1. Introduction
316L austenitic steel has excellent corrosion and mechanical properties, thanks to its chromium and nickel content, which makes it suitable for a variety of industrial and biomedical applications. When considering biomedical applications, many materials exhibit better properties than this steel, e.g., antibacterial properties, and yet this steel is used much more frequently. The main factor that determines the use of 316L steel as a biomedical material is its price and availability. Unfortunately, when used for long periods in conditions that do not allow for regular maintenance (e.g., as an implant in the human body), the passive layer, which determines corrosion resistance, becomes brittle and vulnerable to the external environment. Chloride anions causing pitting corrosion have a particular effect [
1]. One of the ways to improve its corrosion resistance and also to increase its biocompatibility is to apply thin films showing the desired properties.
Although coatings on biomedical materials and especially on corrosion-resistant steels have been used for years, their dynamic development has taken place during the last decade. Admittedly, modified PVD methods make it possible to produce coatings that exhibit high abrasion resistance and hardness and good corrosion resistance of the coated parts [
2,
3]. However, a “perfect” PVD coating that is suitable for a variety of applications and free of structural defects has not yet been produced. On the other hand, although the coatings deposited by the ALD technique on these materials are very thin and do not show very good mechanical properties [
4,
5], they are characterized by very good anti-corrosion properties [
6,
7,
8,
9,
10,
11,
12,
13,
14].
To obtain a combination of the discussed properties (high corrosion protection and good tribological properties) hybrid coatings are used, which are made by both methods simultaneously [
15,
16,
17]. An example of hybrid PVD + ALD coating, which has been described in [
18,
19,
20], is the CrN-Al
2O
3/TiO
2 coating deposited on steels in various layer arrangement combinations providing the best anti-corrosion properties. In this case, Al
2O
3/TiO
2 layers obtained by the ALD technique tightly cover all imperfections of PVD–CrN coating, providing a barrier for the development of corrosion. In another work, PVD + ALD hybrid coatings consisting of TiAlN/TiN/Al
2O
3 and TiCN/Al
2O
3 layers were studied [
15]. The authors in this work [
15] also demonstrated that the ALD layer, or in this case the Al
2O
3 phase, seals the PVD layer and thus significantly improves the corrosion resistance of the test substrate.
In the reported studies, this sequence of PVD + ALD layers was usually used [
15,
21]; this fact is explained by the desire to fill the cavities in the PVD layer. As can be seen from the literature review, the authors have only studied hybrid coatings consisting of different phases. Thus far, there are few studies on coatings consisting of layers of the same phase and obtained by different surface treatment technologies. To improve the corrosion and tribological properties of stainless steel, Al
2O
3 [
21,
22,
23], TiO₂ [
24,
25], or a combination of both oxides in the form of nanolaminates [
26,
27,
28,
29] are commonly used. Coatings consisting of nitrides [
13] or oxides of other metals [
30] are also used, but in this case, deterioration of the discussed properties is often observed. Therefore, the authors of this paper, considering the very good anti-corrosion properties of the TiO
2 phase, decided to investigate the so-called bimodal TiO₂/nanoTiO₂ coating. The presented work aims to investigate the influence of the TiO
2/nanoTiO
2 coating process conditions obtained by a hybrid process combining magnetron sputtering (MS-PVD) and atomic layer deposition (ALD) methods on the structure and selected properties of these coatings.
3. Methodology
The structure study was performed using a ZEISS Supra 35 microscope (Zeiss, Oberkochen, Germany). The imaging method used was secondary electron detection (SE) and an intra-lens detector. Analysis of the chemical composition in the microspheres was performed using the EDS method. The accelerating voltage was in the range of 5–20 kV.
A Park System XE-100 (Suwon, Korea) atomic force microscope was used to study the morphology of the studied samples. A non-contact mode was used with a probe elastic constant of 40 N/m and a resonance frequency of 300 kHz.
The electrochemical properties were determined by the following methods: potentiodynamic and electrochemical impedance spectroscopy. Tests were performed using Atlas Sollich 0531EU (Rębiechowo, Poland) potentiostat/galvanostat in 3.5% NaCl aqueous solution and Ringer’s solution at room temperature (23 °C) or temperature-simulating conditions in the human body (37 °C). The corrosion tests were performed in a three-electrode system, in which the reference electrode was an Ag/AgCl electrode with a potential of 207 mV, and the auxiliary electrode was made as a stainless steel wire. The corrosion resistance tests were performed in two steps:
Determination of the open circuit potential (Eocp) by 1;
Potentiodynamic method in the potential range Estart = Eocp − 100 mV to Efinish = Eocp + 100 mV, potential rise rate 1 mV/s
Characteristic electrical quantities describing corrosion resistance, i.e., current density (Jcor) and corrosion potential (Ecor) as well as polarization resistance (Rpol) were determined using the Tafel method and AtlasLab software (Version 2.24, Atlas Sollich, Banino, Poland).
The electrical properties of the materials were also determined by a second impedance spectroscopy method, first by stabilizing the samples in the test environment for 15 min without current flow and then with forced AC flowing through the solidified system at an amplitude of 10 mV in the frequency range from 100 kHz to 10 mHz. The results are presented as Nyquist and Bode plots. To accurately represent the relationships appearing in the studied electrochemical process, an electrical equivalent circuit was assigned to them using AtlasLab and EC-Lab software (Version 11.20, BioLogic Science Instruments, Seyssinet-Pariset, France). The numerically generated curves were then matched to those recorded in the experiment and Constant Phase Element (CPE) nonlinear elements were used in addition to typical resistors.
Abrasion resistance tests were performed using the ball-on-disc method. The counterexample used was a WC-Co carbide ball with a diameter of 6 mm. The tests were performed at room temperature under the following test conditions: diameter 6 mm, linear velocity v = 0.5 cm/s, and normal force Fn = 0.5 N. The tests were performed with 500 cycles, where one cycle is one full rotation of the test specimen around its axis. The friction coefficient as a function of the number of cycles was the parameter recorded.
The structure of coatings on the cross-section was examined using a scanning-transmission electron microscope S/TEM Titan 80–300 made by FEI (Eindhoven, The Netherlands). Investigations of so-called lamellae were performed in both scanning and transmission modes at an applied accelerating voltage of 300 kV. The analysis of the chemical composition in the microspheres was performed using EDS and EELS spectroscopy. Phase analysis was performed by electron diffraction.
4. Results and Discussion
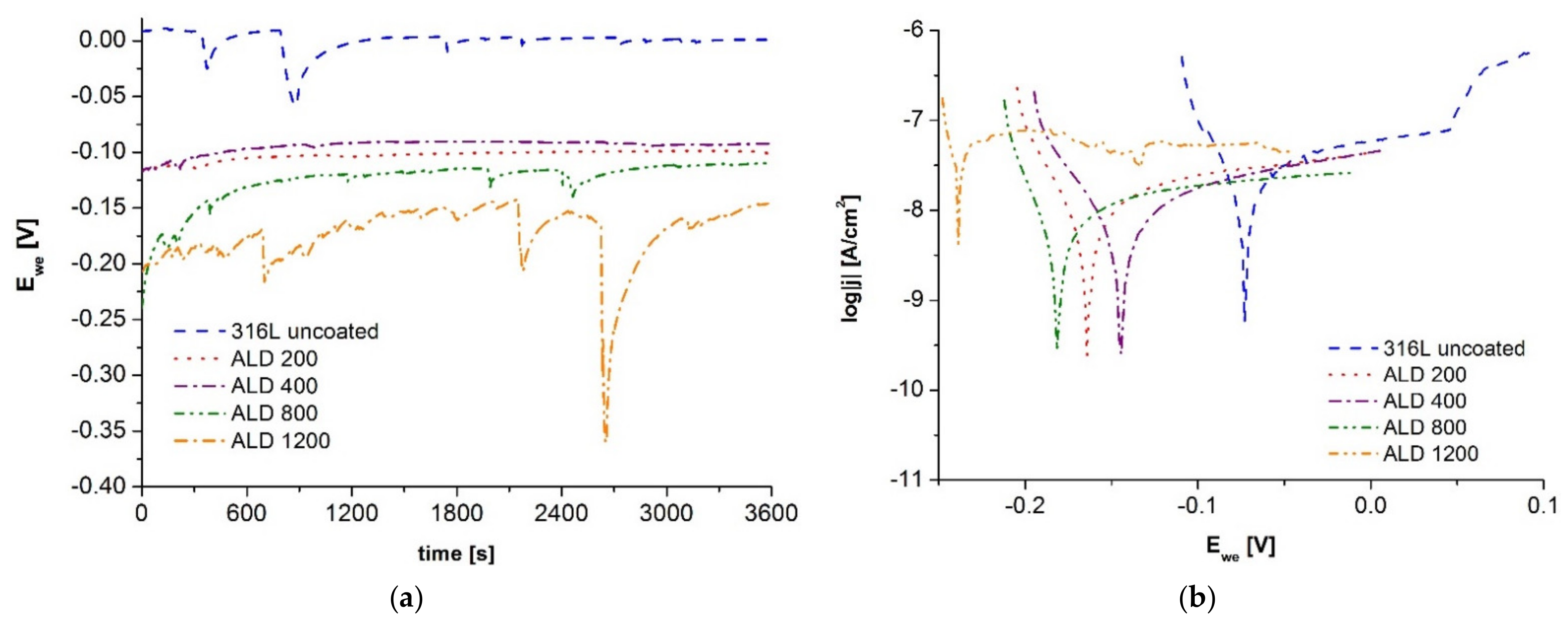
The evaluation of the degree of corrosion resistance first consisted of corrosion tests of ALD-coated samples at varying numbers of process cycles. The tests were performed in Ringer’s solution at 37 °C. The open-circuit potential was determined under current-free conditions (
Figure 3a), and in the next step, potentiodynamic polarization curves in the cathodic and anodic range were recorded for Tafel analysis (
Figure 3b), the results of which are shown in
Table 4.
All the samples with ALD coatings applied showed similar stationary potential values, albeit lower than the 316L steel substrate material sample, which may indicate the deteriorating stability in the studied environment for the coated samples.
Comparing the results obtained from the Tafel analysis, it can be concluded that the application of ALD coatings on the steel substrate resulted in an improvement in the resistance of the tested materials as indicated by an increase in polarization resistance from 2.6 to 3.5 times, the exception being the sample with the coating obtained after 1200 cycles, for which higher values of corrosion potential and current density were recorded compared to all other samples. The improvement in the resistance to the harmful effects of the tested environment of Ringer’s solution for the samples coated with ALD is also confirmed by the results of the value of the corrosion current density, which decreased to about 22 ÷ 38% of the value for the sample made of 316L steel.
The TiO
2 coating obtained by PVD at 120 min was examined for comparison.
Table 5 summarizes the results of the Tafel analysis performed on the basis of the potentiometric test in Ringer’s solution. From the study, the PVD coating shows a slight improvement in corrosion resistance, but it should be noted that its effect on corrosion resistance is small.
Observation of the surfaces of the investigated coatings by scanning electron microscopy revealed that the obtained layers are homogeneous, without pores and discontinuities. The morphology of the coatings reflects the morphology of the substrate, in particular, the scratches that remain after polishing the substrate before coating (
Figure 4).
The atomic force microscope examination of the coating surfaces revealed that the ALD 400 and ALD 800 coatings exhibit the highest homogeneity. The layers obtained at the lowest and highest number of ALD 200 and ALD 1200 cycles, respectively, exhibit some inhomogeneity reflected by the AFM images and higher surface roughness than ALD 400 and 800 (
Figure 4,
Table 6).
The general idea of bimodal coatings is shown in
Figure 5. The first layer obtained by the PVD method provides high adhesion of the coating to the substrate, and in addition, the synergy obtained from the combination of these two technologies will allow obtaining a coating with physicochemical properties better than those of the layers obtained by each technology separately).
The table shows the conditions for obtaining the hybrid coatings. In the PVD process, the parameter was the deposition time. Three variants of the coating were made during deposition lasting half an hour, one hour, and two hours. Another titanium oxide layer was deposited on so-prepared titanium oxide layers by the ALD method in ALD 400 process optimized earlier. The coatings were designated successively as Hybrid 1, Hybrid 2, and Hybrid 3 (
Table 3).
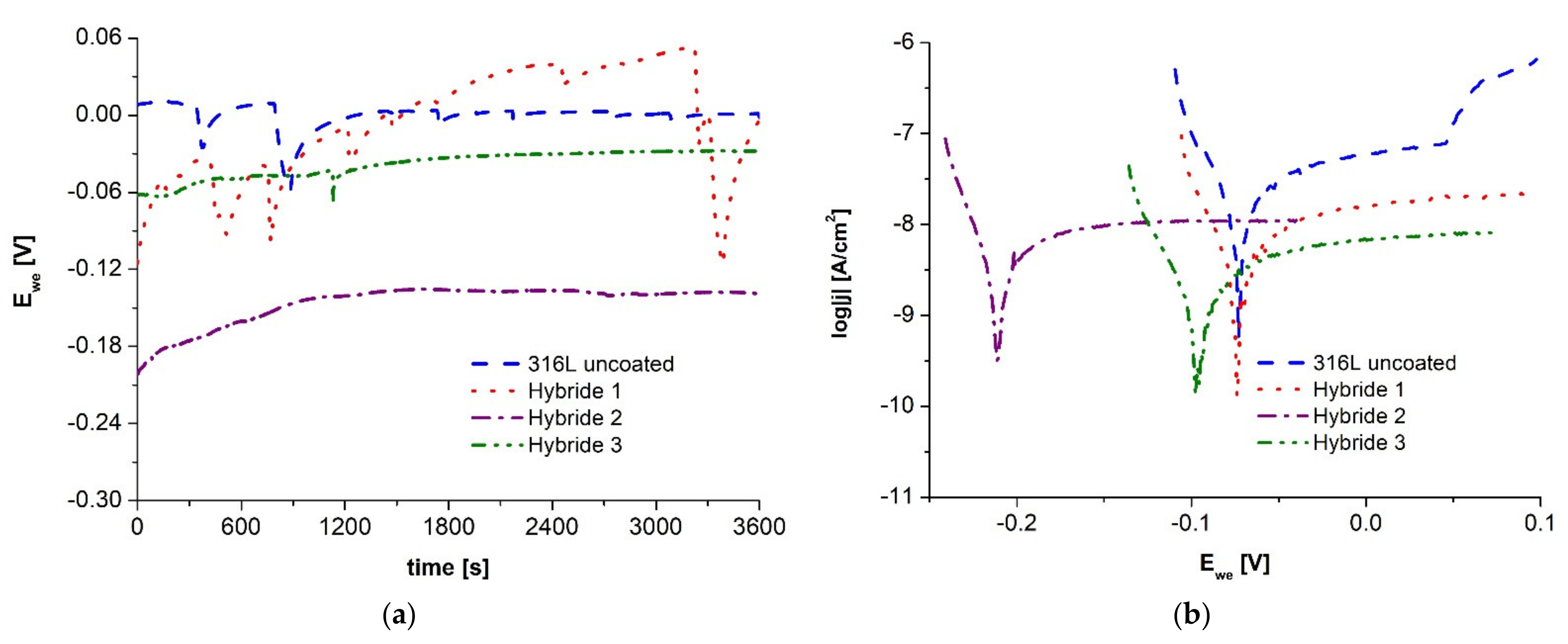
Corrosion resistance tests for bimodal coated materials were performed using identical conditions and sequential steps as for ALD coated samples. First, the three-electrode system was set up, and the steady-state potential was recorded for one hour (
Figure 6a). Then, the anodic polarization curves were read from E
ocp − 100 mV to E
ocp + 100 mV for Tafel analysis (
Figure 6b).
Based on the curves of the open-circuit potential, it can be observed that although its highest value was obtained for the sample with the coating applied for 30 min, clear jumps in the value of the potential may indicate its instability in the studied environment, which was not recorded for the samples after 60 and 90 min of the coating application process. The value of the free potential of the tested materials varied within a small range from −150 to −50 mV, and the highest value combined with a stable reading was recorded for the Hybrid 3 sample.
Analyzing the characteristic values determined by Tafel’s method, it can be stated that the materials coated with hybrid coatings were characterized by better corrosion resistance in comparison with the base material, which is evidenced by a higher value of polarization resistance and lower value of corrosion current density. The best corrosion resistance results in the studied environment were observed for the Hybrid 3 sample after 120 min PVD layer application process.
Additionally, the beneficial effect of the applied bimodal PVD + ALD 400 coatings was observed by comparing the electrochemical test results with samples coated with ALD coating only (
Figure 6,
Table 7). The hybrid sample maintained for the shortest coating time exhibited better anti-corrosion properties than the best of the samples after coating with ALD coating only, as evidenced by both lower current density values of the hybrid samples and higher polarization resistance values.
To better characterize the electrochemical properties of the produced PVD + ALD coatings, impedance spectroscopy studies were performed for them. The use of the impedance method, which involves polarizing samples with an alternating voltage, allows very rapid results of the electrode response of the material under test. It is performed according to generally accepted procedures [
32,
33,
34,
35] at low voltage amplitude, in a wide range of frequencies and usually at equilibrium potential. The first step was to determine the equilibrium potential for each of the samples and then to record the impedance spectra in the frequency range of 100 kHz to 10 mHz, which were presented on the Nyquist and Bode diagrams. Based on the curves recorded during the test for the tested samples, an equivalent electrical circuit best describing the corrosion system was fitted, which consists of two CPE constant-phase elements (
Figure 7), and its resultant impedance can be written with the following relation:
In the proposed electrical circuit, Rs is related to the resistance of the electrolyte or Ringer’s solution. R1 is the charge transfer resistance to the electrolyte from the surface zone of the material, that is, the first coating at the electrolyte, in this case, the ALD 400 coating. The CPE1 element models the capacitance of this zone. R2 is the charge transfer resistance across the phase boundary. The CPE2 element, on the other hand, can be thought of as reflecting the electrical properties of the double layer at the phase boundary.
Based on analyzing the shape of the curves from the Nyquist diagram (
Figure 8), it can be concluded that in an attempt to simplify them into a linear function, the greater the value of the directional coefficient; in other words, the greater the value of the angle of inclination of such a curve, the greater the value of the resistance to electric current. Therefore, it is seen that increasing the time of application of PVD coatings to the substrate material favored the improvement of corrosion resistance of the produced material. The highest slope angle is for the sample with the hybrid coating after 120 min and the lowest for the coating applied for 30 min; i.e., the Hybrid 3 sample had the highest corrosion resistance in the tested environment, while the Hybrid 1 sample had the lowest (
Table 8).
Presented in the form of a Bode plot, the impedance changes allow tracking the behavior of the corrosion system over a wide frequency range. The recorded curves show a characteristic course and decreasing impedance value with increasing frequency of the voltage signal (
Figure 9a). The lowest impedance value in the whole range of the tested frequencies was found for the sample of the substrate material, while the highest impedance value was registered for the Hybrid 3 sample. In addition, the Bode plot shows a positive effect of prolonging the PVD coating process on the corrosion resistance of the material. The longer the period, the higher the impedance values obtained in the results.
The second type of Bode diagram (
Figure 9b), showing the dependence of the phase shift angle on the impedance modulus, enables the evaluation of the quality or the tightness of the obtained coatings. In this case, the higher the value of the angle, the better the quality of the obtained sample, so the highest value can be evaluated for the Hybrid 3 coating material, the highest angle value of 82° can be read for it, and the lowest value was shown for the substrate material sample, about 71°. Similarly to the analysis of the previous results, it can be concluded that the prolongation of the PVD coating application process resulted in better coating quality, as evidenced by the increasing value of the phase shift angle.
It should be noted that the presented research is rather basic research, and possible applications are hypothetical at this stage of research. Thus, in addition to applications in biomedical engineering, such coatings could be used to coat, for example, structural details (components). Therefore, corrosion resistance tests were performed in a 3.5% NaCl solution. The test environment and temperature differ from previous corrosion tests. In this case, the following operating conditions of the EU potentiometer with a three-electrode measuring system (ATLAS-SOLLICH ATLAS 0531 EU) were used:
The results of the recorded open circuit potential and potentiodynamic test curves in an aqueous solution of 3.5% NaCl are shown in
Figure 10. For all three materials with hybrid coatings, the stability of the potential values in the tested environment was found, the value of which increased with increasing PVD coating deposition time from about −150 mV for the material with the coating obtained after 30 min to about −50 mV after 120 min of deposition.
The analysis of the results obtained from the Tafel calculations (
Table 9) allows us to conclude that the application of hybrid coatings on the steel substrate caused a favorable change in the corrosion resistance of the tested materials, which is evidenced by an increase in the polarization resistance from 0.5 MΩ·cm
2 for the substrate material to 1.2 MΩ·cm
2 for Hybrid 1 sample, 3.9 MΩ·cm
2 for Hybrid 2 sample and 10 times for Hybrid 3 sample. A similar relationship was noted by comparing the corrosion current density results, the lowest value of which was 1.2 nA/cm
2 for the Hybrid 3 sample, decreased when shortening the PVD coating application time to 2.2 nA/cm
2 for the Hybrid 1 sample but was still more than 4× higher than for the 316L steel substrate material.
Examination of the morphology (
Figure 11,
Table 10) of the bimodal coatings showed that the coatings have a compact structure without pores or discontinuities. Cracks are visible on the surface, which are residues from the substrate grinding process. The structure of the studied coatings in the morphological images consists of grains of different sizes. The smallest grains are shown by the TiO
2/nanoTiO
2 layer for which the PVD layer of titanium oxide was obtained in the shortest time of 30 min. (Hybrid 1). The largest grains are shown by the Hybrid 3 coating in which the PVD layer was deposited for 2 h. Furthermore, chemical composition analysis by EDS confirmed the presence of titanium and oxygen elements suitable for bimodal layers. Moreover, peaks from the steel substrate dominate the spectrograms (
Figure 12).
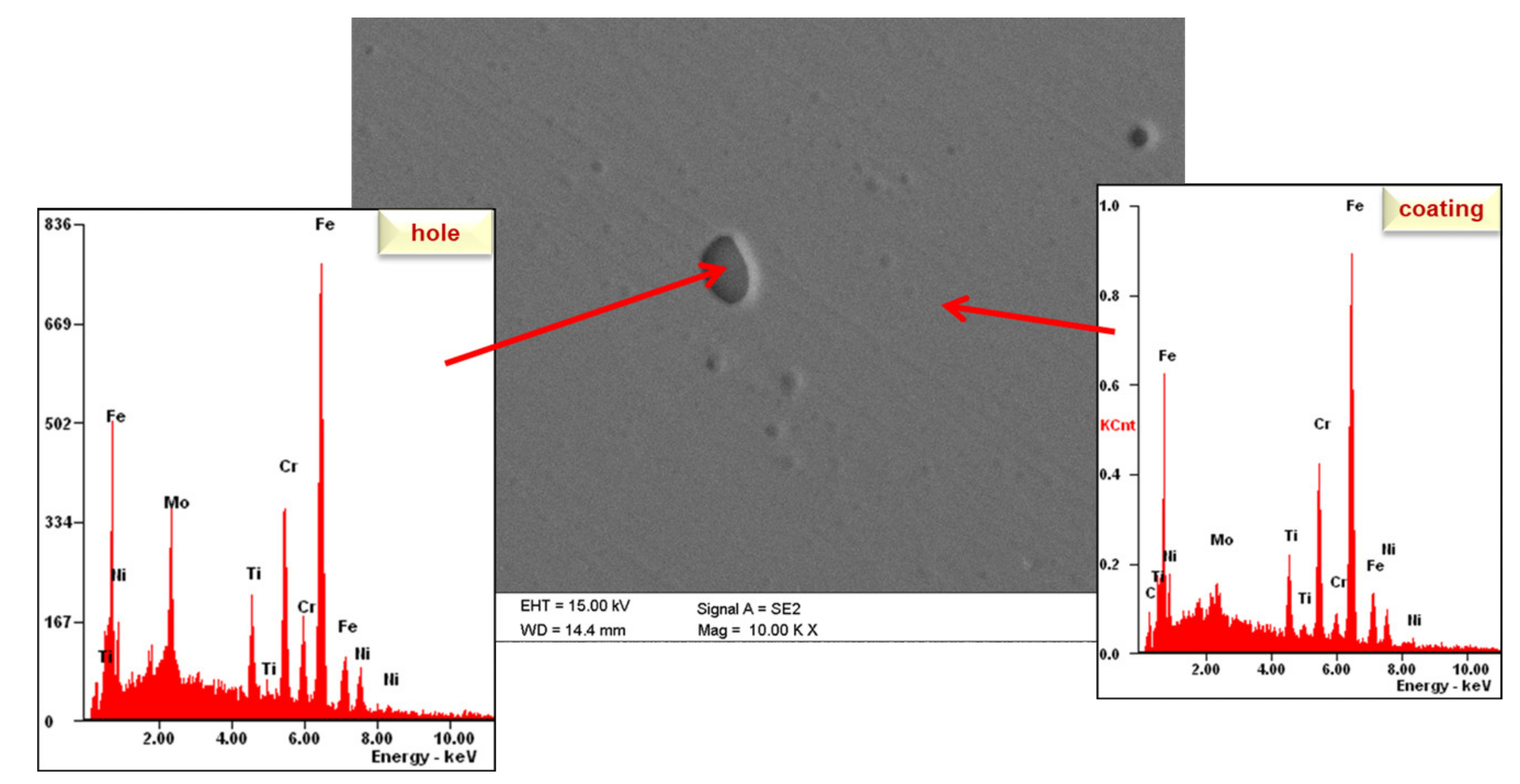
Observation of the coating surface after corrosion testing revealed small corrosion pits. EDS analysis confirmed the presence of a titanium element in the area outside the pitting, indicating the presence of a coating at this location. However, EDS analysis from the pitted areas also confirms the presence of a titanium peak, which is undoubtedly due to the excitation region also covering the coating area (
Figure 13).
Figure 14 shows plots of the friction coefficient µ as a function of the number of cycles for an uncoated steel specimen and one coated with a hybrid TiO
2/nanoTiO
2 bimodal coating. The friction coefficient plot for the uncoated sample is approximately µ = 0.75 and is close to the theoretical value for the steel-sintered carbide friction pair. In the case of a sample coated with a bimodal coating, the coefficient of friction initially did not exceed a mean value of 0.2 and increased to approximately µ = 0.4 during the test. As a result of scanning electron microscope observations, abrasion was found to be the main wear mechanism of both the tested samples and carbide counterexamples. Furrows were also found to be present (
Figure 15). Moreover, the adhesive build-up of abraded coating material was found in different places of the wear path, which is confirmed by the presence of titanium and oxygen reflections on the EDS spectra from this area (
Figure 15b,c).
Based on the examination of a thin film from a cross-section of a bimodal TiO
2/TiO
2 coating by transmission electron microscopy, it was confirmed that the coating exhibits a layered structure (
Figure 16). The layers are discussed sequentially starting from the substrate. The thicknesses of each layer are 28 nm, 93 nm, and 15 nm. EELS and EDS investigations of the chemical composition of the micro-areas confirm the presence of elements appropriate for individual layers, i.e., titanium for the first layer and titanium and oxygen for the second and third layers (
Figure 17). The first two layers obtained by MSPVD show features of crystalline structure. Moreover, diffraction analysis confirmed the presence of the TiO
2 phase with tetragonal structure P42/mnm in the second layer (
Figure 18). The third layer is also titanium oxide, as confirmed by chemical composition analysis. Despite this, however, it shows clear characteristics of an amorphous phase.
5. Summary
The importance of coating technology as a technology for shaping the structure and surface properties of engineering materials, including PVD and ALD methods, is increasing in modern industry due to the numerous possibilities of application of these technologies to different groups of engineering materials and their high efficiency, ecological advantages, and economic justification.
The best anti-corrosion properties are provided by bimodal TiO
2/nanoTiO
2 coating obtained by hybrid PVD + ALD process designated as Hybrid 3. The applied coatings, both by the ALD process and the combination of PVD and ALD methods, improved the corrosion resistance of the tested 316L steel in electrochemical tests. For the best of the samples after the ALD process, the corrosion current decreased by 77% compared to the substrate material, and for the samples with the hybrid coating, there was an even greater improvement as the corrosion current density decreased by 85% (
Figure 19).
This is because the nanoTiO
2 layer with amorphous structure characteristics obtained by the ALD technique tightly covers all imperfections (nano cracks, chipping) of the TiO
2 coating, which is a barrier to the development of corrosion. The very good corrosion resistance of TiO
2 layers deposited by ALD technology was also confirmed by the authors in works [
24,
25,
36]. The morphology of the studied coatings shows a granular structure with variable grain size. The PVD layer is responsible for the granularity of these coatings because, as shown by TEM studies of thin films on cross-section, this layer exhibits a crystalline structure. The ALD layer, on the other hand, exhibits an amorphous structural structure with a small thickness. It also accurately reproduces the morphology of the preceding PVD layer.
Similarly, as in the case of corrosion resistance test in Ringer’s solution, the applied hybrid coatings in NaCl word solution significantly improved the properties of the substrate material, for both characteristic electrochemical parameters an improvement was found: the corrosion current density decreased by almost 8 times and polarization resistance by 10 times in comparison with the substrate material (
Figure 20).
Sealing the PVD coating with an ALD coating designated as Hybrid 3 also resulted in improved tribological properties. As a result of the application of the bimodal TiO2/TiO2 coating on the substrate made of austenitic steel, a very low coefficient of friction ranging from 0.2 to 0.4 was observed in the first phase of the test until the critical number of cycles was reached. The lower coefficient of friction and thus low wear of the hybrid bimodal TiO2/TiO2 coating should be attributed to compensating any deficiencies of the PVD coating through the strengthening effect of the ALD layer sealing it. This layer largely reduced areas that could have been the origin of crack initiation and chipping.
The excellent corrosion resistance and improved tribological properties obtained by the TiO
2/TiO
2 bimodal coating are closely related to the obtained hybrid structure, which, as shown by cross-sectional studies using S-TEM, consists of two layers with crystalline features and a tetragonal lattice, which are sealed by an ALD layer with the features of an amorphous phase. The formation of the amorphous structure is related to the number of cycles of the ALD process. A lower number of cycles favors the formation of the amorphous structure of the TiO
2 phase. This was also confirmed in the research work [
32].



 ,
, 






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}