1. Introduction
Ti6Al4V is a typical α + β type titanium alloy [
1]. It has the characteristics of high specific strength, good corrosion resistance, excellent biocompatibility and sound comprehensive mechanical properties. Therefore, it has been widely used in aerospace, ship and medical equipment and other fields [
2,
3,
4]. Additive manufacturing (AM) technology encompasses multiple disciplines of physics, machinery, materials, etc. Compared with milling, turning, grinding and other traditional subtractive manufacturing technologies, additive manufacturing has a great advantage in rapid prototyping, independent design and accessibility of complex parts [
5,
6]. However, poor surface morphology, surface roughness, low mechanical properties and dimensional accuracy are the main disadvantages of AM [
7,
8,
9]. Therefore, the study on AM materials has aroused the interest of many researchers who try to improve the properties of the materials.
Among the various AM processes, SLM is an advanced and reliable technology that is widely used to fabricate metal parts and there is almost no material loss in the process [
10,
11,
12,
13]. In the past two decades, the technology of SLM has been studied extensively. To improve the microstructure and mechanical properties of the parts made by SLM, there are currently two main approaches. One is to rely on post-processing procedures, and the other is to optimize the SLM process parameters. For the first approach, Han et al. [
14] conducted post-processing research on selective laser melted AlSi10Mg by two methods (550 °C for 2 h, followed by cooling and laser surface remelting), respectively. It was found that the tensile strength of the workpiece decreased after heat treatment, while the ductility increased due to the growth of crystal grains and the release of residual stress. The laser surface remelting process improved the surface roughness of the sample and in the meantime, increased the microhardness of the sample by 19.5%. Yan et al. [
15] investigated the microstructure and tensile strength of Ti6Al4V ELI samples made by SLM after heat treatment under vacuum and hot isostatic pressing conditions. They found that hot isostatic pressing and vacuum heat treatment can significantly reduce the number of pores and cracks inside the sample, reduce the strength and improve the ductility and fatigue properties of the material. Compared with the sample heat-treated under vacuum, the ductility and fatigue resistance of the sample heat-treated under hot isostatic pressing improves greatly. K. Karamia et al. [
16] investigated the effects of optimal way of combination for sand blasting, thermal isostatic pressure and chemical etching on the mechanical and fatigue properties of Ti6Al4V and found that the combination of sand blasting and thermal isostatic pressure and chemical etching improved the fatigue behavior of Ti6Al4V the most. Although the above conventional post-treatment methods have a certain effect on the improvement of mechanical properties of parts, they are insignificant compared to the microstructural optimization and the improvement of mechanical properties for materials caused by changing SLM process parameters [
17] and are not direct and economical. Therefore, more researchers have focused their research on the optimization of process parameters in the SLM. Sun et al. [
18] studied the impact of the laser parameters on porosity, surface morphology and tensile strength of Ti6Al4V samples manufactured by SLM. The results showed that the relative density of the formed sample could reach 99% with the decreasing of scanning speed and the increasing of laser power under the condition of relatively high laser power (higher than 175 W). Lee et al. [
19] found that if the laser power is too high or too low, due to the powder spheroidization or melting deficiency, defects such as holes would appear in the alloy and cause deformation or cracks in the formed parts. Xia et al. [
20] examined the effect of hatch spacing on thermodynamics and resultant surface quality. They found that proper hatch spacing could guarantee reasonable temperature, which is beneficial to the formation of a smooth surface of part. When the hatch spacing was 60 μm, the average surface roughness was 2.23 μm. Qiu et al. [
21] studied the effect of powder thickness on surface structure and porosity of Ti6Al4V fabricated by SLM and considered the melt flow behavior. The observation showed that the powder thickness imposed a greater impact on the forming quality than the scanning speed and the laser power did. Surface roughness and porosity of the alloy increased when the thickness was larger than 0.04 mm. Through finite element simulation, Song et al. [
22] found that the residual stress of Ti6Al4V alloy was the smallest when the laser rotation angle was 15°. According to literature review, parameters related to the AM process such as scanning speed, laser power, hatch spacing and scanning strategy have been widely studied.
In recent years, some researchers have begun to study a relatively novel parameter named building orientation. In 2018, He et al. [
23] studied the microstructure and tensile properties of different sides of SLM Ti6Al4V, but it is worth noting that the geometry of different sides in this study were not the same. In fact, different geometries will affect the forming process of parts, leading to different microstructure and mechanical properties. This is because the different geometries correspond to different heat transfer modes and efficiency, which in turn affects the grain size and crystallization process. In 2019, Ren et al. [
24] set five gradients from 0–90° to study the effect of building orientation on the microstructure and mechanical properties of SLM Ti6Al4V, but there was a significant difference between the 0° sample and other samples in geometry, which would have a great impact on the reliability of the data. In 2020, Chang et al. [
25] and Xie et al. [
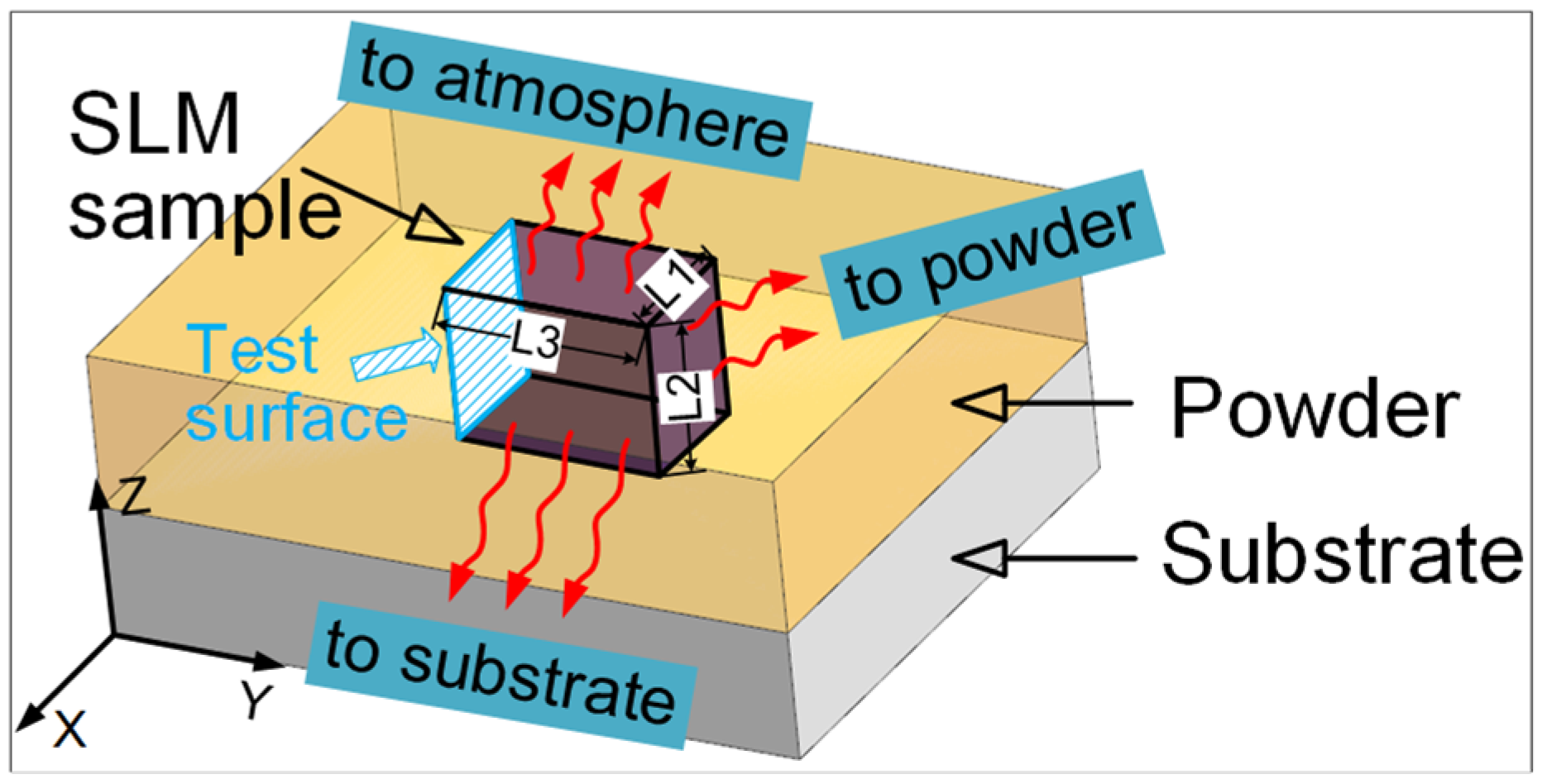
17] studied the effect of building orientation on the microstructure and mechanical properties of SLM Ti6Al4V, but they considered the horizontal and vertical directions only. In fact, for the horizontal building orientation, different surfaces of the sample in contact with the substrate will affect the heat transfer mode and efficiency during SLM, as shown in
Figure 1. It will affect the crystallization process and interlayer metallurgical bonding of crystal grains. Different microstructures and mechanical properties will be displayed. At the same time, the surface properties of the test surface of the formed sample will be greatly affected. However, the effect of different horizontal building orientations on microstructure, mechanical and surface properties of SLM Ti6Al4V was rarely studied before. In addition, previous studies analyzed the influence mechanism of building orientation on the microstructure and mechanical properties from several perspectives such as SEM morphology and tensile properties, which were not comprehensive. Consequently, the influence mechanism of building orientation on mechanical properties is not clear. Moreover, there are few studies on microhardness and residual stress, which are also important mechanical properties of materials. In addition, the residual stress has significant influence on the tensile and fracture behaviors of the material.
This paper aims to solve the three problems: different geometries for samples affect the research results, which is not recommended; previous research perspectives are incomplete; and the effect of different horizontal building orientations has rarely been studied before. For horizontal building orientation, the influence of two different contact modes with the substrate on the microstructure, mechanical and surface properties of the SLM samples was studied. The sample printed in the vertical building orientation was used as a reference. The SLM Ti6Al4V samples and the test surfaces were limited to have the same geometry in the research process, and its necessity was proved by comparisons with the existing results in the literature. Multiple perspectives were used to explore the influence mechanism of building orientation on microstructure, mechanical and surface properties, including microtopography, texture, density, micro-hardness, tensile properties, residual stress and surface morphology. A more reasonable mapping relationship among process (orientation), microstructure and performance for SLM Ti6Al4V was established.
2. Materials and Methods
2.1. Sample Preparation
Ti6Al4V powder used in the SLM process is provided by the “3D SYSTEMS” company, Rock hill, SC, USA. The chemical components are shown in
Table 1.
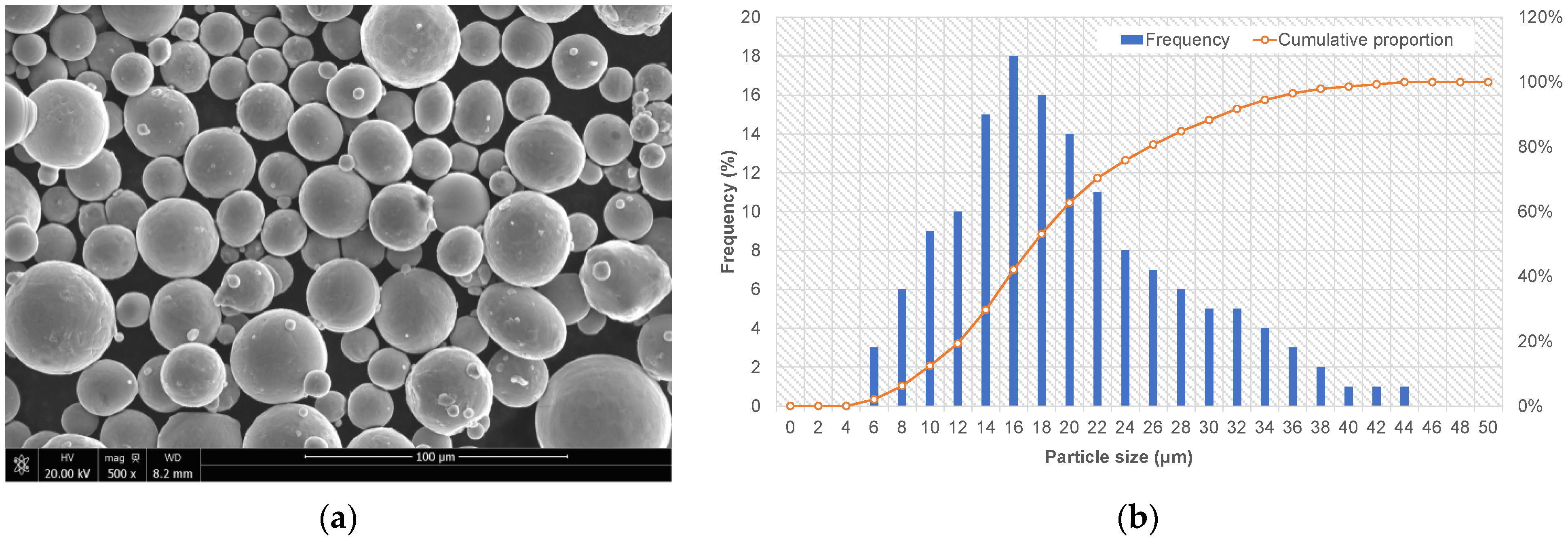
Figure 2 shows the morphology and size information of the powder used in the SLM process. It can be seen from
Figure 2a that the morphology of powder particles is spherical or subspherical, and the surface is smooth and intact without obvious defects. Therefore, it is qualified as the raw material for the SLM manufacturing process.
Figure 2b shows the particle size distribution of powder with a diameter ranging between 6 μm and 44 μm, which meets the requirements of the SLM process. The manufacturing machine equipped with fiber laser 80 μm in diameter is ProX DMP 320, acquired from “3D SYSTEMS” company in the United States. The manufacturing process was conducted in an argon-filled environment and the concentration of oxygen gas is lower than 5 ppm, which prevented the metal powder from being oxidized during melting. Three samples (SLM-VB, SLM-PB-S and SLM-PB-L) with a size of 5 mm × 6 mm × 8 mm were used to photograph the microscopic appearance and test the mechanical properties. The samples were printed in different building orientations with a size of 5 mm for
L1, 6 mm for
L2 and 8 mm for
L3 (
Figure 3), respectively. It is worth noting that sample SLM-VB was with the building orientation vertical to the substrate, sample SLM-PB-S was with the building orientation parallel to the substrate and the short side
L1 of sample coming into contact with it and sample SLM-PB-L was with the building orientation parallel to the substrate and the long side
L2 coming into contact with it. Subsequently, the specimens for tensile test were prepared. The rotation angle between layers was 72° during scanning. The specific parameters in SLM process are shown in
Table 2. Among them, volume energy density (E) is 58.94 J/mm
3, obtained by Equation (1) [
26,
27]:
where
E is volume energy density (J/mm
3),
P is laser power (W),
V is scan speed (mm/s),
T is hatch space and
h is layer thickness (mm).
2.2. Microstructure Observation
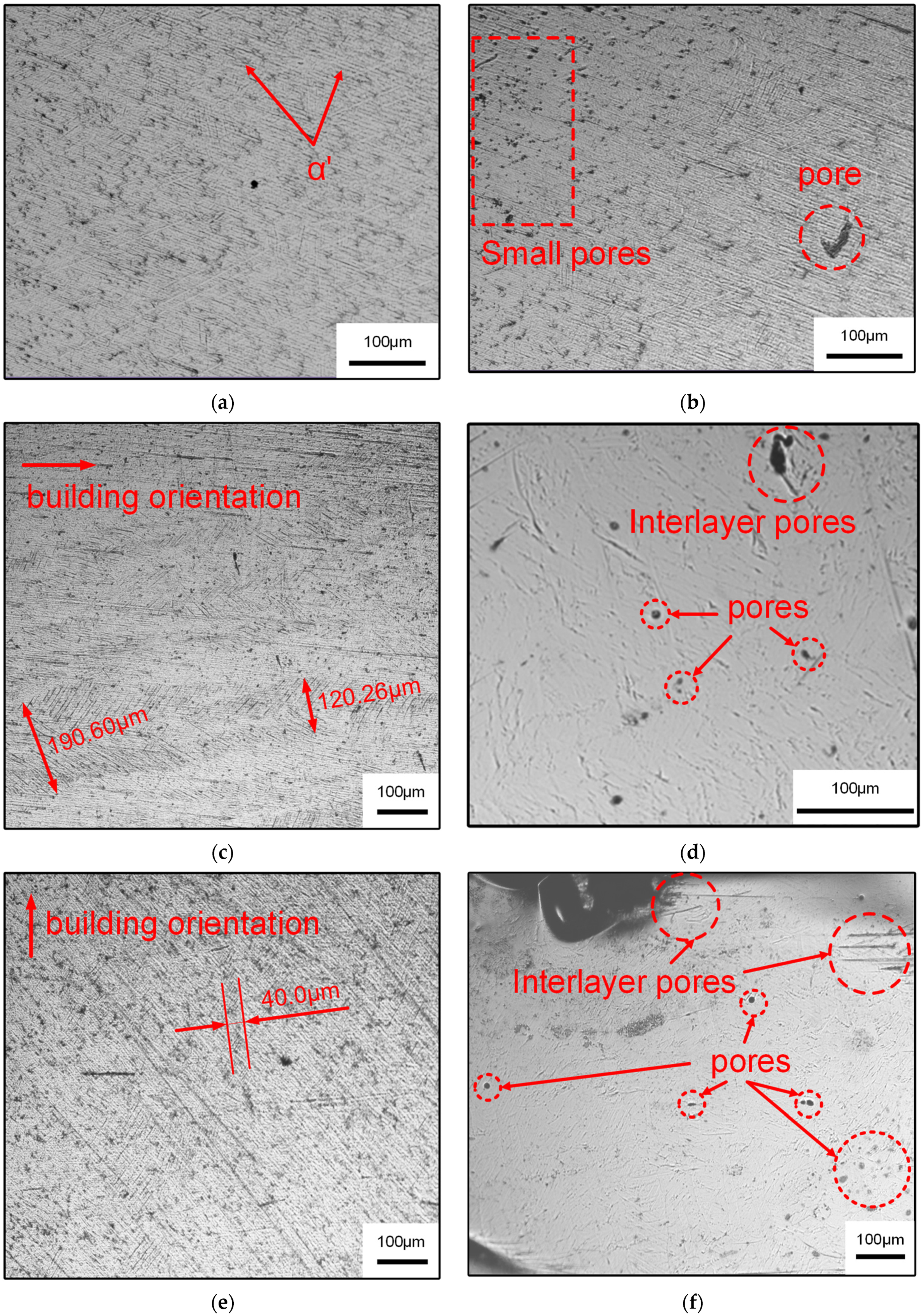
Optical microscope (OM) (Feng Zhi, Jinan, China) was used to evaluate the microstructure of SLM Ti6Al4V samples. Firstly, the samples were polished with different sizes of emery papers (mesh size 100–3000) followed with diamond paste and fine size alumina powder. Then, Kroll’s reagent was used as the etchant.
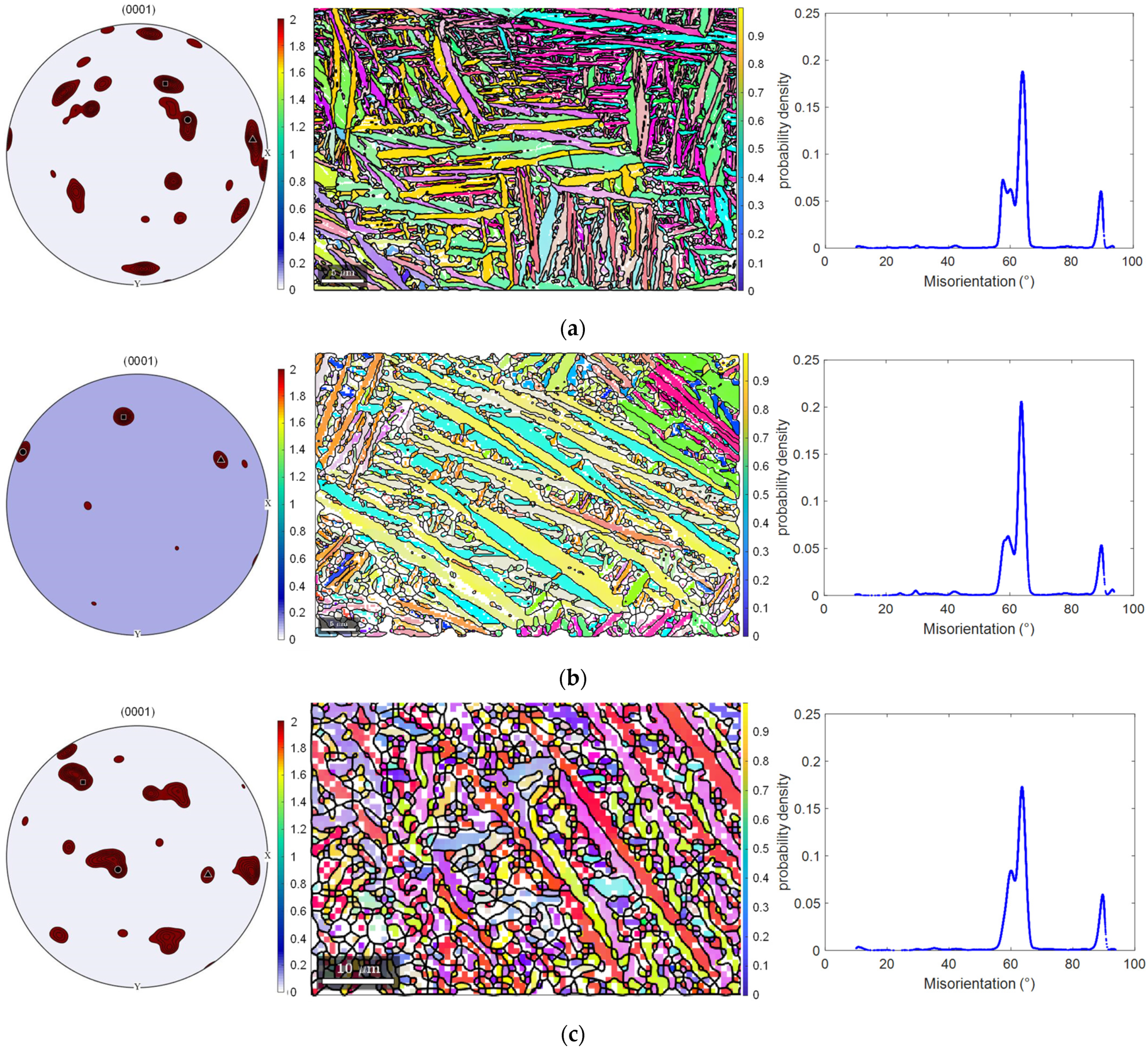
It is worth noting that the grain size and orientation of SLM Ti6Al4V samples were observed with the NordlyMax3 electron backscatter diffraction (EBSD) system equipped in the field emission scanning electron microscope (FESEM) JSM-7800 (Manufacturer: JEOL, Tokyo, Japan). Magnification 1000×, accelerating voltage 20 kV, working distance 20.0 mm and sample tilt angle 70° were set in the system. The step size was 0.1 μm and the mapping area was 60 μm × 40 μm. Before observation, the emery papers with mesh size 240–2500 were used to grind the surface of the samples successively. Then, argon ion polishing was used, and the polishing process required the use of liquid nitrogen to create an environment of −35 °C. Commercial ion polishing equipment type was ArBlade5000 and ion beam voltage was 3.5 kV.
2.3. Measurement of Mechanical Properties, Residual Stresses and Surface Topography
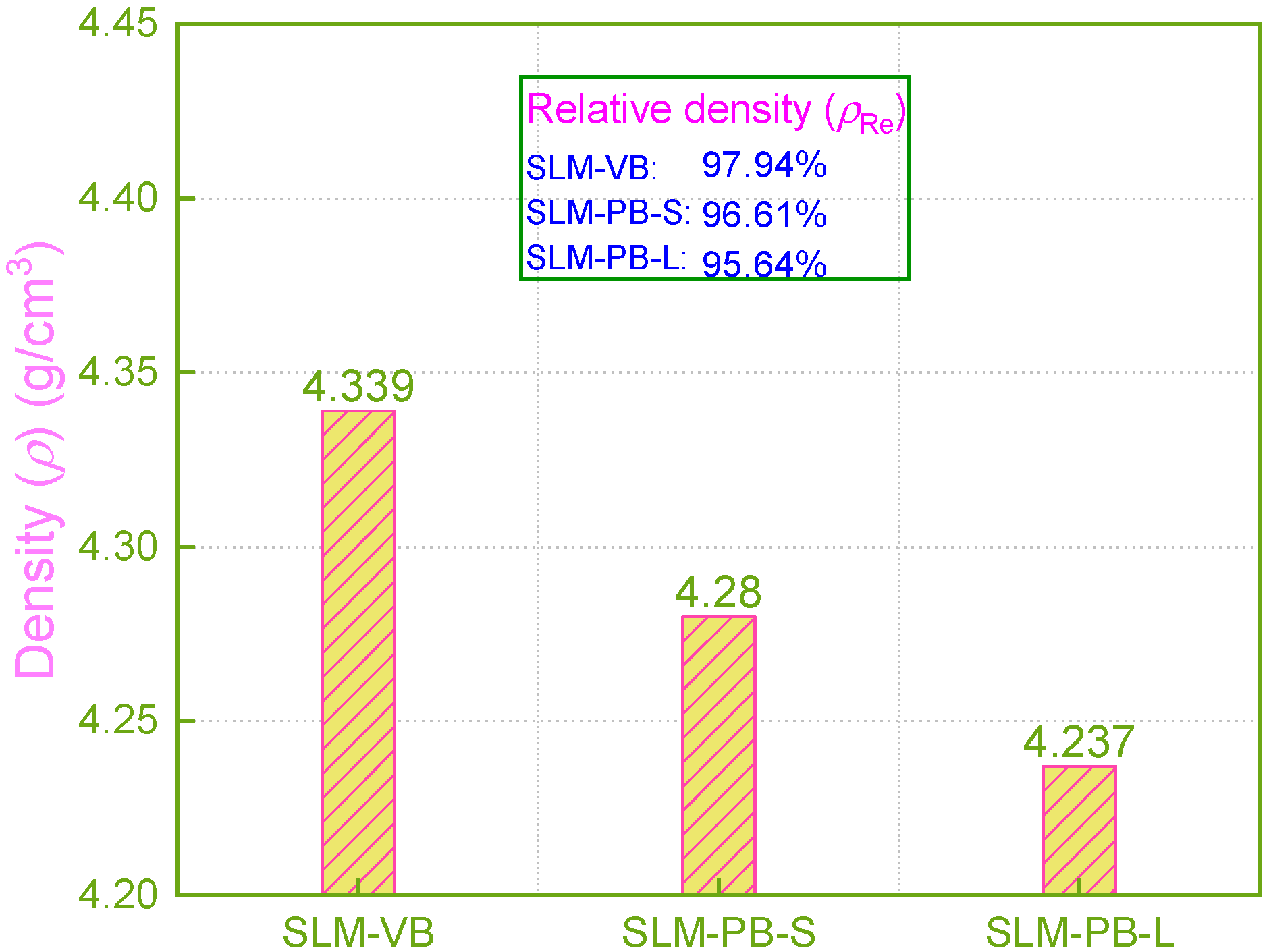
Archimedes’ principle was selected to measure the density of SLM samples [
4]. The specific equation is as follows:
where
ρRe,
ρ and
ρTh are the relative density, average density value and theoretical density of the material (4.43 g/cm
3), respectively.
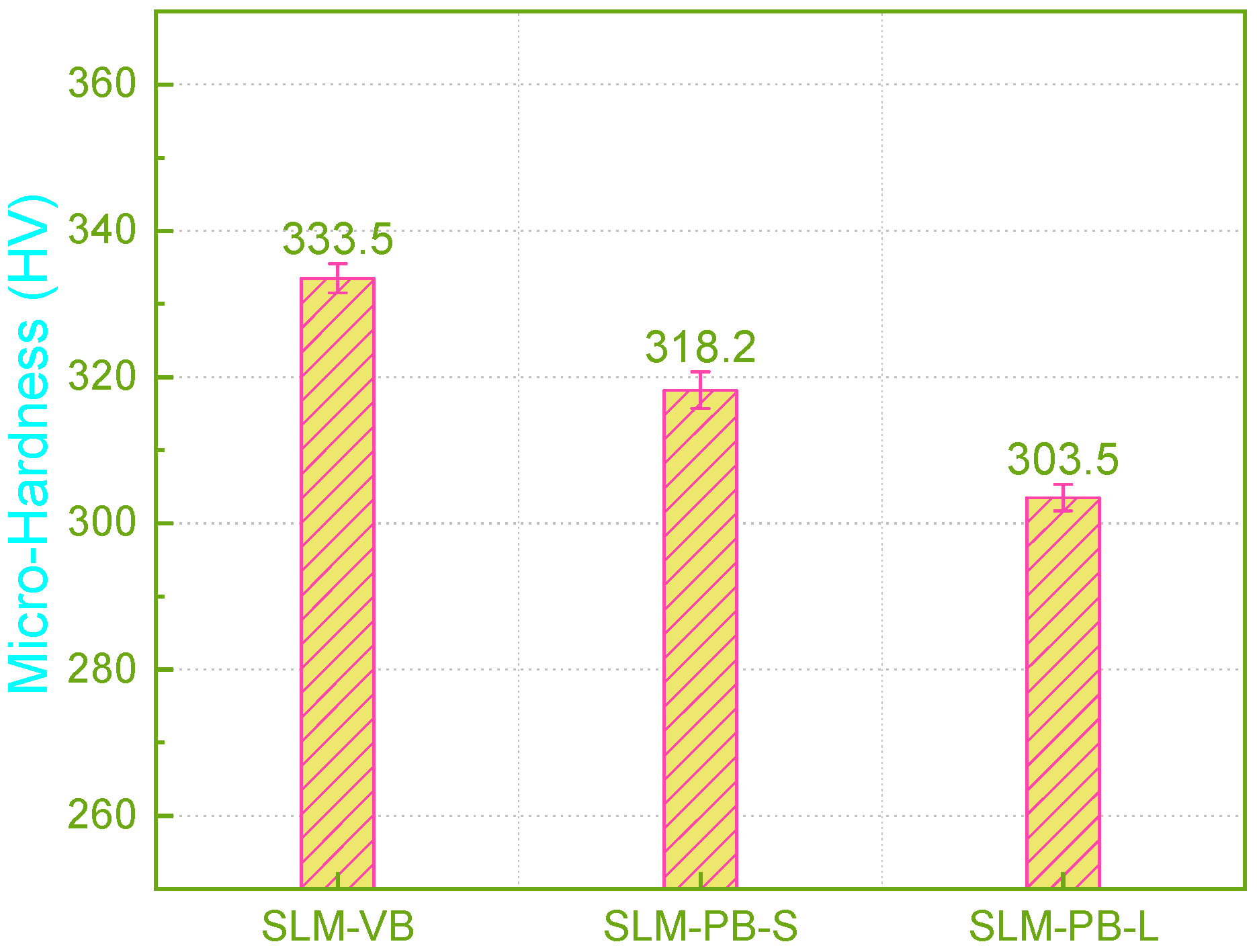
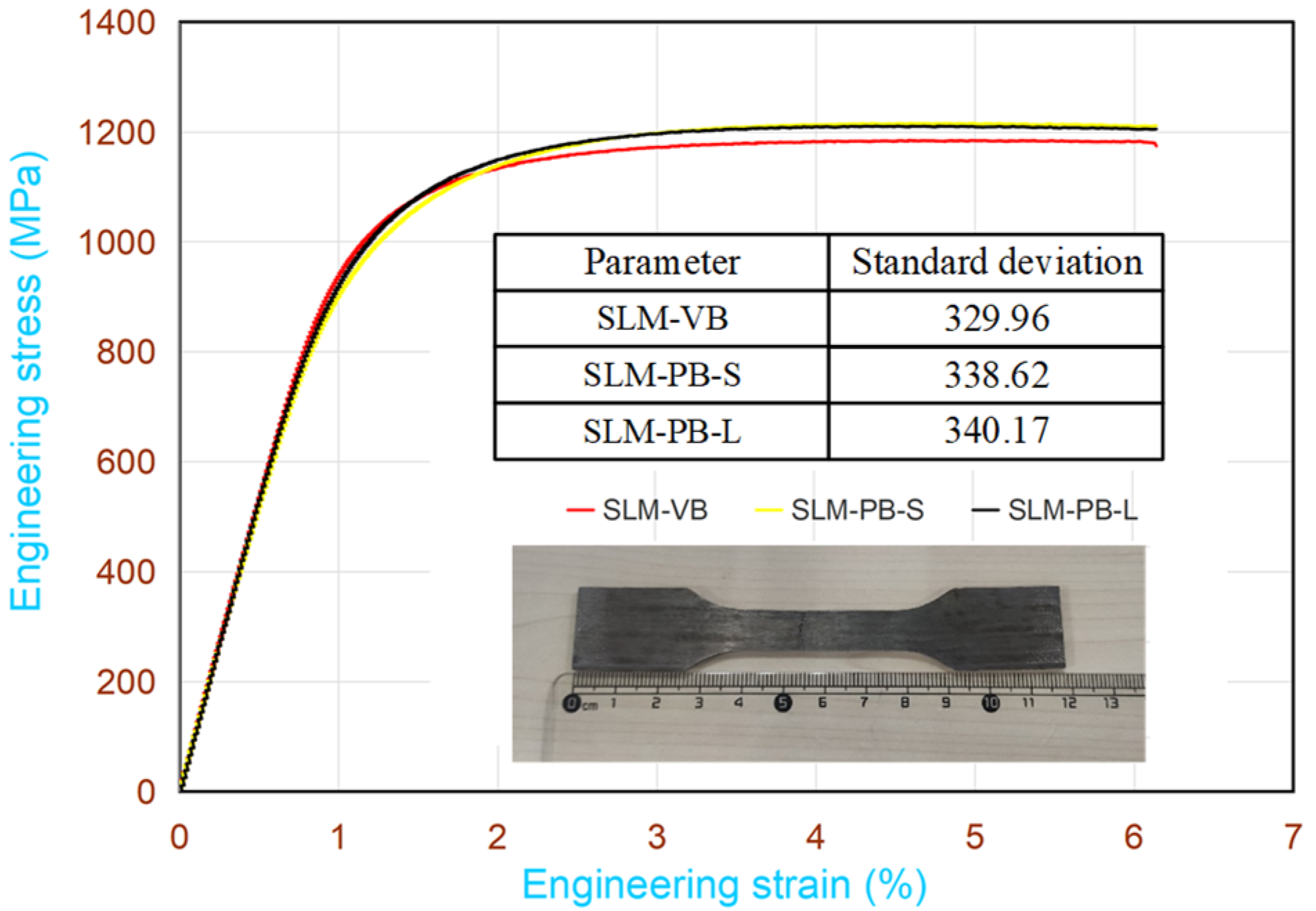
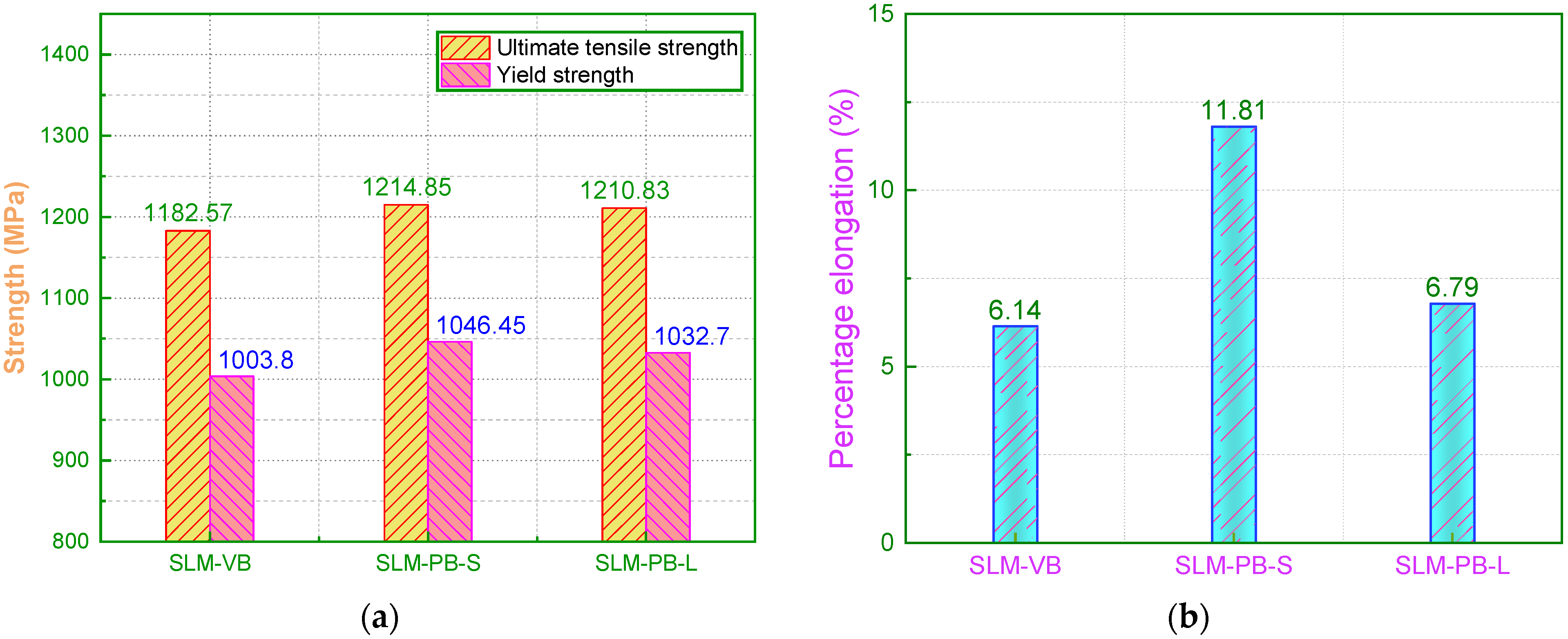
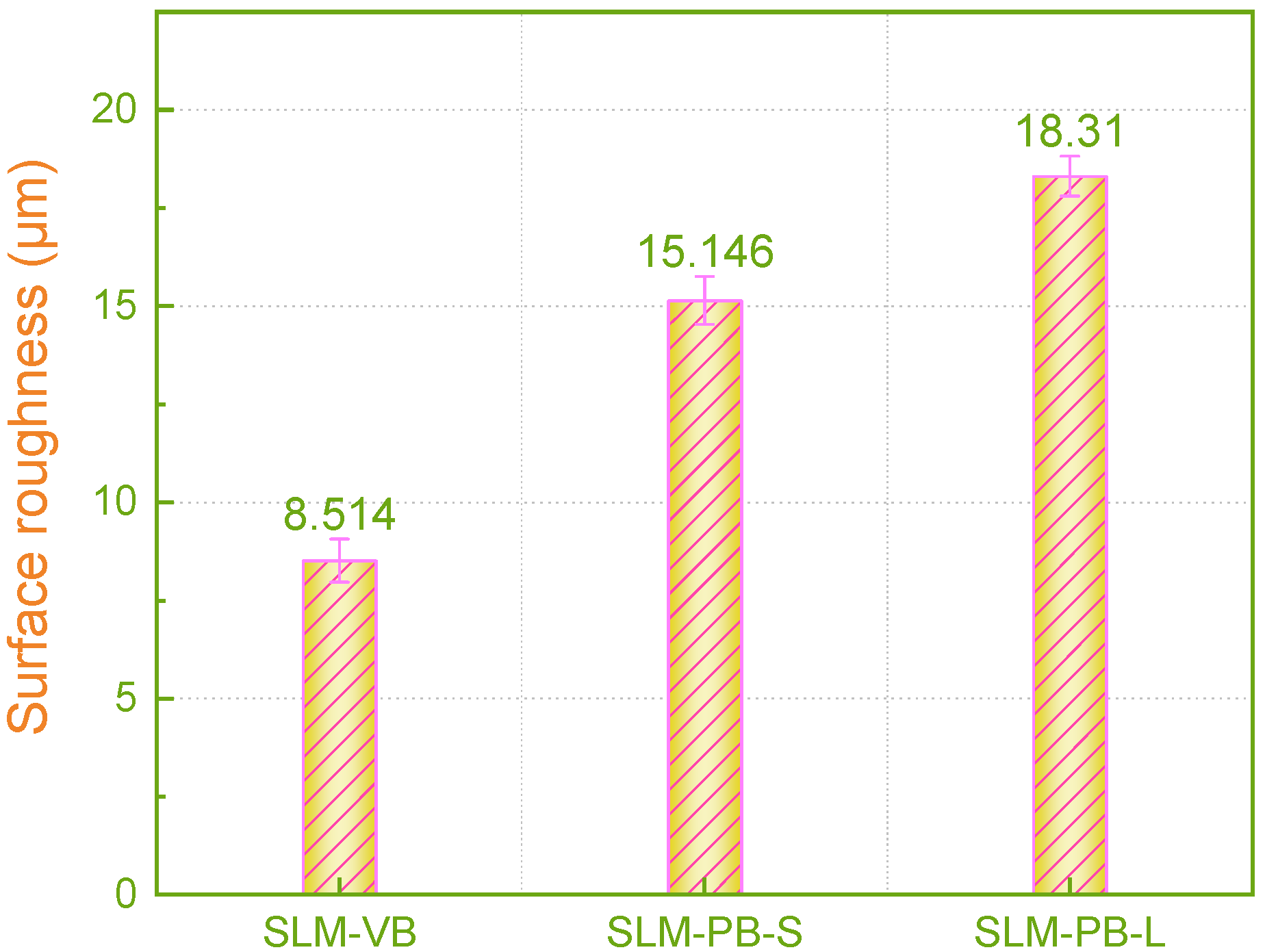
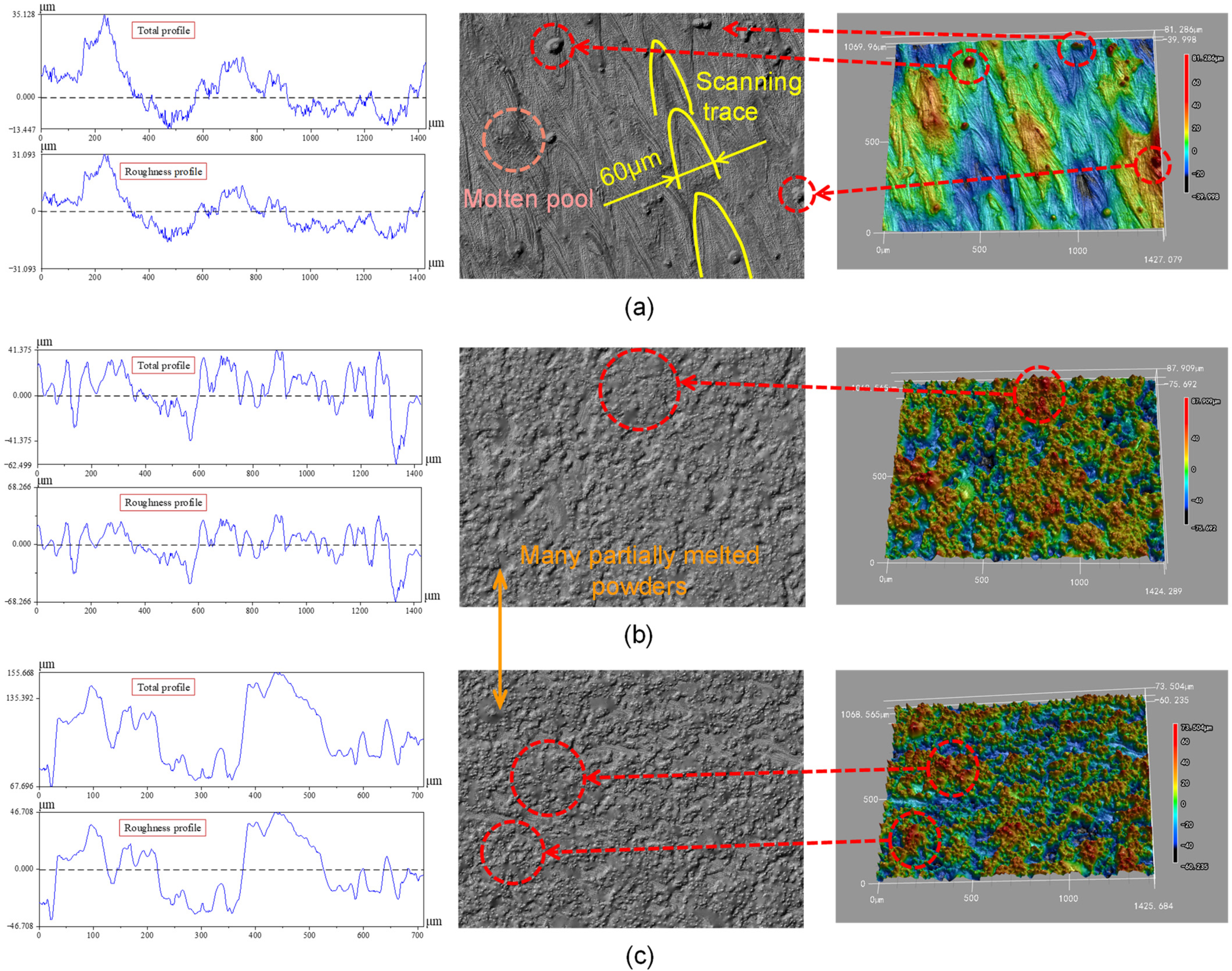
The microhardness test was conducted on a Future-tech (MH-6) machine (FUTURE-TECH, Tokyo, Japan) according to ASTM E384-17 where the load was 0.5 kg and dwell time was 8 s. We used the X-ray residual stress measurement system μ-X360n (Pulstec, Hamamatsu, Japan) to measure the residual stress of samples. The specimens for tensile testing were prepared in accordance with the GB/T 228.1-2010 standard, and the experiment was conducted at a rate of 0.01 mm/s at room temperature. The model of the machine in this test was Instron 5582 (Instron, Boston, MA, USA). The surface topography of the samples was analyzed using laser scanning confocal microscope (Keyence, VK-X200 series, Osaka, Japan). All of the measurements were conducted at five different locations and each final value of micro-hardness, residual stress and surface roughness was the average of the five tests.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}