
Mesoscale Process Modeling of a Thick Pultruded Composite with Variability in Fiber Volume Fraction



Abstract
:1. Introduction
2. Materials and Methods
3. Numerical Modeling Framework
3.1. Chemical and Thermo-Mechanical Material Models of Polyester Resin
3.2. Thermal and Thermo-Mechanical Constitutive Material Properties
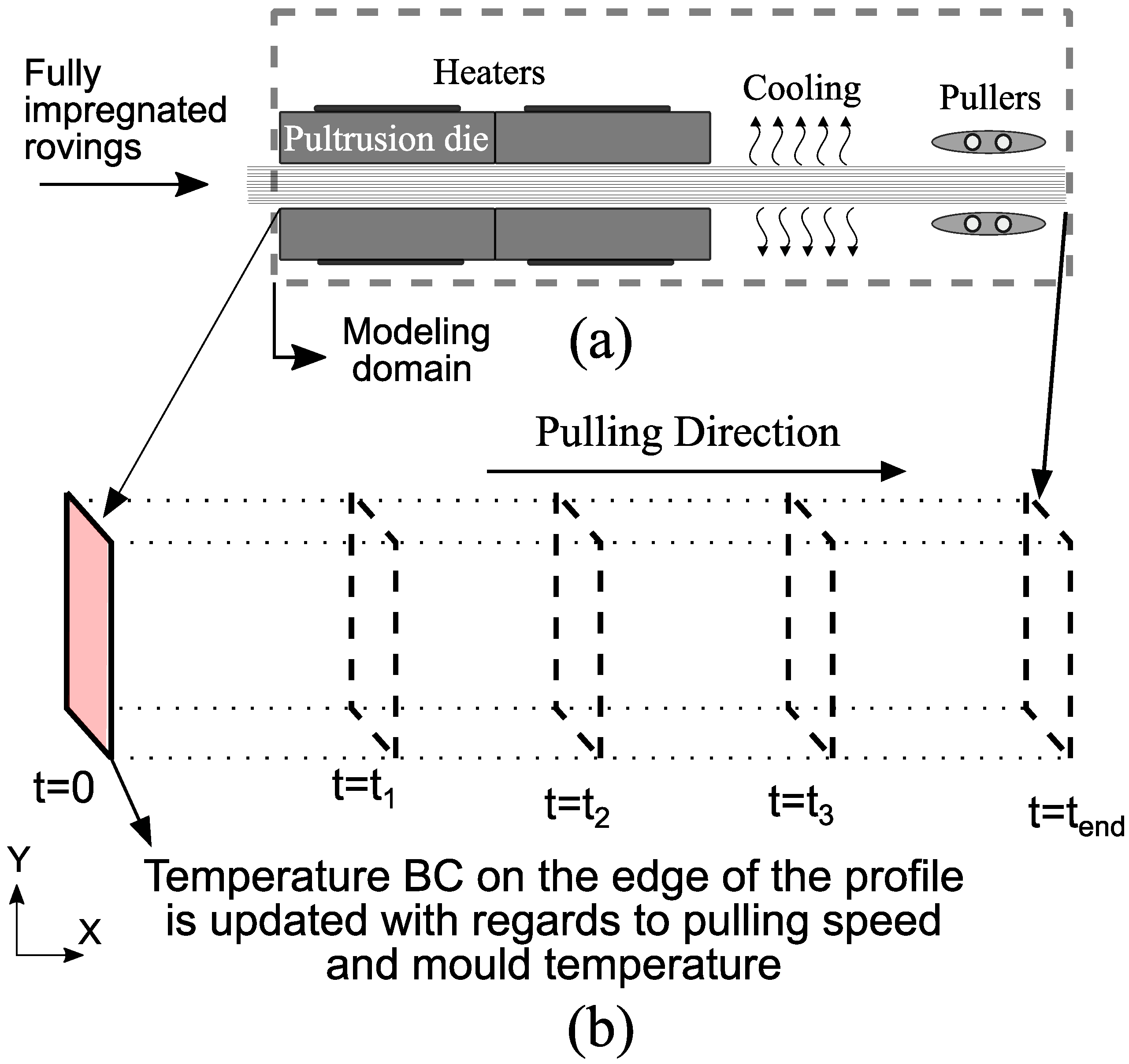
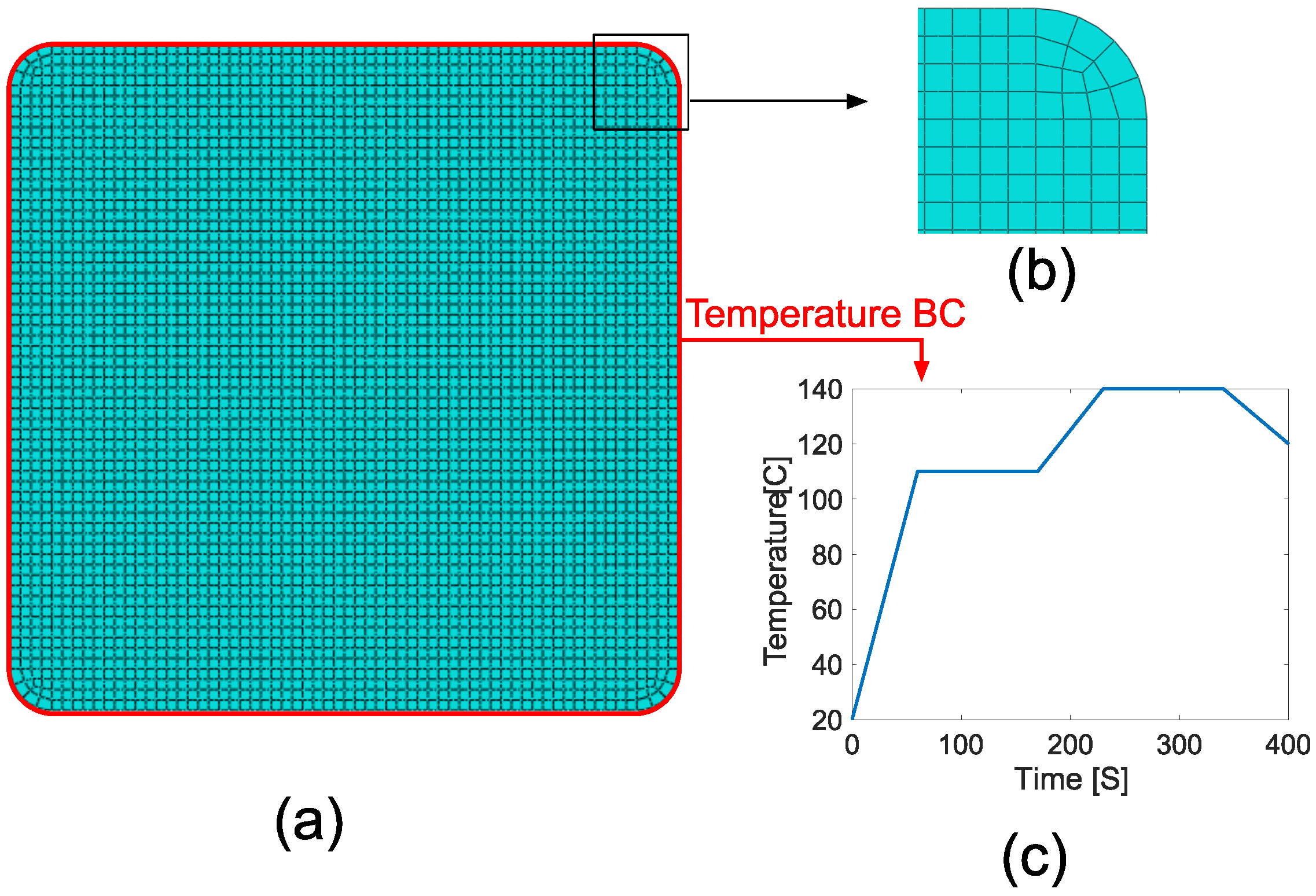
3.3. Coupled Temperature Displacement Model
4. Results and Discussion
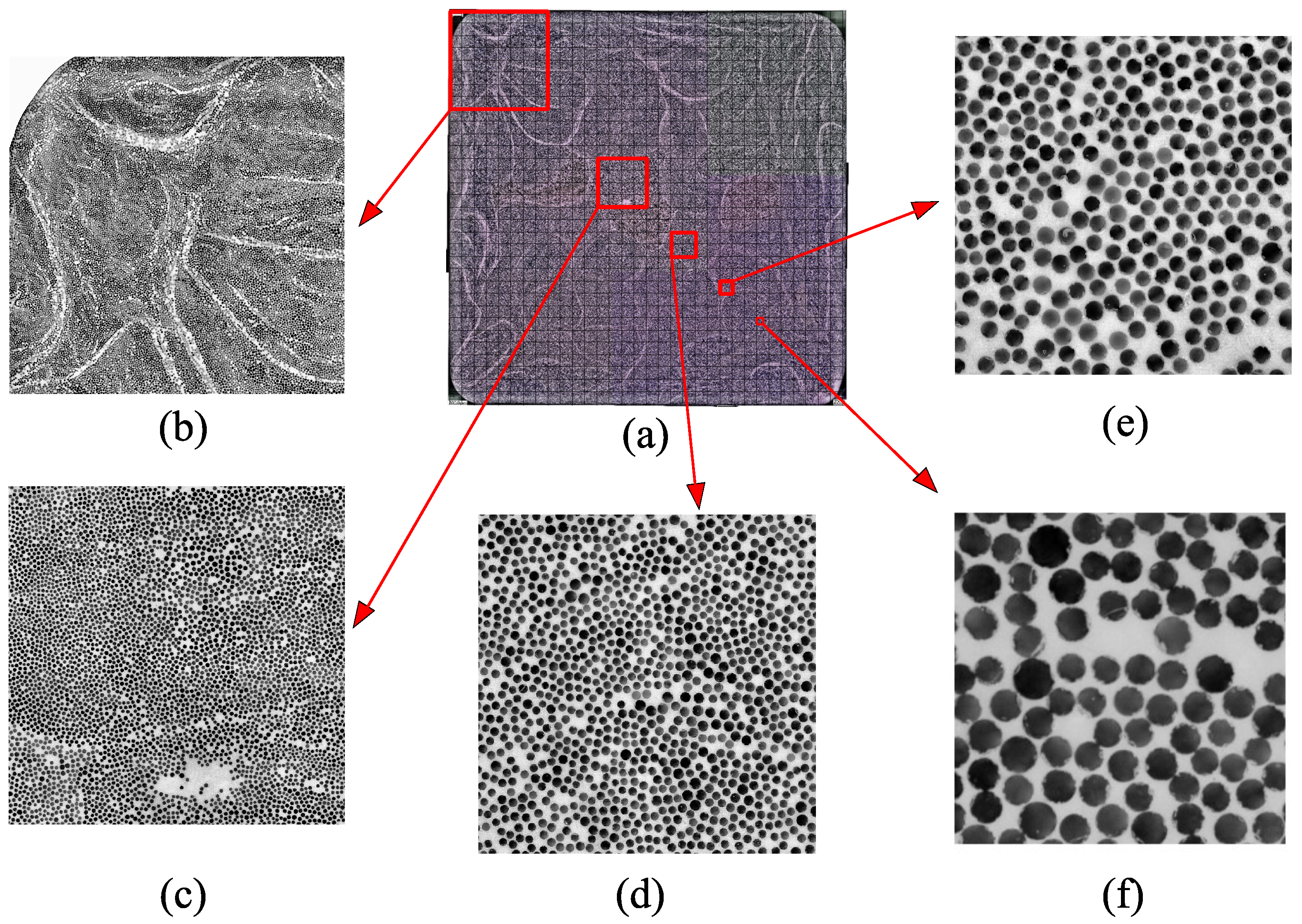
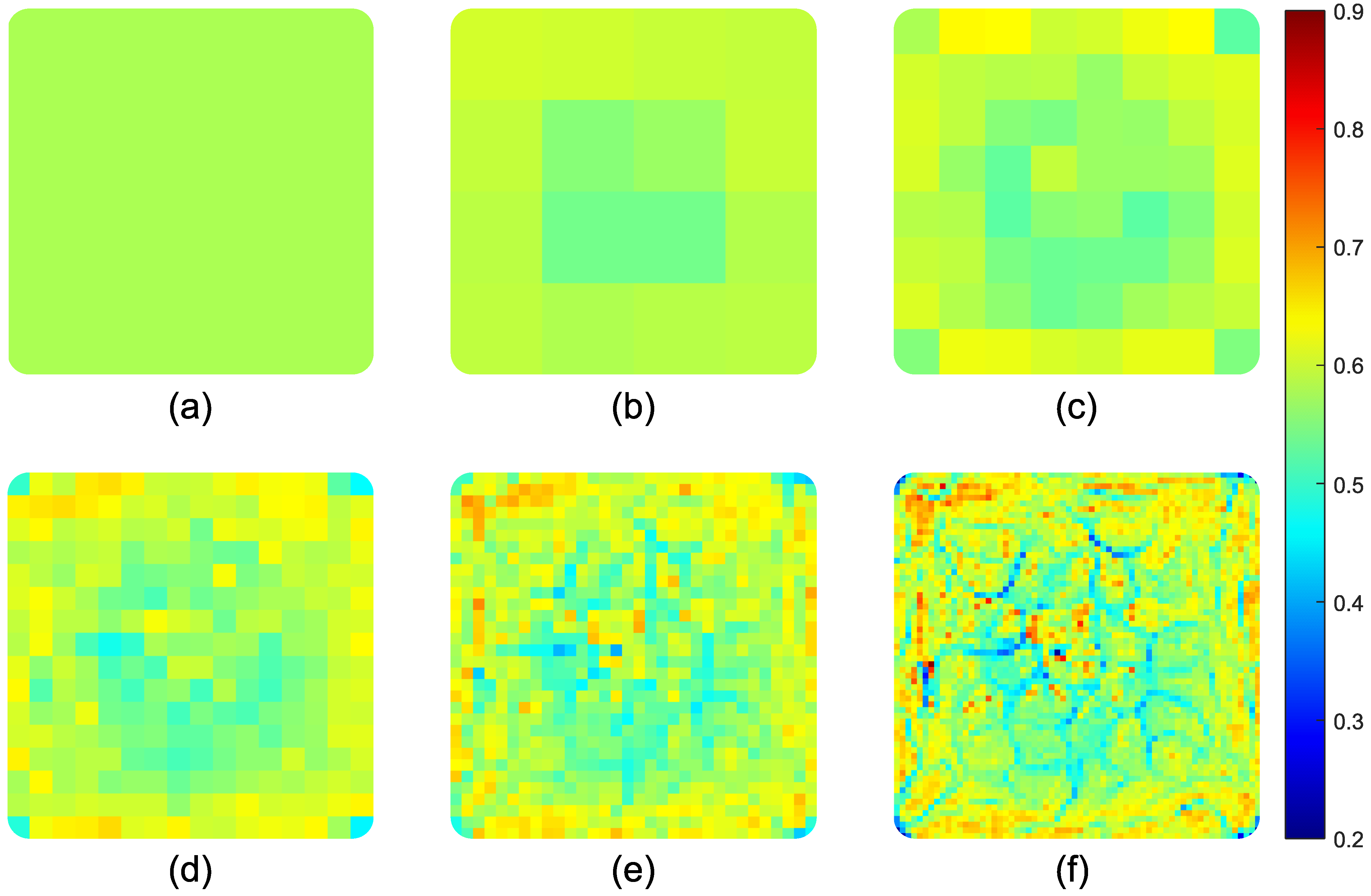
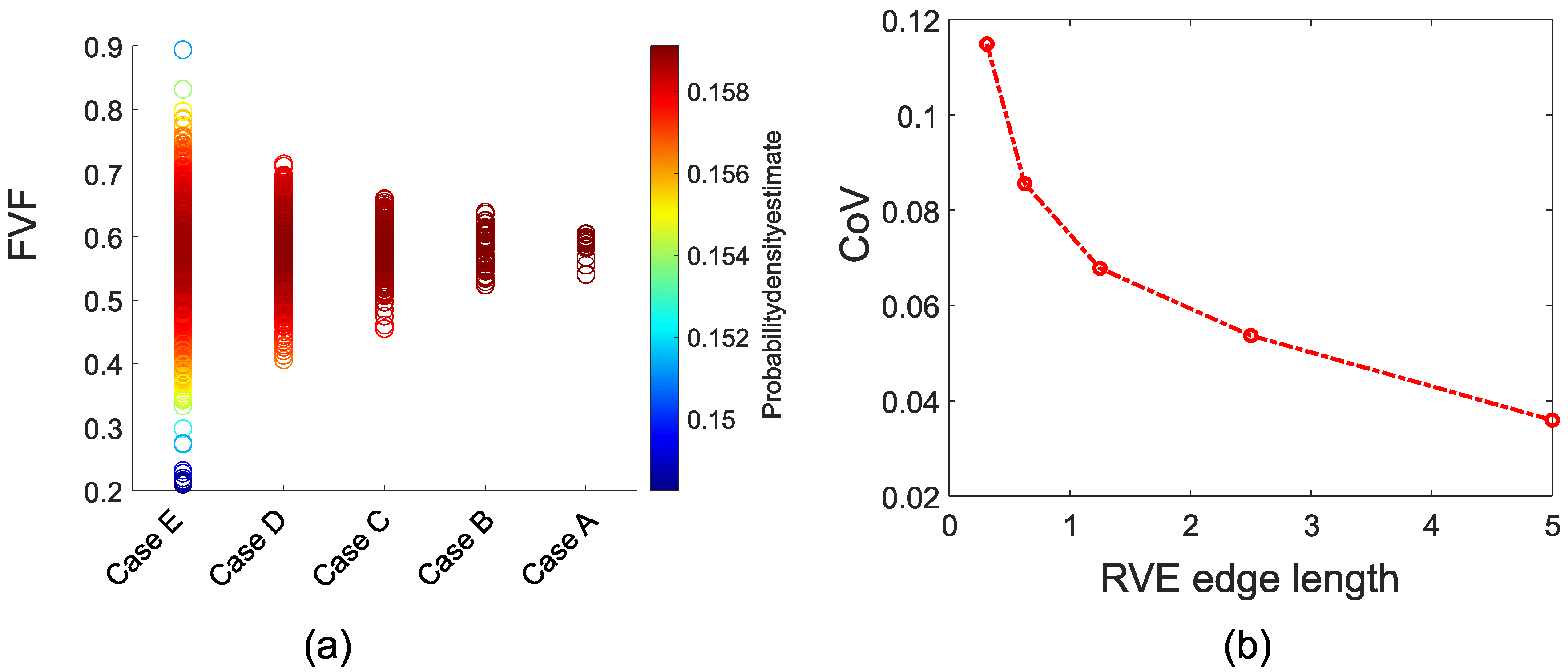
4.1. Fiber Distribution through the Cross-Section
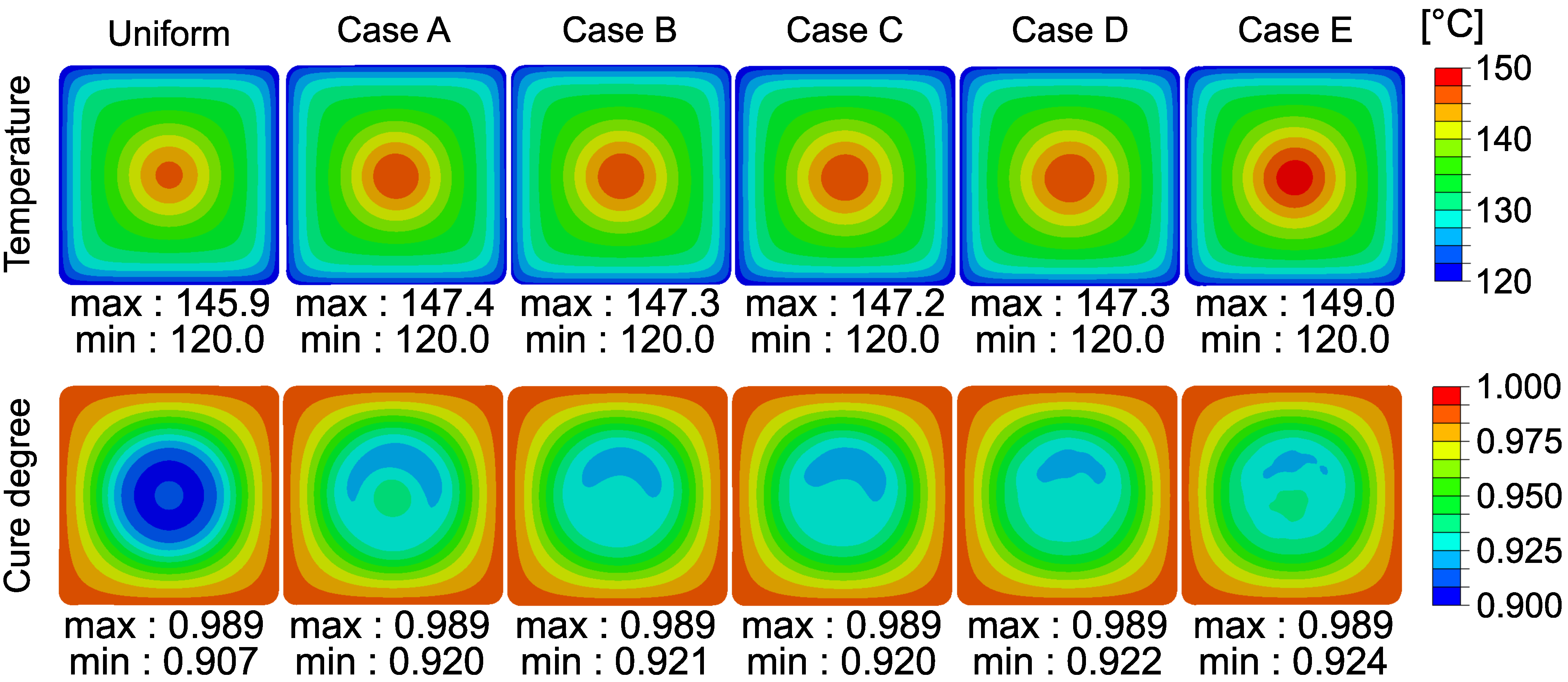
4.2. Effect of Nonuniformity on the Temperature and Cure Degree Evolution
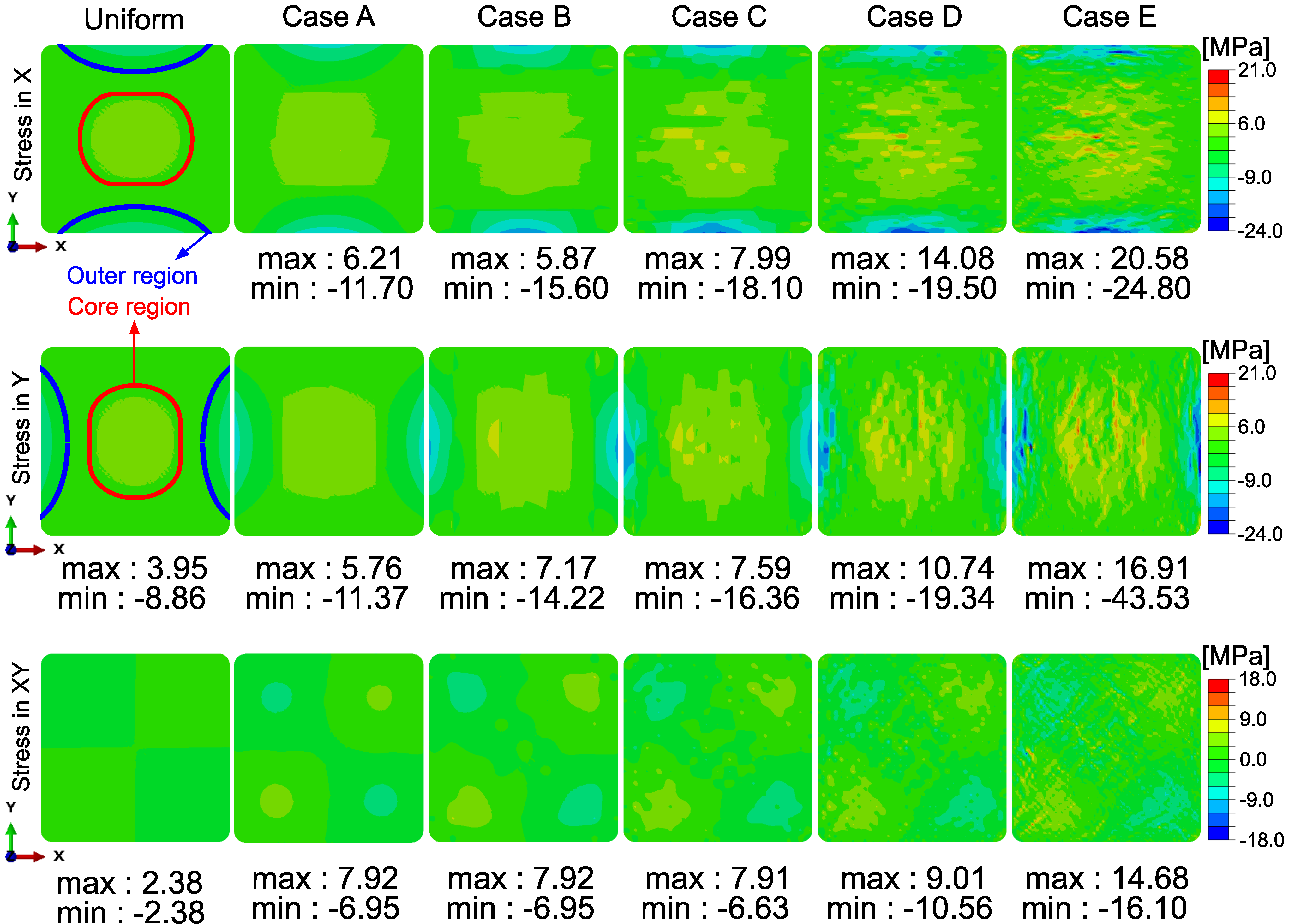
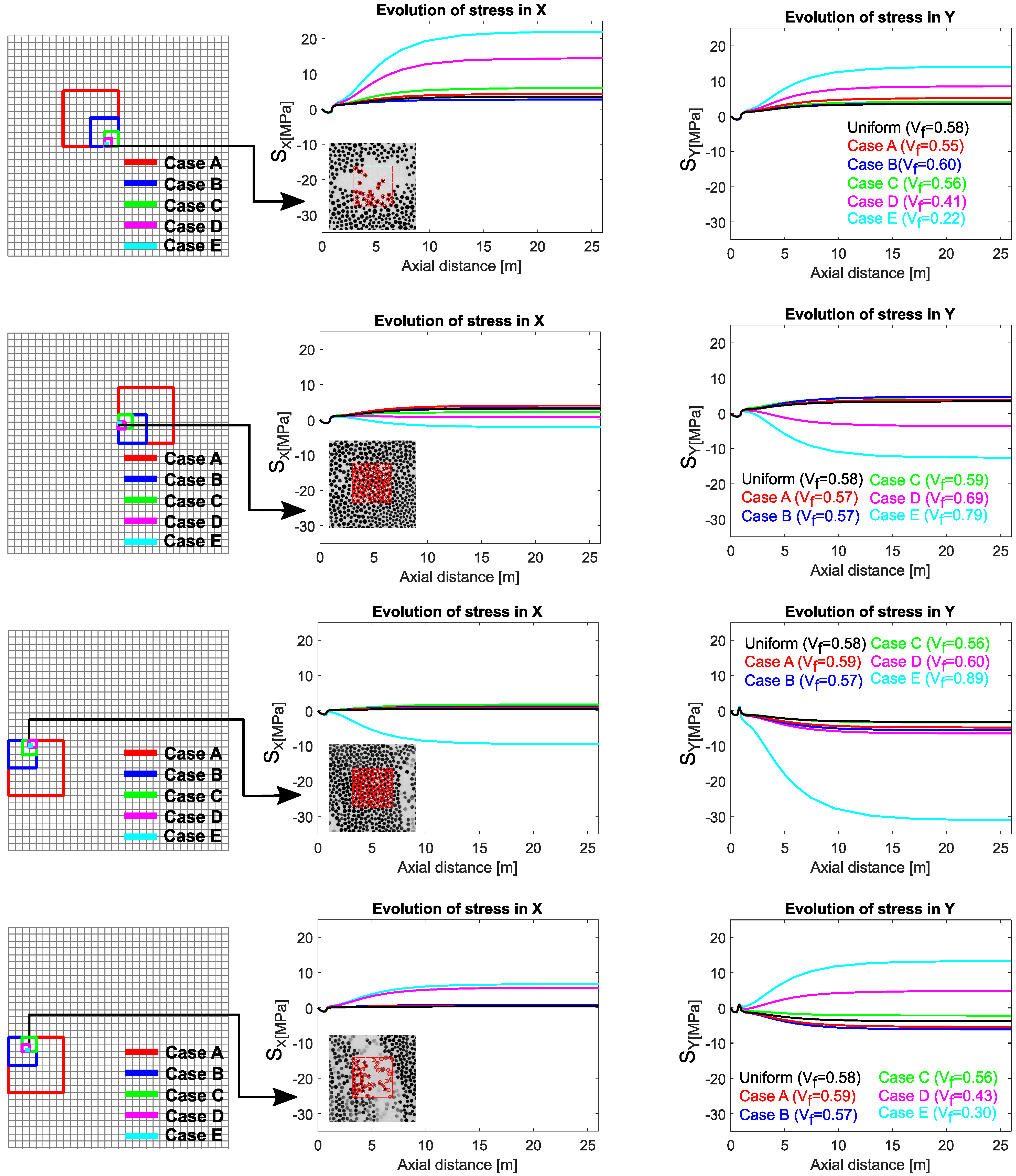
4.3. Effect of Nonuniformity on Global Residual Stress Distribution
4.4. Local Residual Stresses
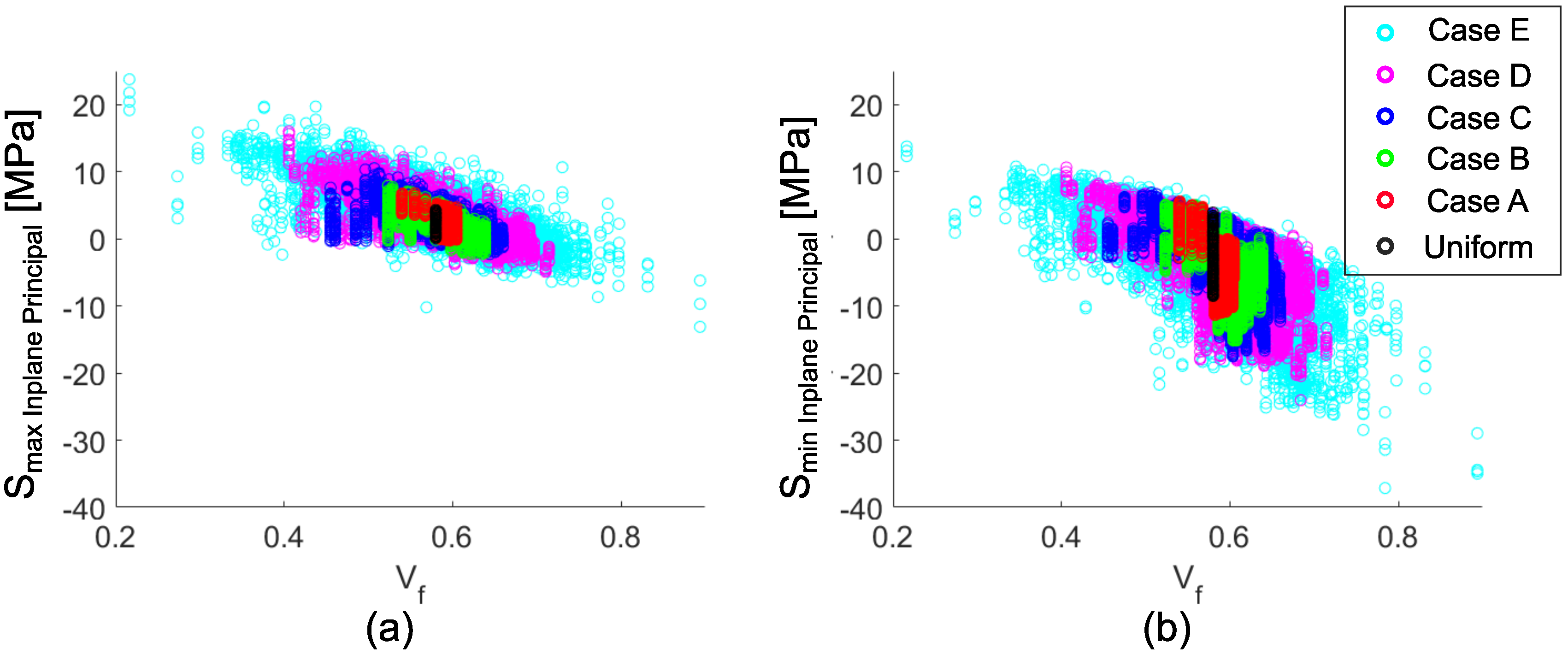
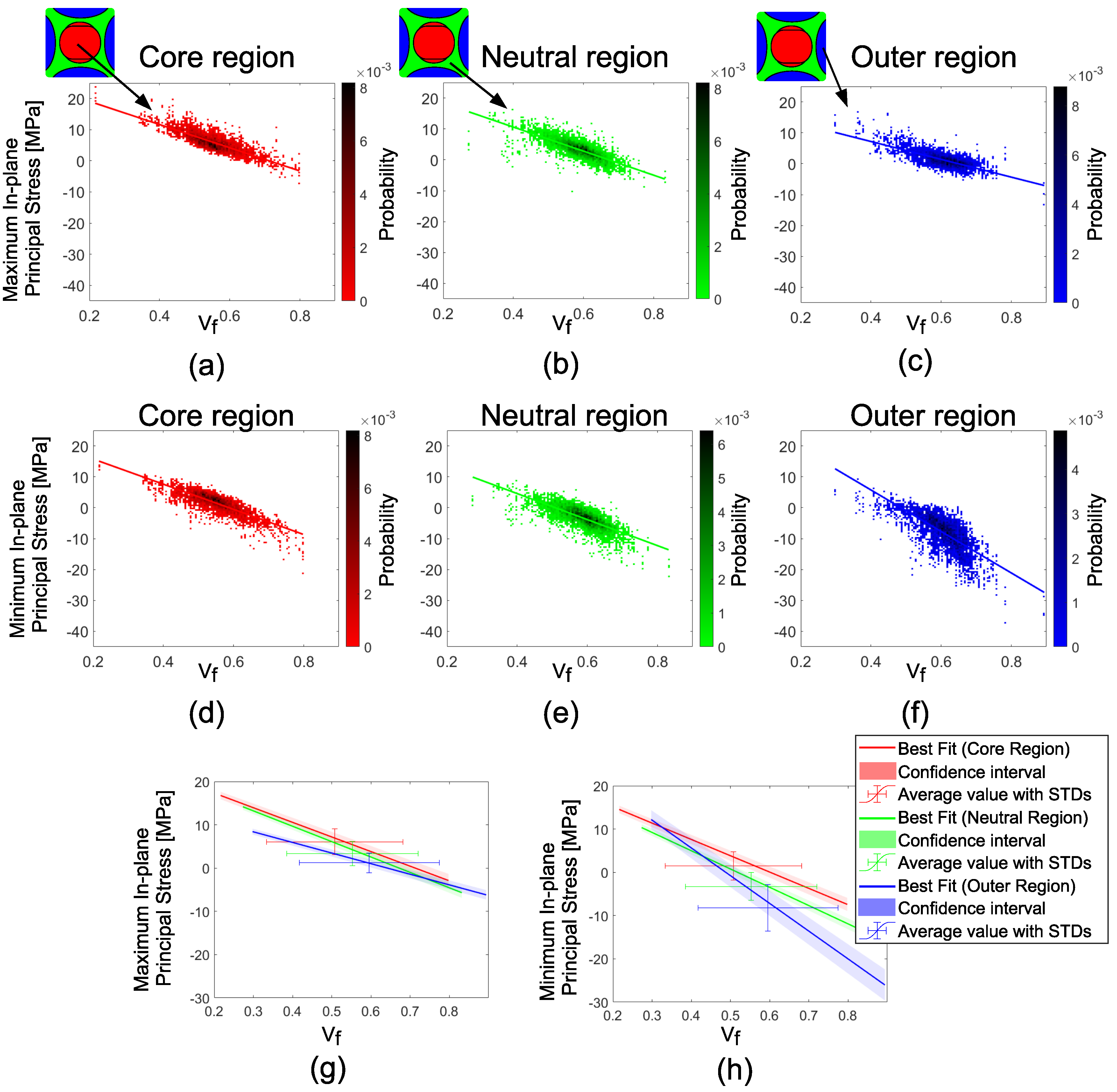
4.5. Processing–Structure–Property Relationship
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| Fiber volume fraction | |
| UD | Unidirectional |
| RVE | Representative volume element |
| FRPC | Fiber-reinforced polymer composite |
| CHILE | Cure hardening instantaneous linear elastic |
| CTE | Coefficient of thermal expansion |
| SCFM | Self-consistent field micromechanics |
| Glass transition temperature | |
| 1D, 2D, 3D | 1-dimensional, 2-dimensional, 3-dimensional |
| Mechanical strain increment | |
| Total strain increment | |
| Thermal strain increment | |
| Chemical strain increments | |
| Incremental stress component | |
| J | Jacobian matrix |
| Density | |
| Specific heat capacity | |
| k | Thermal conductivity |
| E | Elastic modulus |
| Poisson’s ratio | |
| Pre-exponential constant | |
| Activation energy | |
| m, n | Reaction orders |
| Instantaneous cure degree | |
| R | Gas constant |
| T | Absolute temperature |
| , | Thermal conductivity of composite in X and Y directions |
| Thermal conductivity of fiber | |
| Thermal conductivity of resin | |
| Weight fraction of fiber | |
| Weight fraction of resin | |
| , , | Critical temperatures for elastic modulus model |
| , , | Critical elastic moduli for elastic modulus model |
| , | Exponential rise constants in elastic modulus model |
References
- Chung, D. Processing-structure-property relationships of continuous carbon fiber polymer-matrix composites. Mater. Sci. Eng. Rep. 2017, 113, 1–29. [Google Scholar] [CrossRef]
- Baran, I.; Cinar, K.; Ersoy, N.; Akkerman, R.; Hattel, J. A Review on the Mechanical Modeling of Composite Manufacturing Processes. Arch. Comput. Methods Eng. 2017, 24, 365–395. [Google Scholar] [CrossRef] [Green Version]
- Wisnom, M.; Gigliotti, M.; Ersoy, N.; Campbell, M.; Potter, K. Mechanisms generating residual stresses and distortion during manufacture of polymer–matrix composite structures. Compos. Part Appl. Sci. Manuf. 2006, 37, 522–529. [Google Scholar] [CrossRef]
- Vedernikov, A.; Safonov, A.; Tucci, F.; Carlone, P.; Akhatov, I. Pultruded materials and structures: A review. J. Compos. Mater. 2020, 54, 4081–4117. [Google Scholar] [CrossRef]
- Sandberg, M.; Yuksel, O.; Comminal, R.B.; Sonne, M.R.; Jabbari, M.; Larsen, M.; Salling, F.B.; Baran, I.; Spangenberg, J.; Hattel, J.H. 6-Numerical modeling of the mechanics of pultrusion. In Mechanics of Materials in Modern Manufacturing Methods and Processing Techniques; Silberschmidt, V.V., Ed.; Elsevier Series in Mechanics of Advanced Materials; Elsevier: Amsterdam, The Netherlands, 2020; pp. 173–195. [Google Scholar] [CrossRef]
- Baran, I.; Hattel, J.H.; Akkerman, R. Investigation of process induced warpage for pultrusion of a rectangular hollow profile. Compos. Part Eng. 2015, 68, 365–374. [Google Scholar] [CrossRef]
- Baran, I.; Akkerman, R.; Hattel, J.H. Modelling the pultrusion process of an industrial L-shaped composite profile. Compos. Struct. 2014, 118, 37–48. [Google Scholar] [CrossRef]
- Baran, I. Pultrusion: State-of-the-Art Process Models; Smithers Rapra: Shrewsbury, UK, 2015. [Google Scholar]
- Safonov, A.; Gusev, M.; Saratov, A.; Konstantinov, A.; Sergeichev, I.; Konev, S.; Gusev, S.; Akhatov, I. Modeling of cracking during pultrusion of large-size profiles. Compos. Struct. 2020, 235, 111801. [Google Scholar] [CrossRef]
- Batch, G.L.; Macosko, C.W. Heat transfer and cure in pultrusion: Model and experimental verification. AIChE J. 1993, 39, 1228–1241. [Google Scholar] [CrossRef]
- Gorthala, R.; Roux, J.A.; Vaughan, J.G. Resin Flow, Cure and Heat Transfer Analysis for Pultrusion Process. J. Compos. Mater. 1994, 28, 486–506. [Google Scholar] [CrossRef]
- Carlone, P.; Palazzo, G.; Pasquino, R. Pultrusion manufacturing process development by computational modelling and methods. Math. Comput. Model. 2006, 44, 701–709. [Google Scholar] [CrossRef]
- Baran, I.; Tutum, C.C.; Hattel, J.H. The effect of thermal contact resistance on the thermosetting pultrusion process. Compos. Part Eng. 2013, 45, 995–1000. [Google Scholar] [CrossRef]
- Sandberg, M.; Yuksel, O.; Baran, I.; Hattel, J.H.; Spangenberg, J. Numerical and experimental analysis of resin-flow, heat-transfer, and cure in a resin-injection pultrusion process. Compos. Part Appl. Sci. Manuf. 2020, 106231. [Google Scholar] [CrossRef]
- Baran, I.; Tutum, C.C.; Nielsen, M.W.; Hattel, J.H. Process induced residual stresses and distortions in pultrusion. Compos. Part Eng. 2013, 51, 148–161. [Google Scholar] [CrossRef]
- Baran, I.; Hattel, J.; Akkerman, R.; Tutum, C. Mechanical Modelling of Pultrusion Process: 2D and 3D Numerical Approaches. Appl. Compos. Mater. 2015, 22, 99–118. [Google Scholar] [CrossRef]
- Sandberg, M.; Yuksel, O.; Baran, I.; Spangenberg, J.; Hattel, J.H. Steady-state modelling and analysis of process-induced stress and deformation in thermoset pultrusion processes. Compos. Part Eng. 2021, 216, 108812. [Google Scholar] [CrossRef]
- Baran, I.; Tutum, C.; Hattel, J.; Akkerman, R. Pultrusion of a vertical axis wind turbine blade part-I: 3D thermo-chemical process simulation. Int. J. Mater. Form. 2015, 8, 379–389. [Google Scholar] [CrossRef]
- Struzziero, G.; Maistros, G.; Hartley, J.; Skordos, A. Materials modelling and process simulation of the pultrusion of curved parts. Compos. Part Appl. Sci. Manuf. 2021, 106328. [Google Scholar] [CrossRef]
- Vedernikov, A.; Tucci, F.; Carlone, P.; Gusev, S.; Konev, S.; Firsov, D.; Akhatov, I.; Safonov, A. Effects of pulling speed on structural performance of L-shaped pultruded profiles. Compos. Struct. 2021, 255, 112967. [Google Scholar] [CrossRef]
- Yuksel, O.; Baran, I.; Ersoy, N.; Akkerman, R. Investigation of transverse residual stresses in a thick pultruded composite using digital image correlation with hole drilling. Compos. Struct. 2019, 223, 110954. [Google Scholar] [CrossRef]
- Yuksel, O.; Baran, I.; Ersoy, N.; Akkerman, R. Analysis of residual transverse stresses in a thick UD glass/polyester pultruded profile using hole drilling with strain gage and digital image correlation. AIP Conf. Proc. 2018, 1960, 020040. [Google Scholar]
- Mesogitis, T.; Skordos, A.; Long, A. Uncertainty in the manufacturing of fibrous thermosetting composites: A review. Compos. Part Appl. Sci. Manuf. 2014, 57, 67–75. [Google Scholar] [CrossRef] [Green Version]
- Potter, K.; Khan, B.; Wisnom, M.; Bell, T.; Stevens, J. Variability, fibre waviness and misalignment in the determination of the properties of composite materials and structures. Compos. Part Appl. Sci. Manuf. 2008, 39, 1343–1354. [Google Scholar] [CrossRef]
- Haanappel, S.; ten Thije, R.; Sachs, U.; Rietman, B.; Akkerman, R. Formability analyses of uni-directional and textile reinforced thermoplastics. Compos. Part Appl. Sci. Manuf. 2014, 56, 80–92. [Google Scholar] [CrossRef]
- Krämer, E.; Grouve, W.; Koussios, S.; Warnet, L.; Akkerman, R. Real-time observation of waviness formation during C/PEEK consolidation. Compos. Part Appl. Sci. Manuf. 2020, 133, 105872. [Google Scholar] [CrossRef]
- Matveev, M.; Belnoue, J.H.; Nixon-Pearson, O.; Ivanov, D.; Long, A.; Hallett, S.; Jones, I. A numerical study of variability in the manufacturing process of thick composite parts. Compos. Struct. 2019, 208, 23–32. [Google Scholar] [CrossRef] [Green Version]
- David, A.; Darrow, J.; Smith, L.V. Isolating Components of Processing Induced Warpage in Laminated Composites. J. Compos. Mater. 2002, 36, 2407–2419. [Google Scholar]
- Çınar, K.; Ersoy, N. Effect of fibre wrinkling to the spring-in behaviour of L-shaped composite materials. Compos. Part Appl. Sci. Manuf. 2015, 69, 105–114. [Google Scholar] [CrossRef]
- Paciornik, S.; Martinho, F.; de Mauricio, M.; d’Almeida, J. Analysis of the mechanical behavior and characterization of pultruded glass fiber–resin matrix composites. Compos. Sci. Technol. 2003, 63, 295–304. [Google Scholar] [CrossRef]
- Rasmussen, F.; Sonne, M.; Larsen, M.; Mikkelsen, L.; Hattel, J. A Characterization Study Relating Cross-Sectional Distribution of Fiber Volume Fraction and Permeability. In Proceedings of the 22nd International Conference on Composite Materials 2019, ICMM22, Melbourne, Australia, 11–16 August 2019. [Google Scholar]
- Morales, C.N.; Claure, G.; Álvarez, J.; Nanni, A. Evaluation of fiber content in GFRP bars using digital image processing. Compos. Part Eng. 2020, 200, 108307. [Google Scholar] [CrossRef]
- Carlone, P.; Baran, I.; Hattel, J.H.; Palazzo, G. Computational approaches for modeling the multiphysics in pultrusion process. Adv. Mech. Eng. 2013, 5, 301875. [Google Scholar] [CrossRef]
- Kratmann, K.; Sutcliffe, M.; Lilleheden, L.; Pyrz, R.; Thomsen, O. A novel image analysis procedure for measuring fibre misalignment in unidirectional fibre composites. Compos. Sci. Technol. 2009, 69, 228–238. [Google Scholar] [CrossRef] [Green Version]
- Poulton, M.; Sebastian, W. Taxonomy of fibre mat misalignments in pultruded GFRP bridge decks. Compos. Part Appl. Sci. Manuf. 2021, 142, 106239. [Google Scholar] [CrossRef]
- Baran, I.; Straumit, I.; Shishkina, O.; Lomov, S.V. X-ray computed tomography characterization of manufacturing induced defects in a glass/polyester pultruded profile. Compos. Struct. 2018, 195, 74–82. [Google Scholar] [CrossRef]
- Sebastian, W.M. Fibre waviness in pultruded bridge deck profiles: Geometric characterisation and consequences on ultimate behaviour. Compos. Part Eng. 2018, 146, 270–280. [Google Scholar] [CrossRef]
- Rasmussen, F.; Klingaa, C.; Larsen, M.; Sonne, M.; Spangenberg, J.; Hattel, J. Modelling the Effect of Non-Uniform Fibre Distribution on the Curing Behaviour in Resin Injection Pultrusion. In Proceedings of the 18th European Conference on Composite Materials (ECCM-18), Athens, Greece, 24–28 June 2018. [Google Scholar]
- Baran, I. Analysis of the local fiber volume fraction variation in pultrusion process. In Proceedings of the 20th International ESAFORM Conference on Material Forming; AIP Publishing LLC: Dublin, Ireland, 26–28 April 2017. [Google Scholar]
- Yuksel, O.; Baran, I.; Rasmussen, F.; Spangenberg, J.; Ersoy, N.; Hattel, J.; Akkerman, R. Meso-Scale Process Modelling Strategies for Pultrusion of Unidirectional Profiles. In Proceedings of the 18th European Conference on Composite Materials (ECCM-18), Athens, Greece, 24–28 June 2018. [Google Scholar]
- Baran, I.; Akkerman, R.; Hattel, J.H. Material characterization of a polyester resin system for the pultrusion process. Compos. Part Eng. 2014, 64, 194–201. [Google Scholar] [CrossRef]
- Yuksel, O.; Sandberg, M.; Baran, I.; Ersoy, N.; Hattel, J.H.; Akkerman, R. Material characterization of a pultrusion specific and highly reactive polyurethane resin system: Elastic modulus, rheology, and reaction kinetics. Compos. Part Eng. 2021, 207, 108543. [Google Scholar] [CrossRef]
- Khoun, L.; de Oliveira, R.; Michaud, V.; Hubert, P. Investigation of process-induced strains development by fibre Bragg grating sensors in resin transfer moulded composites. Compos. Part Appl. Sci. Manuf. 2011, 42, 274–282. [Google Scholar] [CrossRef]
- Lin, R.J.; Lee, L.J.; Liou, M.J. Mold filling and curing analysis in liquid composite molding. Polym. Compos. 1993, 14, 71–81. [Google Scholar] [CrossRef]
- Bogetti, T.A.; John, W. Gillespie, J. Process-Induced Stress and Deformation in Thick-Section Thermoset Composite Laminates. J. Compos. Mater. 1992, 26, 626–660. [Google Scholar] [CrossRef]
- Bhuiyan, F.H.; Sanei, S.H.R.; Fertig, R.S. Predicting variability in transverse effective elastic moduli and failure initiation strengths in UD composite microstructures due to randomness in fiber location and morphology. Compos. Struct. 2020, 237, 111887. [Google Scholar] [CrossRef]
- Sanei, S.H.R.; Fertig, R.S. Uncorrelated volume element for stochastic modeling of microstructures based on local fiber volume fraction variation. Compos. Sci. Technol. 2015, 117, 191–198. [Google Scholar] [CrossRef]
- Han, C.D.; Chin, H.B. Development of a mathematical model for the pultrusion of unsaturated polyester resin. Polym. Eng. Sci. 1988, 28, 321–332. [Google Scholar] [CrossRef]
- Baran, I. Analysis of pultrusion process for thick glass/polyester composites: Transverse shear stress formations. Adv. Manuf. Polym. Compos. Sci. 2016, 2, 124–132. [Google Scholar] [CrossRef] [Green Version]
- Carra, G.; Carvelli, V. Ageing of pultruded glass fibre reinforced polymer composites exposed to combined environmental agents. Compos. Struct. 2014, 108, 1019–1026. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, W.; Wang, L.; Ling, Z. On-axis and off-axis compressive behavior of pultruded GFRP composites at elevated temperatures. Compos. Struct. 2020, 236, 111891. [Google Scholar] [CrossRef]
- Fascetti, A.; Feo, L.; Abbaszadeh, H. A critical review of numerical methods for the simulation of pultruded fiber-reinforced structural elements. Compos. Struct. 2021, 114284. [Google Scholar] [CrossRef]
- Leonid, B.; Alexander, G.; Kolpakov, A.N. Introduction to the Network Approximation Method for Materials Modeling; Cambridge University Press: Cambridge, UK, 2013. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Label | Number of Patches | RVE Edge Length |
|---|---|---|
| Case A | 5 mm | |
| Case B | mm | |
| Case C | mm | |
| Case D | mm | |
| Case E | mm |
| [1/s] | [kJ/mol] | m | n |
|---|---|---|---|
| [GPa] | [GPa] | [GPa] | [GPa] | ||||
|---|---|---|---|---|---|---|---|
| 30 | 110 |
| [kg/m ] | [J/ (kg · K)] | k [W/ (m · K)] | E [GPa] | [ppm/C] | ||
|---|---|---|---|---|---|---|
| Polyester resin | 1100 | 1830 | Table | 72–180 | ||
| Glass fiber | 2560 | 670 | 11.4 (axial) , 1.04 (transverse) | 73 |
| Uniform | Case A | Case B | Case C | Case D | Case E | |
|---|---|---|---|---|---|---|
| Stress [MPa] in X @core () | ||||||
| Stress [MPa] in Y @core () | ||||||
| Stress [MPa] in X @outer () | ||||||
| Stress [MPa] in Y @outer () |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuksel, O.; Sandberg, M.; Hattel, J.H.; Akkerman, R.; Baran, I. Mesoscale Process Modeling of a Thick Pultruded Composite with Variability in Fiber Volume Fraction. Materials 2021, 14, 3763. https://doi.org/10.3390/ma14133763
Yuksel O, Sandberg M, Hattel JH, Akkerman R, Baran I. Mesoscale Process Modeling of a Thick Pultruded Composite with Variability in Fiber Volume Fraction. Materials. 2021; 14(13):3763. https://doi.org/10.3390/ma14133763
Chicago/Turabian StyleYuksel, Onur, Michael Sandberg, Jesper H. Hattel, Remko Akkerman, and Ismet Baran. 2021. "Mesoscale Process Modeling of a Thick Pultruded Composite with Variability in Fiber Volume Fraction" Materials 14, no. 13: 3763. https://doi.org/10.3390/ma14133763
APA StyleYuksel, O., Sandberg, M., Hattel, J. H., Akkerman, R., & Baran, I. (2021). Mesoscale Process Modeling of a Thick Pultruded Composite with Variability in Fiber Volume Fraction. Materials, 14(13), 3763. https://doi.org/10.3390/ma14133763