
Effect of Interlayer Delay on the Microstructure and Mechanical Properties of Wire Arc Additive Manufactured Wall Structures

 ,
,  ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
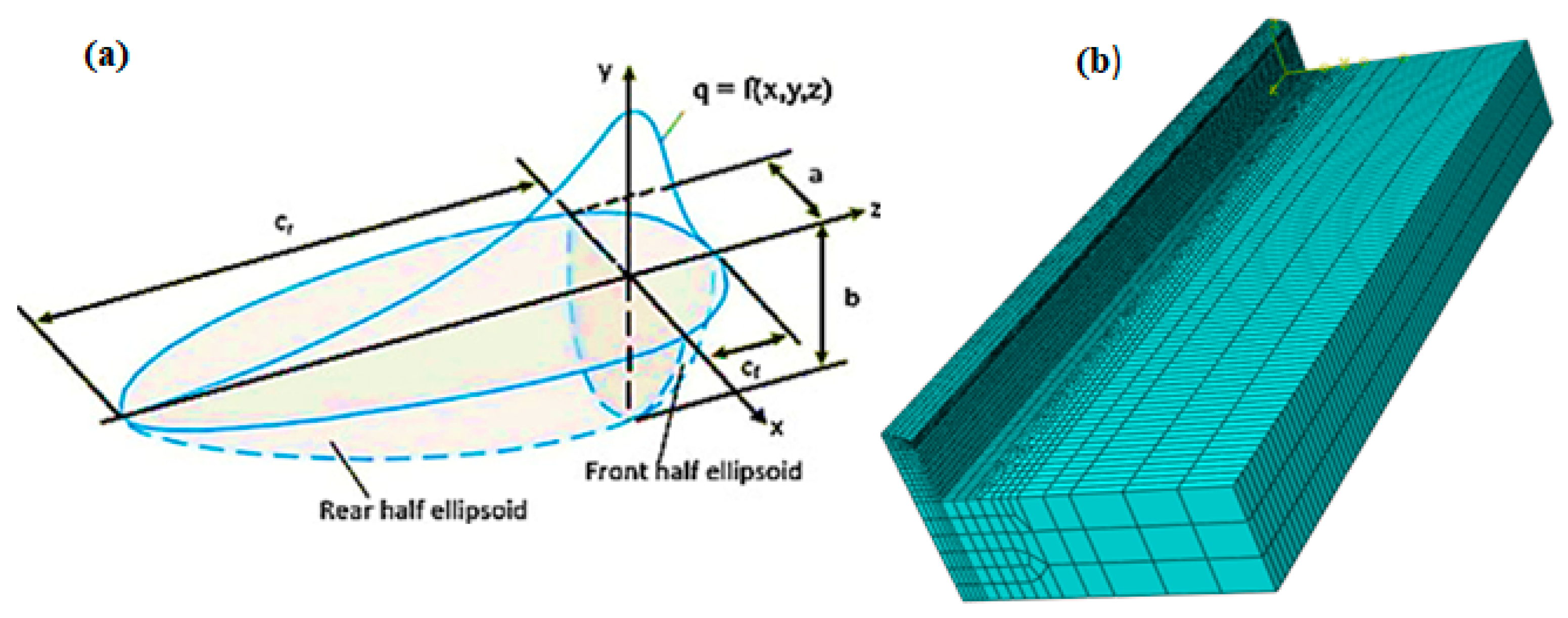
3. Numerical Model
4. Results and Discussion
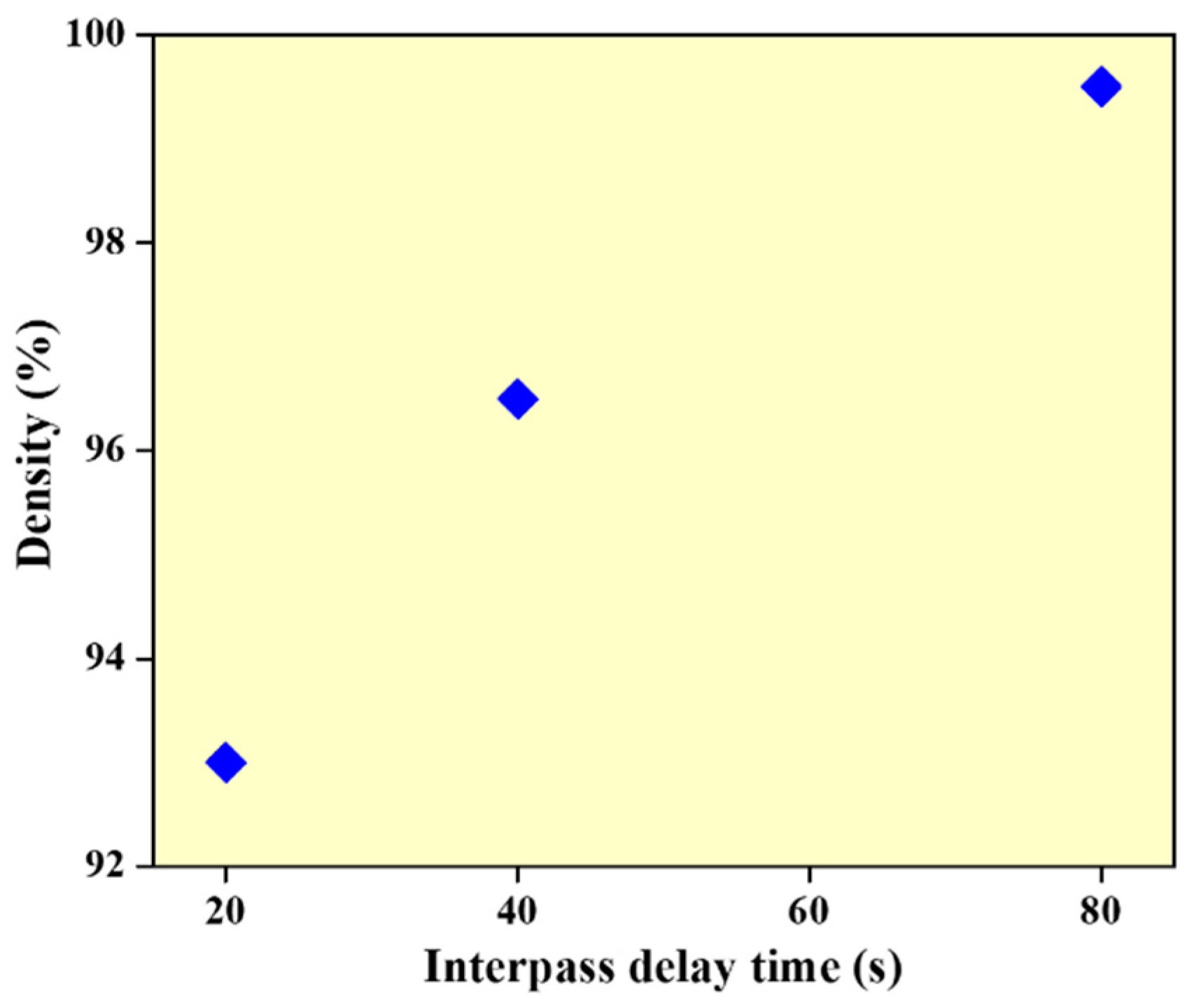
4.1. Density Measurement
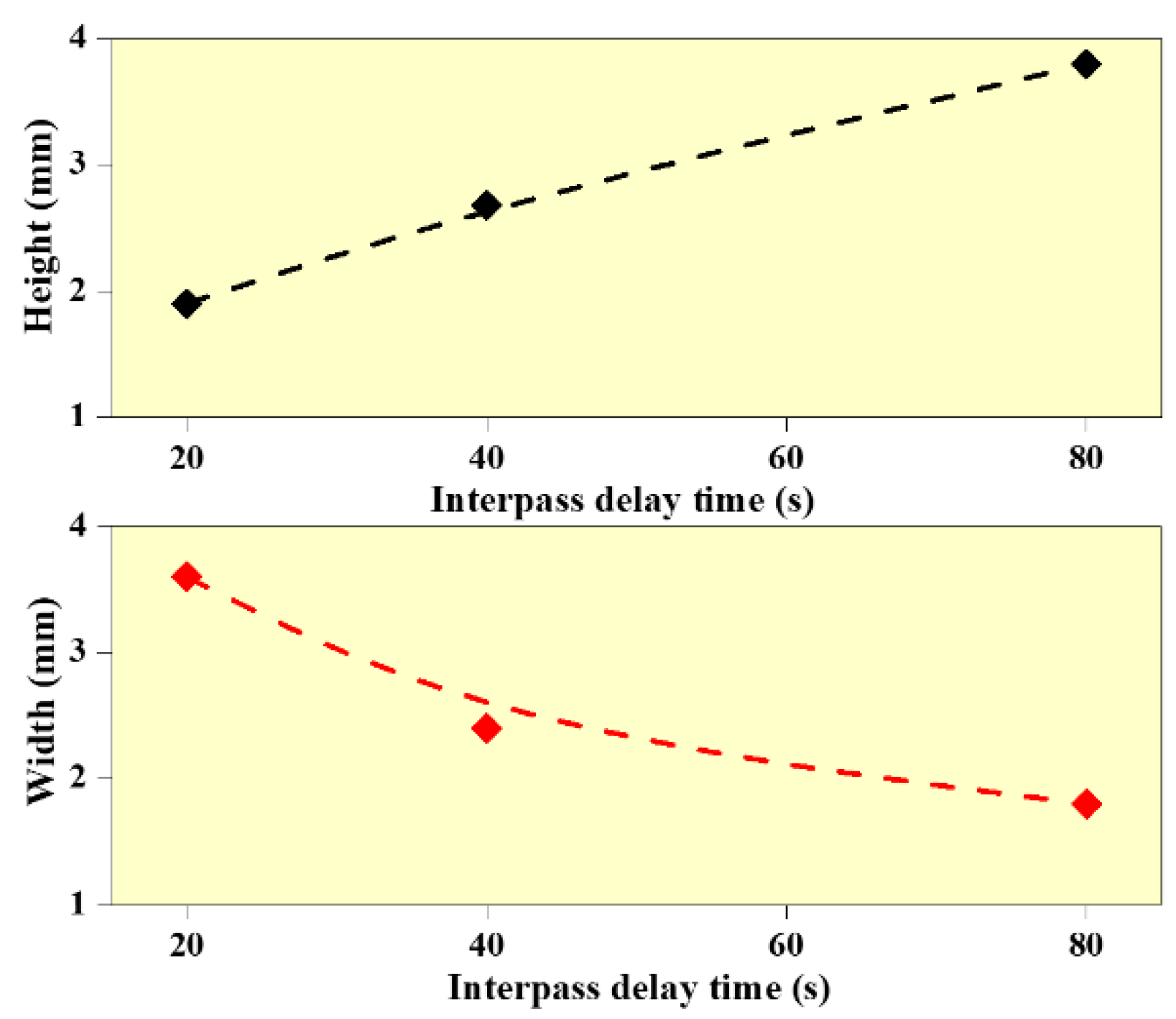
4.2. Effect of Interlayer Delay on Geometrical Dimensions
4.3. Microstructural Analysis
4.4. XRD Results
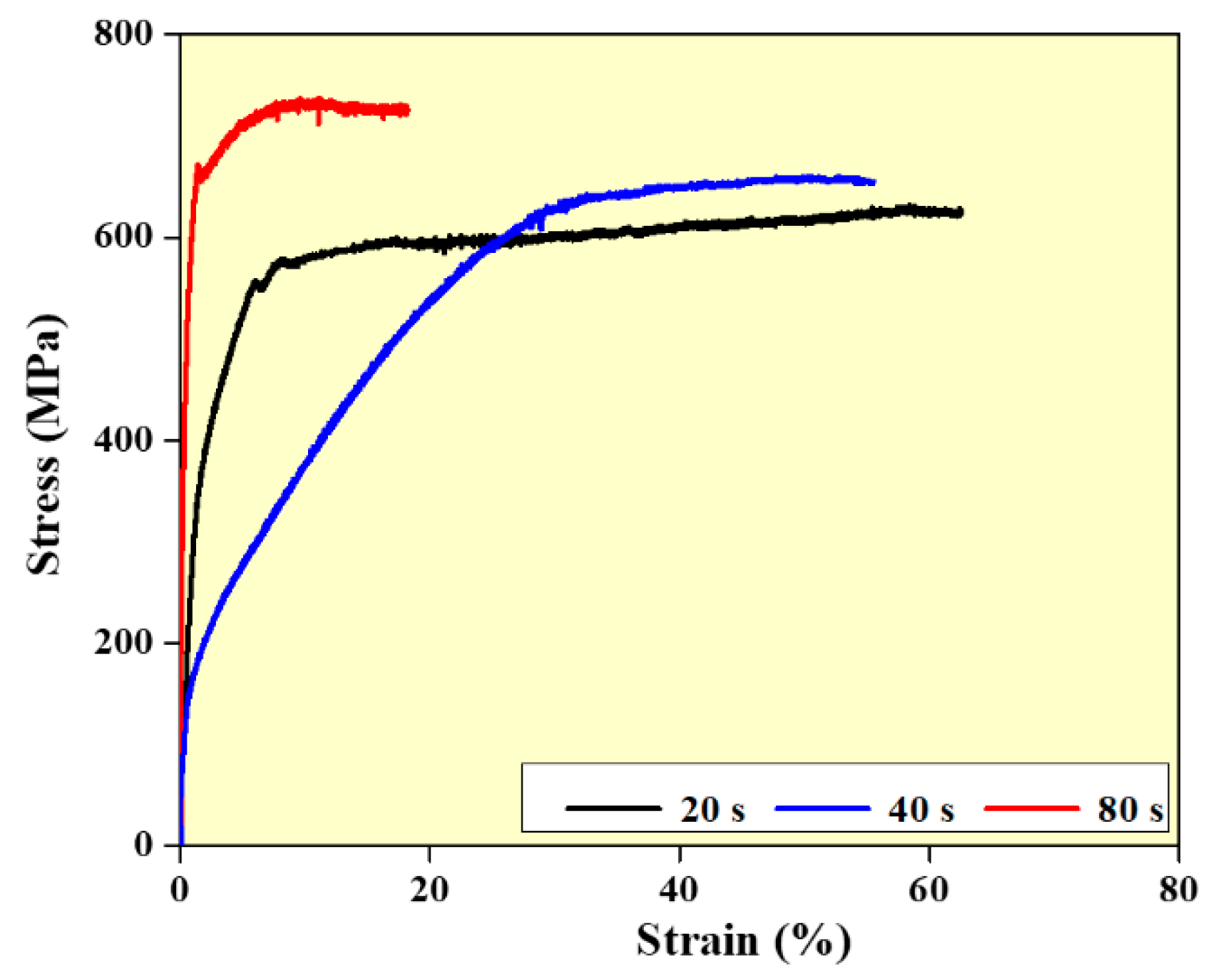
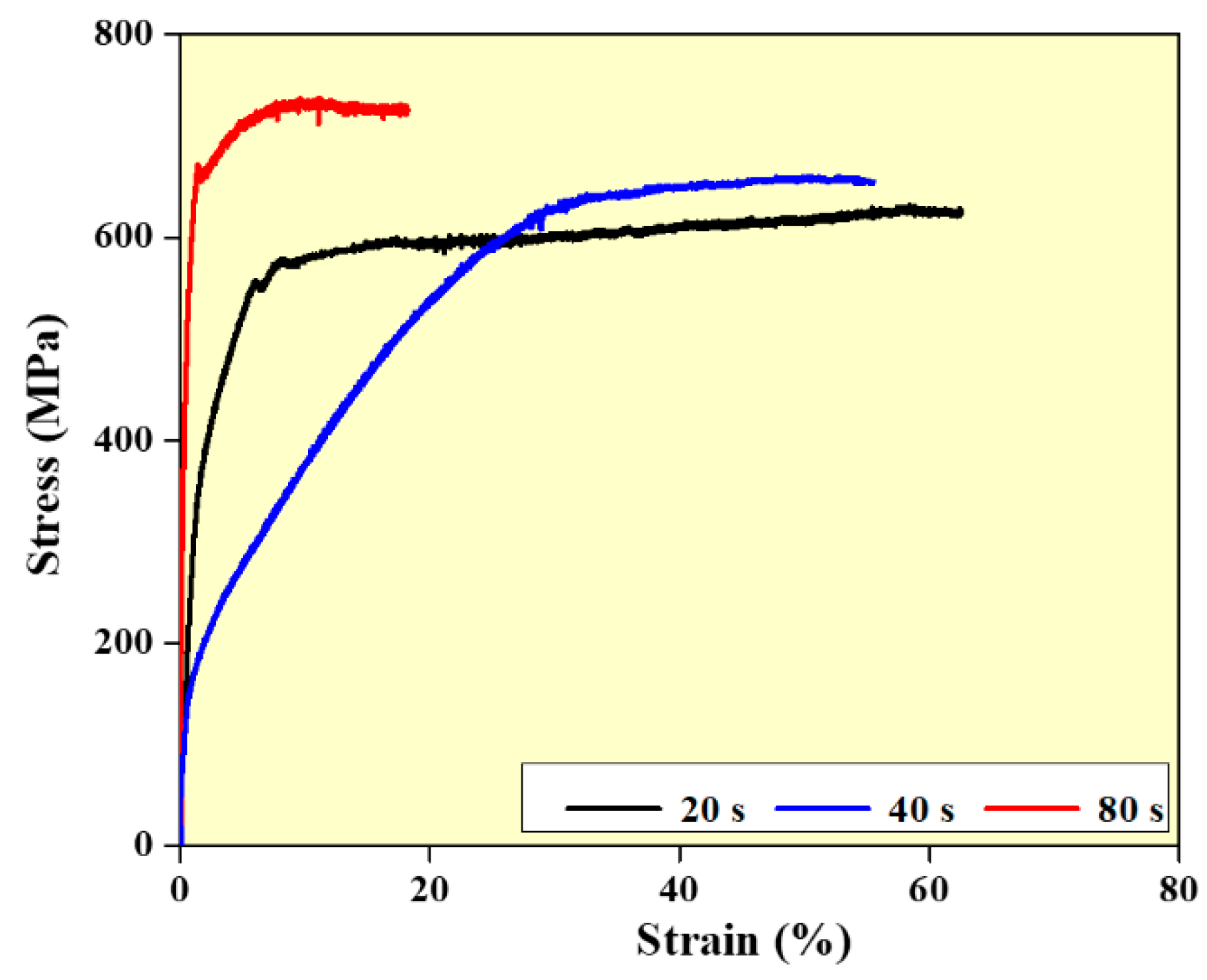
4.5. Mechanical Properties
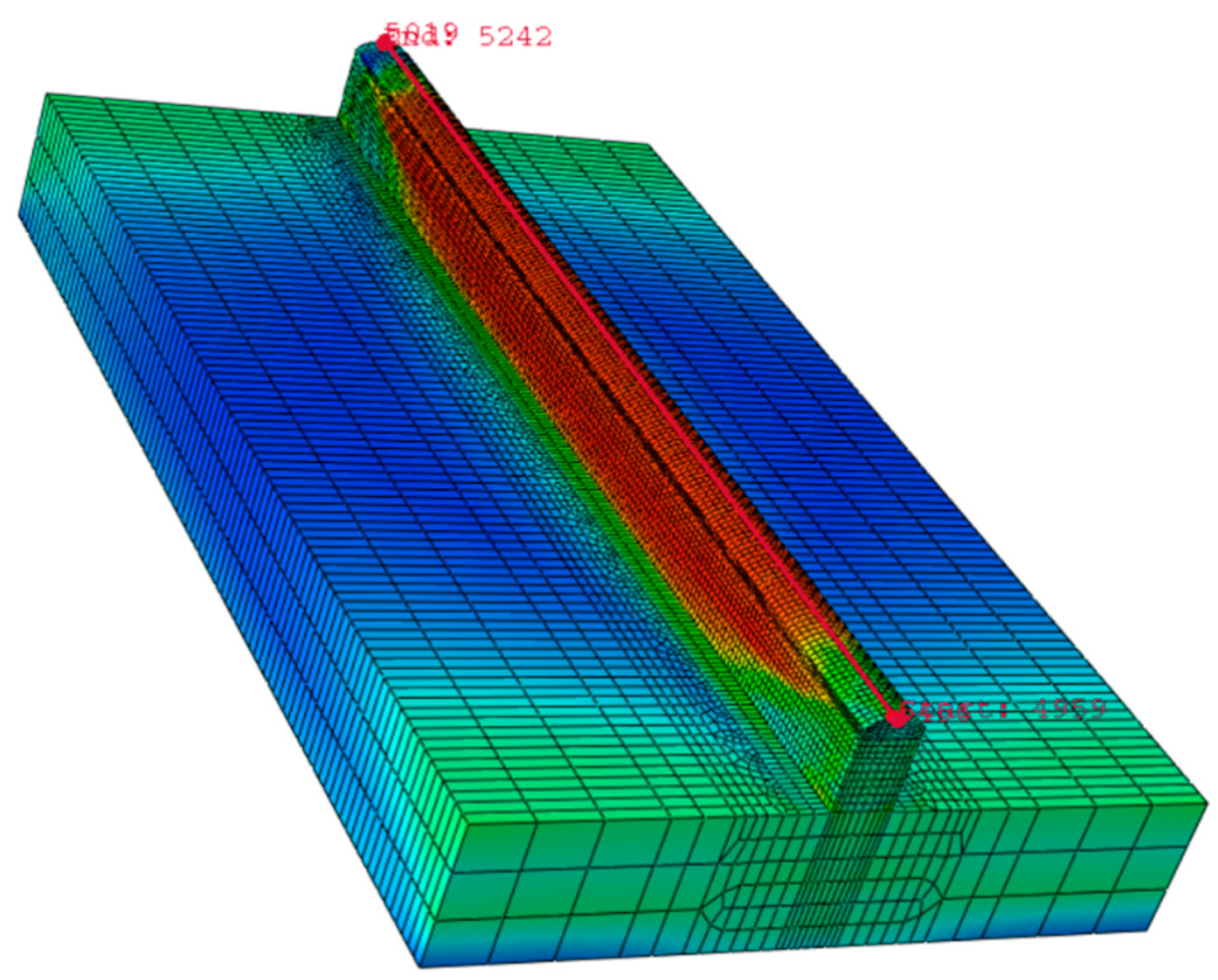
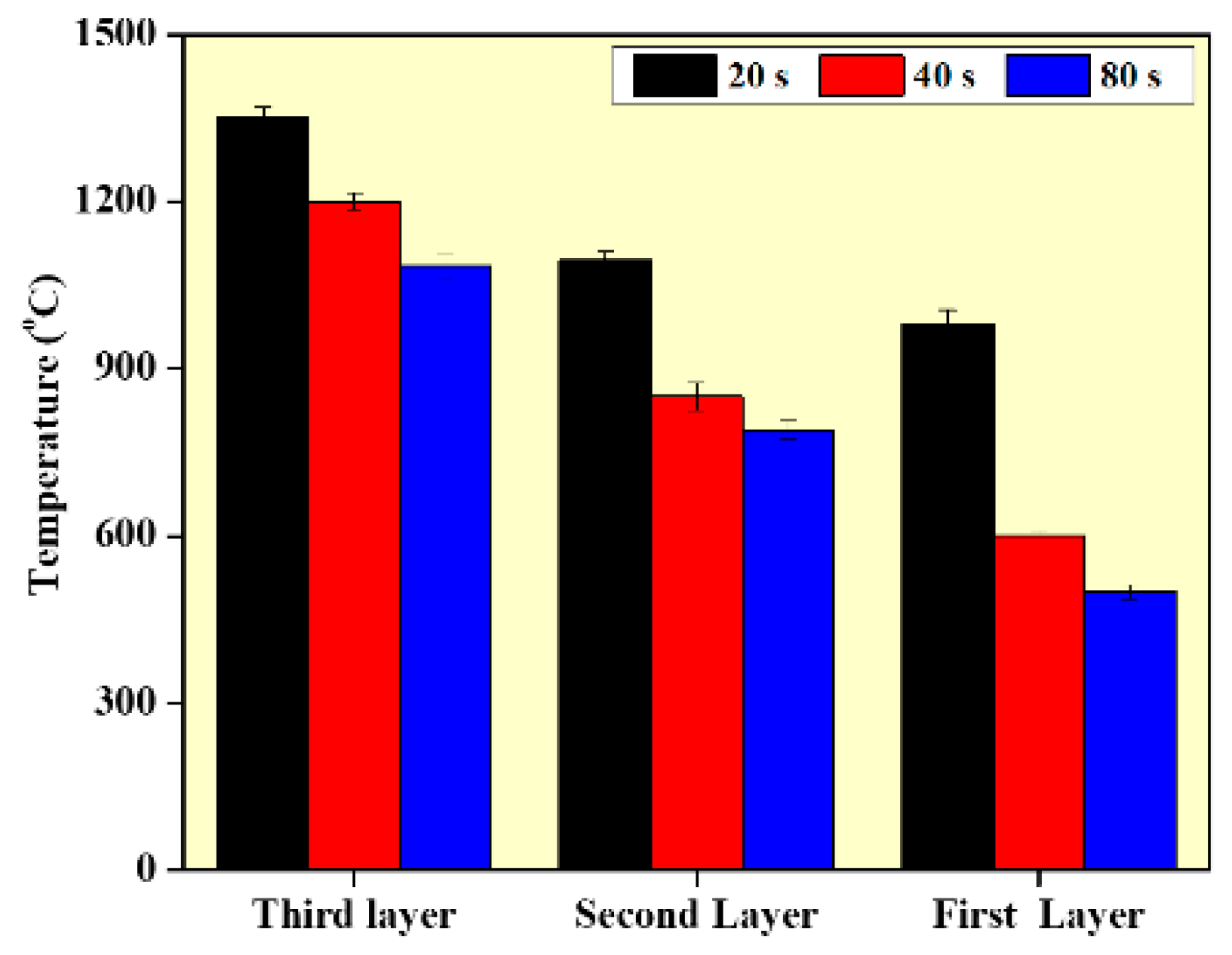
4.6. Thermal Analysis
5. Conclusions
- Density improvement is observed for higher delay sample and the wall width and height reduced with an increase in the interlayer delay due to reduction in the melt pool temperature;
- Grain refinement is observed with an increase in the interlayer delay due to a higher cooling rate and lower temperature gradient;
- An improvement in the micro-hardness and compression strength is observed with an increase in interlayer delay due to fine grain structure;
- The numerical simulation indicates that the preheat temperature reduces with an increase in the interlayer delay, which results in variations in the geometry, microstructure and mechanical properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| af,r | Ellipsoid x semi axis (front or rear) |
| b | Ellipsoid y semi axis (shape factor) |
| c | Ellipsoid z semi axis (front)(shape factor) |
| qf | Heat flux in front ellipsoid |
| qr | Heat flux in rear ellipsoid |
| Velocity | |
| ff | Heat fraction coefficient in front ellipsoid |
| fr | Heat fraction coefficient in rear ellipsoid |
| Heat transfer efficiency | |
| Q | Heat input |
| I and V | Applied Current and Voltage |
| ff,r | Ellipsoid distribution factor (front and rear) |
| Filler material | |
| Base material | |
| Volume of the element (depends on mesh size) | |
| ε | Surface emissivity |
References
- Lee, Y.; Kirka, M.M.; Dinwiddie, R.B.; Raghavan, N.; Turner, J.; Dehoff, R.R.; Babu, S.S. Role of scan strategies on thermal gradient and solidification rate in electron beam powder bed fusion. Addit. Manuf. 2018, 22, 516–527. [Google Scholar] [CrossRef]
- Chen, X.; Li, J.; Cheng, X.; Wang, H.; Huang, Z. Effect of heat treatment on microstructure, mechanical and corrosion properties of austenitic stainless steel 316L using arc additive manufacturing. Mater. Sci. Eng. A 2018, 715, 307–314. [Google Scholar] [CrossRef]
- Biswal, R.; Zhang, X.; Syed, A.K.; Awd, M.; Ding, J.; Walther, F.; Williams, S. Criticality of porosity defects on the fatigue performance of wire + arc additive manufactured titanium alloy. Int. J. Fatigue 2019, 122, 208–217. [Google Scholar] [CrossRef] [Green Version]
- Szost, B.A.; Terzi, S.; Martina, F.; Boisselier, D.; Prytuliak, A.; Pirling, T.; Hofmann, M.; Jarvis, D.J. A comparative study of additive manufacturing techniques: Residual stress and microstructural analysis of CLAD and WAAM printed Ti–6Al–4V components. Mater. Des. 2016, 89, 559–567. [Google Scholar] [CrossRef] [Green Version]
- Zietala, M.; Durejko, T.; Polanski, M.; Kunce, I.; Płocinski, T.; Zielinski, W.; Łazinska, M.; Stepniowski, W.; Czujko, T.; Kurzydłowski, K.J. The microstructure, mechanical properties and corrosion resistance of 316 L stainless steel fabricated using laser engineered net shaping. Mater. Sci. Eng. A 2016, 677, 1–10. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H. Effects of heat accumulation on microstructure and mechanical properties of Ti6Al4V alloy deposited by wire arc additive manufacturing. Addit. Manuf. 2018, 23, 151–160. [Google Scholar] [CrossRef]
- Ge, J.; Lin, J.; Lei, Y.; Fu, H. Location-related thermal history, microstructure, and mechanical properties of arc additively manufactured 2Cr13 steel using cold metal transfer welding. Mater. Sci. Eng. A 2018, 715, 144–153. [Google Scholar] [CrossRef]
- Asala, G.; Khan, A.K.; Andersson, J.; Ojo, O.A. Microstructural Analyses of ATI 718Plus® Produced by Wire-ARC Additive Manufacturing Process. Metall. Mater. Trans. A 2017, 48, 4211–4228. [Google Scholar] [CrossRef] [Green Version]
- Kou, S. Welding Metallurgy; Wiley: Hoboken, NJ, USA, 2003. [Google Scholar]
- Huang, Y.; Ansari, M.; Asgari, H.; Farshidianfar, M.H.; Sarker, D.; Khamesee, M.B.; Toyserkani, E. Rapid prediction of real-time thermal characteristics, solidification parameters and microstructure in laser directed energy deposition (powder-fed additive manufacturing). J. Mater. Process. Technol. 2019, 274, 116286. [Google Scholar] [CrossRef]
- Hejripour, F.; Binesh, F.; Hebel, M.; Aidun, D.K. Thermal modeling and characterization of wire arc additive manufactured duplex stainless steel. J. Mater. Process. Technol. 2019, 272, 58–71. [Google Scholar] [CrossRef]
- Xiong, J.; Li, R.; Lei, Y.; Chen, H. Heat propagation of circular thin-walled parts fabricated in additive manufacturing using gas metal arc welding. J. Mater. Process. Technol. 2018, 251, 12–19. [Google Scholar] [CrossRef]
- Lee, S.H. CMT-based wire arc additive manufacturing using 316L stainless steel: Effect of heat accumulation on the multi-layer deposits. Metals 2020, 10, 278. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Lin, X.; Wang, J.; Yang, H.; Zhou, Y.; Wang, C.; Li, Q.; Huang, W. Grain morphology evolution and texture characterization of wire and arc additive manufactured Ti-6Al-4V. J. Alloys Compd. 2018, 768, 97–113. [Google Scholar] [CrossRef]
- Zhao, H.; Zhang, G.; Yin, Z.; Wu, L. A 3D dynamic analysis of thermal behavior during single-pass multi-layer weld-based rapid prototyping. J. Mater. Process. Technol. 2011, 211, 488–495. [Google Scholar] [CrossRef]
- Denlinger, E.R.; Heigel, J.C.; Michaleris, P.; Palmer, T.A. Effect of inter-layer dwell time on distortion and residual stress in additive manufacturing of titanium and nickel alloys. J. Mater. Process. Technol. 2015, 215, 123–131. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current status and perspectives on wire and arc additive manufacturing (WAAM). Materials 2019, 12, 1121. [Google Scholar] [CrossRef] [Green Version]
- Huang, W.C.; Chuang, C.S.; Lin, C.C.; Wu, C.H.; Lin, D.Y.; Liu, S.H.; Tseng, W.P.; Horng, J.B. Microstructure-controllable laser additive manufacturing process for metal products. Phys. Procedia 2014, 56, 58–63. [Google Scholar] [CrossRef] [Green Version]
- Muniz, F.T.L.; Miranda, M.A.R.; Morilla dos Santos, C.; Sasaki, J.M. The Scherrer equation and the dynamical theory of X-ray diffraction. Acta Crystallogr. Sect. A Found. Adv. 2016, 72, 385–390. [Google Scholar] [CrossRef]
- Zhang, X.; Cen, X.; Ravichandran, R.; Hughes, L.A.; van Benthem, K. Simultaneous Scanning Electron Microscope Imaging of Topographical and Chemical Contrast Using In-Lens, In-Column, and Everhart-Thornley Detector Systems. Microsc. Microanal. 2016, 22, 565–575. [Google Scholar] [CrossRef]
- Ahsan, F.; Ladani, L. Temperature profile, bead geometry, and elemental evaporation in laser powder bed fusion additive manufacturing process. JOM 2020, 72, 429–439. [Google Scholar] [CrossRef]
- Montevecchi, F.; Venturini, G.; Scippa, A.; Campatelli, G. Finite element modelling of wire-arc-additive-manufacturing process. Procedia Cirp 2016, 55, 109–114. [Google Scholar] [CrossRef] [Green Version]
- Romano, J.; Ladani, L.; Sadowski, M. Thermal modeling of laser based additive manufacturing processes within common materials. Procedia Manuf. 2020, 1, 238–250. [Google Scholar] [CrossRef] [Green Version]
- Ladani, L. Additive Manufacturing of Metals: Materials, Processes, Tests, and Standards; DEStech Publications: Lancaster, PA, USA, 2020; p. 265. [Google Scholar]
- Lockett, H.; Ding, J.; Williams, S.; Martina, F. Design for wire +arc additive manufacture: Design rules and build orientation selection. J. Eng. Des. 2017, 28, 568–598. [Google Scholar] [CrossRef] [Green Version]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. A tool-path generation strategy for wire and arc additive manufacturing. Int. J. Adv. Manuf. Technol. 2014, 73, 173–183. [Google Scholar] [CrossRef] [Green Version]
- Wu, B.; Ding, D.; Pan, Z.; Cuiuri, D.; Li, H.; Han, J.; Fei, Z. Effects of heat accumulation on the arc characteristics and metal transfer behavior in wire arc additive manufacturing of Ti6Al4V. J. Mater. Process. Technol. 2017, 250, 304–312. [Google Scholar] [CrossRef]
- Wits, W.W.; Carmignato, S.; Zanini, F.; Vaneker, T.H. Porosity testing methods for the quality assessment of selective laser melted parts. CIRP Ann. 2016, 65, 201–204. [Google Scholar] [CrossRef]
- Nakae, H.; Inui, R.; Hirata, Y.; Saito, H. Effects of surface roughness on wettability. Acta Mater. 1998, 46, 2313–2318. [Google Scholar] [CrossRef]
- Olson, D.L.; Siewart, T.A.; Liu, S.; Edwards, G.R. Brazing and soldering. In ASM Handbook; ASM International Materials Park: Novelty, OH, USA, 1993; Volume 6. [Google Scholar]
- Takata, Y.; Hidaka, S.; Cao, J.M.; Nakamura, T.; Yamamoto, H.; Masuda, M.; Ito, T. Effect of surface wettability on boiling and evaporation. Energy 2005, 30, 209–220. [Google Scholar] [CrossRef]
- Sunay, T.Y.; Sahin, M.; Altintas, S. The effects of casting and forging processes on joint properties in friction-welded AISI 1050 and AISI 304 steels. Int. J. Adv. Manuf. Technol. 2009, 44, 68–79. [Google Scholar] [CrossRef]
- Abbaszadeh, M.; Ventzke, V.; Neto, L.; Riekehr, S.; Martina, F.; Kashaev, N.; Klusemann, B. Compression Behaviour of Wire+ Arc Additive Manufactured Structures. Metals 2021, 11, 877. [Google Scholar] [CrossRef]
- Ye, C.; Lu, G.; Peng, X.; Hou, S.; Zhou, J.; Ni, L. Microstructure and mechanical properties of the 316 stainless steel nuclear grade experimental component made by wire and arc additive manufacturing. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020, 234, 4258–4267. [Google Scholar] [CrossRef]
- Montevecchi, F.; Venturini, G.; Grossi, N.; Scippa, A.; Campatelli, G. Idle time selection for wire-arc additive manufacturing: A finite element-based technique. Addit. Manuf. 2018, 21, 479–486. [Google Scholar] [CrossRef]
- Tangestani, R.; Farrahi, G.H.; Shishegar, M.; Aghchehkandi, B.P.; Ganguly, S.; Mehmanparast, A. Effects of vertical and pinch rolling on residual stress distributions in wire and arc additively manufactured components. J. Mater. Eng. Perform. 2020, 29, 2073–2084. [Google Scholar] [CrossRef] [Green Version]
- Ding, J.; Colegrove, P.; Mehnen, J.; Ganguly, S.; Almeida, P.S.; Wang, F.; Williams, S. Thermo-mechanical analysis of Wire and Arc Additive Layer Manufacturing process on large multi-layer parts. Comput. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar] [CrossRef] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Composition (wt.%) |
|---|---|
| C | ≤0.03 |
| Cr | 18.0–20.0 |
| Ni | 11.0–14.0 |
| Mo | 2.0–3.0 |
| Mn | 1.0–2.5 |
| Si | 0.30–0.65 |
| P | ≤0.03 |
| S | ≤0.03 |
| Cu | ≤0.75 |
| Fe | Bal. |
| Wire Feed Rate (m/min) | Argon Gas Flow Rate (L/min) | Voltage (V) | Current (m/min) | Scan Speed (mm/s) | Stand of Distance (mm) |
|---|---|---|---|---|---|
| 5 | 20 | 16.5 | 197 | 8.57 | 20 |
| Material Parameter | Symbol | Magnitude |
|---|---|---|
| Ablation Temperature (K) | T | 1773 |
| Thermal Conductivity (W/m·K) | k | 15 |
| Density (kg/m3) | 7500 | |
| Heat capacity at constant pressure (J/kg·K) | Cp | 468 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singh, S.; Jinoop, A.N.; Tarun Kumar, G.T.A.; Palani, I.A.; Paul, C.P.; Prashanth, K.G. Effect of Interlayer Delay on the Microstructure and Mechanical Properties of Wire Arc Additive Manufactured Wall Structures. Materials 2021, 14, 4187. https://doi.org/10.3390/ma14154187
Singh S, Jinoop AN, Tarun Kumar GTA, Palani IA, Paul CP, Prashanth KG. Effect of Interlayer Delay on the Microstructure and Mechanical Properties of Wire Arc Additive Manufactured Wall Structures. Materials. 2021; 14(15):4187. https://doi.org/10.3390/ma14154187
Chicago/Turabian StyleSingh, Shalini, Arackal Narayanan Jinoop, Gorlea Thrinadh Ananthvenkata Tarun Kumar, Iyamperumal Anand Palani, Christ Prakash Paul, and Konda Gokuldoss Prashanth. 2021. "Effect of Interlayer Delay on the Microstructure and Mechanical Properties of Wire Arc Additive Manufactured Wall Structures" Materials 14, no. 15: 4187. https://doi.org/10.3390/ma14154187
APA StyleSingh, S., Jinoop, A. N., Tarun Kumar, G. T. A., Palani, I. A., Paul, C. P., & Prashanth, K. G. (2021). Effect of Interlayer Delay on the Microstructure and Mechanical Properties of Wire Arc Additive Manufactured Wall Structures. Materials, 14(15), 4187. https://doi.org/10.3390/ma14154187