3.2. Failure Pattern Dependence on Fiber Tow Arrangement
Failure development patterns differ depending on the fiber tow structure in the thickness direction. This is because the straightening of warp tows under a tensile load in the x-direction, the upward, and downward undulating deformation, occurs differently.
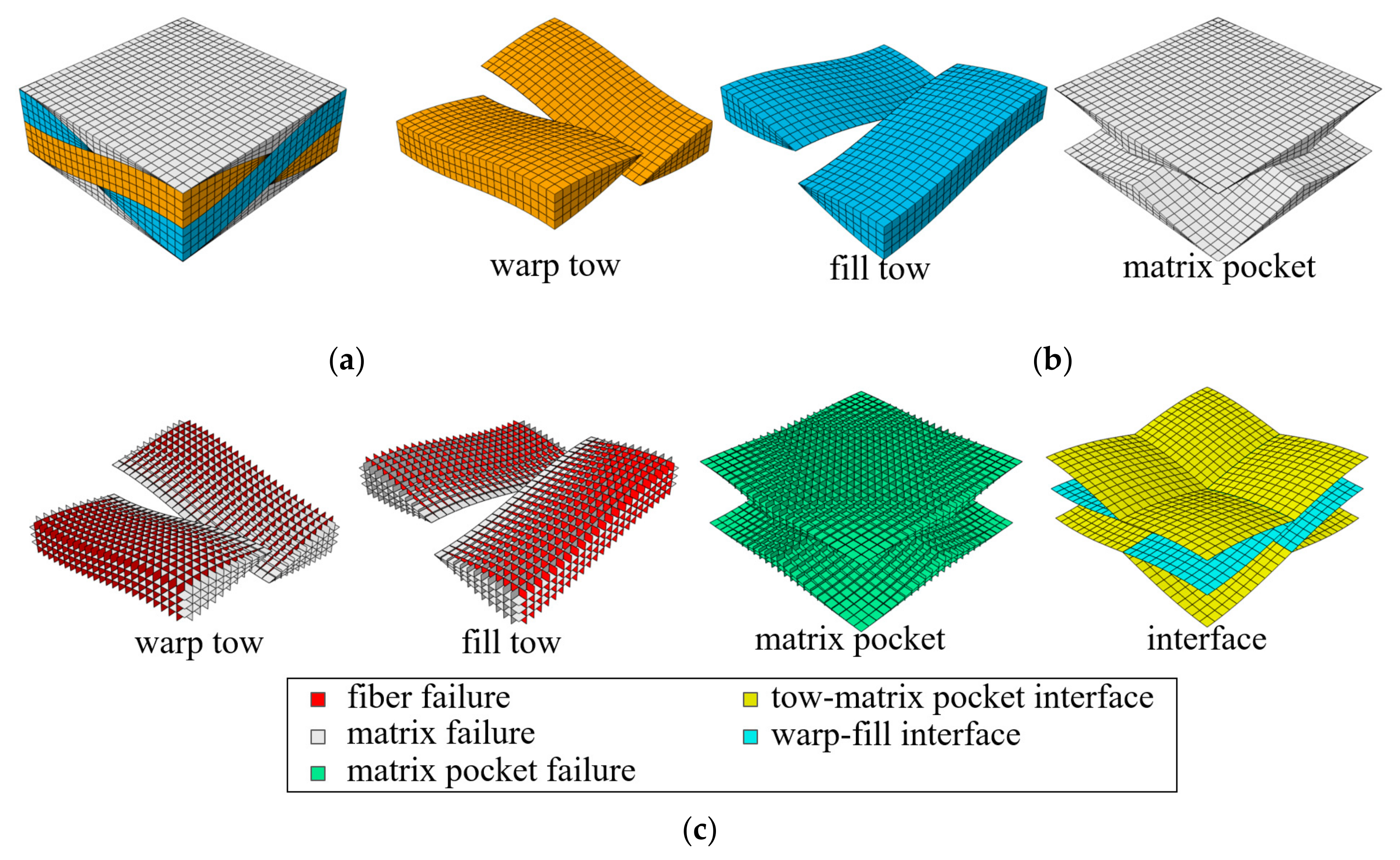
Under an x-tensile load, the warp tows straighten themselves, producing upward and downward forces that push out the fill tows, trying to generate undulating deformation in the thickness direction. When plies are stacked to have a symmetric fiber tow structure in the thickness direction, the undulating deformation is canceled by the same magnitude and opposite direction deformation of adjacent plies. This causes high tensile 22-stress at the warp tow crown region in which the warp tows meet with warp tows of the adjacent plies and high compressive 22-stress where the fill tows meet.
The first failure occurred at the tip region of the fill tow in the form of matrix direction tension failure when the applied nominal strain was = 0.0597. This was because the warp tow straightening pushed out and forced the fill to deform, thus failing in tensile mode. The matrix failure in the fill tows grew slowly because the fill tows were supported by the surrounding warp tows and matrix pockets. As the tensile load increased to = 0.0076, the failure mode expanded to the entire fill tow region, and the tangential modulus (the slope of the curve) was reduced by approximately 10%. However, this failure in fill tows was still under processed because the fill tows were connected to the warp tow (which transfer most of the applied tensile load) as well as to the matrix pocket material.
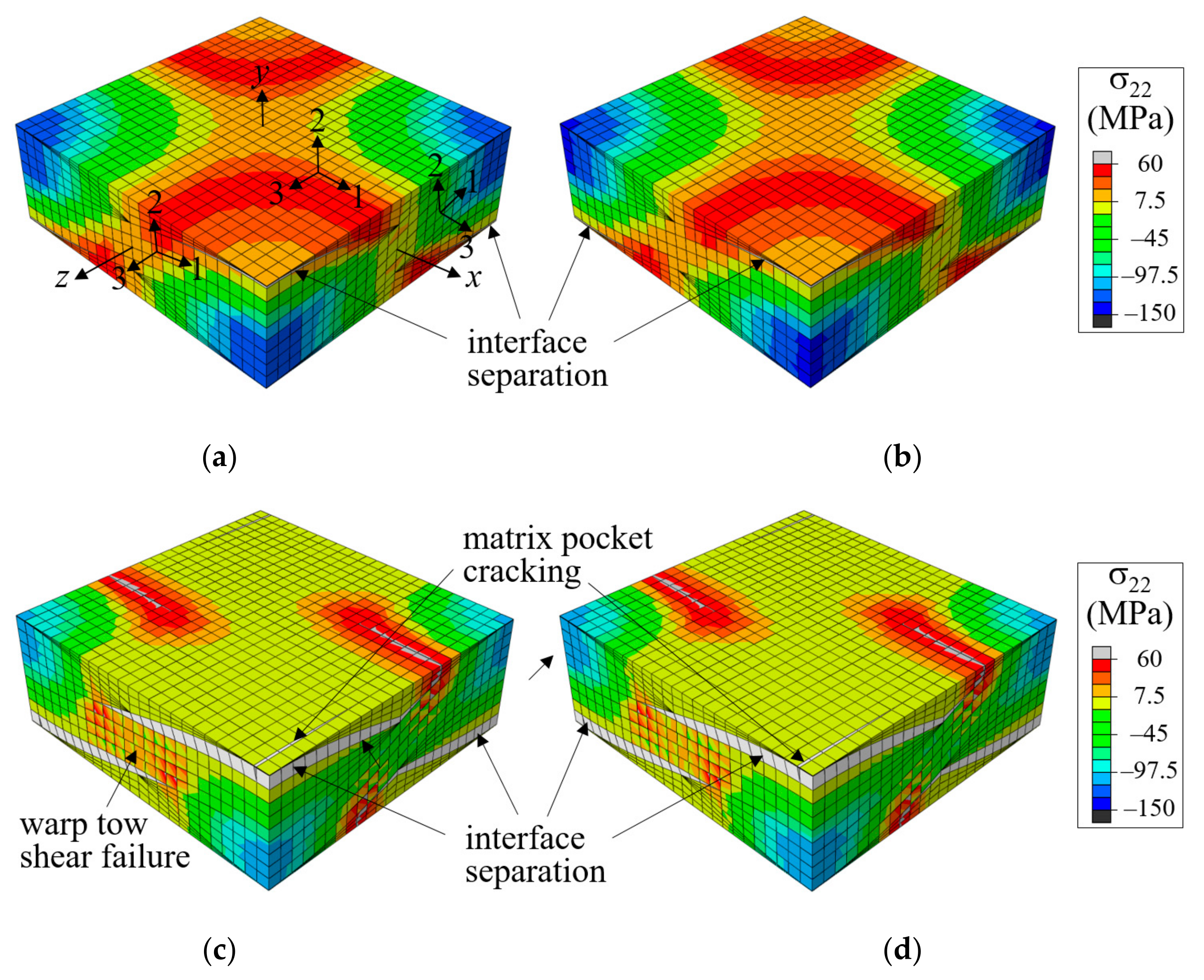
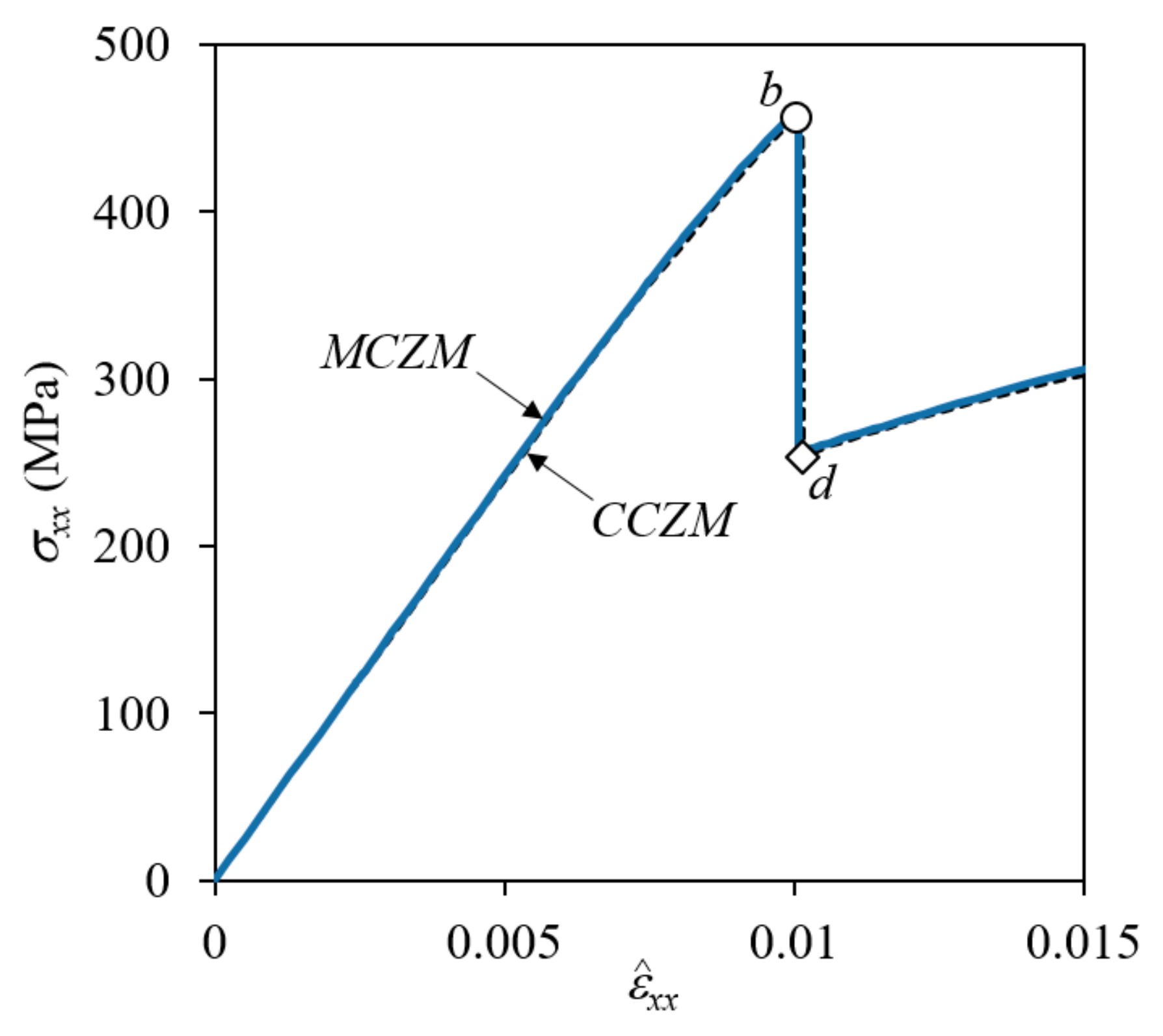
As the tensile load increased further, a fiber tow-matrix pocket interface separation failure occurred. The high tensile
22-stress at the warp tow crown region provided the driving force for the mode-I interface separation failure development, as shown in
Figure 8b. The interface separation propagated slowly at first and then abruptly when
increased from 0.101 (marked
b) to 0.102 (marked
d).
Figure 8d shows the propagated interface separation as well as the shear failure at the mid-warp tow region and matrix cracking. This sudden propagation resulted in a significant drop in the nominal stress-strain curve, indicating that interface separation was the major failure event for the symmetric fiber tow arrangement case. As the applied nominal strain increased further, the interface separation and warp tow shear failure grew slowly, and the stress-strain curve increased gradually.
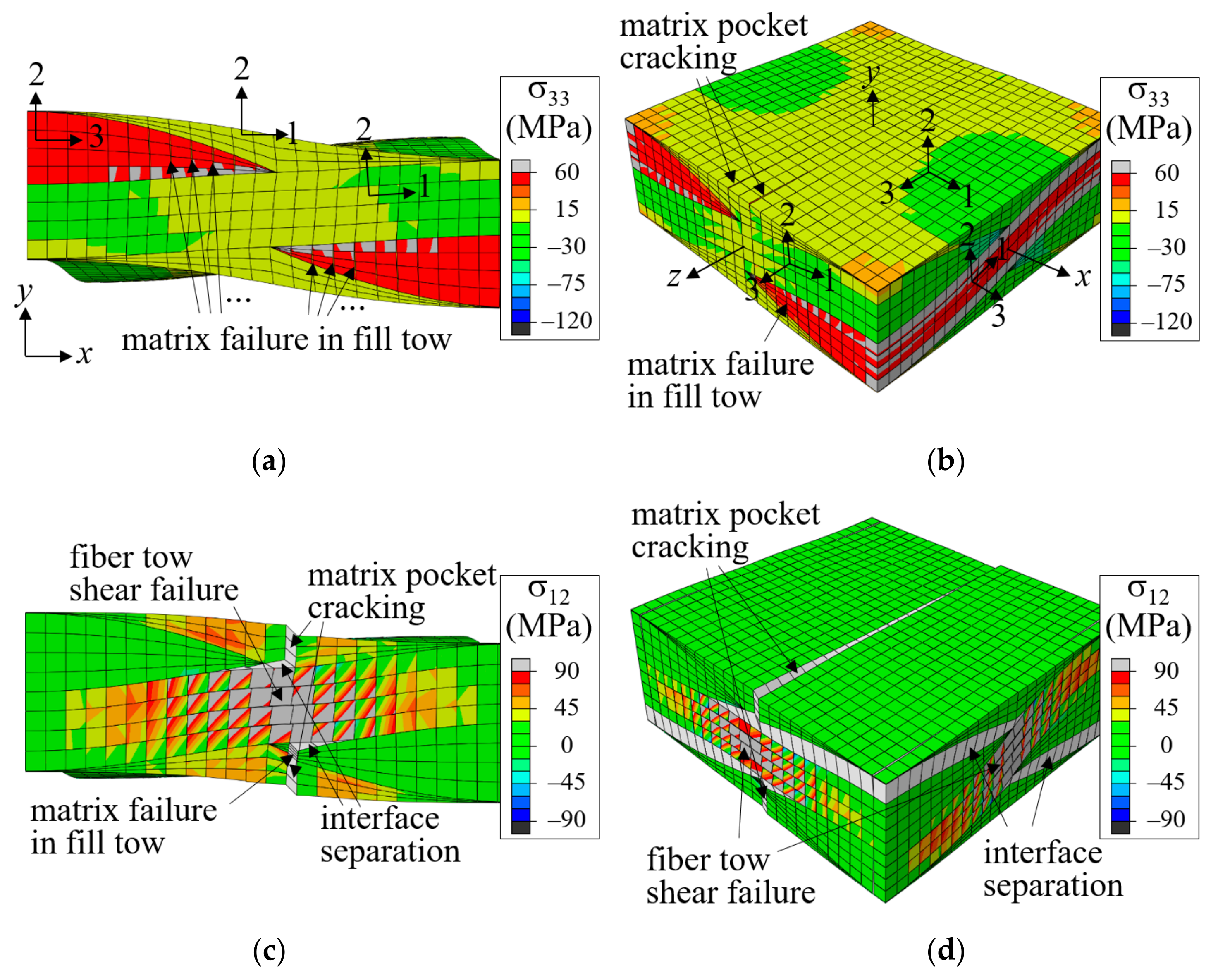
Figure 10 shows the fracture development process of a plain weave unit cell when the fiber tow structure in the thickness direction is in-phase (
x = 0), with (a) and (c) in the positive
z-boundary surface view and (b) and (d) in a bird’s-eye view. The distribution of
33 is plotted in (a) and (b), and
12 is plotted in (c) and (d). The nominal stress-strain curve is plotted in
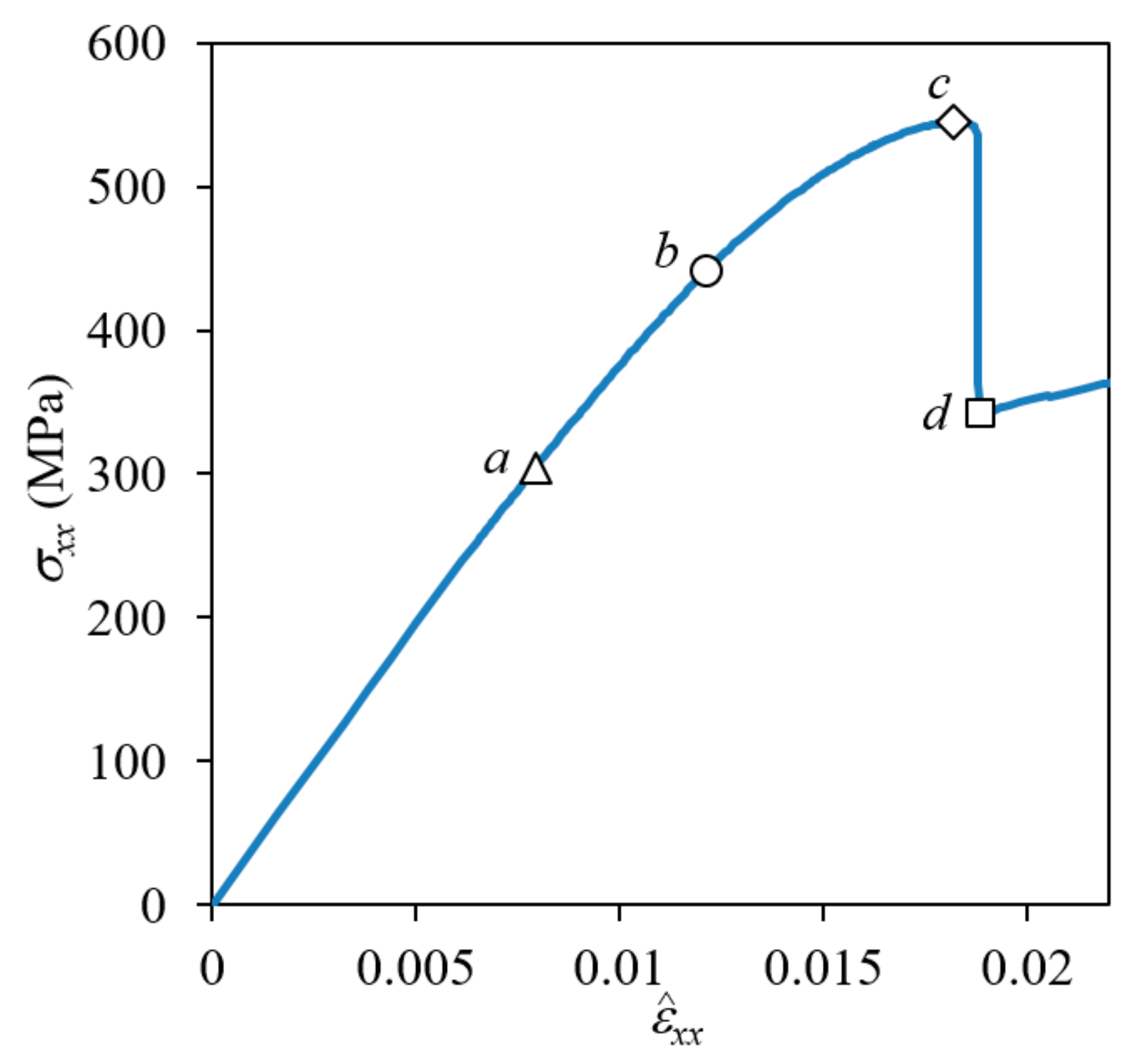
Figure 11, where symbols
a-
d correspond to the points in
Figure 10a–d.
In the in-phase case, fiber tows are arranged to have warp and fill tows alternately in the thickness direction, and the upward and downward deformation of warp tows occurred in the same direction and did not interfere with each other. As a result, a large amount of undulating deformation occurred because of the straightening-shear coupling of warp tows under the
x-tension load, as can be seen in
Figure 10a. Thus, the in-phase case is characterized as shear-dominant, and its failure behavior is different from that of the symmetric case. The matrix failure in the fill tow started when
= 0.00439. Subsequently, as the tensile load increased, the entire fill tow region entered the failure process, as shown in
Figure 10a at
= 0.00794 and
Figure 10b at
= 0.0121 (marked as
a and
b, respectively, in
Figure 11). At this stage, the matrix pocket was also under high
11 tensile and
12 shear stresses (which is not seen because of the differences in local coordinates). The matrix failure in the fill tows appeared to be more severe near the region where the crimp angle of the warp tows was largest, and thus the upward or downward push-stretched deformation due to the straightening of the wavy warp tow was concentrated. While matrix failure developed extensively in the entire fill tow region, this failure process was not fully completed for most parts because the fill tows were attached to the surrounding warp tows and matrix pockets. At
= 0.0121, cracks began developing in the matrix pocket region as shown in
Figure 10b (marked as
b in
Figure 11) caused by high tensile and shear stresses. Initially two matrix pocket cracks occurred, competing with each other. However, as the load increased, only one propagated while the other did not. As the applied nominal strain increased further, the warp tow started to fail in shear, as shown in
Figure 10c at
= 0.0180 (marked as
c in
Figure 11). The shear failure process in the warp tow was slow because the shear fracture energy was relatively large. Finally, the interface separation occurred and propagated extensively within a short increase in the applied nominal strain as shown in
Figure 10d.
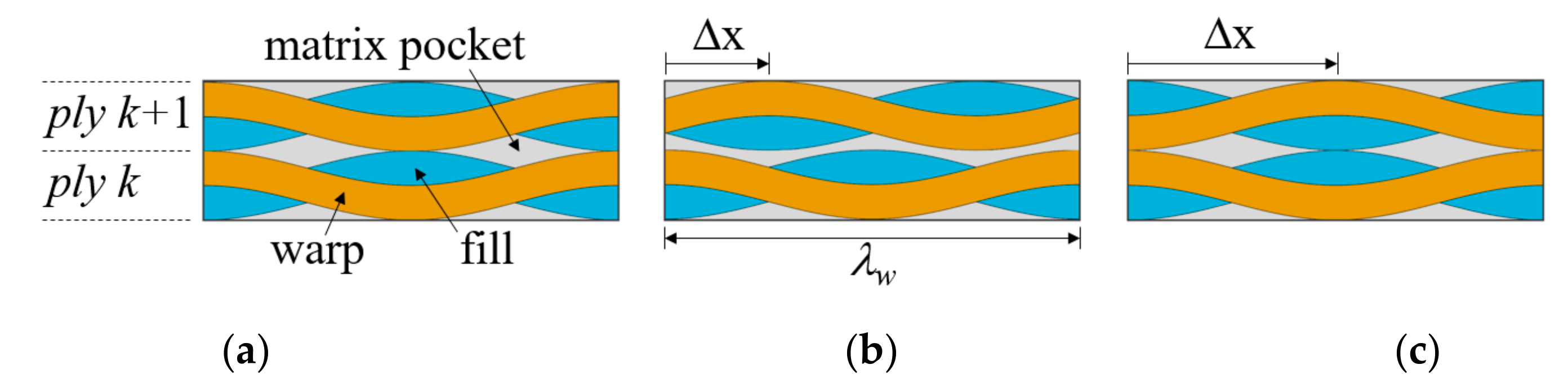
When plies were repeatedly stacked in two plies with a phase shift between plies of x = w/4, a more complicated failure pattern was observed, which is a mixed version of both of two extreme cases: the symmetric and in-phase arrangements.
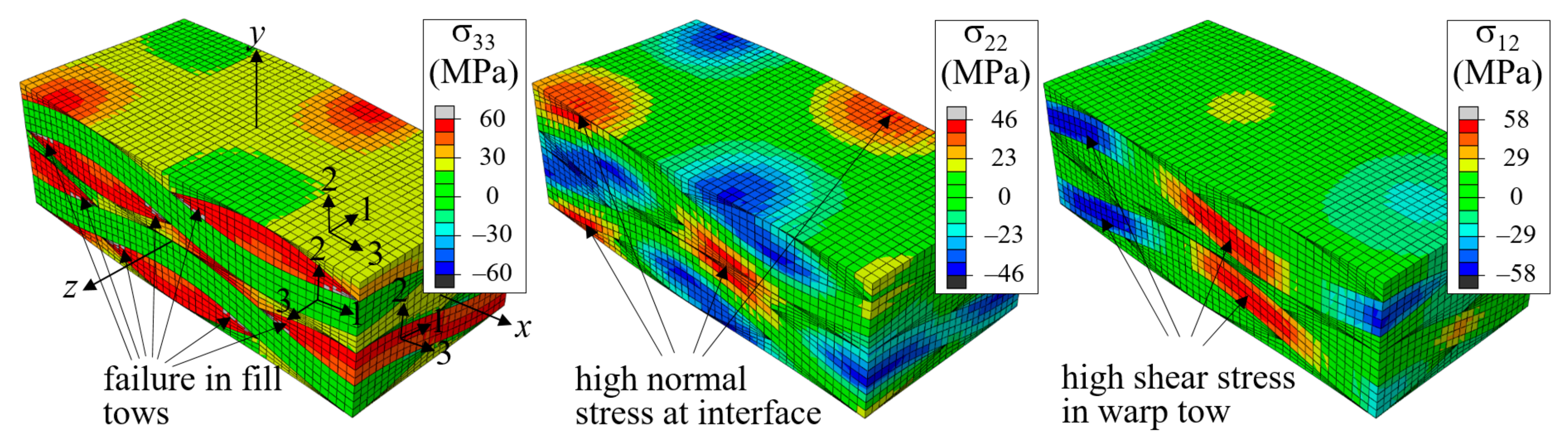
Figure 12 shows the stress distributions for the two-ply shifted unit cell when the applied strain was
= 0.006. The entire fill tow region has high tensile σ
33 stress distribution. The first failure occurred at
= 0.00489 at the fill tow edge region as indicated in the left figure. As the tensile load increased, the entire fill tow region entered in failure process, however, this failure was contained because the fill tows were supported by warp tows and matrix pocket material. High tensile σ
22 stress occurred at the region where the warp tows of adjacent plies are in a close distance and high σ
12 stress occurred in the warp tows as indicated in the center and right figures, respectively. Thus, failures were expected to occur in these regions when the tensile load increased further.
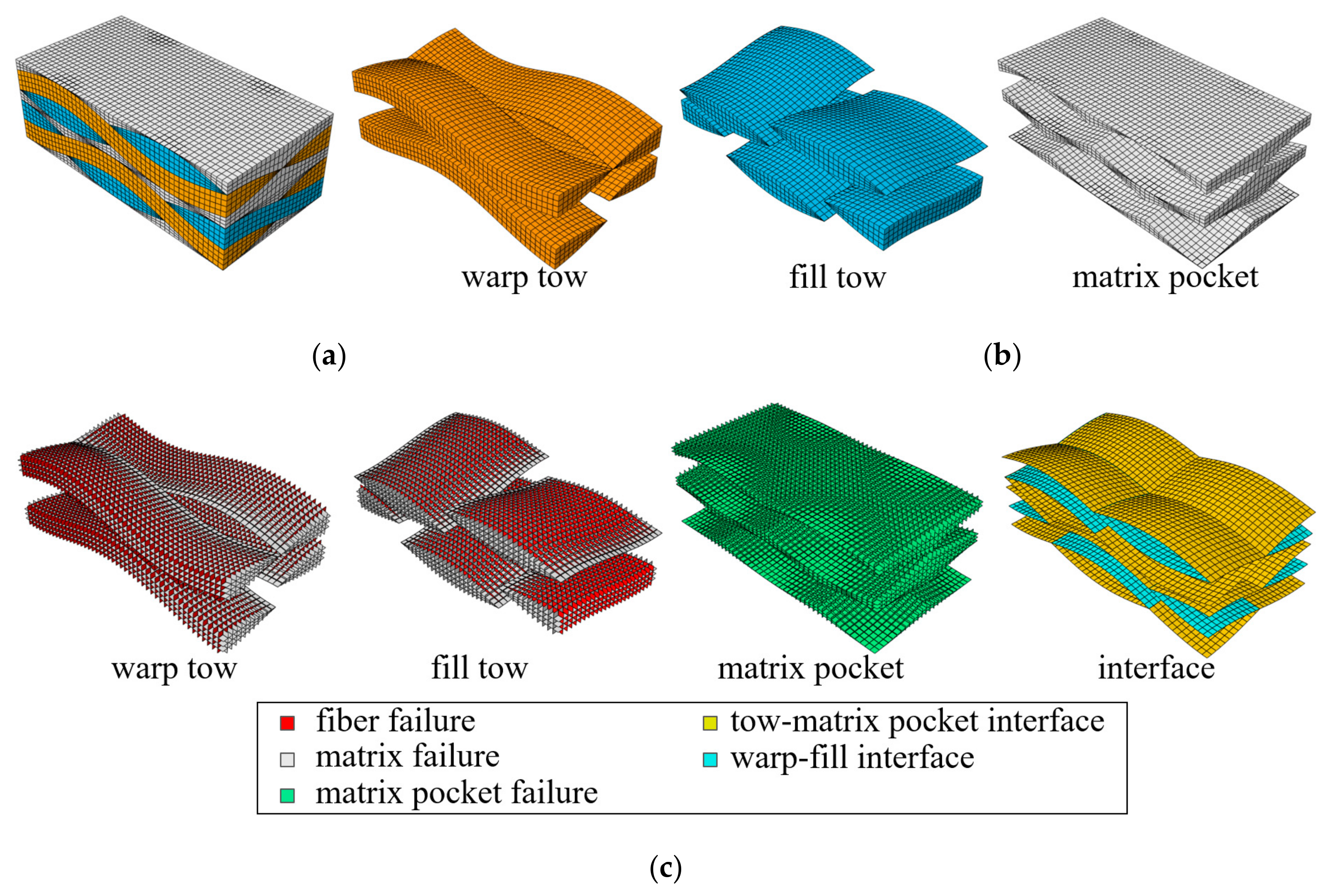
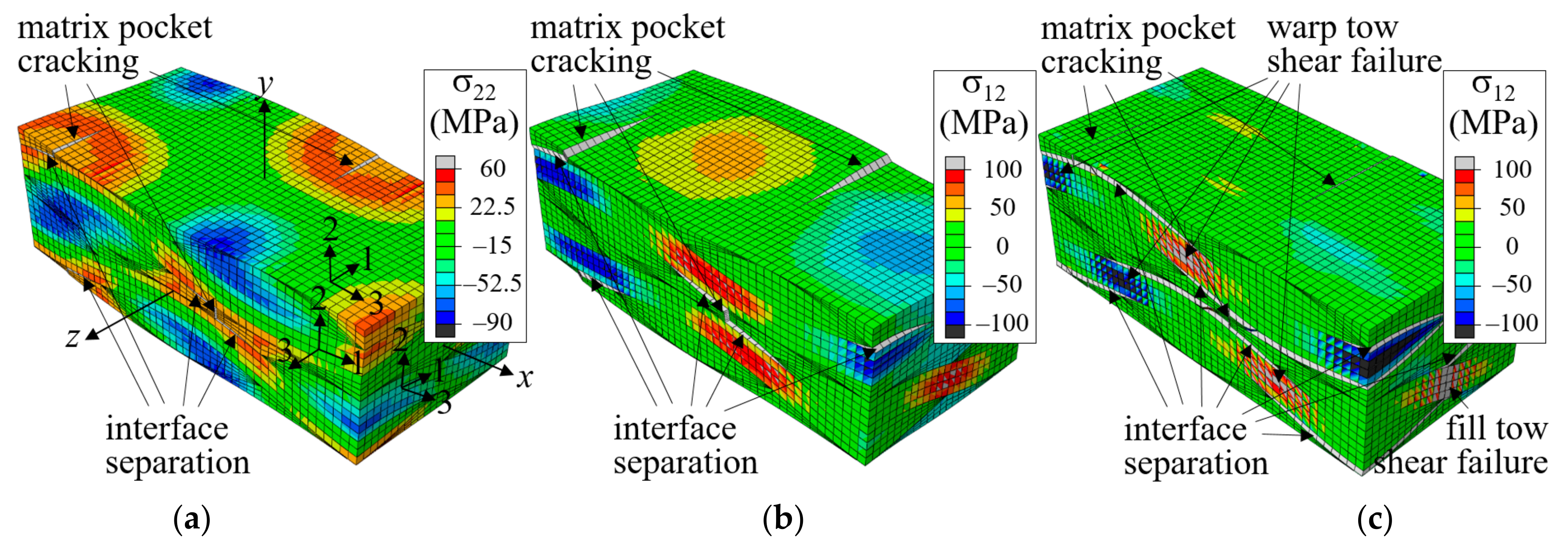
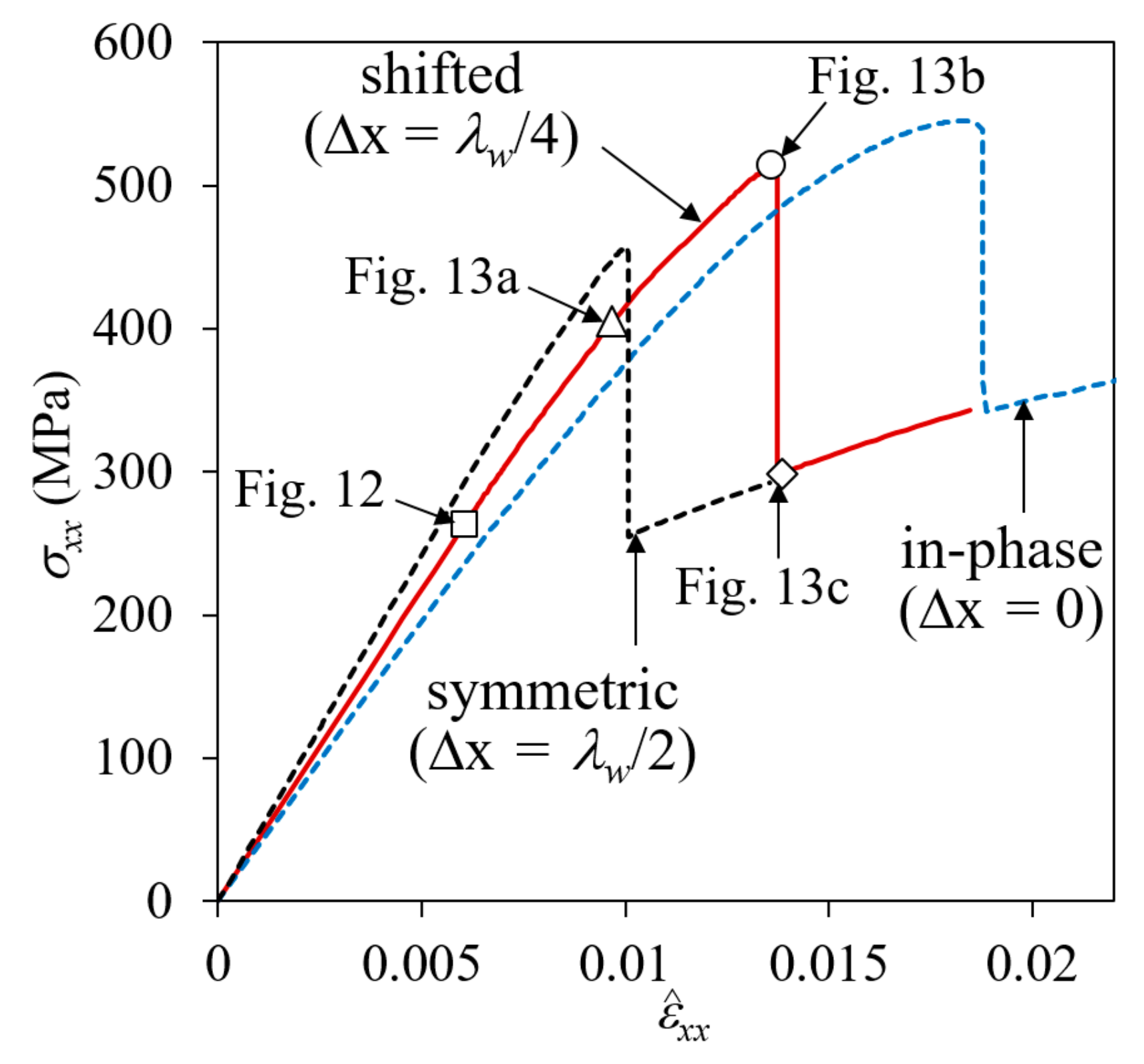
Figure 13 shows snap shots of the failure development history. The nominal stress-strain curve is shown in
Figure 14, in which the failure development points plotted in
Figure 12 and
Figure 13 are indicated. The curves for the symmetric and in-phase cases are also plotted for comparison. As mentioned previously, the first failure occurred in fill tows in matrix tensile mode at
= 0.00489, followed by matrix pocket cracking and interface separation at
= 0.00671 in the region where the distance between the warp tows of adjacent plies was the smallest. The interface separation initiated in tensile dominated mode, but the failure mode switched to normal-shear mixed mode and grew slowly, as shown in
Figure 13a,b. This slow and gradual growth resulted in a large nonlinearity in this range of the stress-strain curve.
Subsequently, the failure growth reached a critical point at approximately
= 0.0136 and an extensive interface separation failure growth occurred, as shown in
Figure 13c, resulting in a sharp drop in the stress-strain curve. The separation failure occurred mostly at the warp tow-matrix pocket interfaces, and not at the warp-fill and fill-matrix pocket interfaces, as the shear stress was relatively small and the normal stress perpendicular to the interface (σ
22) was compressive. The extensive interface separation caused the fiber tows to deform freely, causing shear failure to start at the warp and fill tows.
In
Figure 14, the nominal stress-strain curve of the symmetric case exhibited the most stiffness initially, showing almost linear behavior until a large drop was observed. In contrast, the curve of the in-phase case exhibited the least stiffness initially, before becoming non-linear, owing to the development of gradual shear failure in the warp tows. Compared to the symmetric case, the initial stiffness of the in-phase case was 18.2% less, but the maximum nominal stress was 21.5% more. The nominal stress-strain curve of the shifted case (
x =
w/4) fell between the two, showing an 8.2% decrease and 13.9% increase in initial stiffness and maximum stress, respectively, compared to the symmetric case.
The difference in the failure pattern between cases with different fiber tow arrangements is due to the interaction of adjacent plies. As a tensile load is applied in the x-direction, the warp tows straighten. When the fiber tow structure is in-phase, this straightening deformation occurs repeatedly in adjacent plies. This deformation occurs relatively freely, producing large shear deformation that results in shear-driven failure modes. By contrast, when the fiber tow structure is symmetric, the straightening deformation is resisted by the vertically opposite direction deformation of the adjacent plies. This causes high out-of-plane tensile stresses in the region where the adjacent warp tows meet, resulting in IS. For the shifted case with Δx = λw/4, the deformation is between the other two cases, demonstrating a mixed failure pattern.
3.3. Effect of Defect for Symmetric and in-Phase Plain Weave Unit Cells
Textile composites have diverse manufacturing defects as reported in [
15,
16,
17,
18,
19]. These defects can be summarized as voids in the matrix pockets, cracks in the warp and fill tows, and interface separation as illustrated in
Figure 15.
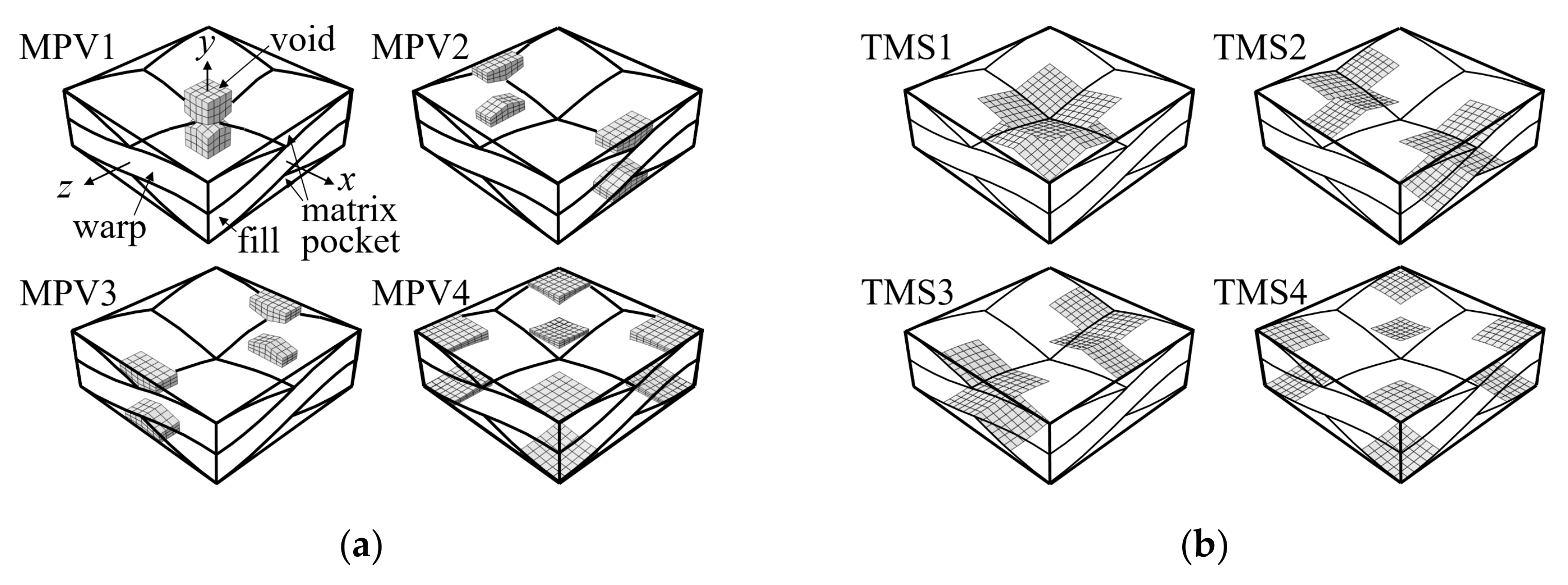
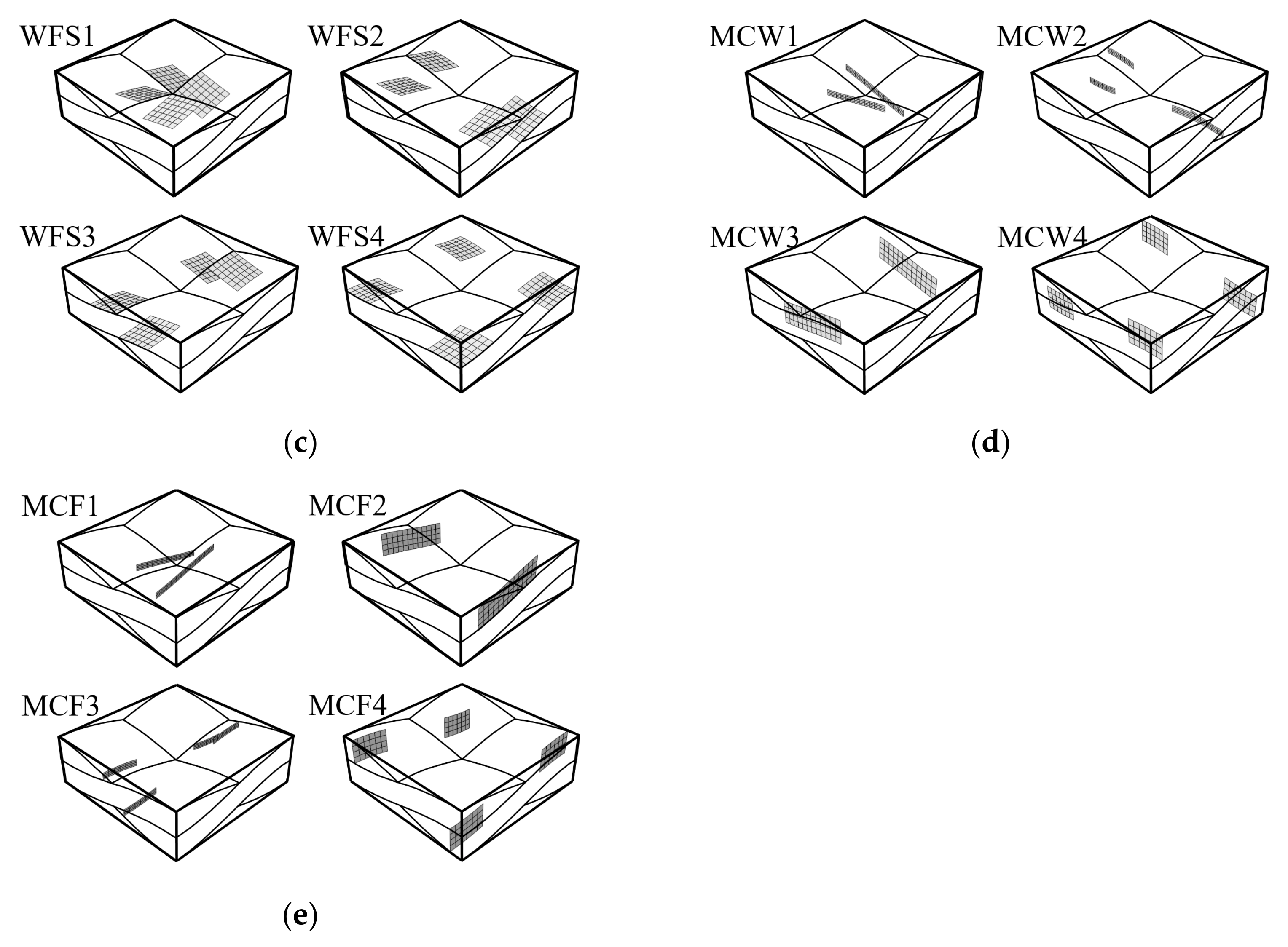
Figure 16 shows the types and locations of defects considered for the in-phase and symmetric cases. While the sizes and distribution of defects are random in nature, different types of defects occurring simultaneously, predetermined defect shapes and locations are assumed herein. The types of defects and locations are classified using defect codes consisting of key words and region numbers, respectively, as shown in
Figure 16. The considered defects are: voids in matrix pocket (MPV), tow-matrix pocket separation (TMS), warp-fill separation (WFS), and matrix cracks in the warp (MCW) and fill tows (MCF). Region 1 is defined as the region where all edges of the warp and fill tows cross, and Region 4 is defined as the crown parts of the warp and fill tow wave. Region 2 is defined as the region where the warp tow edge crosses the fill tow, and vice versa for Region 3.
In the numerical model, the defects were modeled by the deleting bulk and cohesive elements in the defect region. At the surfaces with deleted cohesive elements, contacts were defined to avoid penetration of bulk elements. Each defect type was assumed to occur separately. Eight separation defects were placed between the fiber tow-matrix pocket interfaces for the TMSs, and four separation defects were placed between the warp-fill tow interfaces for the WFSs. Each separation defect area was 0.199 × 0.199 mm2. The length of the MCWs and MCFs was 0.199 mm, but the heights were 0.033 mm for MCW1, MCW2, MCF1, and MCF3 and 0.12 mm for MCW3, MCW4, MCF2, and MCF4. The MCWs and MCFs were placed at a distance of 0.0645 mm from the center and edge surfaces. The length, width, and thickness of the MPV defects were varied to have similar void volumes. The void fractions for the MPV1, MPV2, MPV3, and MPV4 models were 2.42, 2.64, 2.64, and 2.75%, respectively.
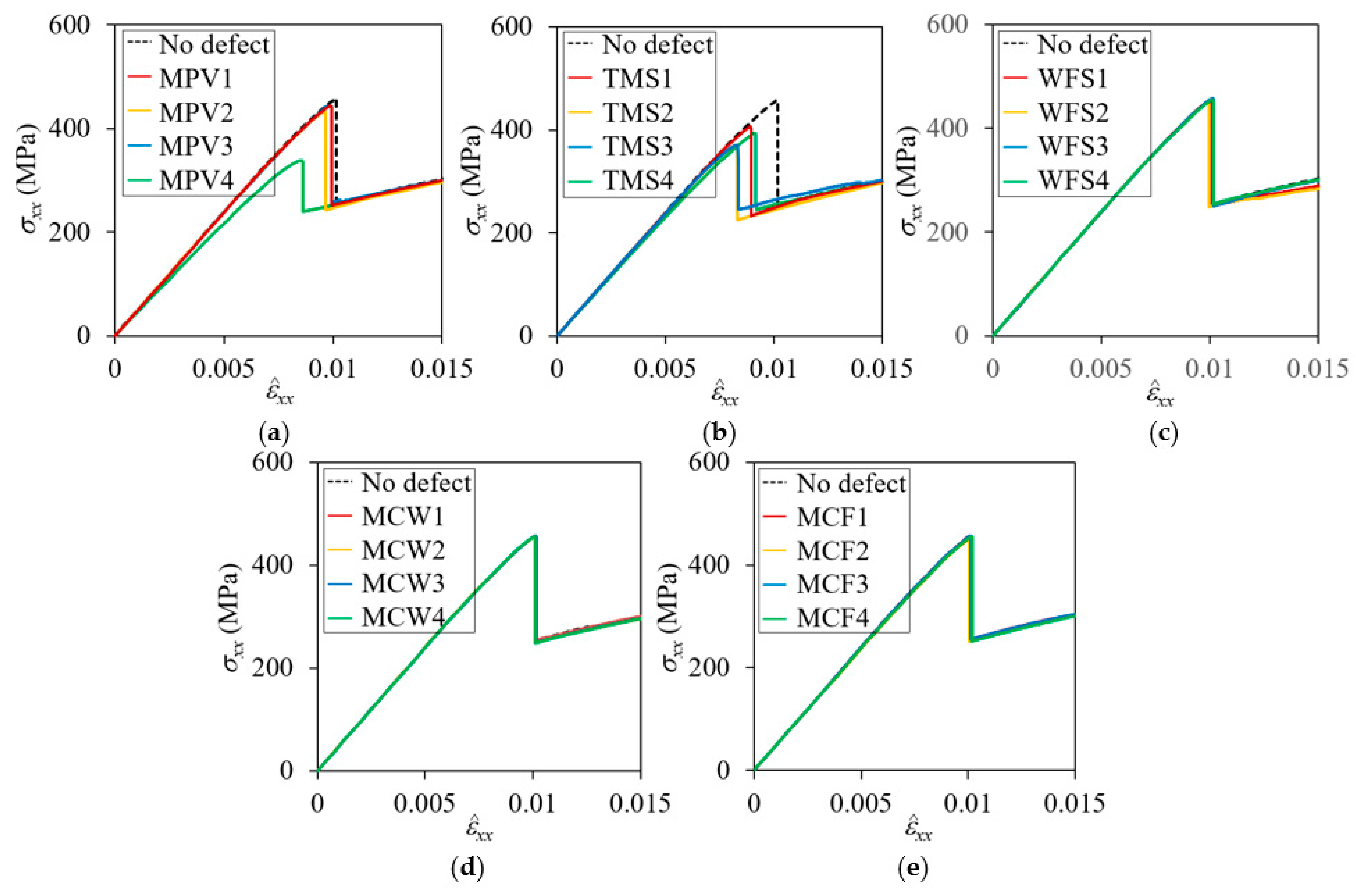
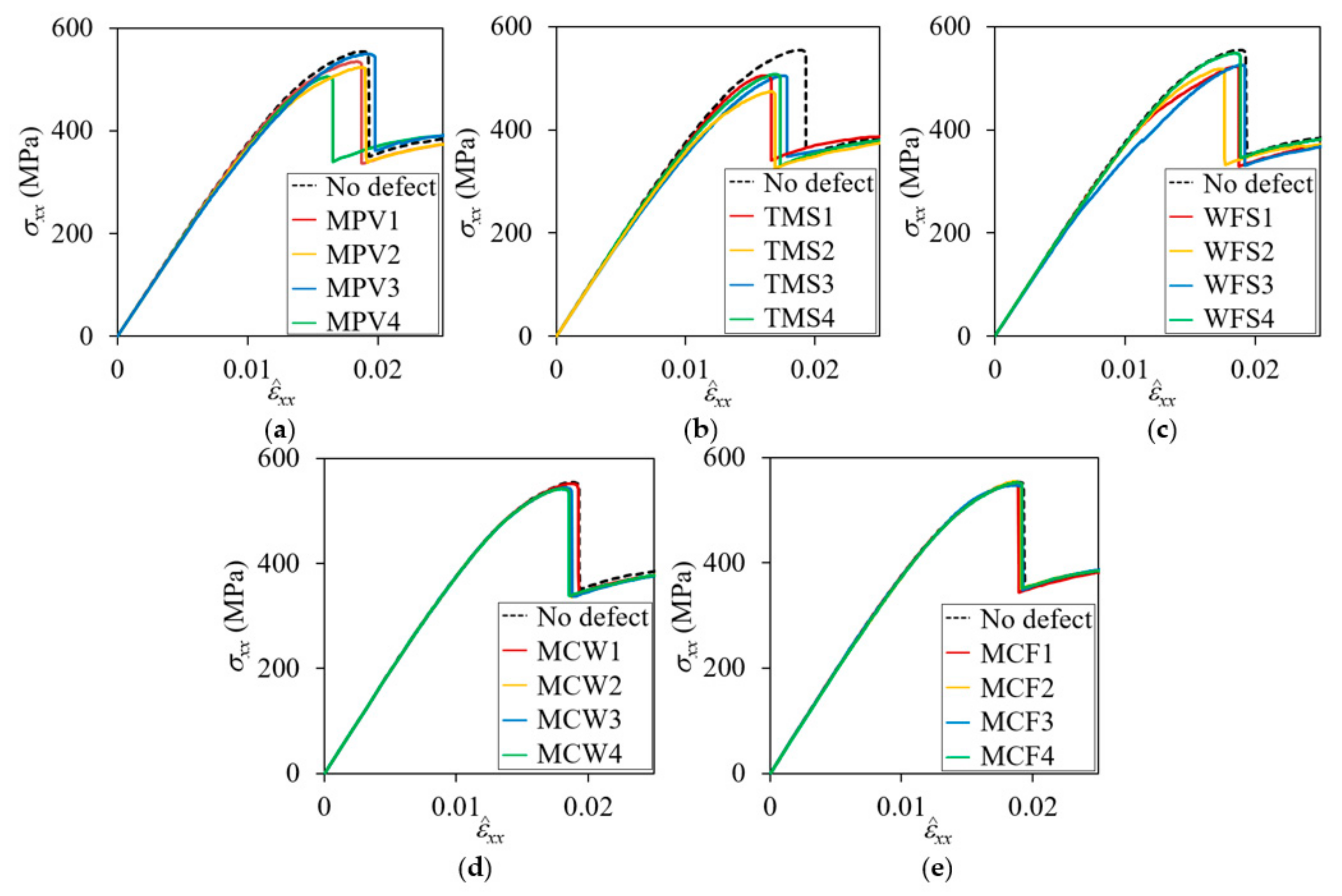
Figure 17 and
Figure 18 show the nominal stress-strain curves of the plain weave unit cell models with defects for the symmetric and in-phase cases, respectively.
Table 4 summarizes the reduction of peak nominal stresses compared to the pristine peak stresses. The effect of defects appears differently depending on the defect types, location, and fiber tow arrangement. It was found that MPV and TMS defects had large effects on the symmetric cases and MPV, TMS, and WFS defects on the in-phase cases.
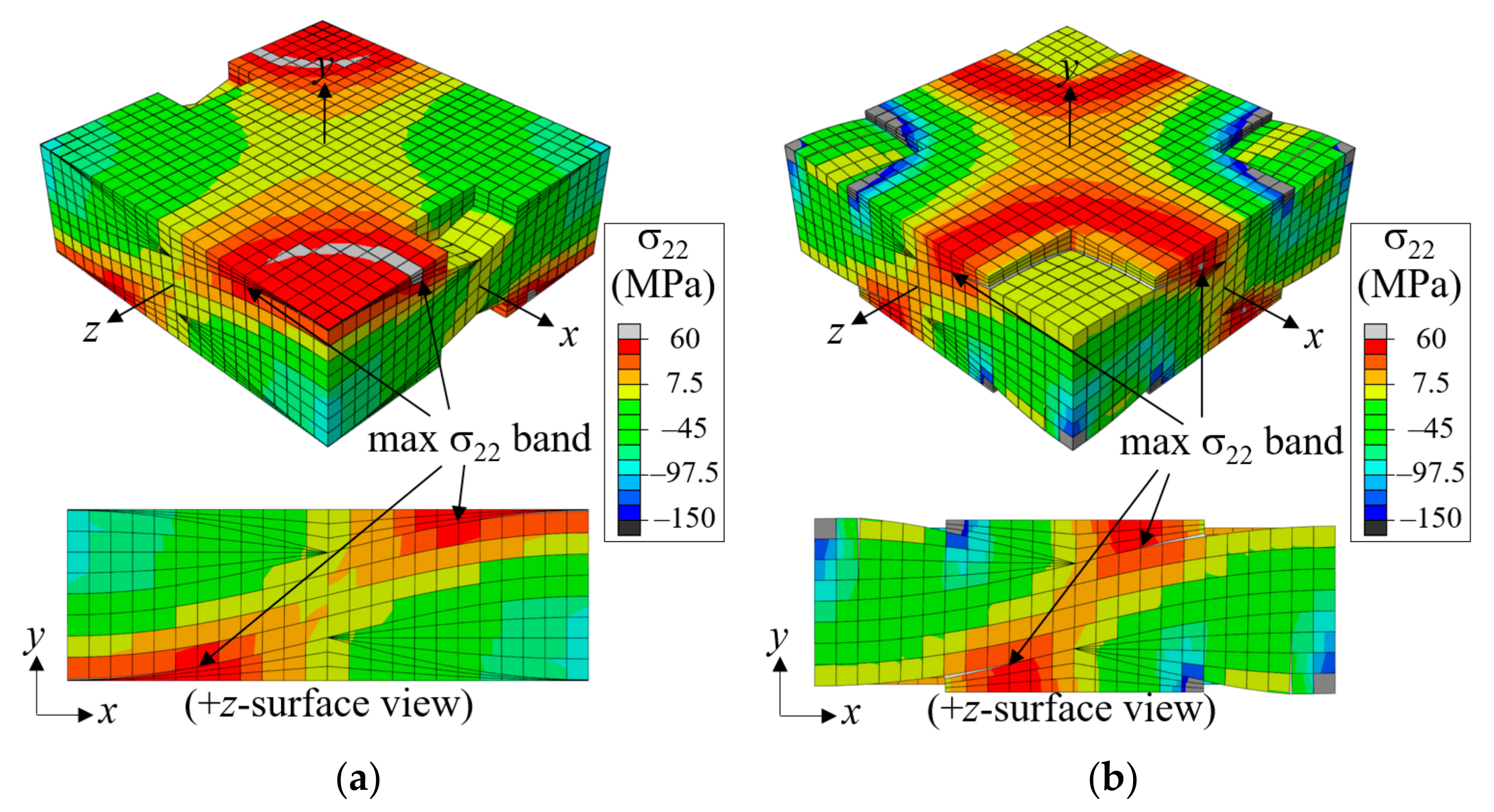
For the symmetric case, the MPV4 defect (MPV defect located in Region 4) was found to have the most significant effect. Region 4 is where the crown part of the warp tow meets with that of the next layerin the thickness direction (as with the fill tows), and the removal of the matrix in this region made the straightening of the warp tows occur relatively more easily than in other MPV cases. Moreover, the fill tow surface comes into contact with that of adjacent layers during deformation, and thus the matrix direction failure in the fill tows develops early, as shown in
Figure 19b showing the
22-distributions of MPV4 at
= 0.008. As a result, a much smaller peak stress occurred versus the other MPV cases. Compared to the pristine case, the reduction in the peak stress was 25.74%, which is particularly noticeable considering that the void fraction was 2.75%. By contrast, MPV1-3 exhibited relatively small reductions in peak stresses. In
Figure 19, the progression of the maximum
22-bands along the fiber tow-matrix pocket interface (which coincides with the front line of the fracture process zone) of MPV2 was delayed compared to that of MPV4. The delayed progression of the fracture process zone of MPV2 resulted in a delayed peak stress load and thus a smaller reduction in peak stress compared to MPV4.
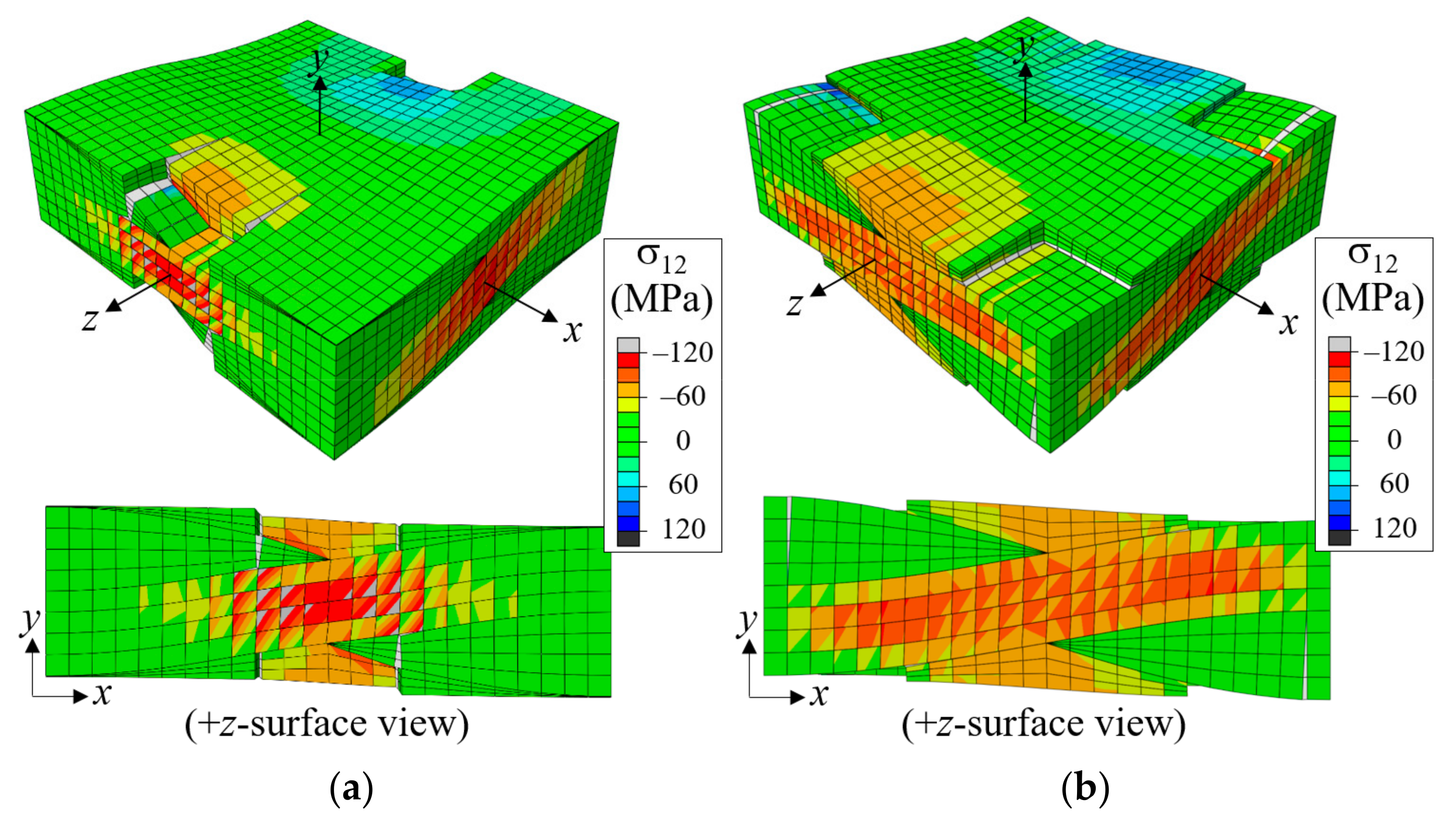
For the in-phase case, the effect of the void was largest for MPV4 with the nominal strain at the peak stress being 14.2% smaller than the pristine case. Owing to the highly nonlinear stress-strain curve, the reduction in the peak stress was just 7.35%. Other MPV cases showed reduced effects. In particular, MPV3 showed almost no reduction in peak stress and a larger strain at peak stress. This was because of the shear stress relief at the fiber tow-matrix pocket interface in the other regions. That is, the failure of the in-phase plain weave unit cell was σ
12-shear stress dominated, and the warp tow in Region 3 had the highest σ
12-shear stress distribution under tensile load in the
x-direction. Consequently, voids in Region 3 helped localize the shear deformation of the warp tow in that region, effectively releasing shear stress at the fiber tow-matrix pocket interface in the other regions, as shown in
Figure 20.
TMS defects had a slightly different effect pattern. In the symmetric case, all TMS defects had a significant impact. In particular, TMS2 and TMS3 defects showed significant effects, reducing peak stresses by 18.95% and 18.81%, respectively. This was contrary to the perception that TMS4 would have the largest effect because the separation starting region was Region 4 for the pristine case. The reason that TMS2 and TMS3 had larger effects than TMS4 was due to the mode change of the interface failure. For the symmetric case, the interface failure occurred predominantly in the σ22 opening mode in Region 4. However, in the other regions, the inclination angle of the fiber tow-matrix pocket interface increased, which resulted in the stress distributions with a decreased σ22 and an increased σ12; thus, the interface failure occurred in the opening-shear mixed-mode. Because the fracture energy of the shear mode was larger than that of the opening mode, the interface failure in Regions 2 and 3 required more energy to be provided than that in Region 4. As a result, the interface separation could occur much more easily for TMS2 and TMS3 defects than TMS4. For TMS1, the effect was reduced because the separation at Regions 2 and 3 had to pre-occur.
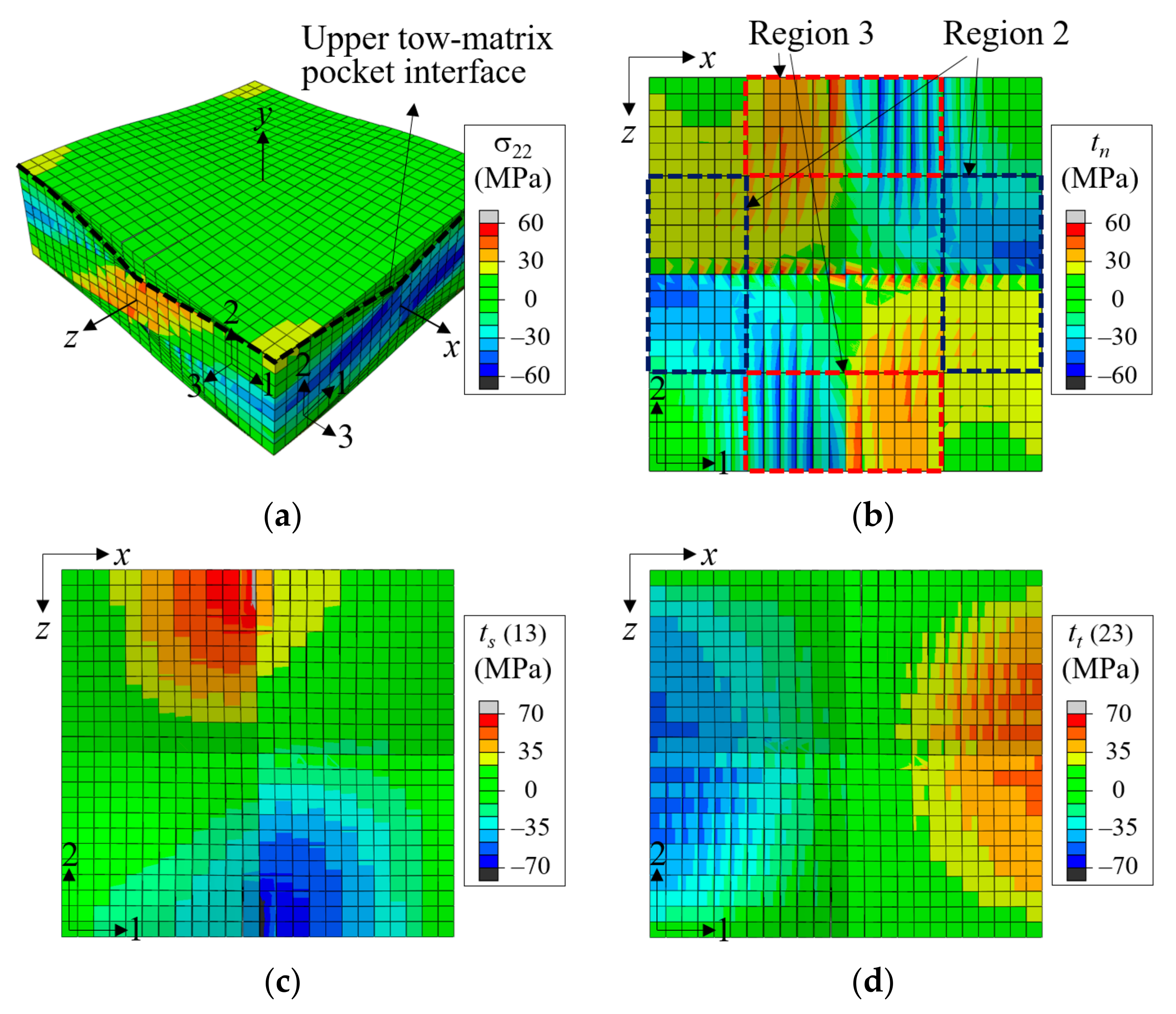
In the in-phase cases, the TMS defects also markedly affected the stress-strain curves and peak stresses. The TMS1, TMS3, and TMS4 cases showed reductions of 8.46–8.9% in peak stress. However, in TMS2, the reduction was 14.44%, indicating that Region 2 was the most sensitive location for the tow-matrix separation defect. This can be explained from
Figure 21, which shows the distribution of
22 for the bulk elements and normal and shear tractions at the tow-matrix pocket interface for the pristine case without defect at
= 0.0073. As shown in
Figure 21a, the warp tows straightened under
x-tensile load while the fill tows became wavier. Because of this, positive and negative
22 stresses developed in the warp tows and fill tows, respectively, where the inclination angle was largest. As a result, the normal traction at the warp tow-matrix pocket boundary was larger in Region 3 than in Region 2, as shown in
Figure 21b. These regions also developed large shear stresses (and thus large shear tractions) at the tow-matrix pocket interface, but Region 3 had a larger shear traction distribution than Region 2. Combined, these made the interface separation easier in Region 3 than in Region 2. Consequently, the separation failure developed more easily for TMS2 with the interface separation defect in Region 2 than other cases.
WFS defects did not have any impact on symmetric cases because the warp and fill tows compressed each other, and there were not enough shear stresses developed due to symmetry. However, WFS defects affected the failure behavior for in-phase cases with large shear deformations. WFS1-3, with the warp-fill separation defect placed at the region with a maximum inclination angle either of warp tow (WFS3) or fill tow (WFS2), or both (WFS1), showed a 5.17–6.58% reduction in peak stress. However, the effect was negligible for WFS4 because the warp and fill tows were symmetric in their running directions in Region 4.
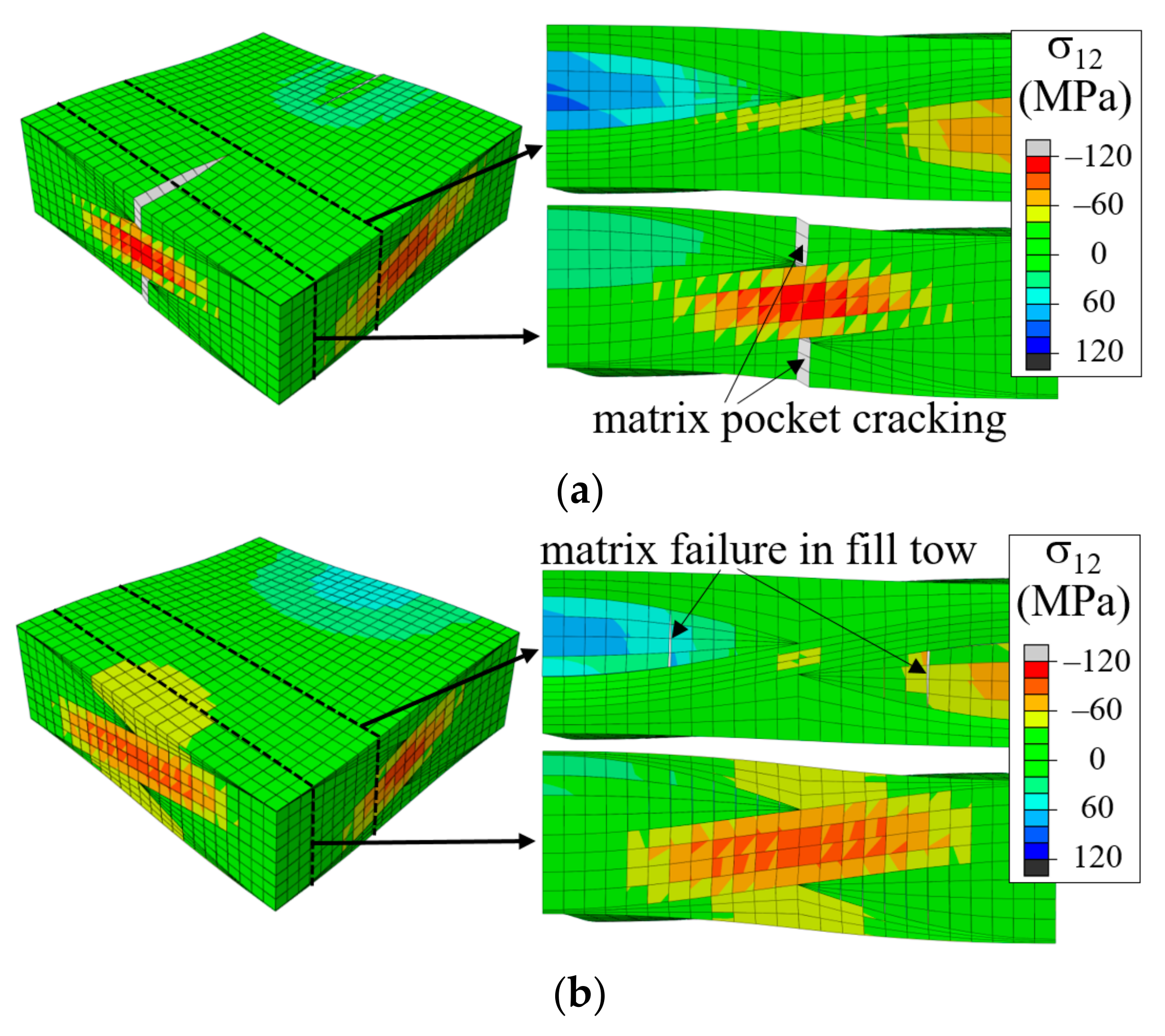
In
Figure 18c, the in-phase WFS3 showed a large slope change that occurred early in the process. This was because the matrix pocket failure propagated early from the pre-separated fill tow edge line, as shown in
Figure 22a. As the tensile load increased, the matrix crack fully propagated in the
z-direction. Subsequently, shear failure started in the warp tows, followed by tow-matrix pocket interface separation, resulting in a significant drop in the stress-strain curve. By comparison, the WFS2 case had matrix cracks developed in the fill tows along the edge line of the warp-fill separation defect, as shown in
Figure 22b. However, this crack did not propagate further. As the load increased, the tow-matrix pocket separation started at Region 3, not Region 2, because the thicker warp tow in region 3 provided a larger shear load. While showing different failure development sequences, the peak stress reduction of WFS3 was similar to that of WFS2 and WFS1.
MCW and MCF defects were found to be unimportant. For both symmetric and in-phase plain weave unit cells, the stress-strain curves with these defects were almost identical to those without defects, and the reduction in peak stress was negligible.
3.4. Effect of Defect for Two-Ply Shifted Plain Weave Unit Cell
Next, the effect of defects was investigated using a two-ply shifted plain weave configuration. Because the matrix pocket void and tow-matrix pocket separation defects were found to be important in the symmetric and in-phase configurations, analyses were performed for these two defect types.
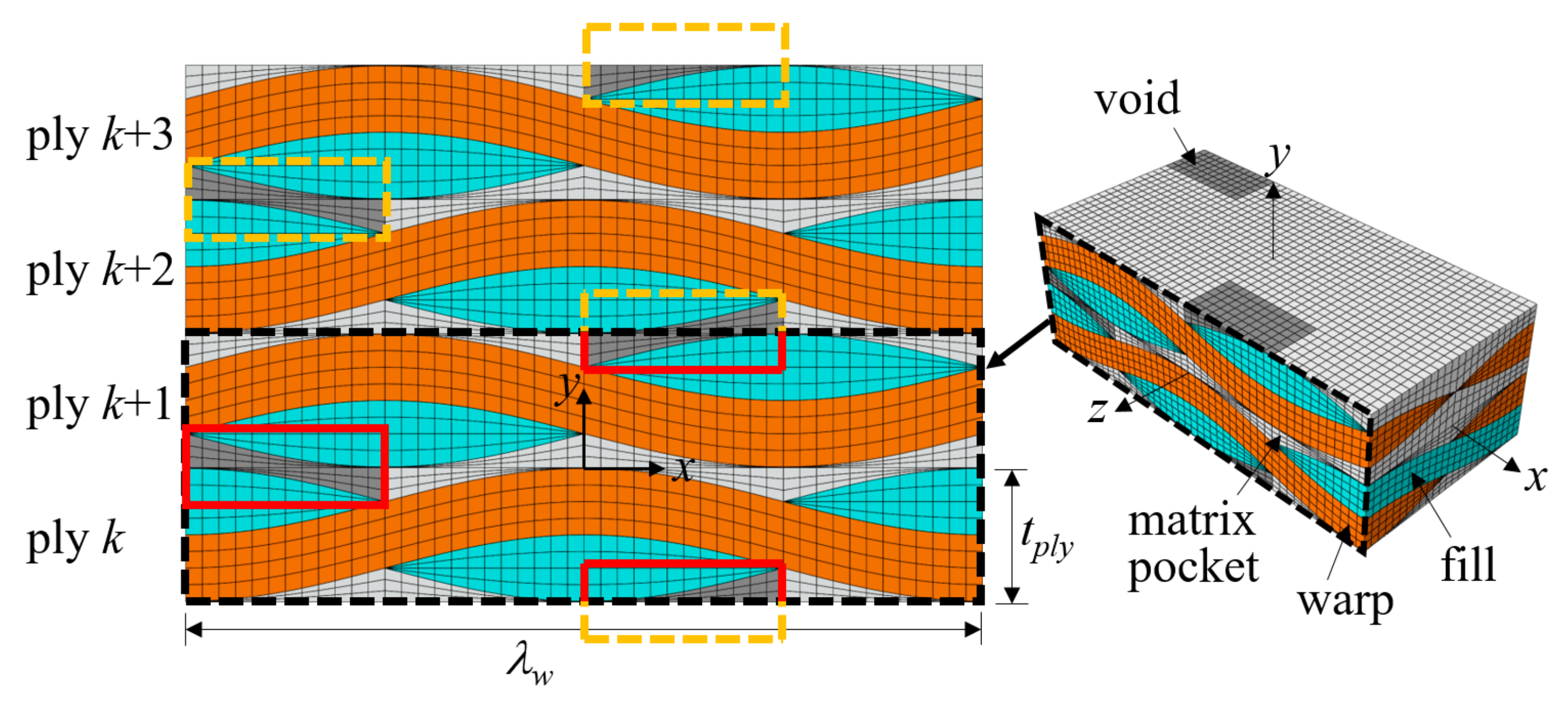
The voids were allocated to study the effect of void location with respect to the tow arrangement in the thickness direction. Because the warp tow edge region was found to be less important in terms of the effect of void defects in the symmetric and in-phase cases, voids were placed between the tows along the mid lines of the warp tow paths. The matrix pocket between the fiber tows can be divided into three regions: between warp tows, between fill tows, and between warp and fill tows. In
Figure 23, the gray colored matrix pocket region that is located between the fill tows in the thickness direction is shown as an example. In this figure, an additional two-ply was plotted to show the repeating pattern in the thickness direction. These regional patterns repeat following the periodicity vectors
, 2
,
,
, and
in (2) and (5). Moreover, the same pattern is obtained by moving the gray region by
in the warp direction and rotating the unit cell by 180° against the
z-axis.
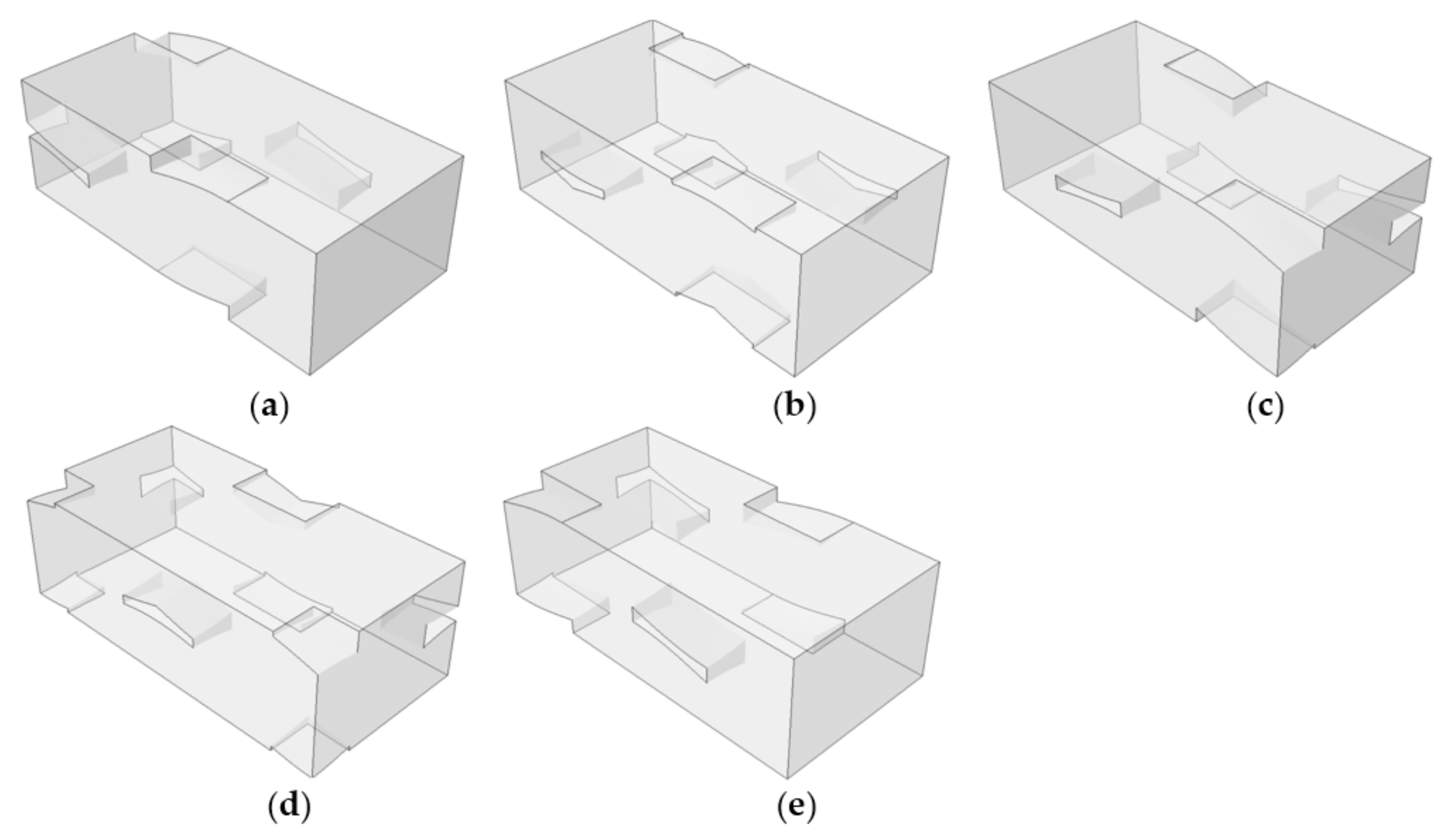
In this study, five types of void defects were considered based on a repeating pattern of the fiber tow and matrix pocket structures. These were named MPV21-25, as shown in
Figure 24. MPV21 corresponds to the void defect shown in
Figure 23. The MPVs were named according to how the voids were placed between the warp and fill tows in the thickness direction; MPV21 was placed between 100% fill tows, MPV25 between 100% warp tows, MPV23 between 50% warp tows and 50% fill tows, MPV22 between 75% fill tows and 25% warp tows, and MPV24 between 25% fill tows and 75% warp tows. The above boundary percentage was thought to be important because the interaction of the warp and fill tows and the matrix pocket depends on the arrangement of the fiber tows in the thickness direction. Subsequently, the boundary of these voids in connection to the warp and fill tows was defined as TMS21-25 defects to compare the effects of the MPV and TMS defects. The void fractions of MPV21-25 were all 3%, and the defect areas of TMS21-25 were 0.398 mm × 0.398 mm per interface.
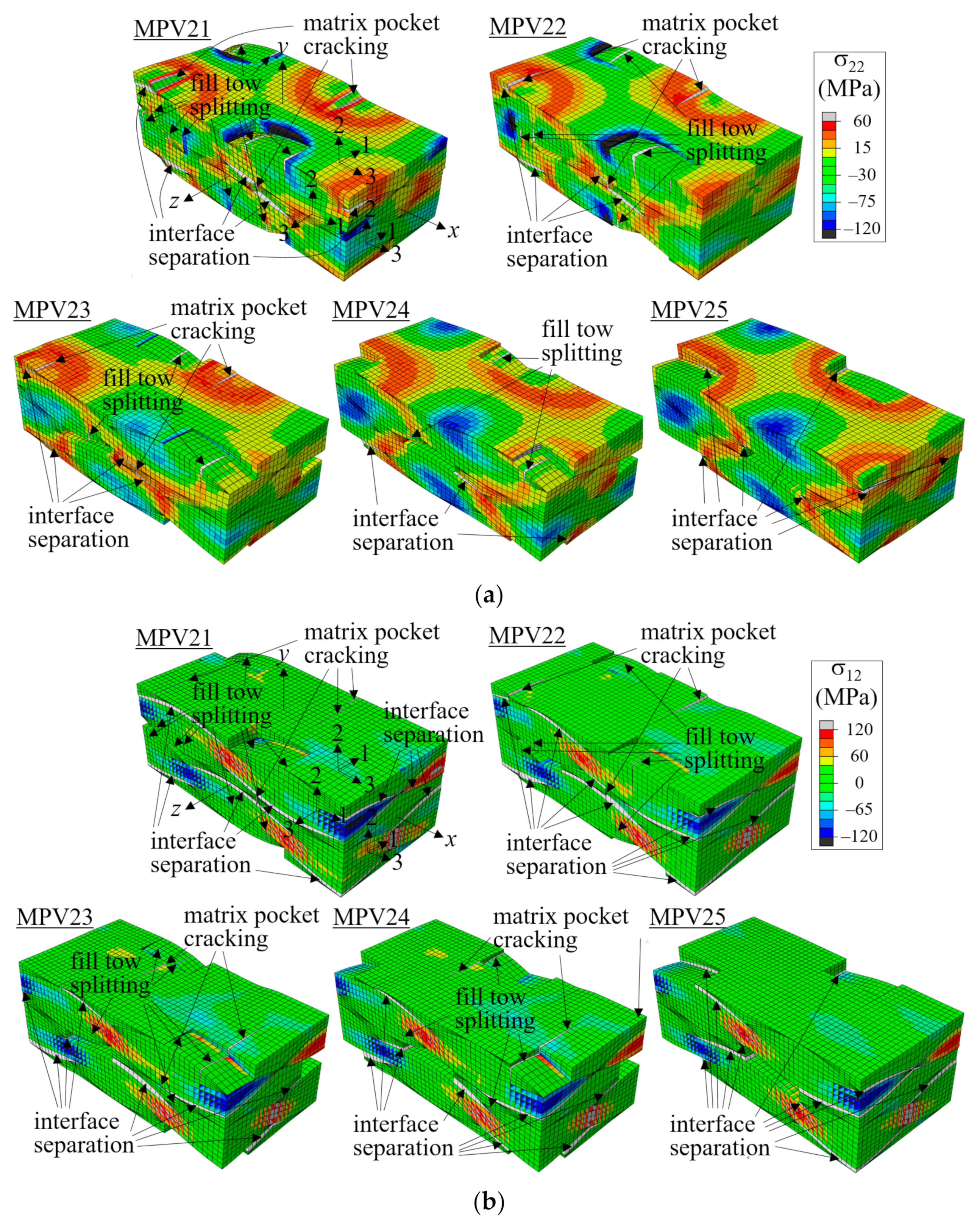
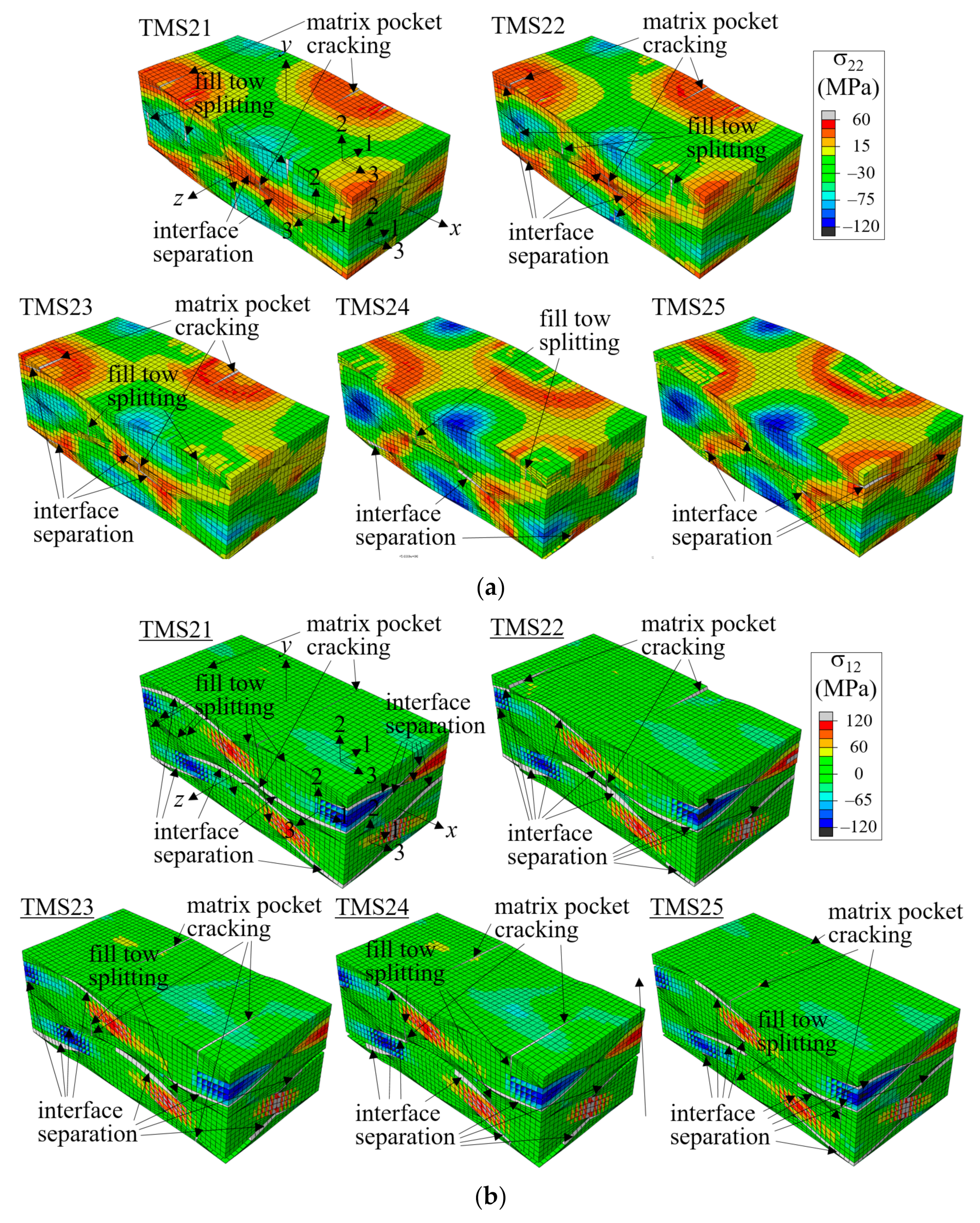
Figure 25 and
Figure 26 show the failure development plots for two-ply shifted unit cells with MPV and TMS defects, respectively, at two different applied nominal strain levels. (See
Figure 13 for the failure shapes of the no-defect case.) The material axes for the warp tow, fill tow, and matrix pocket are indicated for one element per material. As did in the no-defect case and in the symmetric and in-phase cases, the initial failure started at the fill tows in the form of matrix direction tensile failure driven by high σ
33-stress in the fill tows. With MPV and TMS defects, the failure in the fill tows became more severe and fully developed to split the fill tows, as shown in
Figure 25a and
Figure 26a when the applied nominal strain was
= 0.00969. This was because the defects caused more straightening deformation of the warp tows and more push-out deformation of the fill tows. The splitting failure of the fill tows was most prominent for MPV21 and TMS21, whereas it was not found for MPV25 and TMS25. This was because, for MPV21/TMS21, the defects were located between 100% fill tows or on fill tow surfaces and at which compressive σ
22 was acting in the no-defect case, the free surfaces making the splitting of fill tows by high σ
33 much easier. By contrast, for MPV25 and TMS25, the defects were solely between the warp tows or warp tow surfaces, and no fill tow splitting was developed.
In other cases, the extent of fill tow splitting decreased as the defect number increased because the percentage of free surfaces formed by the defects decreased and σ
22 changed from compressive to tensile stress, in that order. The matrix pocket cracking and interface separation failure developed at a similar location, which was the matrix pocket and interface between two adjacent warp tows, similar to the no-defect case shown in
Figure 13. However, for MPV24-25 and TMS24-25, these failures were partially removed by the defects. When the location was the same, MPV and TMS defects showed similar failure development patterns, while the extent of failure was larger for MPV than TMS, which was as expected.
Figure 25b and
Figure 26b are shown when the applied nominal strain is
= 0.0138, except MPV22 for which
= 0.015. All cases show the same failure pattern, which is the same as that with no defect as shown in
Figure 13c, indicating that while the defects changed the early failure development pattern (and the stress-strain curves and peak stresses), they did not significantly affect the final failure pattern. In the figure, all cases developed extensive interface separation and matrix pocket cracking as well as fill tow splitting failure.
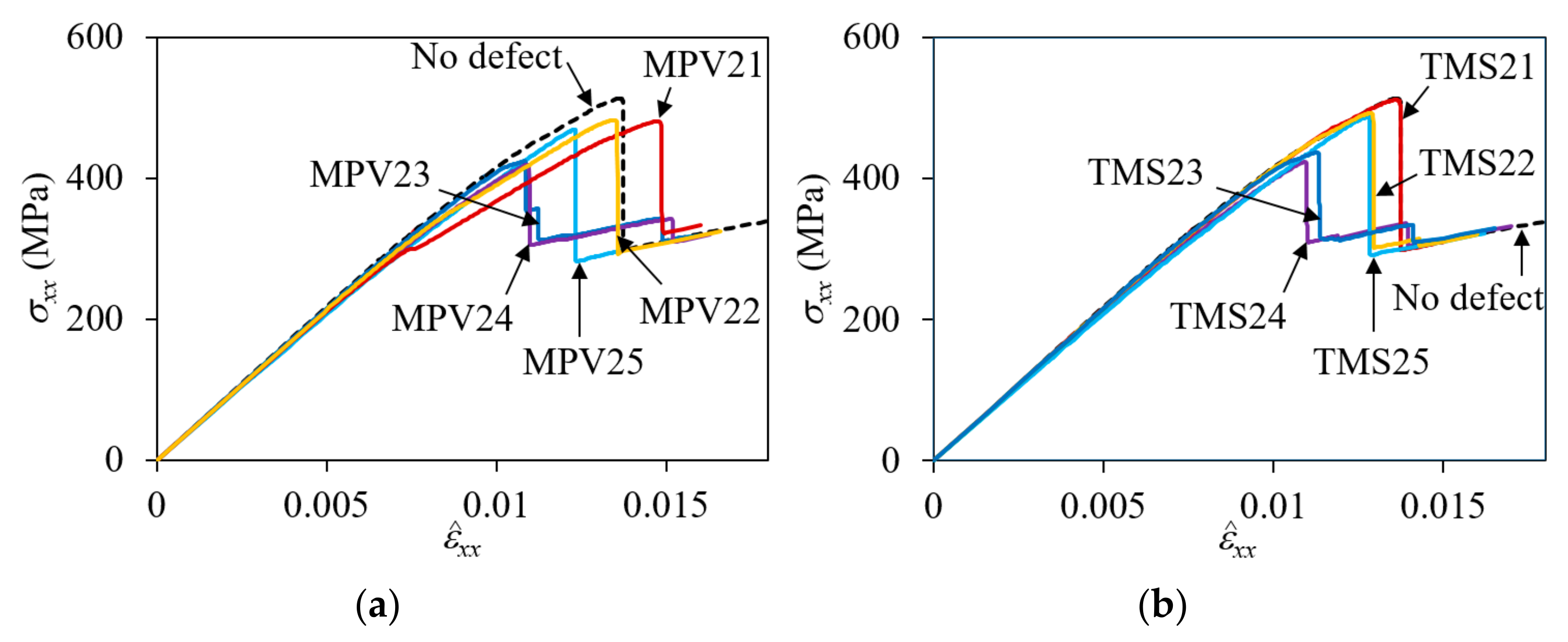
The nominal stress-strain curves for the two-ply shifted unit cell with MPV and TMS defects are shown in
Figure 27.
Table 5 summarizes the peak nominal stresses and percentage reduction compared to the no-defect configuration. As in the symmetric and in-phase cases, the effect of defects was different depending on the location of the defects. For both types of defects, the maximum impact occurred when the defect was placed not at the location where the interface separation failure was initiated for the no-defect case, but at the location next to it. This was because the propagation of the interface separation slowed when it tried to jump from the concave warp-fill crossing interface to the warp-only convex interface, the defect at that location helping the propagation of the interface separation failure. The reduction in the peak stress was 18.36% for MPV24 and 17.61% for TMS24. MPV23 and TMS23, with defects placed at the next distant locations from the separation initiation point, were also significantly affected for the same reason, with reductions of 17.25% and 15.01%, respectively.
One can see that the stress-strain curve of MPV21 was highly affected and showed an early slope change and increased failure strain. This was because the voids were placed above and below the initial interface separation location, which freed up the up-and-down deformation of the warp tows, accelerating the timing of the initial separation. The large warp tow deformation also caused fill tow splitting and matrix pocket cracking, which together with the early interface separation failure reduced the stiffness. However, the early initiation of interface separation did not facilitate the following propagation. The failure strain at which extensive interface separation occurred increased by 8.2% with a 6.24% reduction in peak stress compared to the no-defect case. By contrast, the effect was negligible for TMS21 because the matrix pocket between the interface resisted the up-and-down deformation of the warp tows.


































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}