
Development of 3D Printable Cementitious Composites with the Incorporation of Polypropylene Fibers



Abstract
:1. Introduction
2. Methodology
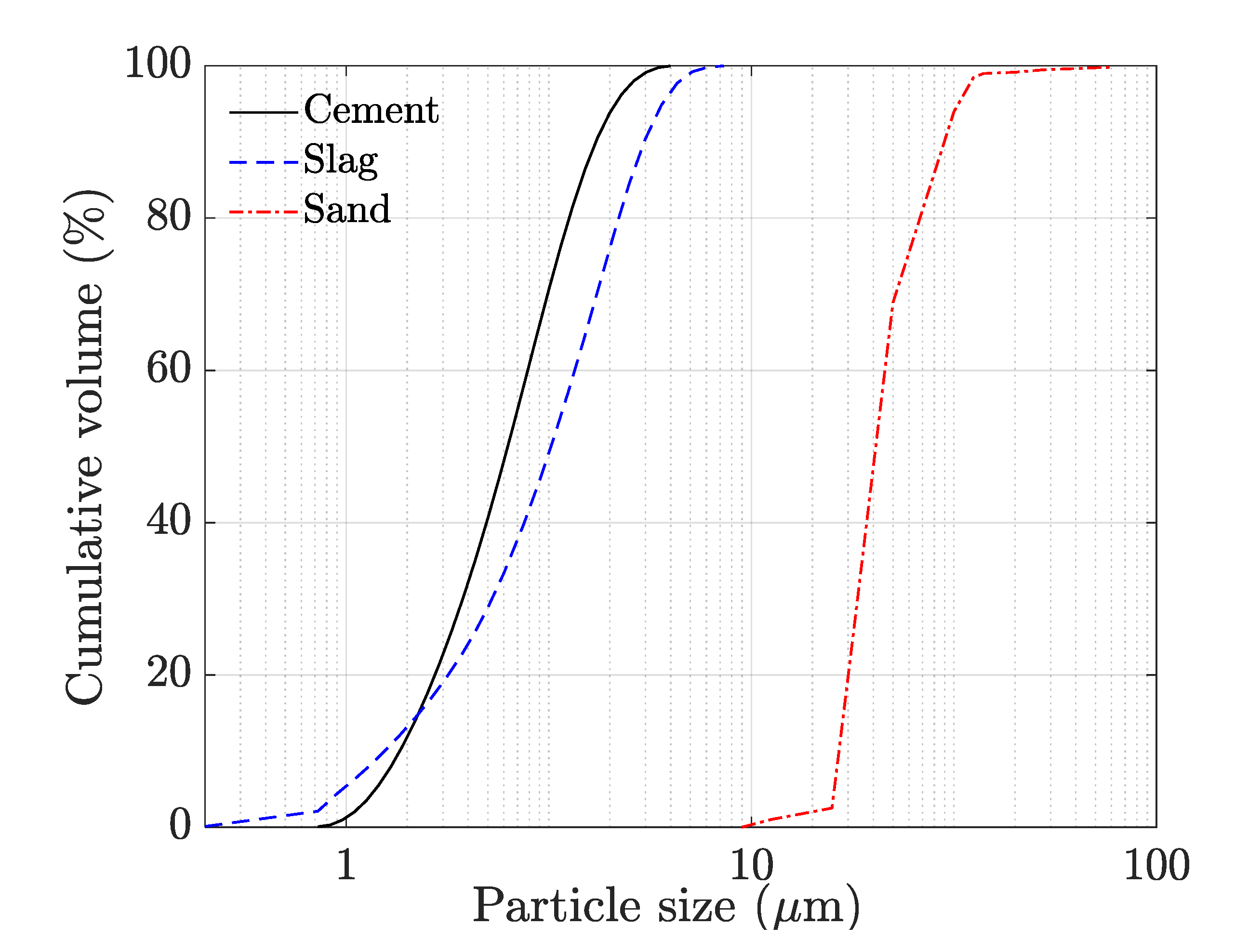
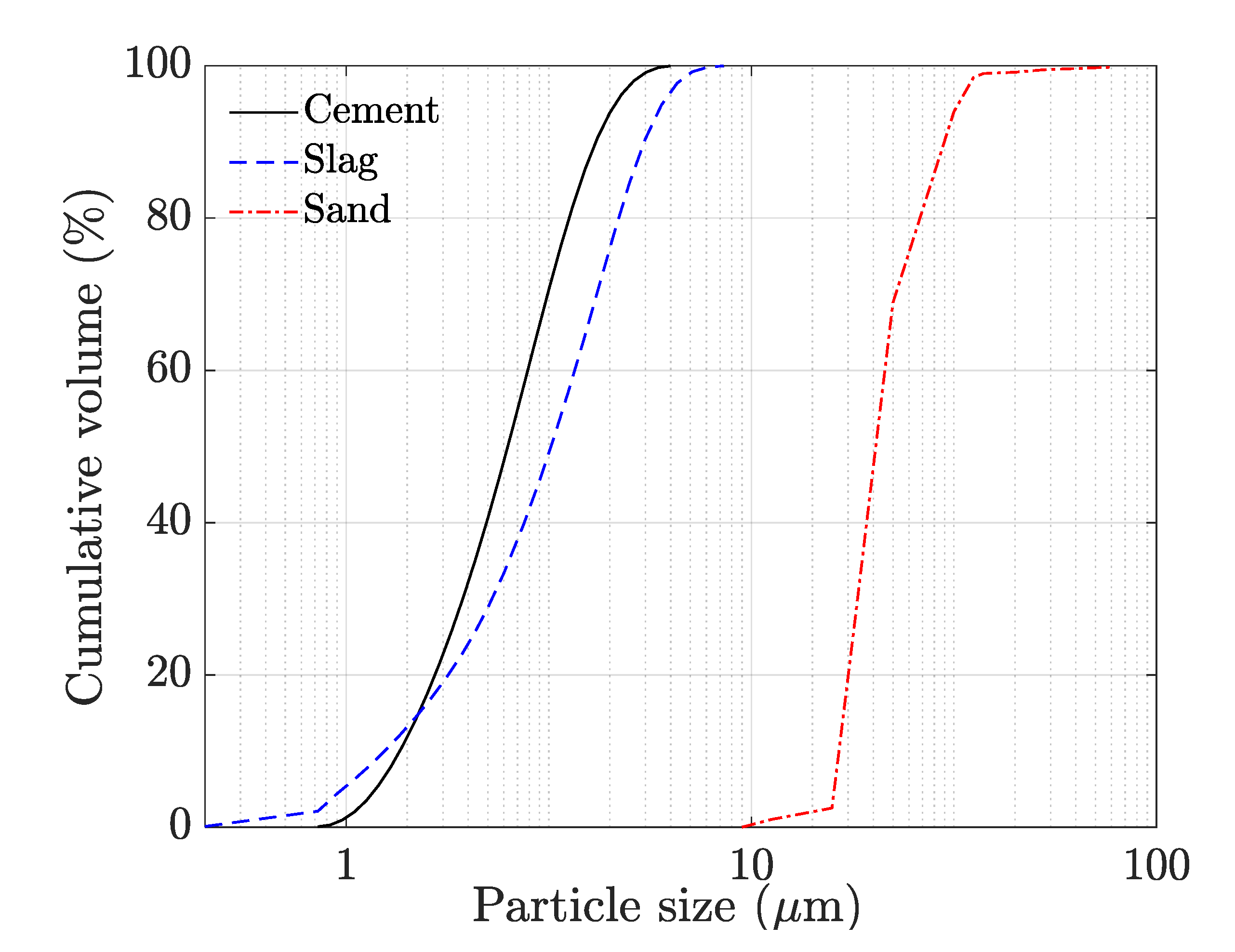
2.1. Materials and Mix Compositions
2.2. Assessment of Workability
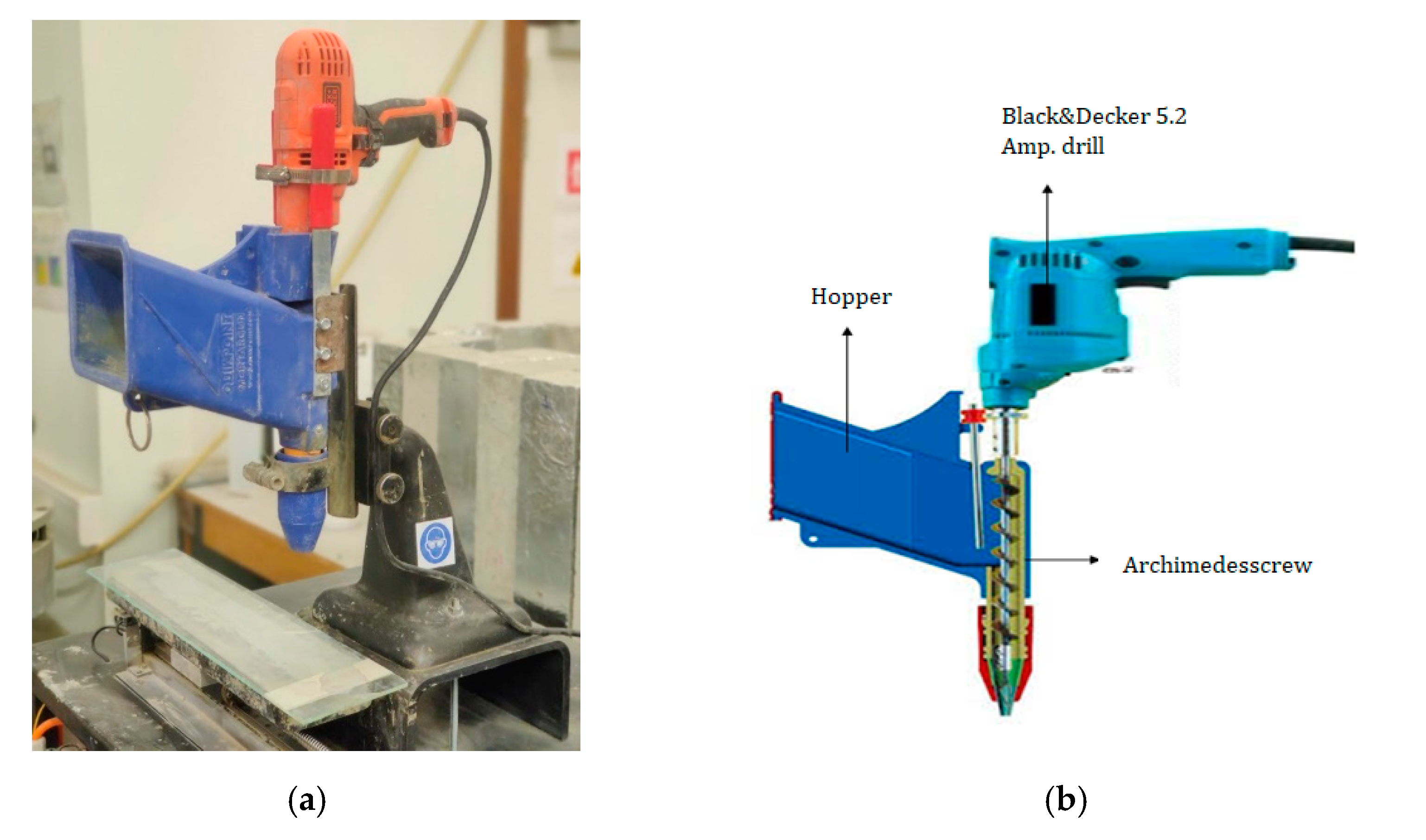
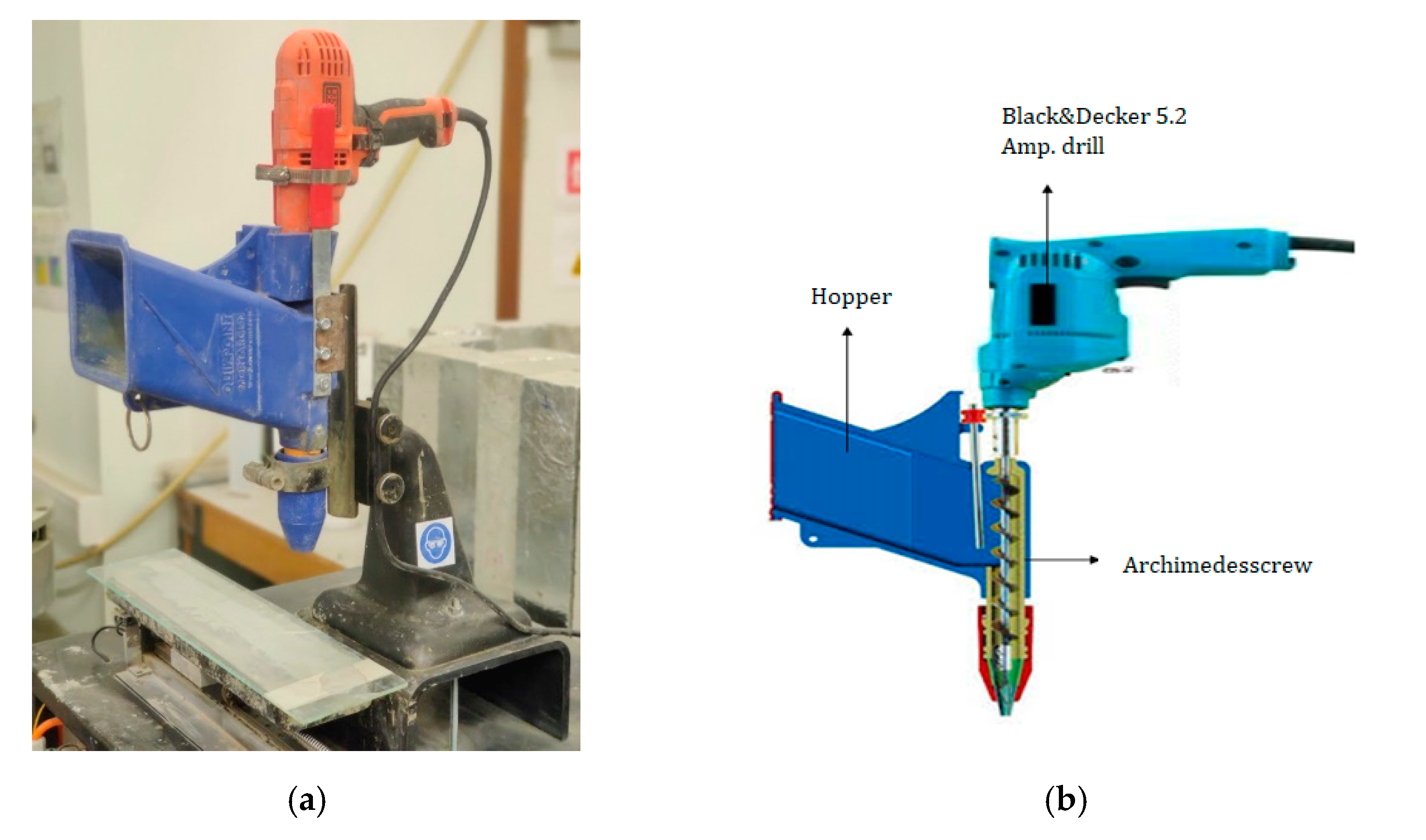
2.3. Printing Trials
2.4. Determination of Compressive Strength
2.5. Determination of Flexural Strength
2.6. Pore Structure Assessment by Mercury Intrusion Porosimetry
2.7. Shrinkage Measurements
3. Results and Discussions
3.1. Assessment of Workability
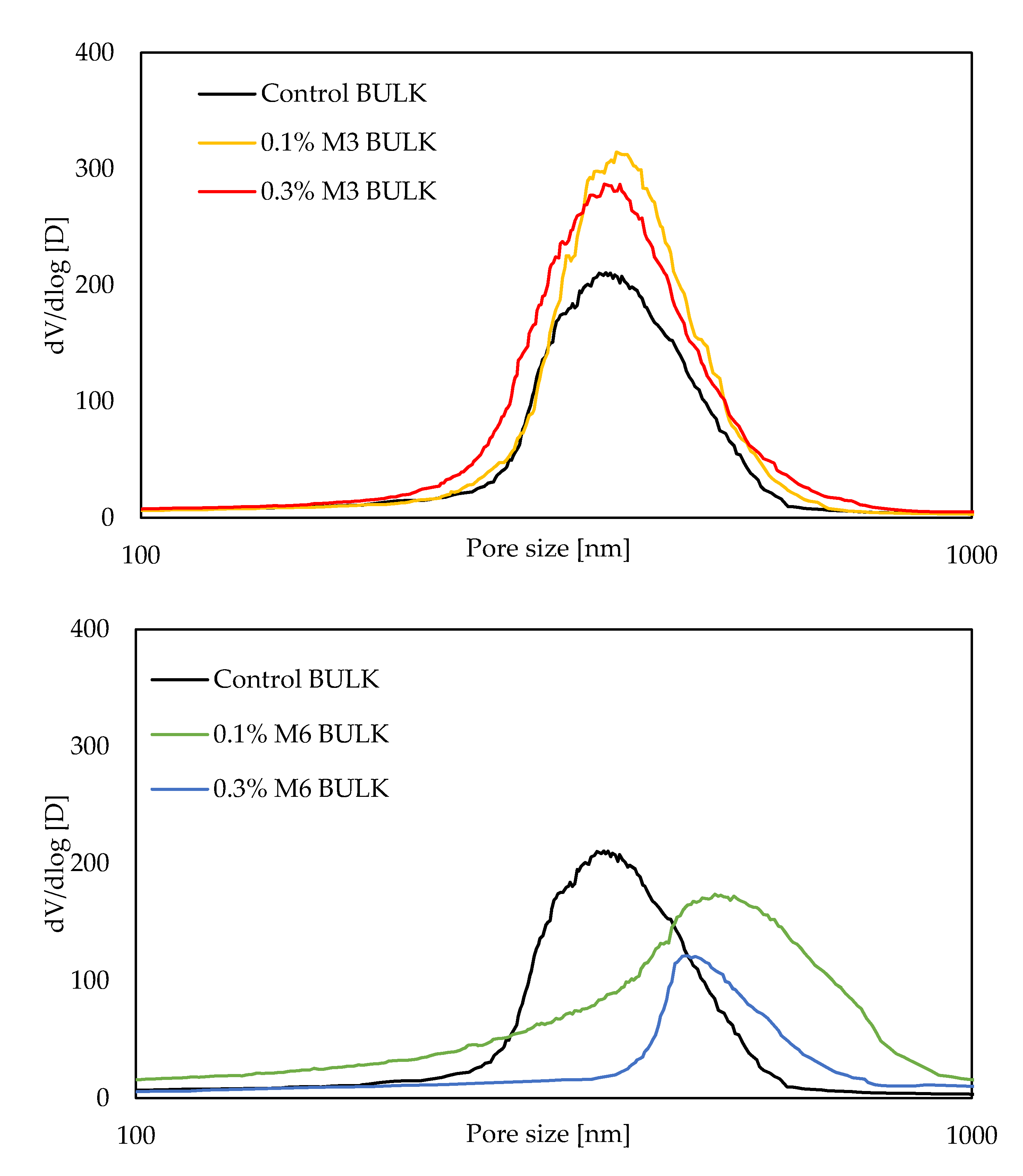
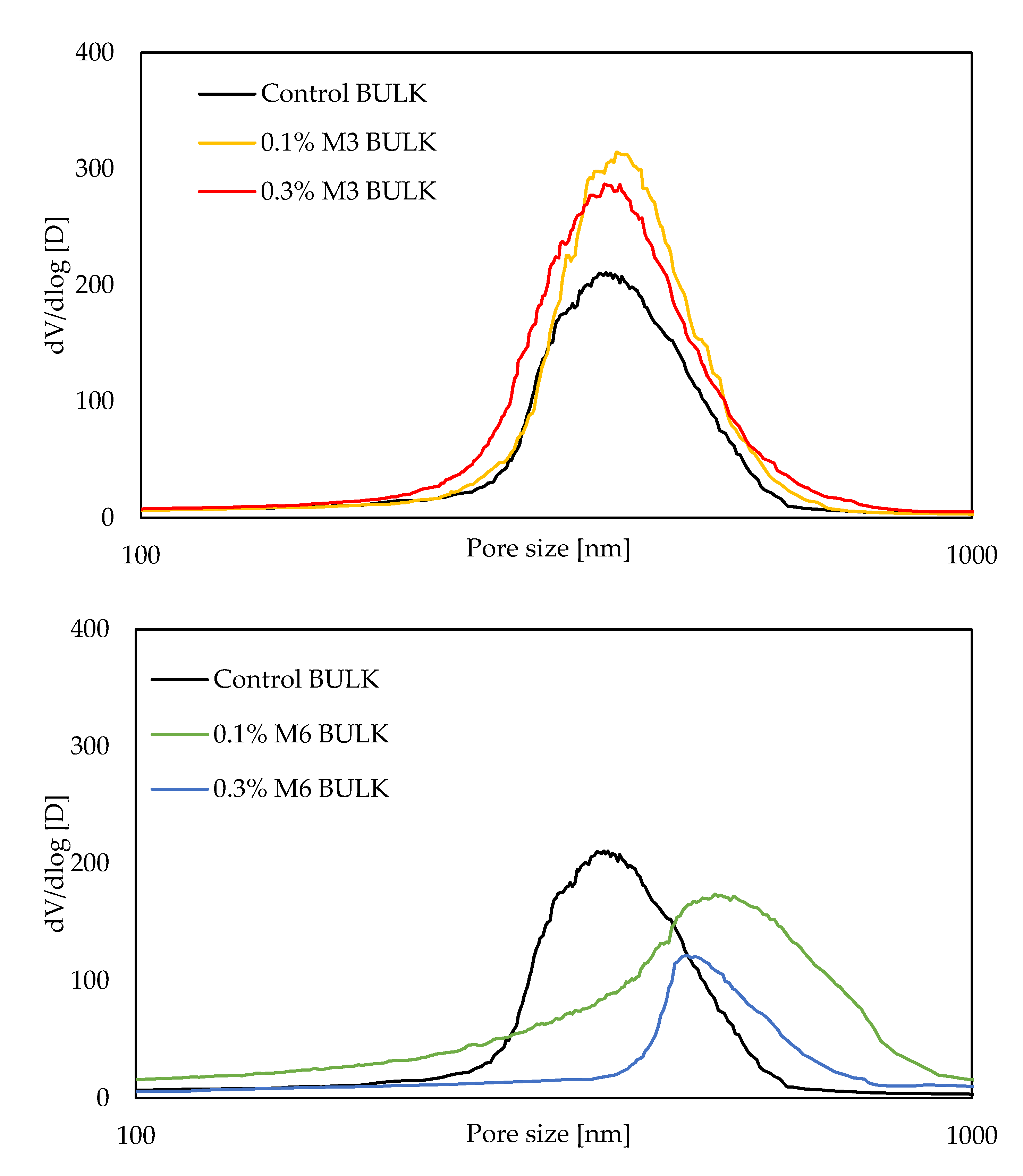
3.2. Porosity
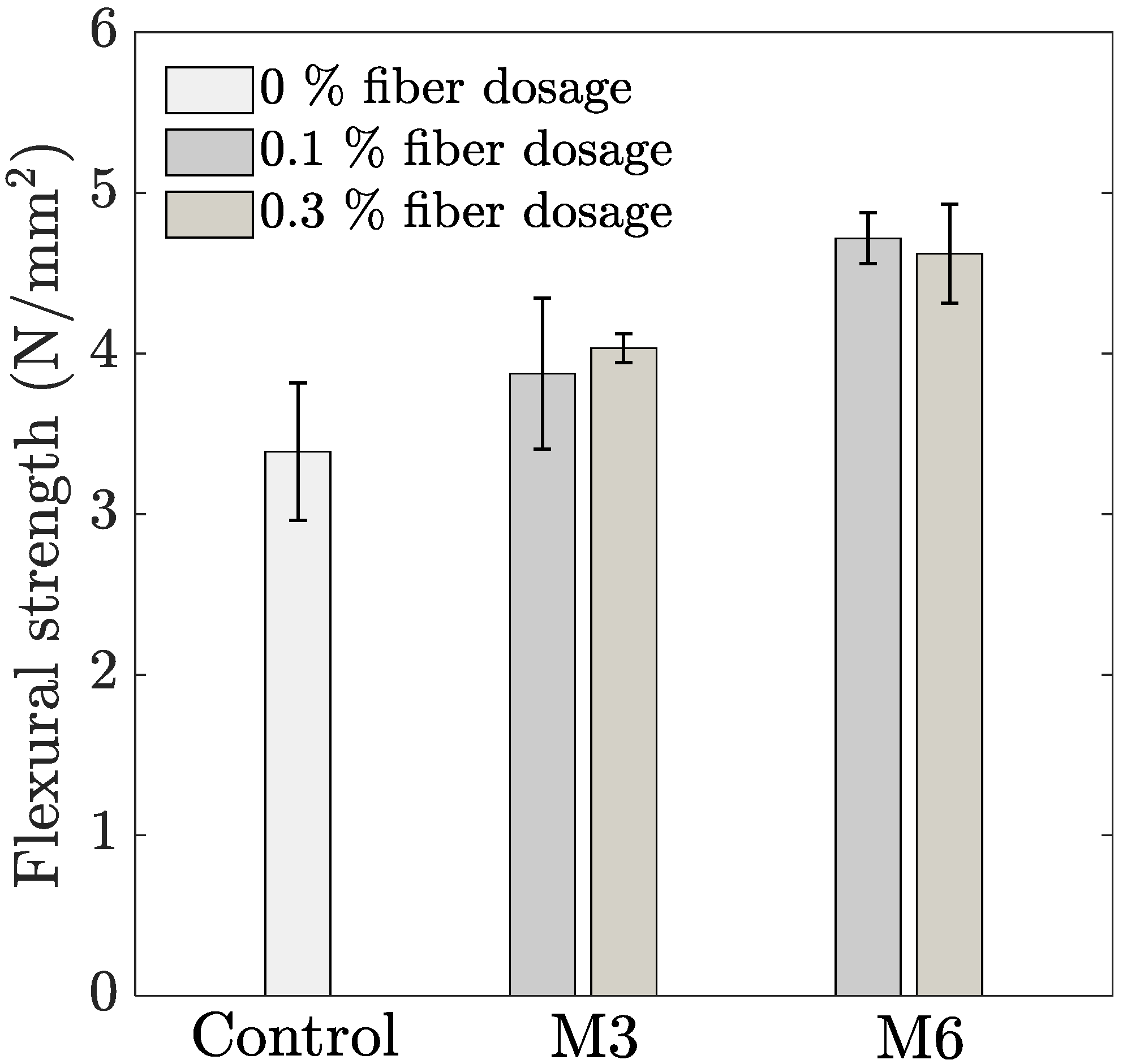
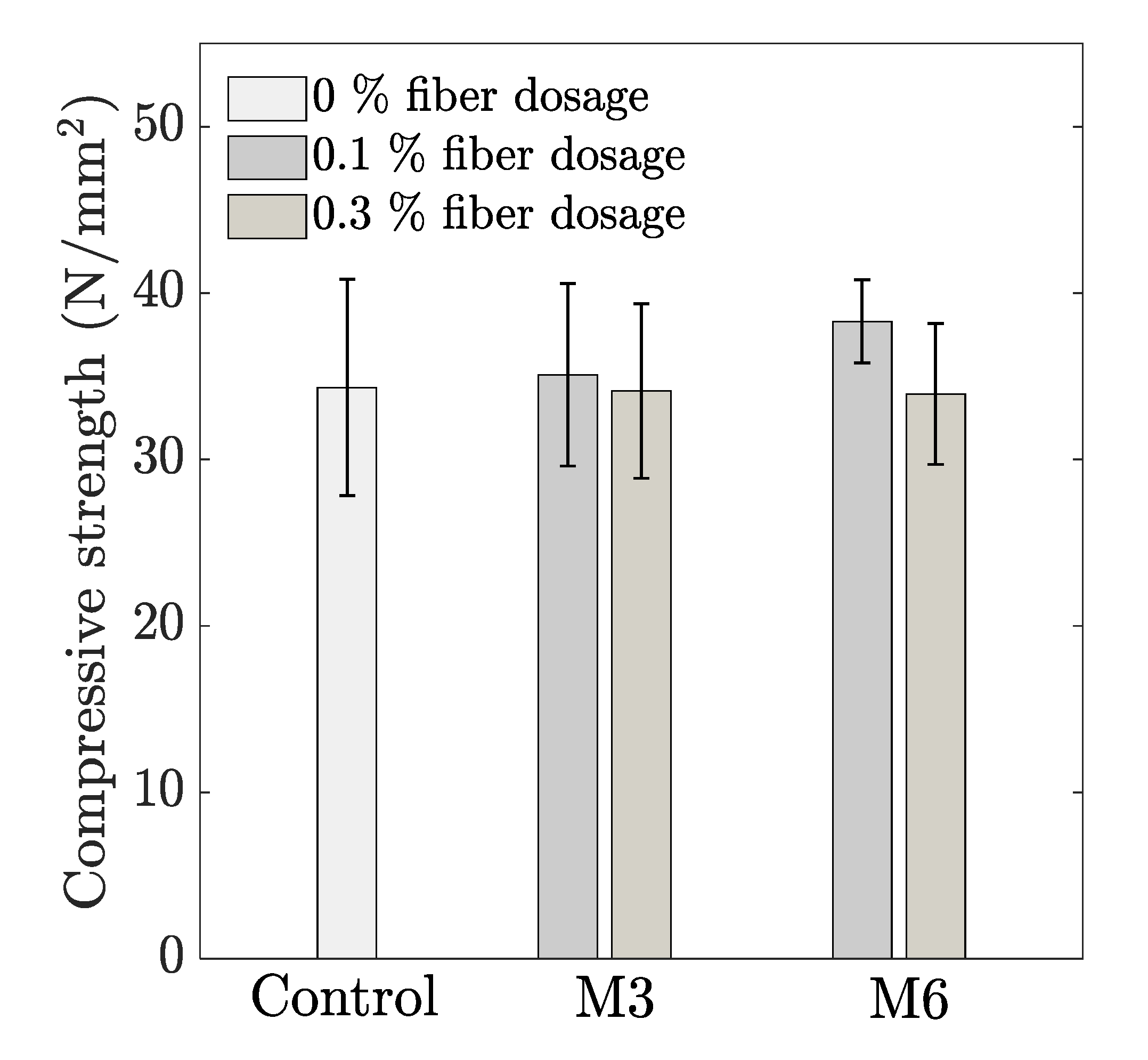
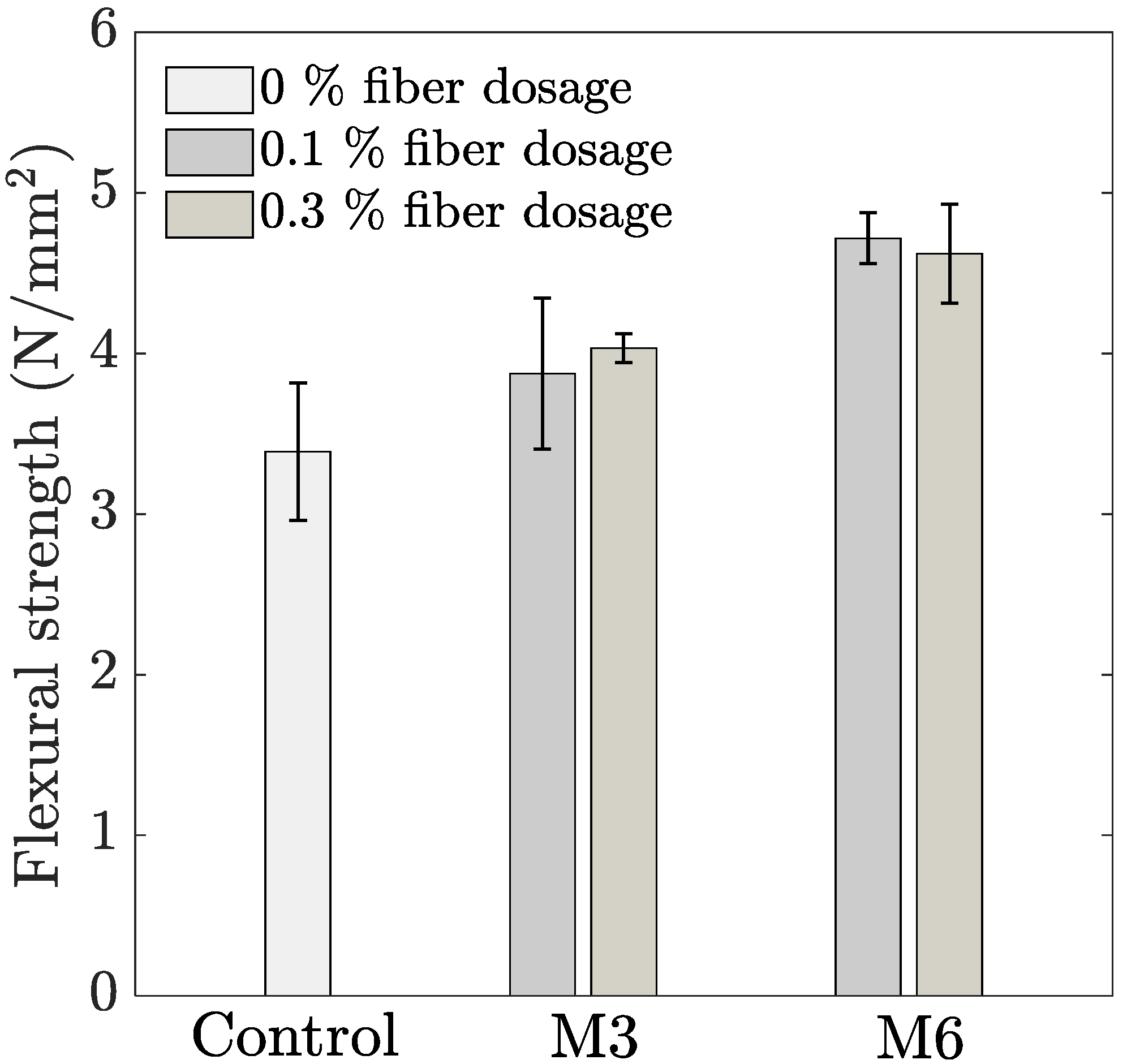
3.3. Compressive and Flexural Strength
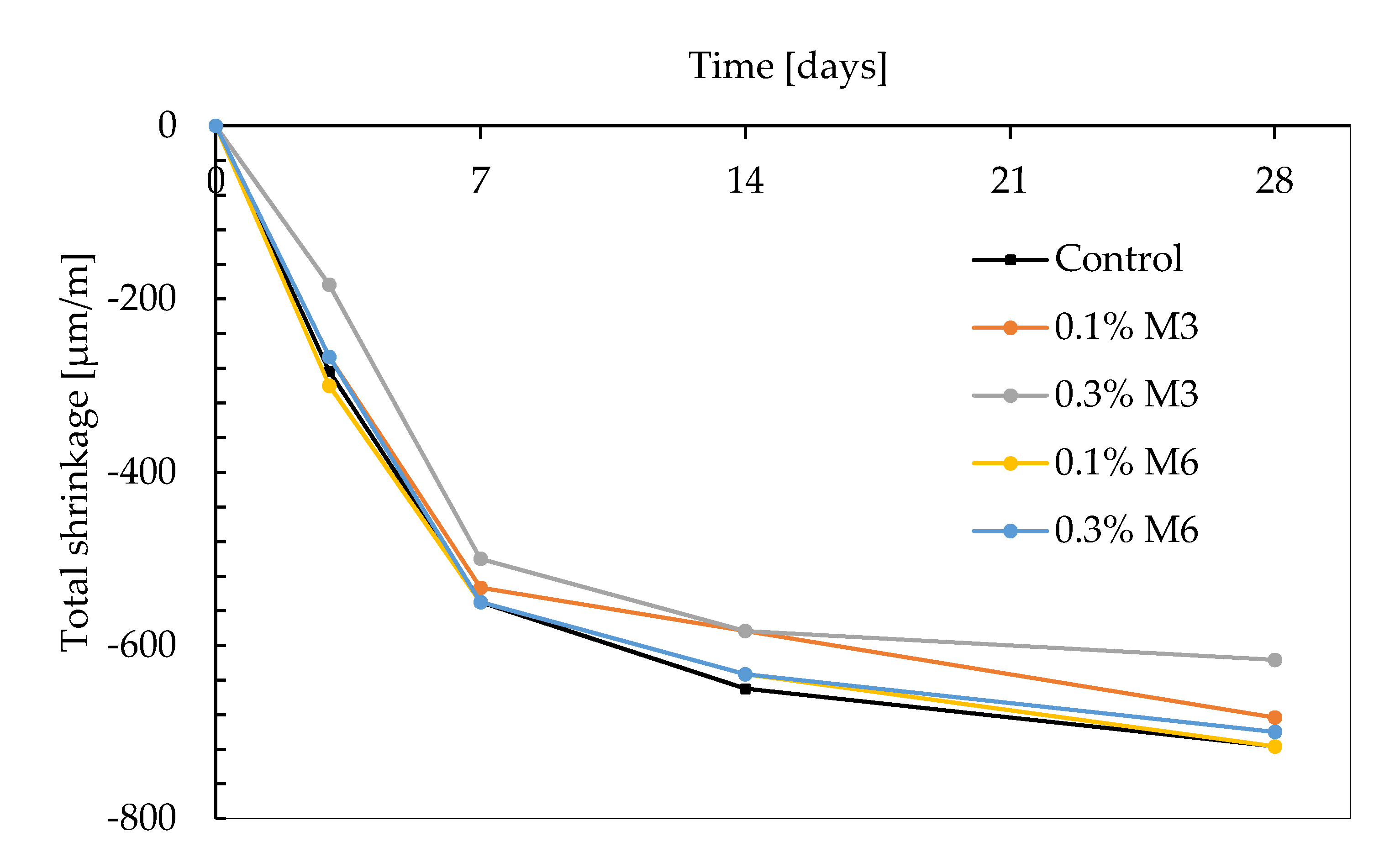
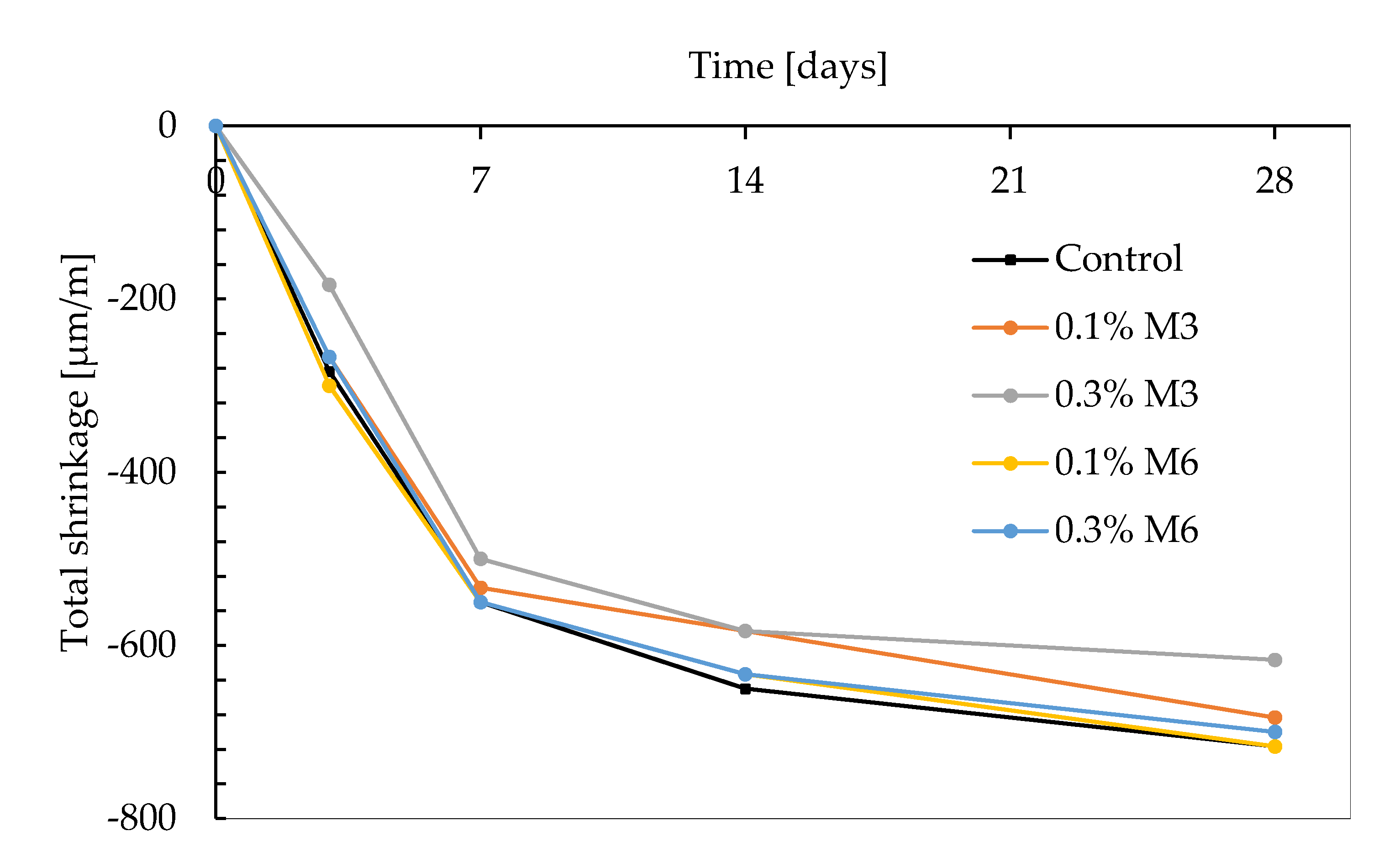
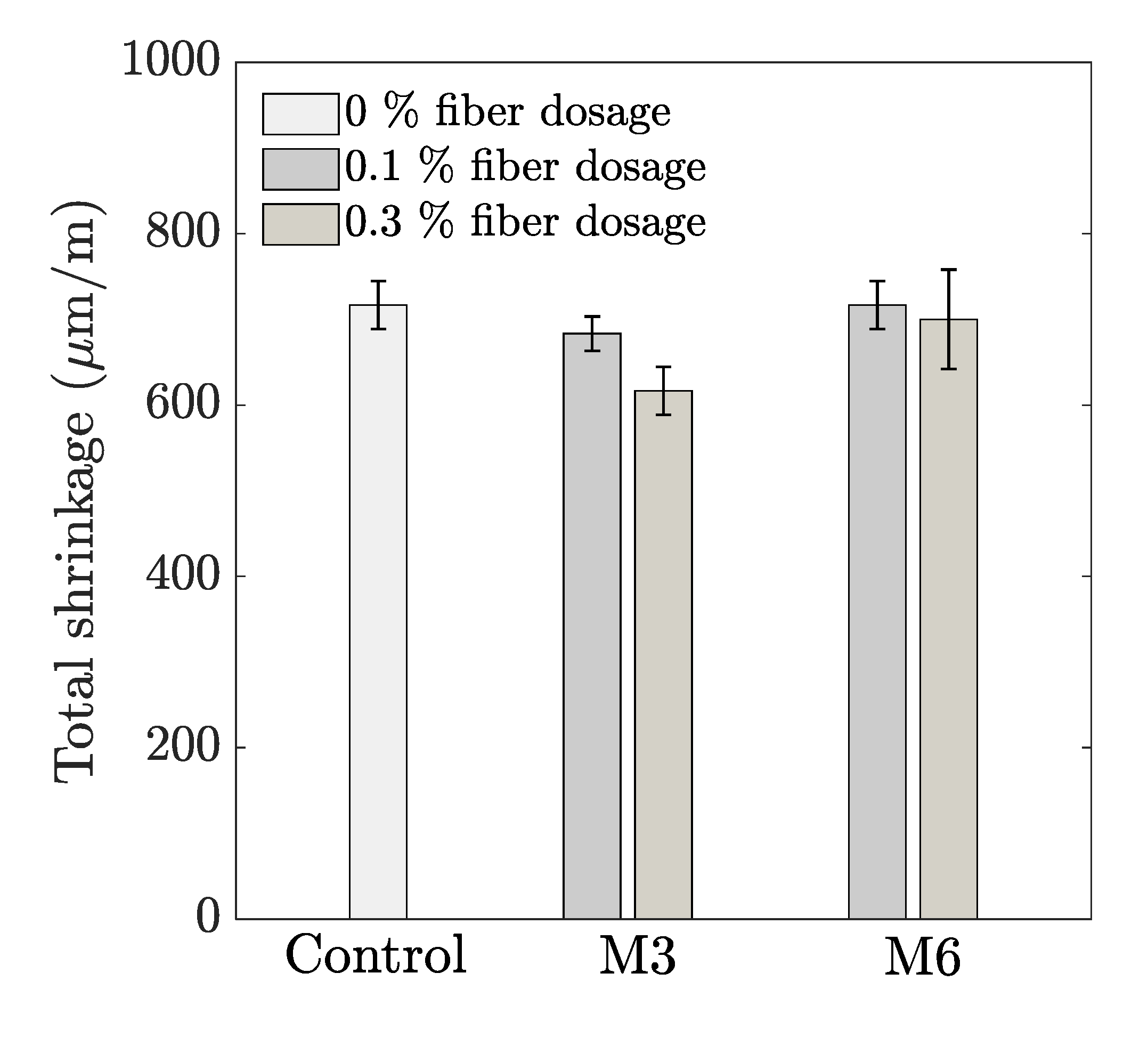
3.4. Shrinkage Behaviour
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lim, S.; Buswell, R.; Le, T.; Austin, S.; Gibb, A.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef] [Green Version]
- Mohan, M.K.; Rahul, A.; De Schutter, G.; Van Tittelboom, K. Extrusion-based concrete 3D printing from a material perspective: A state-of-the-art review. Cem. Concr. Compos. 2021, 115, 103855. [Google Scholar] [CrossRef]
- Le, T.; Austin, S.; Lim, S.; Buswell, R.; Law, R.; Gibb, A.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef] [Green Version]
- Rahul, A.V.; Santhanam, M.; Meena, H.; Ghani, Z. Mechanical characterization of 3D printable concrete. Constr. Build. Mater. 2019, 227, 116710. [Google Scholar] [CrossRef]
- Hambach, M.; Volkmer, D. Properties of 3D-printed fiber-reinforced Portland cement paste. Cem. Concr. Compos. 2017, 79, 62–70. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L.; Wang, F.; Sanjayan, J. Mechanical anisotropy of aligned fiber reinforced composite for extrusion-based 3D printing. Constr. Build. Mater. 2019, 202, 770–783. [Google Scholar] [CrossRef]
- Chu, S.; Li, L.; Kwan, A. Development of extrudable high strength fiber reinforced concrete incorporating nano calcium carbonate. Addit. Manuf. 2021, 37, 101617. [Google Scholar]
- Li, L.; Xiao, B.; Fang, Z.; Xiong, Z.; Chu, S.; Kwan, A. Feasibility of glass/basalt fiber reinforced seawater coral sand mortar for 3D printing. Addit. Manuf. 2021, 37, 101684. [Google Scholar] [CrossRef]
- Figueiredo, S.C.; Rodriguez, C.R.; Ahmed, Z.Y.; Bos, D.; Xu, Y.; Salet, T.M.; Copuroglu, O.; Schlangen, E.; Bos, F.P. An approach to develop printable strain hardening cementitious composites. Mater. Des. 2019, 169, 107651. [Google Scholar] [CrossRef]
- Ogura, H.; Nerella, V.N.; Mechtcherine, V. Developing and Testing of Strain-Hardening Cement-Based Composites (SHCC) in the Context of 3D-Printing. Materials 2018, 11, 1375. [Google Scholar] [CrossRef] [Green Version]
- Soltan, D.G.; Li, V.C. A self-reinforced cementitious composite for building-scale 3D printing. Cem. Concr. Compos. 2018, 90, 1–13. [Google Scholar] [CrossRef]
- Zhu, B.; Pan, J.; Nematollahi, B.; Zhou, Z.; Zhang, Y.; Sanjayan, J. Development of 3D printable engineered cementitious composites with ultra-high tensile ductility for digital construction. Mater. Des. 2019, 181, 108088. [Google Scholar] [CrossRef]
- Swamy, R.; Stavrides, H. Influence of fiber reinforcement on restrained shrinkage and cracking. J. Proc. 1979, 76, 443–460. [Google Scholar]
- Paillere, A.M.; Buil, M.; Serrano, J. Effect of fiber addition on the autogenous shrinkage of silica fume. Mater. J. 1989, 86, 139–144. [Google Scholar]
- Soroushian, P.; Mirza, F.; Alhozajiny, A. Plastic shrinkage cracking of polypropylene fiber reinforced concrete. Mater. J. 1993, 92, 553–560. [Google Scholar]
- Sargaphuti, M.; Shah, S.P.; Vinson, K. Shrinkage cracking and durability characteristics of cellulose fiber reinforced concrete. Mater. J. 1993, 90, 309–318. [Google Scholar]
- Banthia, N.; Gupta, R. Influence of polypropylene fiber geometry on plastic shrinkage cracking in concrete. Cem. Concr. Res. 2006, 36, 1263–1267. [Google Scholar] [CrossRef]
- Martinie, L.; Rossi, P.; Roussel, N. Rheology of fiber reinforced cementitious materials: Classification and prediction. Cem. Concr. Res. 2010, 40, 226–234. [Google Scholar] [CrossRef]
- Sultangaliyeva, F.; Carré, H.; La Borderie, C.; Zuo, W.; Keita, E.; Roussel, N. Influence of flexible fibers on the yield stress of fresh cement pastes and mortars. Cem. Concr. Res. 2020, 138, 106221. [Google Scholar] [CrossRef]
- NBN. Cement-Part 1: Composition, Specifications and Conformity Criteria for Common Cements; NBN EN 197-1; Belgisch Instituut voor Normalisatie: Brussel, Belgium, 2000. [Google Scholar]
- British Standards Institution. BS EN 15167-2:2018: Cement-Part 1: Ground Granulated Blast Furnace Slag for Use in Concrete, Mortar and Grout—Part 2: Conformity Evaluation, 2018; British Standards Institution (BSI): London, UK, 2000. [Google Scholar]
- Mohan, M.K.; Rahul, A.; Van Tittelboom, K.; De Schutter, G. Rheological and pumping behaviour of 3D printable cementitious materials with varying aggregate content. Cem. Concr. Res. 2021, 139, 106258. [Google Scholar] [CrossRef]
- ASTM. Standard Test Method for Flow of Hydraulic Cement Mortar; ASTM C1437-20; American Society for Testing and Materials: West Conshohocken, PA, USA, 2020. [Google Scholar]
- Van Der Putten, J.; Deprez, M.; Cnudde, V.; De Schutter, G.; Van Tittelboom, K. Microstructural Characterization of 3D Printed Cementitious Materials. Materials 2019, 12, 2993. [Google Scholar] [CrossRef] [Green Version]
- NBN. Proeven op Beton: Krimpen en Zwellen; NBN B15-216; Belgisch Instituut voor Normalisatie: Brussel, Belgium, 1974. [Google Scholar]
- Li, L.; Chu, S.; Zeng, K.; Zhu, J.; Kwan, A. Roles of water film thickness and fibre factor in workability of polypropylene fibre reinforced mortar. Cem. Concr. Compos. 2018, 93, 196–204. [Google Scholar] [CrossRef]
- Chu, S.; Ye, H.; Huang, L.; Li, L. Carbon fiber reinforced geopolymer (FRG) mix design based on liquid film thickness. Constr. Build. Mater. 2021, 269, 121278. [Google Scholar] [CrossRef]
- Li, L.; Zeng, K.; Ouyang, Y.; Kwan, A. Basalt fibre-reinforced mortar: Rheology modelling based on water film thickness and fibre content. Constr. Build. Mater. 2019, 229, 116857. [Google Scholar] [CrossRef]
- Li, L.; Zhuo, H.; Zhu, J.; Kwan, A. Packing density of mortar containing polypropylene, carbon or basalt fibres under dry and wet conditions. Powder Technol. 2019, 342, 433–440. [Google Scholar] [CrossRef]
- Nematollahi, B.; Vijay, P.; Sanjayan, J.; Nazari, A.; Xia, M.; Nerella, V.N.; Mechtcherine, V. Effect of Polypropylene Fibre Addition on Properties of Geopolymers Made by 3D Printing for Digital Construction. Materials 2018, 11, 2352. [Google Scholar] [CrossRef] [Green Version]
- Kumar, R.; Bhattacharjee, B. Porosity, pore size distribution and in situ strength of concrete. Cem. Concr. Res. 2003, 33, 155–164. [Google Scholar] [CrossRef]
- Das, B.; Kondraivendhan, B. Implication of pore size distribution parameters on compressive strength, permeability and hydraulic diffusivity of concrete. Constr. Build. Mater. 2012, 28, 382–386. [Google Scholar] [CrossRef]
- Cui, L.; Cahyadi, J.H. Permeability and pore structure of OPC paste. Cem. Concr. Res. 2001, 31, 277–282. [Google Scholar] [CrossRef]
- Zhou, J.; Ye, G.; van Breugel, K. Characterization of pore structure in cement-based materials using pressurization–depressurization cycling mercury intrusion porosimetry (PDC-MIP). Cem. Concr. Res. 2010, 40, 1120–1128. [Google Scholar] [CrossRef]
- Surendra, P.S.; Rangan, B.V. Fiber Reinforced Concrete Properties. ACI J. Proc. 1971, 68, 126–137. [Google Scholar]
- Li, V.; Stang, H.; Krenchel, H. Micromechanics of crack bridging in fibre-reinforced concrete. Mater. Struct. 1993, 26, 486–494. [Google Scholar] [CrossRef]
- Li, V. Large Volume, High-Performance Applications of Fibers in Civil Engineering. J. Appl. Polym. Sci. 2002, 83, 660–686. [Google Scholar] [CrossRef] [Green Version]
- Kanavaris, F.; Azenha, M.; Soutsos, M.; Kovler, K. Assessment of behaviour and cracking susceptibility of cementitious systems under restrained conditions through ring tests: A critical review. Cem. Concr. Compos. 2019, 95, 137–153. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxide | Quantity (mass%) | |
|---|---|---|
| Cement | Slag | |
| CaO | 64.30 | 37.97 |
| SiO2 | 18.30 | 35.60 |
| Fe2O3 | 4.00 | 0.37 |
| Al2O3 | 5.20 | 13.12 |
| MgO | 1.40 | 7.24 |
| SO3 | 3.50 | 7.24 |
| (Na2O)e | 0.32 | 0.74 |
| LOI | 1.40 | 0.95 |
| Name | M3 | M6 |
|---|---|---|
| Length (mm) | 3 | 6 |
| Cross-sectional diameter (µm) | 22 | 22 |
| Specific gravity (g/cm³) | 0.95 | 0.95 |
| Material | Quantity (g) | ||||
|---|---|---|---|---|---|
| Control | 0.1% M3 | 0.3% M3 | 0.1% M6 | 0.3% M6 | |
| Cement | 450 | 450 | 450 | 450 | 450 |
| Slag | 450 | 450 | 450 | 450 | 450 |
| Sand | 1080 | 1080 | 1080 | 1080 | 1080 |
| Water | 315 | 315 | 315 | 315 | 315 |
| Superplasticizer | 2.81 | 3.15 | 3.33 | 3.42 | 3;78 |
| VMA | 0.91 | 0.91 | 0.91 | 0.91 | 0.91 |
| Fibers | - | 0.97 | 2.91 | 0.97 | 2.91 |
| Mixture | Fiber Dosage (vol%) | Flow Spread Diameter (mm) |
|---|---|---|
| Control | - | 173 |
| M3 | 0.1 | 164 |
| 0.3 | 159 | |
| M6 | 0.1 | 162 |
| 0.3 | 153 |
| Mixture | Fiber Dosage (%) | Wet PD | Excess Water Ratio | Total Surface Area | WFT (nm) |
|---|---|---|---|---|---|
| Control | 0 | 0.70969 | 0.03389 | 1,103,784 | 30.7 |
| M3 | 0.1 | 0.70276 | 0.01244 | 1,277,281 | 9.7 |
| 0.3 | 0.69805 | 0.00283 | 1,623,816 | 1.7 | |
| M6 | 0.1 | 0.70453 | 0.01601 | 1,189,868 | 13.5 |
| 0.3 | 0.69846 | 0.00367 | 1,361,807 | 2.7 |
| Specimen | Porosity (%) | Mean Distribution Radius (nm) | Critical Pore Size (nm) |
|---|---|---|---|
| Control | 14.03 | 362.84 | 362.84 |
| 0.1% M3 | 16.40 | 373.54 | 314.72 |
| 0.3% M3 | 17.29 | 363.74 | 361.16 |
| 0.1% M6 | 18.59 | 484.86 | 492.67 |
| 0.3% M6 | 11.12 | 457.27 | 467.05 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Van Der Putten, J.; Rahul, A.V.; De Schutter, G.; Van Tittelboom, K. Development of 3D Printable Cementitious Composites with the Incorporation of Polypropylene Fibers. Materials 2021, 14, 4474. https://doi.org/10.3390/ma14164474
Van Der Putten J, Rahul AV, De Schutter G, Van Tittelboom K. Development of 3D Printable Cementitious Composites with the Incorporation of Polypropylene Fibers. Materials. 2021; 14(16):4474. https://doi.org/10.3390/ma14164474
Chicago/Turabian StyleVan Der Putten, Jolien, Attupurathu Vijayan Rahul, Geert De Schutter, and Kim Van Tittelboom. 2021. "Development of 3D Printable Cementitious Composites with the Incorporation of Polypropylene Fibers" Materials 14, no. 16: 4474. https://doi.org/10.3390/ma14164474
APA StyleVan Der Putten, J., Rahul, A. V., De Schutter, G., & Van Tittelboom, K. (2021). Development of 3D Printable Cementitious Composites with the Incorporation of Polypropylene Fibers. Materials, 14(16), 4474. https://doi.org/10.3390/ma14164474