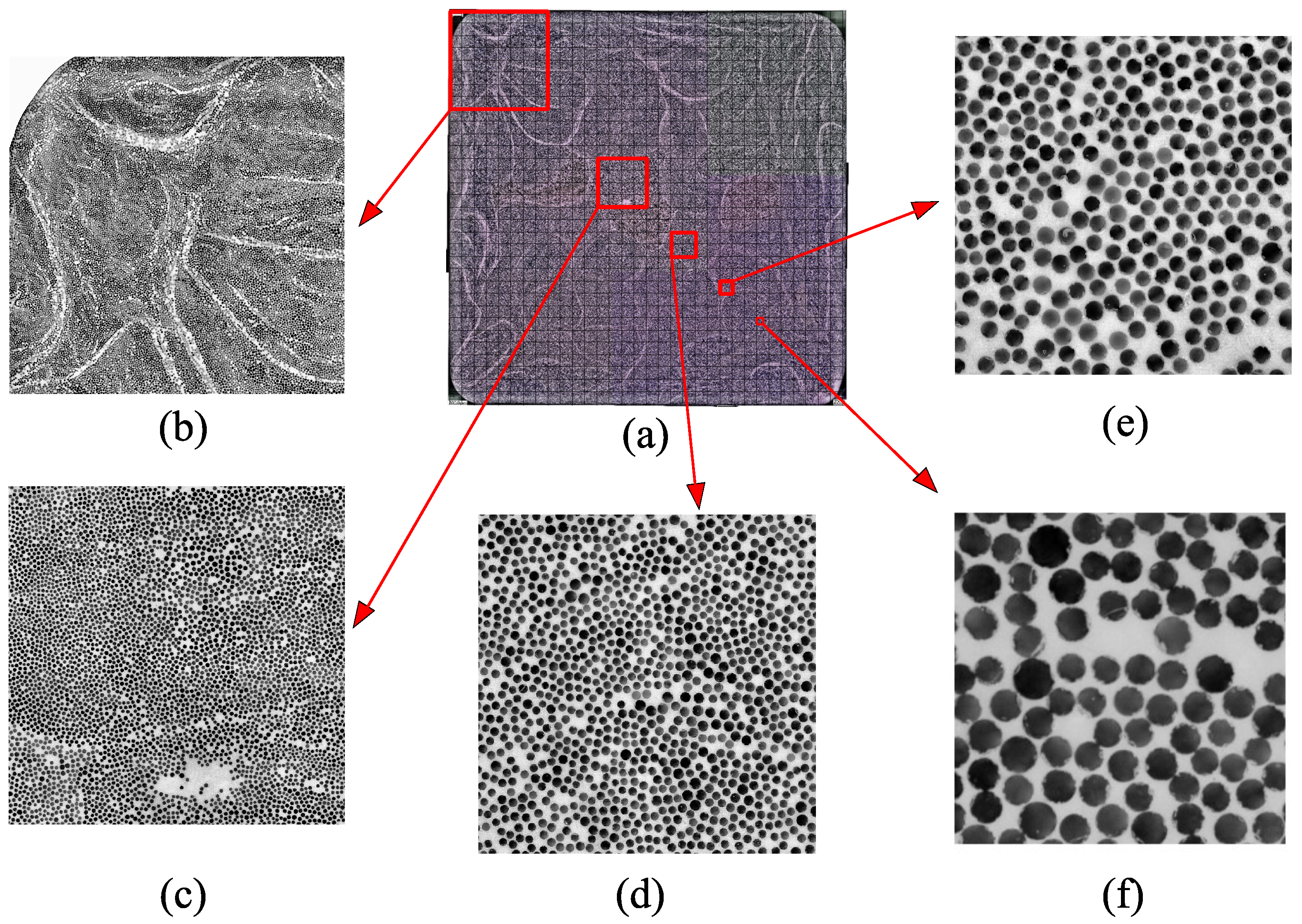
29]. Pultruded composites have structural variability as well. The
values from different locations within I-shaped pultruded profiles were observed via optical microscopy and image processing in [
30], and the fiber distribution was reported as neither uniform nor totally random. Local and global variability of fiber volume fraction in pultruded profiles differs for the reinforcement type or geometry of the profile [
31,
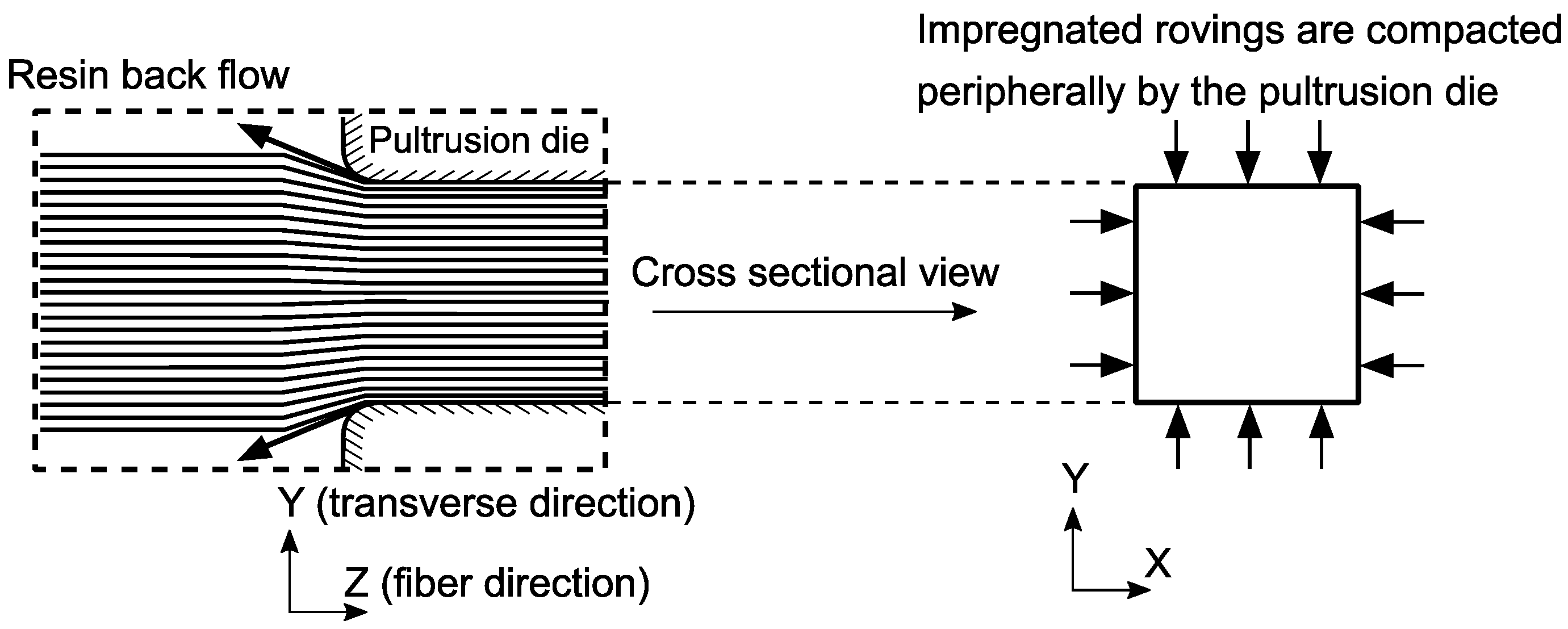
32]. In the resin bath pultrusion, the resin impregnated rovings are consolidated by a solid die and the excess resin is bleed out via squeeze flow [
33]. This peripheral compaction, as schematically shown in
Figure 1, can be hypothesized as one of the sources of
gradient through the cross-section. In addition to this global
variability, a micro/meso-scale variability in
is inevitable due to intra-roving resin-rich layers and randomly distributed filament within the inter-roving regions.
Detailed analyses of fiber misalignment, fiber mat misalignment, resin-rich areas, and void topology in pultrusion products have been performed via optical micrography, Fourier transformation, and computational tomography [
34,
35,
36]. In addition to the characterization of the variability in fiber distribution, its effects on a pultruded bridge deck profile’s ultimate properties/performance were investigated in [
37]. The effect of non-uniform fiber distribution on the cure degree and temperature evolution through the process was studied numerically in [
38]. Local
variability has been implemented in using a pixel-based finite element method [
39]. Here, the elastic material properties within a selected area were defined with respect to each finite element’s corresponding
. In our previous work [
40], we have developed a simplistic model and investigated the effect of
nonuniformity through the cross-section of a pultruded profile. There has been limited studies to unravel the influence of local
distribution on the residual stresses for pultruded thick composites. It is a scientific challenge that requires the actual
distribution of the whole cross-section of a thick pultruded composite and implementation of location dependent material properties with a proper RVE selection. Indeed, the microstructural variability through the whole structure is mostly overlooked in the literature, which leads to ruling out the effects caused by the processing-structure relationship. Moreover, to the best of the author’s knowledge, the correlation of
distribution with the local residual stress evolution has not been studied yet.
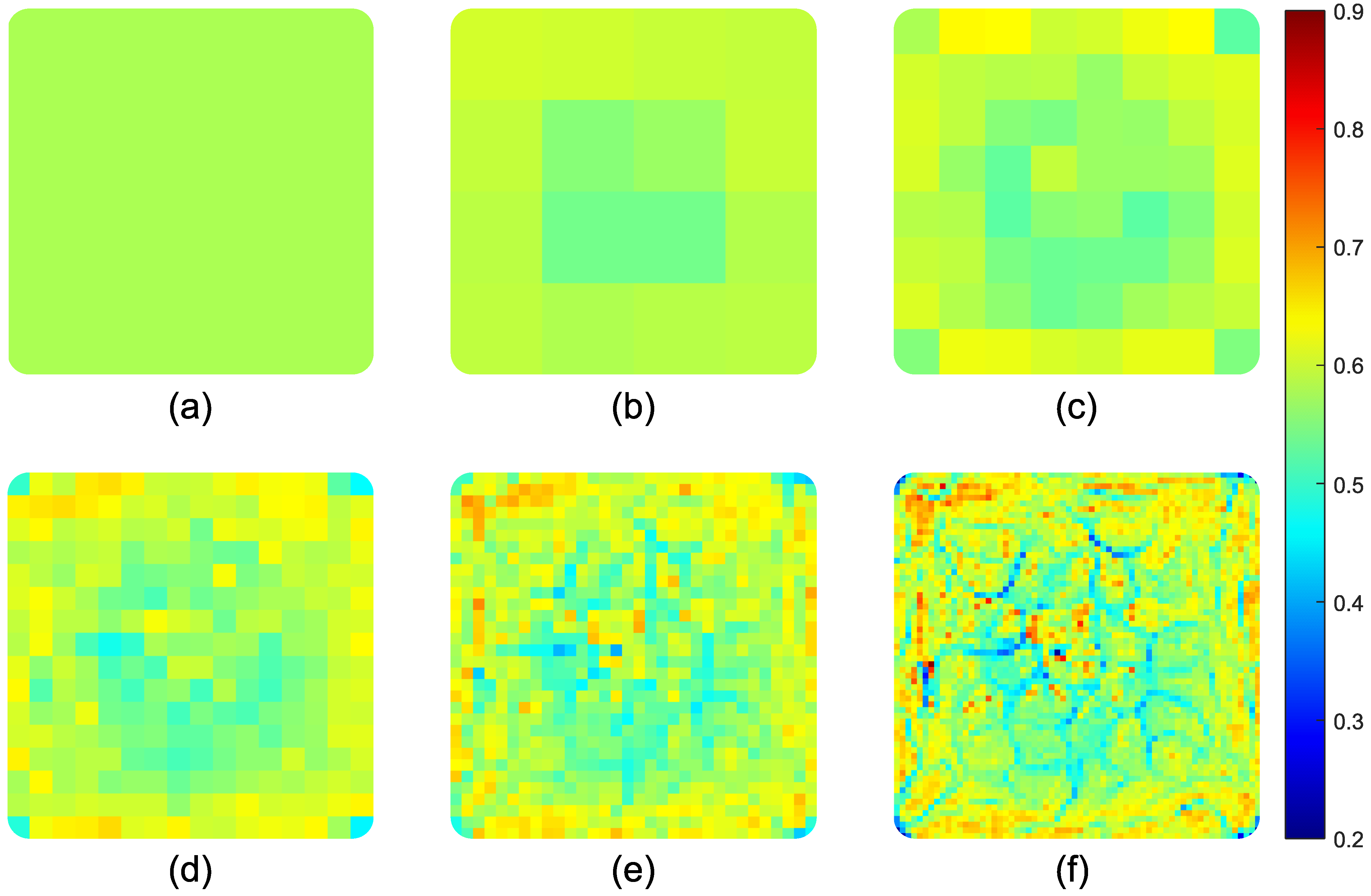
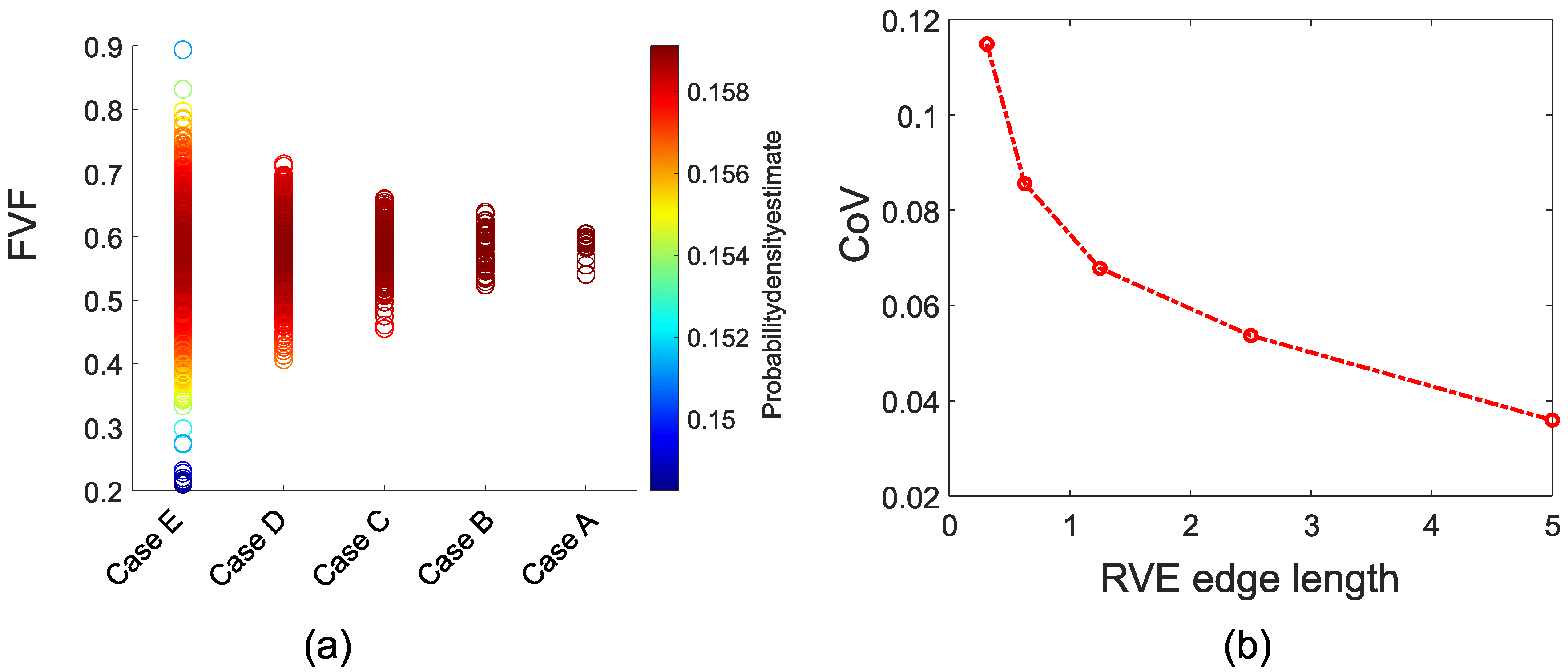
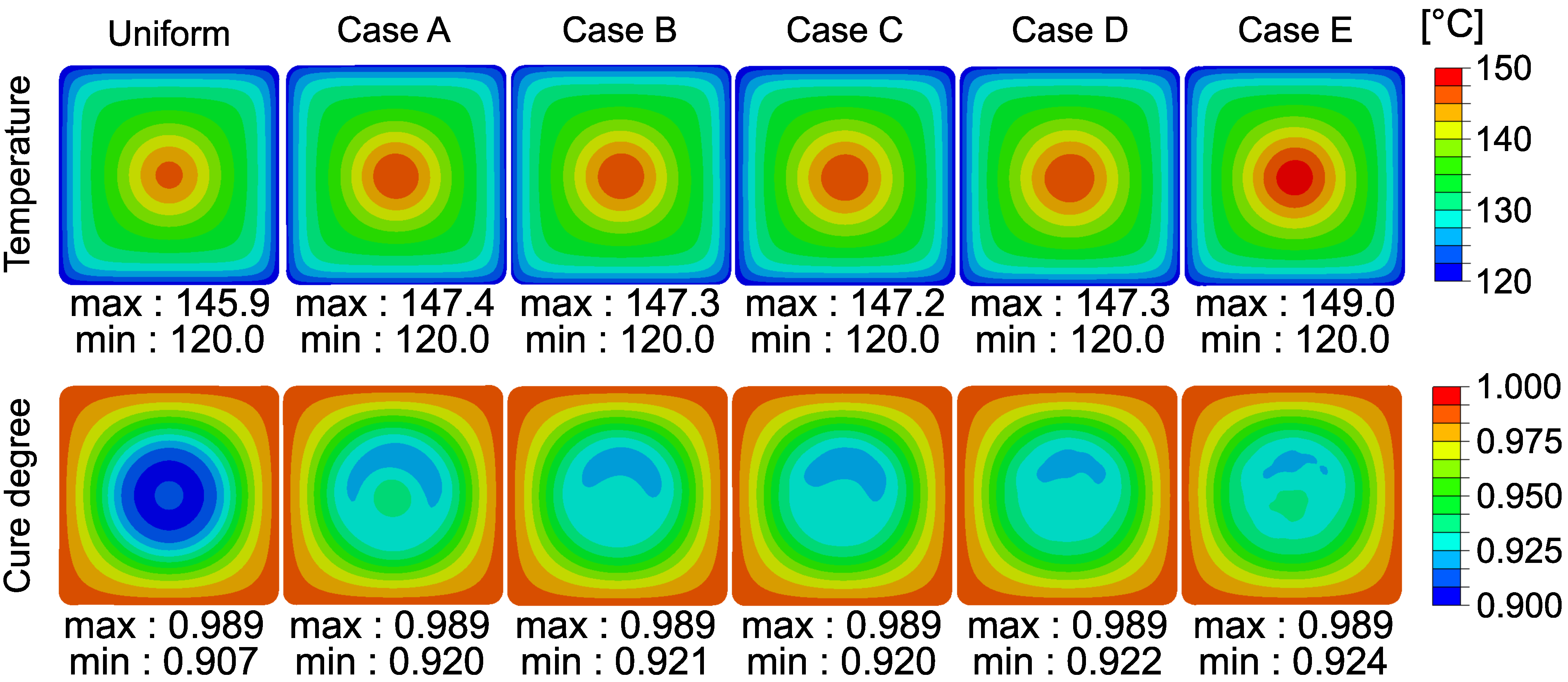
In the present work, the nonuniformity in a unidirectional (UD) fiber-reinforced pultruded profile, which is a consequence of compaction at the entrance of the die as hypothesized, is analyzed in depth, and a mesoscale process modeling framework, which takes the nonuniformity into account, is demonstrated. we build upon our previous outcomes and improve our model by introducing; (i) the effect of patch size on the temperature, cure degree, and local variations of residual stress and its magnitude, (ii) location dependent residual stress concerning local . We address these points by doing the following. First, the fiber distribution across the whole cross-section of a relatively thick pultruded profile is presented. The dependent thermal, chemical, and mechanical material property evolutions are calculated and implemented into a 2D Lagrangian thermo–chemical–mechanical process model. The difference in predicted temperature and cure degree fields at the exit of the die for different RVE sizes representing the fiber arrangement is presented. The evolution of residual stresses on various locations through the cross-section is inspected to reveal the influence of on the predicted residual stress. Location dependent residual stress distribution for the corresponding values is analyzed in depth. The critical regions under different loading conditions are discussed concerning processing–structure–property relationships.
3. Numerical Modeling Framework
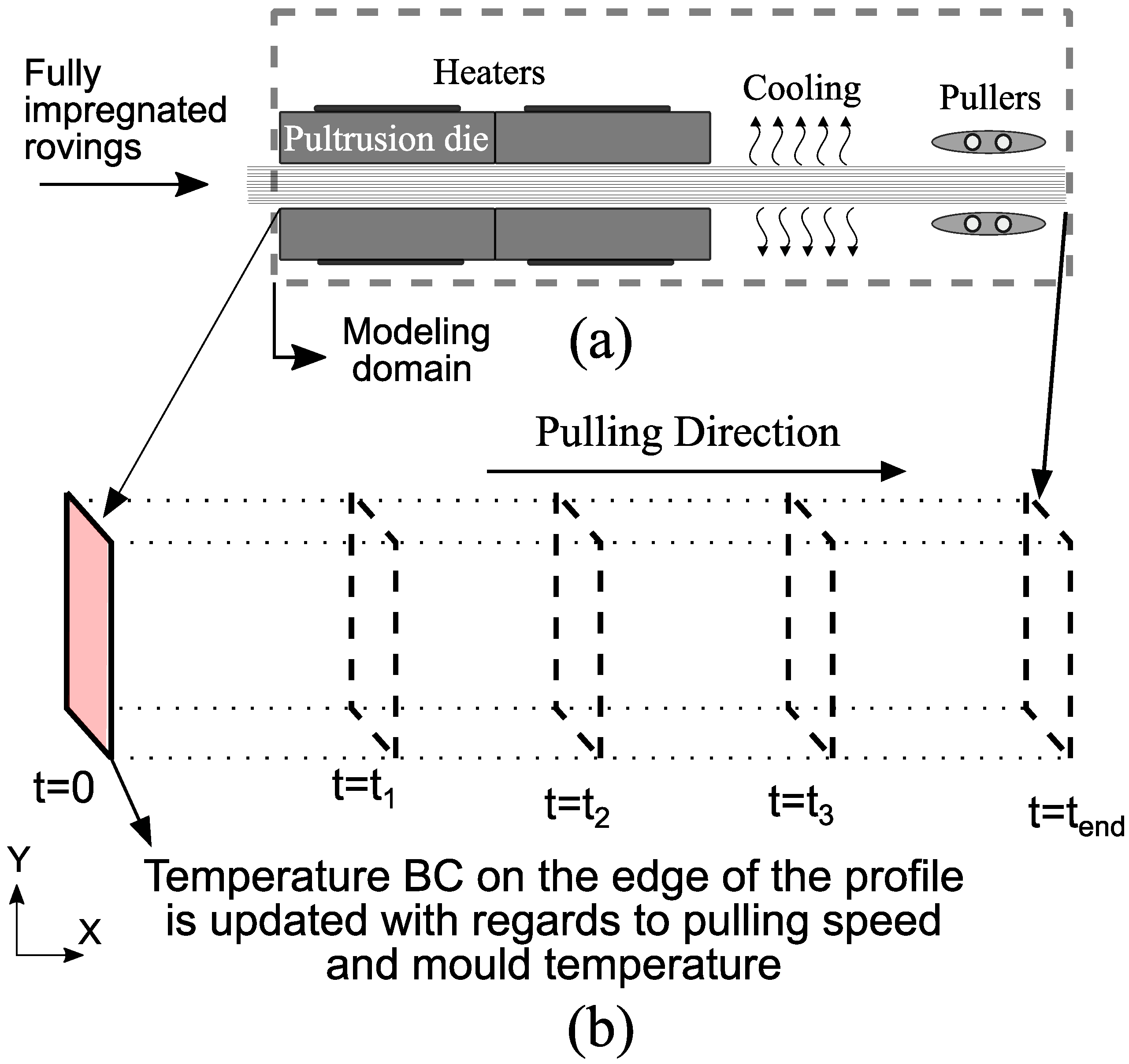
A 2D Lagrangian modeling framework was used to solve the coupled thermo– chemical– mechanical problem in the present study. In this modeling approach, a 2D material frame, representing a cross-section of the profile, moves along the pulling direction starting from the die entrance until the profile is cooled down. Similar to [
10], the heat transfer in the fiber direction was neglected. This simplified 2D model allows using a fine mesh discretization, as it yields a fast computation time. This is essential to implement the
variability with a high resolution throughout the cross-section, which is why this approach was chosen. A schematic representation of the modeling framework can be seen in
Figure 3.
As seen in
Figure 3, a temperature boundary condition was implemented on the outer surfaces of the profile. In other words, the equations were only solved for the composite material. The 2D transient heat conduction equation is given in Equation (
1).
where
is the density,
is the specific heat capacity of the composite,
T is the temperature,
t is time,
X and
Y are the in-plane directions, and
are the thermal conductivities. Finally,
q is the heat source term coming from the exothermic heat reaction of thermoset resin.
A 2D generalized plane strain formulation was used to estimate the displacement field of the cross-section. The incremental mechanical strain and stress components followed Equations (
2) and (
3).
where
,
,
and
are the mechanical, total, thermal and chemical strain increments, respectively.
is the incremental stress component and
J is the Jacobian matrix. The entries in
J can be seen in Equation (23) in [
15].
3.1. Chemical and Thermo-Mechanical Material Models of Polyester Resin
The resin’s chemical structure evolves via curing, which results in an exothermic reaction, where the physical state of resin changes from a liquid to a rubbery and then a solid state. Therefore, the temperature and cure degree dependent constitutive behavior of resin is essential in process modeling. The resin system used in this profile was characterized in [
41]. The corresponding material models, namely the cure kinetics and CHILE (cure hardening instantaneous linear elastic) models, are briefly presented in this study. Readers are referred to [
41,
42] for detailed information about the characterization of the material systems used in pultrusion.
The cure kinetics was modeled using an autocatalytic model with an Arrhenius type temperature dependency. Therefore, the cure degree (
) evolution and heat generation terms were captured by Equation (
4).
where
is the pre-exponential constant,
is the activation energy,
m and
n are the reaction orders.
is the instantaneous cure degree,
R is the gas constant, and
T is the absolute temperature. The total exothermic heat reaction was measured as
kJ/kg. The cure kinetics model parameters can be seen in
Table 2.
A CHILE model was used to implement the cure degree and temperature dependent elastic modulus evolution in the process model. The model used in the present study is shown in Equation (
5) as:
where
and
are the critical temperatures and the associated elastic moduli, respectively.
and
are the constants describing an exponential rise in stiffness during cure.
is equal to the difference between the instantaneous temperature and the glass transition temperature of the resin (
). The instantaneous glass transition temperature is modeled with a linear relationship to the degree of cure from 0 to 135
C (
). The constants used in the elastic modulus model can be found in
Table 3.
Other than cure kinetics and the elastic modulus evolution of resin through the process, the thermal expansion and cure shrinkage behaviors of the resin system are also essential to predicting process-induced stresses. As shown in [
43], the coefficient of thermal expansion (CTE) value of a thermoset resin is generally higher above
than below
. In this study, the CTE of polyester resin was set to 72 ppm/
C below
. Accordingly, the CTE in the rubbery state (above
) was set to 180 ppm/
C, which is
times higher than the CTE in its glassy state. In [
7], experimental and numerical analysis of an L-shaped pultruded profile produced with a similar resin system showed a good agreement with the experimentally measured spring-in value when a
of volumetric shrinkage was chosen. Therefore, the total volumetric shrinkage value was defined as
in the present study.
3.2. Thermal and Thermo-Mechanical Constitutive Material Properties
The thermal and mechanical constitutive material properties of the composite material were calculated based on the corresponding fiber volume fraction and constituents’ properties (the glass fiber and polyester resin). The thermal and mechanical properties of the glass fiber and polyester resin used in this study are presented in
Table 4.
Density, specific heat capacity, and thermal conductivity are the required properties to solve the thermal equations. The density, the specific heat capacity, and the conductivity of representative volume elements were calculated via rule of mixture as a commonly accepted and a simplistic approach for process modeling of composites. The thermal conductivity transverse to the fiber direction was calculated using the relationship in Equation (
6) [
44].
where
and
are the thermal conductivity of the fibers and resin, respectively.
and
are the weight fractions of the fiber and resin.
The mechanical constitutive behavior, the equivalent thermal expansion/shrinkage, and the chemical shrinkage are required to estimate the evolution of process-induced stress. Here, the
dependent elastic behavior of the composite as well as the thermal expansion and cure shrinkage coefficients were captured via the self-consistent field micromechanics (SCFM) by Bogetti and Gillespie [
45] which is a commonly used micromechanics approach for continuous UD fiber-reinforced composites.
3.3. Coupled Temperature Displacement Model
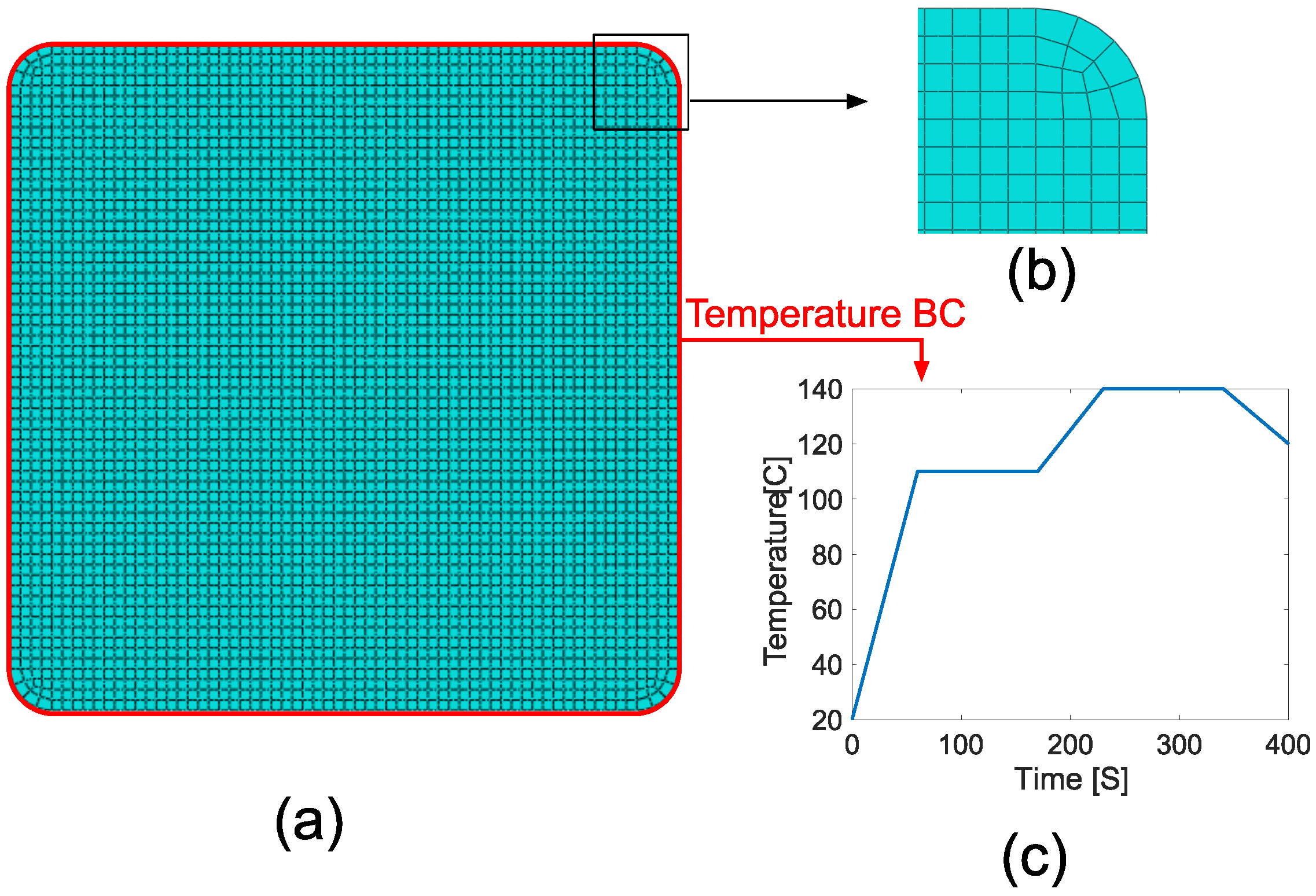
The coupled thermo–chemical–mechanical model was developed in Abaqus. As shown in
Figure 4, a temperature boundary condition was applied to the outer nodes of the 2D Lagrangian frame that was moved along the pulling direction. The die was considered to be rigid. The interaction between the die and the composite was defined as frictionless in the tangential direction. It was defined as hard contact in the normal direction. The separation between the profile and the die was allowed, which prevented the suppression of cure-related shrinkage. After exiting the die, which corresponds to 400 s after the initial entrance for a 150 mm/min pulling speed and a 1 m die, cooling of the profile was simulated as convective heat transfer towards the outer surroundings. The ambient temperature was defined as 20
C, where the convection coefficient was defined as 10 W/(m
K). The simulation was stopped when the profile was cooled down to 20
C.
A set of subroutines were used to implement the material behavior into the process model. The elastic modulus evolution was defined in UMAT. USDFLD was used to import the
distribution into the ABAQUS model. UEXPAN was used to define the
dependent coefficient of thermal expansion and cure shrinkage. The heat generation through exothermic cure reaction depending on
was included via HETVAL.
dependent specific heat capacity, thermal conductivity, and density were defined in the user interface in the form of tabular data in which the
was taken as a field variable. In total, 4080 elements were used in the model, which corresponds to approximately
elements through the cross-section. The mesh structure used in this study can be seen in
Figure 4. The total number of elements was same for each RVE size case, i.e., the mesh density was same for each model. The element type was set to ‘8-node generalized plane strain thermally coupled quadrilateral, biquadratic displacement, bilinear temperature, hybrid, linear pressure, reduced integration’ (CPEG8RHT).
5. Conclusions
In this study, we investigated the distribution in a thick UD fiber-reinforced pultruded profile and its effects on the residual stress formation. These were done by characterizing the cross-sectional distribution with optical light microscopy and using the local dependent material behavior in a 2D numerical process model developed for mesoscale thermo– chemical– mechanical modeling of pultrusion.
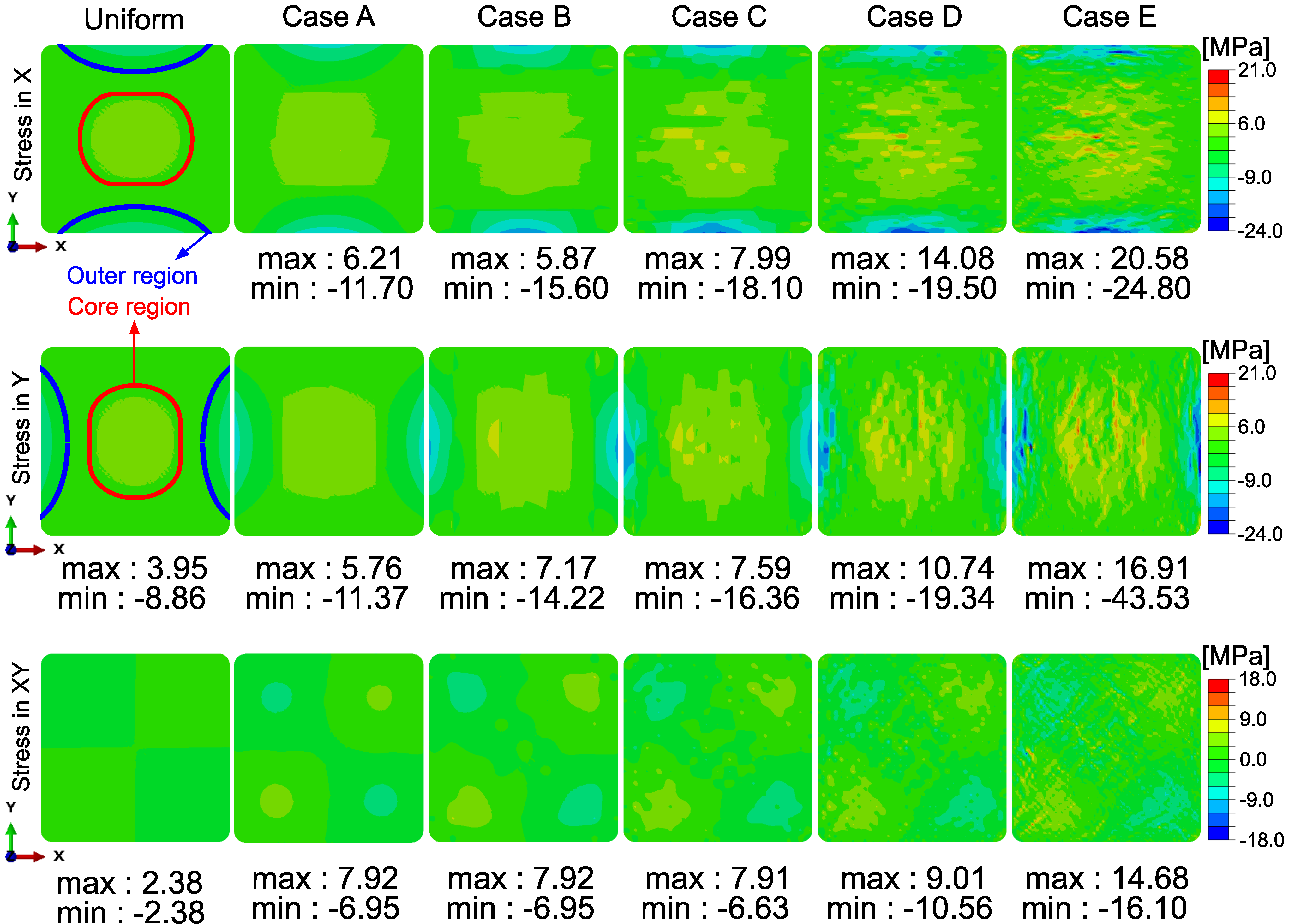
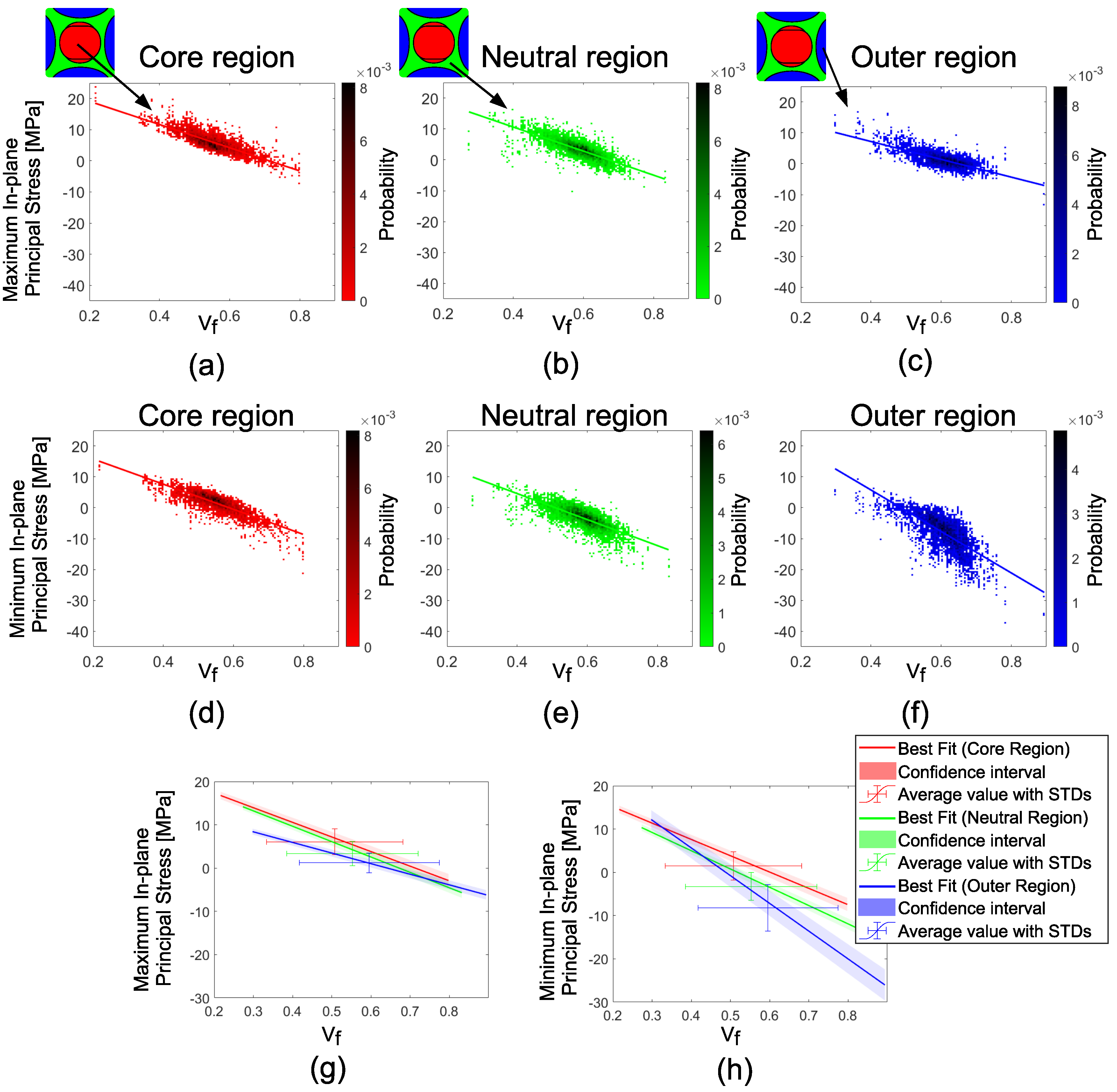
The optical light microscopy analysis revealed that the profile had a lower fiber content in the core compared to the outer region. When we used this information in the mesoscale model, the magnitude of the overall residual stress in the core (tension) and the outer region (compression) increased more than .
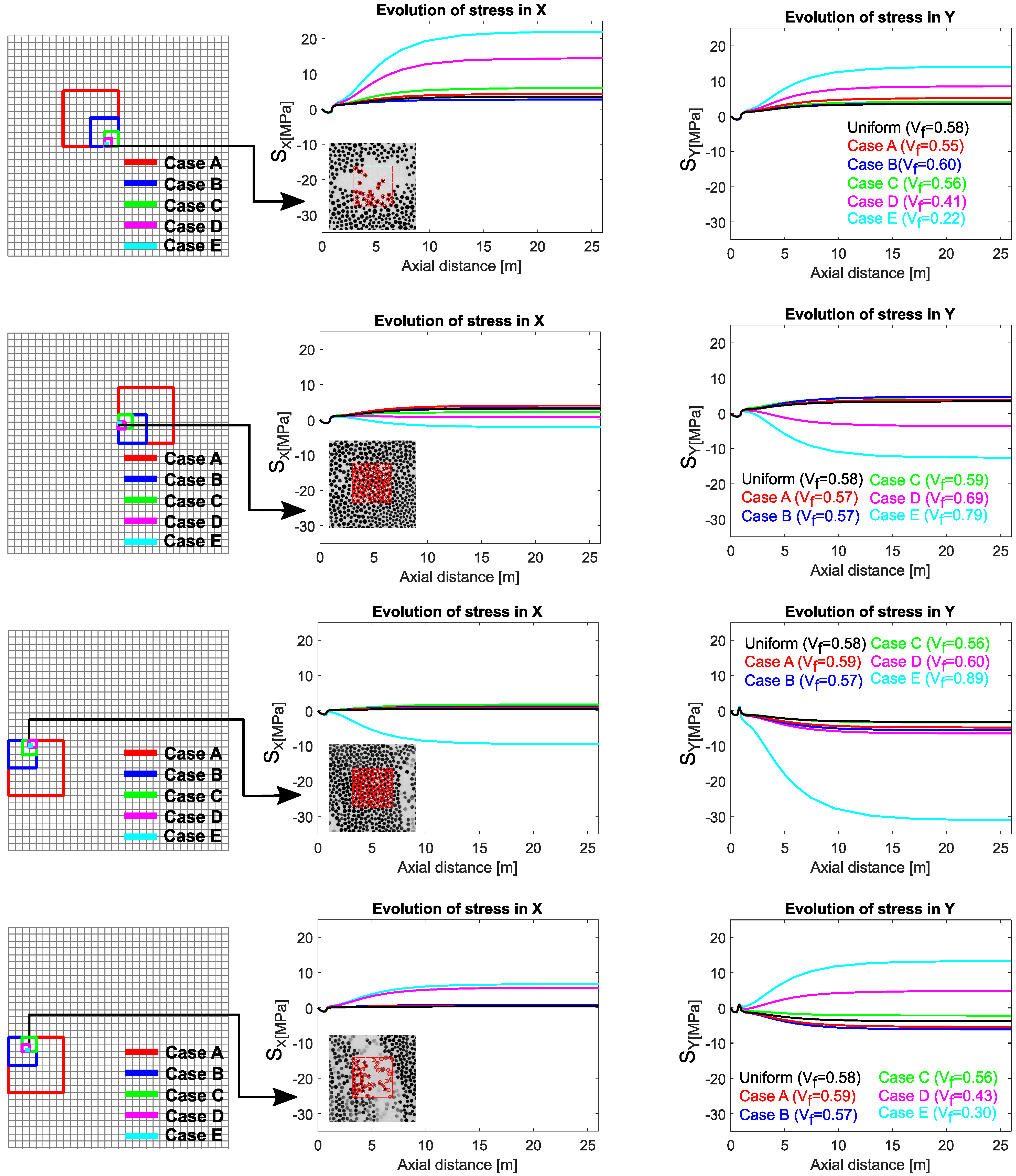
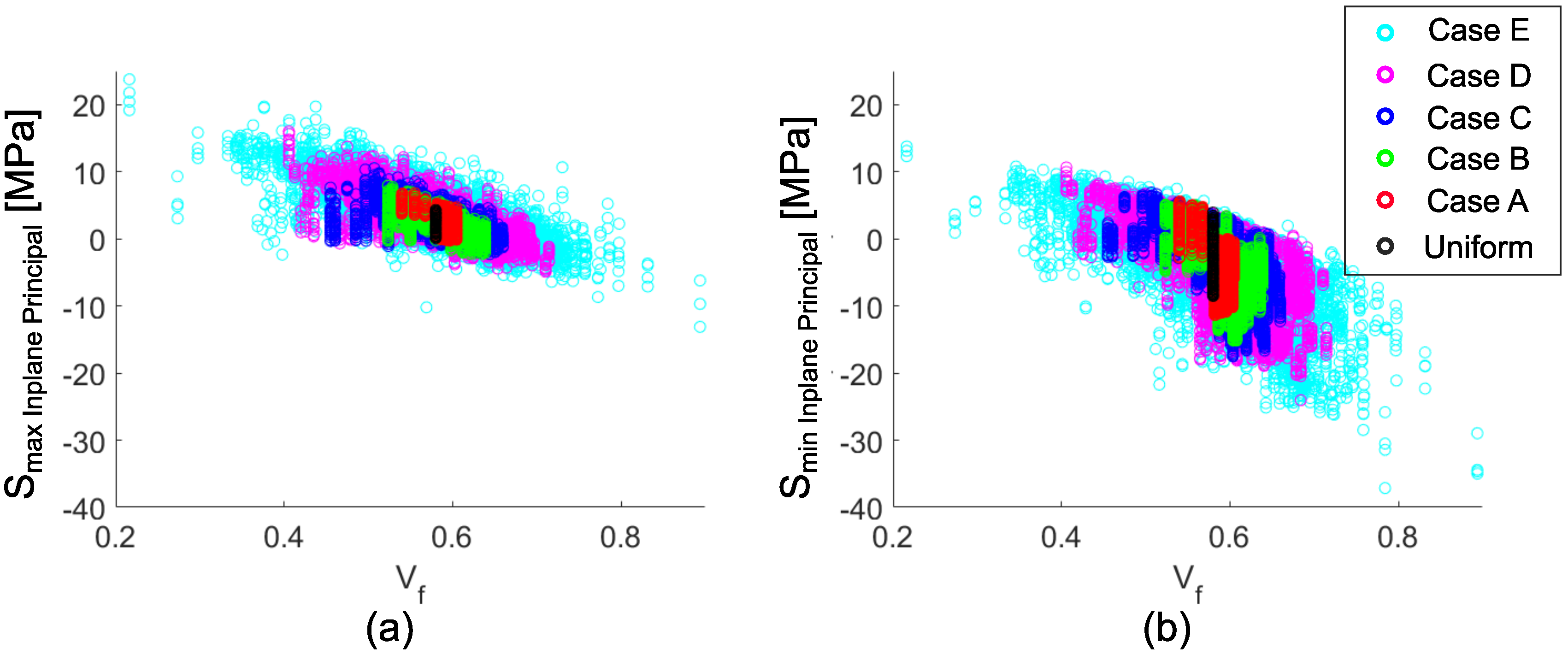
By implementation of the full field nonuniformity in the mesoscale, we also captured the scatteredness in the residual stress field. The stress field appeared more scattered when the RVE size became smaller. In some areas, the stress values even shifted from tension to compression, but overall, the local regions with high fiber content appeared to exhibit more compressive residual stress.
We exemplified the importance of analyzing the processing–structure–property relationship for a pultruded composite profile in this study. In conclusion, the results underline that the coupled nature of the local fiber volume fraction and the residual stress formation can be of critical importance when accessing the structural integrity of pultruded profiles. As, a huge effort is put on simulating the structural performance of pultruded composites [
52]. We shed a light on the mesoscale nonuniformity in Vf and its effects on residual stress field, which can be further used for the structural analysis in the presence of this mesoscale nonuniformity.
The proposed image analysis and coupling with the thermo– chemical– mechanical model might not be directly used for pultruded composites consisting of continuous filament mat or woven fabrics. Hence, a 3D microstructural analysis and a modification in the proposed process simulation would be necessary for those types of reinforcements.
The mesoscale process modeling scheme developed in this study can also be used in a multiscale process modeling framework in future studies. The location dependent spatial fiber distribution can be implemented into advanced microscale methods to estimate the fiber distribution dependent thermal [
53] and mechanical [
46] properties which can be used in a multiscale process modeling scheme. Location dependent coupling between micro- meso- macro levels in a multi-scale analysis would give valuable insight into pultruded profiles’ structural limits.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}