
Computing the Fatigue Life of Cold Spray Repairs to Simulated Corrosion Damage

 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
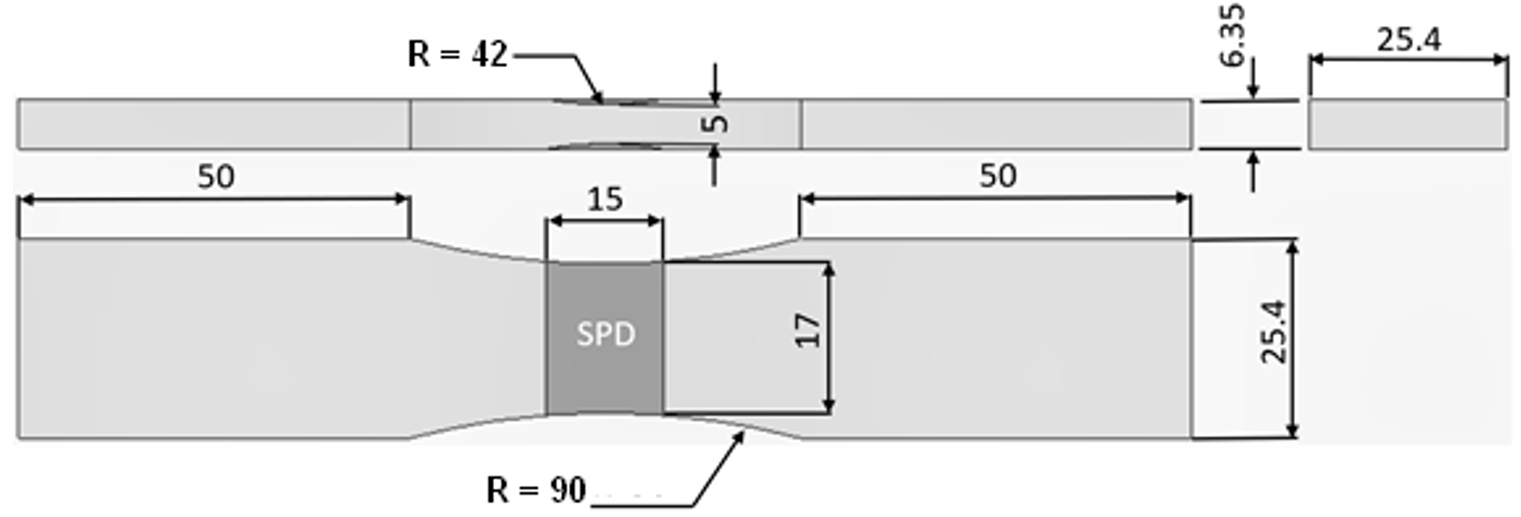
3. Geometric Dimensions and Applied Marker Block Load Spectrum
4. Comparison of the Value of ΔKthr with Values Associated with Surface Breaking Cracks
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jones, R.; Matthews, N.; Baker, A.; Champagne, V. Aircraft Sustainment and Repair; Butterworth-Heinemann Press: Oxford, UK, 2018; ISBN 978008100548. [Google Scholar]
- Champagne, V., Jr.; Matthews, N.; Champagne, V., III. Chapter 14: Introduction to supersonic particle deposition. In Aircraft Sustainment and Repair; Jones, R., Matthews, N., Baker, A., Champagne, V., Eds.; Butterworth-Heinemann Press: Oxford, UK, 2018; pp. 799–844. ISBN 9780081005408. [Google Scholar]
- Matthews, N. Chapter 15: Additive metal technologies for aerospace sustainment. In Aircraft Sustainment and Repair; Jones, R., Matthews, N., Baker, A., Champagne, V., Eds.; Butterworth-Heinemann Press: Oxford, UK, 2018; pp. 845–862. ISBN 9780081005408. [Google Scholar]
- Leyman, P.F.; Champagne, V.K. Cold Spray Process Development for the Reclamation of the Apache Helicopter Mast Support, Army Research Laboratory. ARL-TR-4922. August 2009. Available online: https://apps.dtic.mil/sti/pdfs/ADA505530.pdf (accessed on 9 July 2021).
- Champagne, V.; Helfritch, D. Critical assessment 11: Structural repairs by cold spray. Mater. Sci. Technol. 2015, 31, 627–634. [Google Scholar] [CrossRef]
- Kundu, S.; Jones, R.; Peng, D.; Matthews, N.; Alankar, A.; Singh, R.K.R.; Huang, P. Review of requirements for the durability and damage tolerance certification of additively manufactured aircraft structural parts and AM repairs. Materials 2020, 13, 1341. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jones, R.; Molent, L.; Barter, S.; Matthews, N.; Tamboli, D. Supersonic particle deposition as a means for enhancing the structural integrity of aircraft structures. Int. J. Fatigue 2014, 68, 260–268. [Google Scholar] [CrossRef]
- Matthews, N.; Jones, R.; Peng, D.; Phan, N.; Nguyen, T. Additive metal solutions to aircraft skin corrosion. Aeronaut. J. 2019. [Google Scholar] [CrossRef]
- White, B.; Story, W.; Brewer, L.; Jordon, J.B. Fatigue behaviour of fastener holes in high-strength aluminum plates repaired by cold spray deposition. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 317–329. [Google Scholar] [CrossRef]
- Structures Bulletin EZ-SB-19-01, Durability and Damage Tolerance Certification for Additive Manufacturing of Aircraft Structural Metallic Parts; Wright Patterson Air Force Base: Montgomery, OH, USA, 2019; Available online: https://daytonaero.com/usaf-structures-bulletins-library/ (accessed on 2 July 2021).
- MIL-STD-1530D, Department of Defense Standard Practice Aircraft Structural Integrity Program (ASIP). 13 October 2016. Available online: http://everyspec.com/MIL-STD/MIL-STD.../download.php?spec=MIL-STD-1530D (accessed on 2 July 2021).
- Department of Defense Joint Service Specification Guide, Aircraft Structures. JSSG-2006. October 1998. Available online: http://everyspec.com/USAF/USAF-General/JSSG-2006_10206/ (accessed on 10 July 2020).
- Jones, R.; Matthews, N.; Peng, D.; Raman, S.R.K.; Phan, N. Experimental studies into the analysis required for the durability assessment of 7075 and 6061 cold spray repairs to military aircraft. Aerospace 2020, 7, 119. [Google Scholar] [CrossRef]
- Peng, D.; Jones, R.; Matthews, N.; Tang, C. On the role of the interface on the damage tolerance and durability of cold spray repairs to AA7075-T7351 aluminium alloy wing skins. Appl. Surf. Sci. Adv. 2020, 3, 100052. [Google Scholar] [CrossRef]
- Moridi, A.; Hassani-Gangaraj, S.M.; Vezzú, S.; Trško, L.; Guagliano, M. Fatigue behavior of cold spray coatings: The effect of conventional and severe shot peening as pre-/post-treatment. Surf. Coat. Technol. 2015, 283, 247–254. [Google Scholar] [CrossRef]
- Price, T.S.; Shipway, P.H.; McCartney, D.G. Effect of cold spray deposition of a titanium coating on fatigue behavior of a titanium alloy. J. Therm. Spray Technol. 2006, 15, 507–512. [Google Scholar] [CrossRef]
- Cizek, J.; Matejkova, M.; Dlouhy, I.; Siska, F.; Kay, C.M.; Karthikeyan, S.J.; Kuroda, S.; Kovarik, O.; Siegl, J.; Loke, K.; et al. Influence of cold-sprayed, warm-sprayed and plasma-sprayed layers deposition on fatigue properties of steel specimens. J. Therm. Spray Technol. 2015, 25, 758–768. [Google Scholar] [CrossRef] [Green Version]
- Jones, R. Synchrotron radiation microcomputed tomography for assessing internal cracks in cold spray repairs. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 431–432. [Google Scholar] [CrossRef]
- Yandouzi, M.; Gaydos, S.; Guo, D.; Ghelichi, R.; Jodoin, B. Aircraft skin restoration and evaluation. J. Therm. Spray Technol. 2006, 23, 1281–1290. [Google Scholar] [CrossRef]
- Bagherifard, S.; Guagliano, M. Fatigue performance of cold spray deposits: Coating, repair and additive manufacturing cases. Int. J. Fatigue 2020, 139, 105744. [Google Scholar] [CrossRef]
- Jones, R. Fatigue crack growth and damage tolerance. Fatigue Fract. Eng. Mater. Struct. 2014, 37, 463–483. [Google Scholar] [CrossRef]
- Schwalbe, K.H. On the beauty of analytical models for fatigue crack propagation and fracture-A personal historical review. J. ASTM Intl. 2010, 7, 3–73. [Google Scholar] [CrossRef]
- Jones, R.; Kinloch, A.J.; Michopoulos, J.; Iliopoulos, A.P. Crack growth in adhesives: Similitude and the Hartman-Schijve equation. Compos. Struct. 2021, 273, 114260. [Google Scholar] [CrossRef]
- Peng, D.; Huang, P.; Jones, R. Practical Computational Fracture Mechanics for Aircraft Structural Integrity, Aircraft Sustainment and Repair; Jones, R., Baker, A., Matthews, N., Champagne, V., Eds.; Elsevier: Amsterdam, The Netherlands, 2017; ISBN 9780081005408. [Google Scholar]
- Jones, R.; Peng, D.; McMillan, A. Crack growth from naturally occurring material discontinuities, Chapter 5. In Aircraft Sustainment and Repair; Jones, R., Matthews, N., Baker, A.A., Champagne, V., Jr., Eds.; Butterworth-Heinemann Press: Oxford, UK, 2018; pp. 129–190. ISBN 9780081005408. [Google Scholar]
- Tamboli, D.; Barter, S.; Jones, R. On the growth of cracks from etch pits and the scatter associated with them under a miniTWIST spectrum. Int. J. Fatigue 2018, 109, 10–16. [Google Scholar] [CrossRef]
- Tan, J.L.; Chen, B.K. Prediction of fatigue life in aluminum alloy (AA7050-T7451) structures in the presence of multiple artificial short cracks. Theor. Appl. Fract. Mech. 2015, 78, 1–7. [Google Scholar] [CrossRef]
- Sanaei, N.; Fatemi, A. Defect-based fatigue life prediction of L-PBF additive manufactured metals. Eng. Fract. Mech. 2021, 244. [Google Scholar] [CrossRef]
- Zhang, Y.; Zheng, K.; Heng, J.; Zhu, J. Corrosion-fatigue evaluation of uncoated weathering steel bridges. Appl. Sci. 2019, 9, 3461. [Google Scholar] [CrossRef] [Green Version]
- Godefroid, L.B.; Moreira, L.P.; Vilela, T.C.G.; Faria, G.L.; Candido, L.C.; Pinto, E.S. Effect of chemical composition and microstructure on the fatigue crack growth resistance of pearlitic steels for railroad application. Int. J. Fatigue 2019, 120, 241–253. [Google Scholar] [CrossRef]
- Cano, A.J.; Salazar, A.; Rodríguez, J. Evaluation of different crack driving forces for describing the fatigue crack growth behaviour of PET-G. Int. J. Fatigue 2018, 107, 27–32. [Google Scholar] [CrossRef]
- Rocha, A.V.M.; Akhavan-Safar, A.; Carbas, R.; Marques, E.A.S.; Goyal, R.; El-Zein, M.; da Silva, L.F.M. Paris law relations for an epoxy-based adhesive. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2019. [Google Scholar] [CrossRef]
- Main, B.; Evans, R.; Walker, K.; Yu, X.; Molent, L. Lessons from a fatigue prediction challenge for an aircraft wing shear tie post. Int. J. Fatigue 2019, 123, 53–65. [Google Scholar] [CrossRef]
- Lo, M.; Jones, R.; Bowler, A.; Dorman, M.; Edwards, D. Crack growth at fastener holes containing intergranular cracking. Fatigue Fract. Eng. Mater. Struct. 2017, 40, 1664–1675. [Google Scholar] [CrossRef]
- Molent, L.; Jones, R. The influence of cyclic stress intensity threshold on fatigue life scatter. Int. J. Fatigue 2016, 82, 748–756. [Google Scholar] [CrossRef]
- Jones, R.; Raman, S.R.K.; McMillan, A.J. Crack growth: Does microstructure play a role? Eng. Fract. Mech. 2018, 187, 190–210. [Google Scholar] [CrossRef]
- Jones, R.; Peng, D.; Raman, S.R.K.; Huang, P. Computing the growth of small cracks in the assist round robin helicopter challenge. Metals 2020, 10, 944. [Google Scholar] [CrossRef]
- Jones, R.; Molaei, R.; Fatemi, A.; Peng, D.; Phan, N. A note on computing the growth of small cracks in AM Ti-6Al-4V, 1st Virtual European conference on fracture. Procedia Struct. Integr. 2020, 28, 364–369. [Google Scholar] [CrossRef]
- Jones, R.; Rans, C.; Iliopoulos, A.P.; Michopoulos, J.G.; Phan, N.; Peng, D. Modelling the variability and the anisotropic behaviour of crack growth in SLM Ti-6Al-4V. Materials 2021, 14, 1400. [Google Scholar] [CrossRef]
- Sanaei, N.; Fatemi, A. Defects in additive manufactured metals and their effect on fatigue performance: A state-of-the-art review. Prog. Mater. Sci. 2021, 117, 100724. [Google Scholar] [CrossRef]
- Shamir, M.; Zhang, X.; Syed, K.A. Characterising and representing small crack growth in an additive manufactured titanium alloy. Eng. Fract. Mech. 2021. [Google Scholar] [CrossRef]
- Jones, R.; Kovarik, O.; Bagherifard, S.; Cizek, J.; Lang, J.; Papyan, V. Damage tolerance assessment of am 304l and cold spray fabricated 316l steels and its implications for attritable aircraft. Eng. Fract. Mech. 2021, 254, 107916. [Google Scholar] [CrossRef]
- Berens, A.P.; Hovey, P.W.; Skinn, D.A. Risk Analysis for Aging Aircraft Fleets-Volume 1: Analysis, WL-TR-91–3066, Flight Dynamics Directorate, Wright Laboratory, Air Force Systems Command, Wright-Patterson Air Force Base. October 1991. Available online: https://apps.dtic.mil/sti/citations/ADA252000 (accessed on 2 July 2021).
- Main, B.; Molent, L.; Singh, R.; Barter, S. Fatigue crack growth lessons from thirty-five years of the Royal Australian Air Force F/A-18 A/B hornet aircraft structural integrity program. Int. J. Fatigue 2020, 1330. [Google Scholar] [CrossRef]
- Miller, K.J.; Zachariah, K.P. Cumulative damage laws for fatigue crack initiation and stage I propagation. J. Strain Anal. 1977, 11, 262–270. [Google Scholar] [CrossRef]
- Niu, M.C.Y. Composite Airframe Structures: Practical Design Information and Data; Conmilit Press: Hong Kong, China, 1992; ISBN 9627128090. [Google Scholar]
- Rouchon, J. Fatigue and Damage Tolerance Evaluation of Structures: The Composite Materials Response; NLR-TP-2009-221; National Aerospace Laboratory NLR: Rotterdam, The Netherlands, 2009; Available online: https://reports.nlr.nl/handle/10921/224 (accessed on 2 July 2021).
- Det Norske Veritas, Recommended Practice, RP-C203: Fatigue Design of Offshore Steel Structures. DNVGL-RP-0005. June 2014. Available online: https://rules.dnv.com/docs/pdf/dnvpm/codes/docs/2010-04/RP-C203.pdf (accessed on 2 July 2021).
- Det Norske Veritas, Offshore Standard, Composite Components. DNV-OS-C50. November 2013. Available online: https://www.dnv.com/oilgas/download/dnvgl-st-c501-composite-components.html (accessed on 2 July 2021).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spectrum | Pmax | Cycles | |
|---|---|---|---|
| kN | R = 0.1 | R = 0.8 | |
| 3 | 30 | 300 | 15,000 |
| 5 | 26.77 | 300 | 15,000 |
| Specimen ID | Block Load Spectrum | Thickness * of Cold Spray (mm) |
|---|---|---|
| 1 | 3 | 0.735 |
| 2 | 5 | 0.730 |
| 3 | 5 | 0.840 |
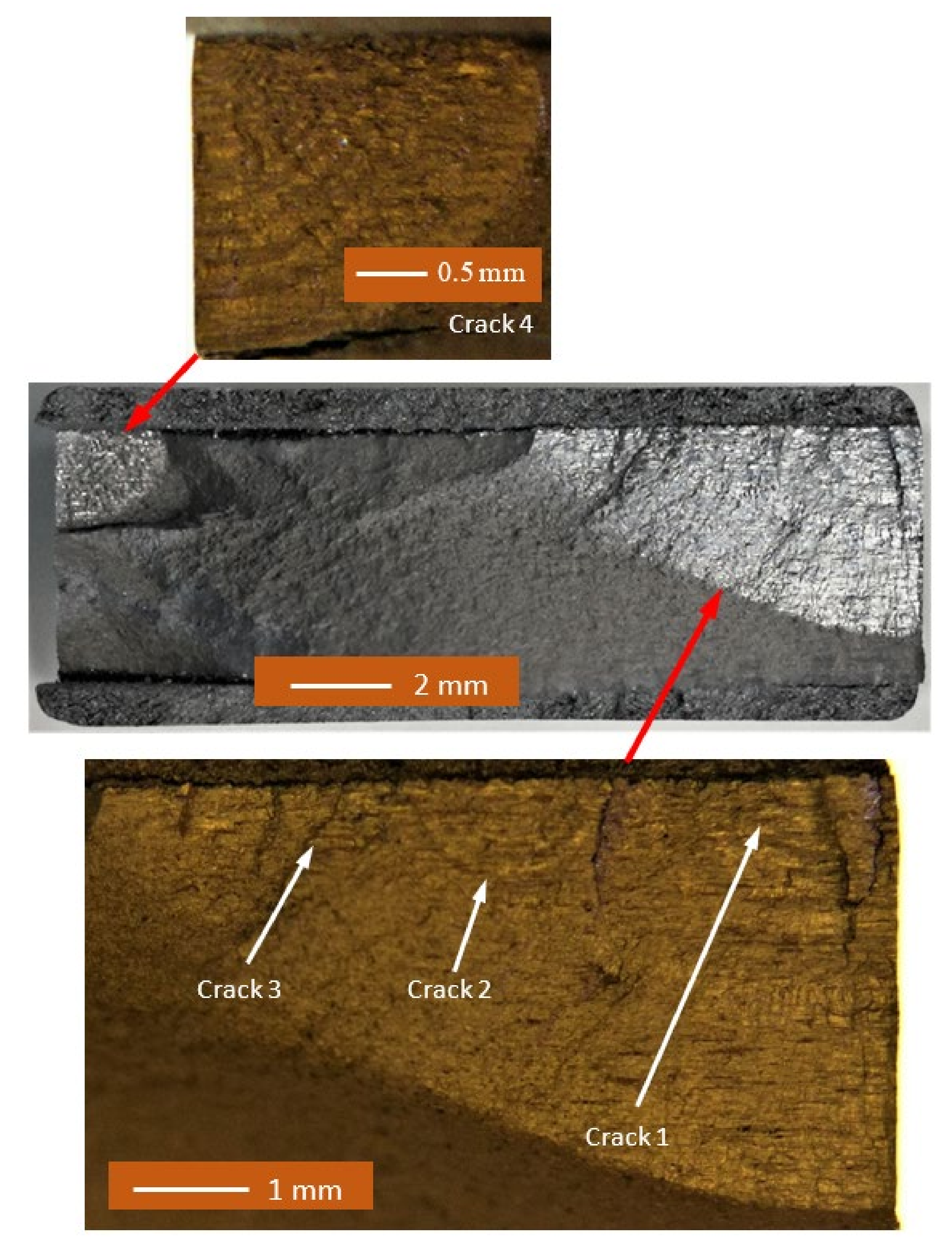
| Specimen ID | Crack ID | Initial Crack Sizes Used in the Analysis (mm) | ΔKthr (MPa √m) |
|---|---|---|---|
| 1 | 1 | 0.0300 | 0.06 |
| 2 | 0.0275 | 0.07 | |
| 3 | 0.0310 | 0.05 | |
| 4 | 0.0410 | 0.07 | |
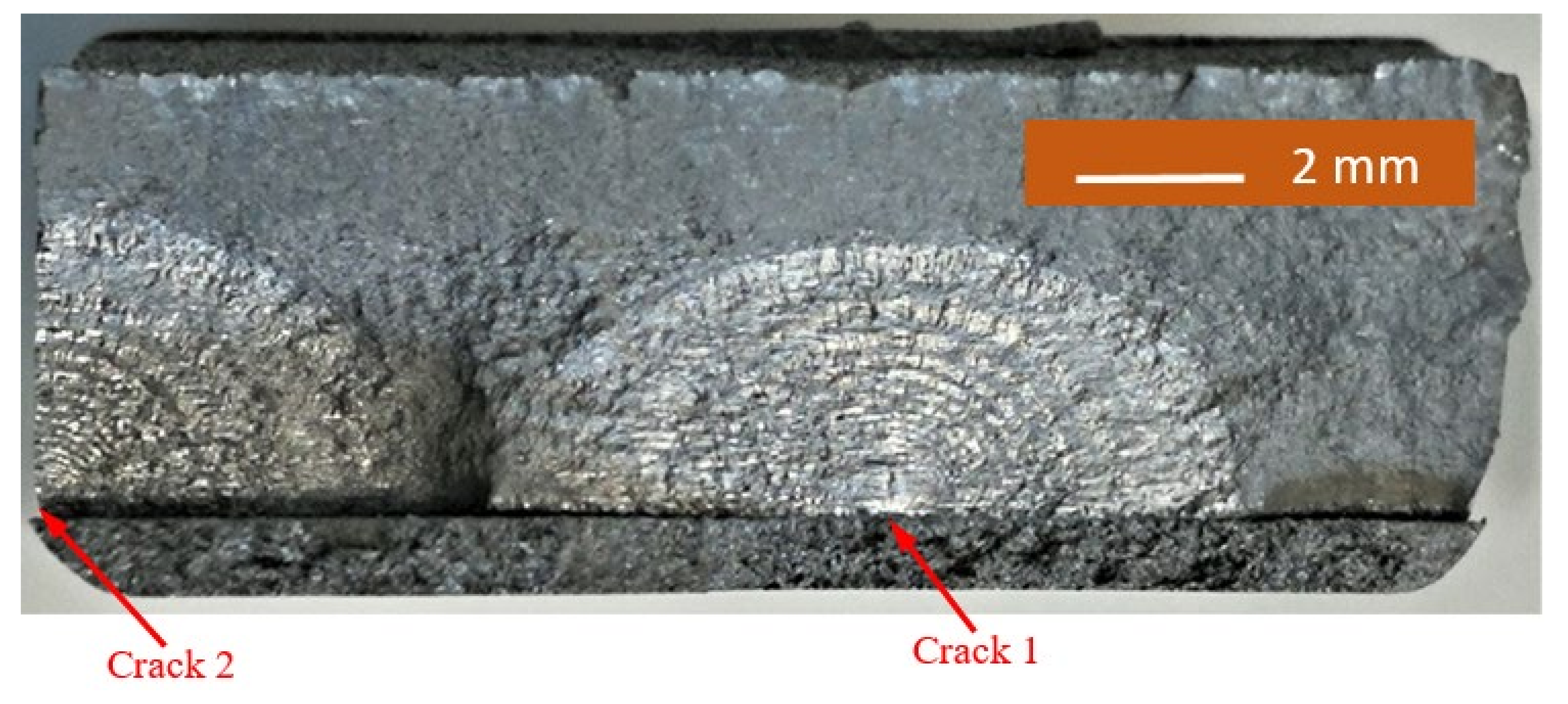
| 2 | 1 | 0.0263 | 0.150 |
| 2 | 0.0342 | 0.252 | |
| 3 | 0.0255 | 0.143 | |
| 3 | 1 | 0.0480 | 0.2 |
| 2 | 0.006 | 0.12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, D.; Tang, C.; Matthews, N.; Jones, R.; Kundu, S.; Raman, R.K.S.; Alankar, A. Computing the Fatigue Life of Cold Spray Repairs to Simulated Corrosion Damage. Materials 2021, 14, 4451. https://doi.org/10.3390/ma14164451
Peng D, Tang C, Matthews N, Jones R, Kundu S, Raman RKS, Alankar A. Computing the Fatigue Life of Cold Spray Repairs to Simulated Corrosion Damage. Materials. 2021; 14(16):4451. https://doi.org/10.3390/ma14164451
Chicago/Turabian StylePeng, Daren, Caixian Tang, Neil Matthews, Rhys Jones, Sudip Kundu, R. K. Singh Raman, and Alankar Alankar. 2021. "Computing the Fatigue Life of Cold Spray Repairs to Simulated Corrosion Damage" Materials 14, no. 16: 4451. https://doi.org/10.3390/ma14164451
APA StylePeng, D., Tang, C., Matthews, N., Jones, R., Kundu, S., Raman, R. K. S., & Alankar, A. (2021). Computing the Fatigue Life of Cold Spray Repairs to Simulated Corrosion Damage. Materials, 14(16), 4451. https://doi.org/10.3390/ma14164451