
Anisotropic Low Cycle Behavior of the Extruded 7075 Al Alloy

 ,
,
Abstract
:
1. Introduction
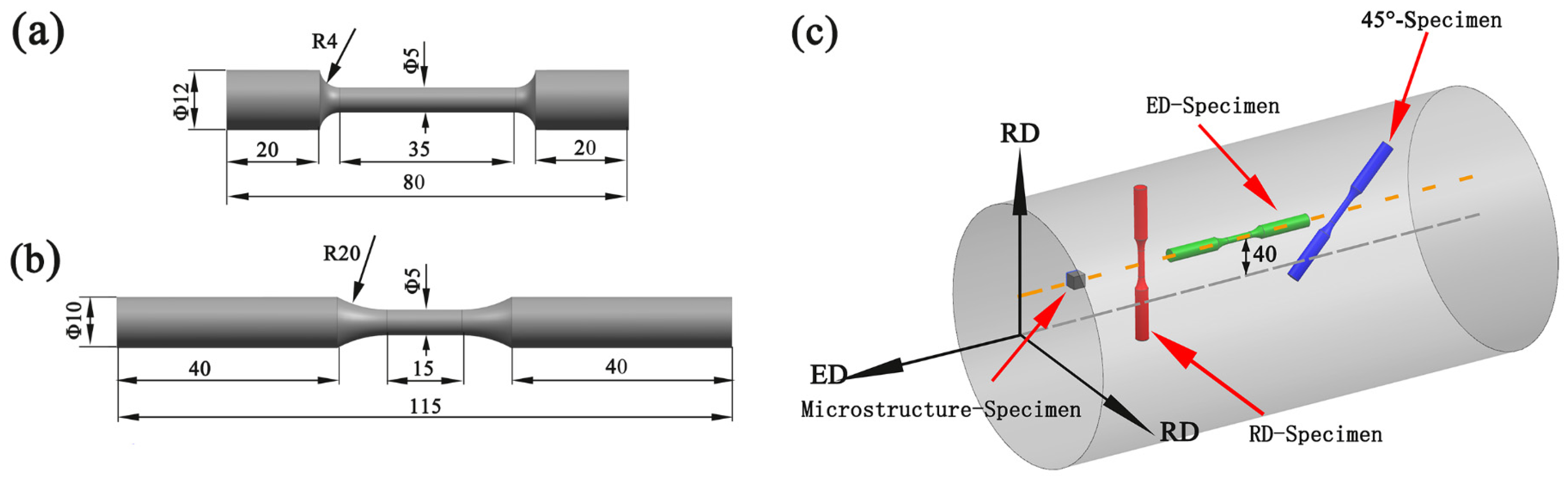
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure
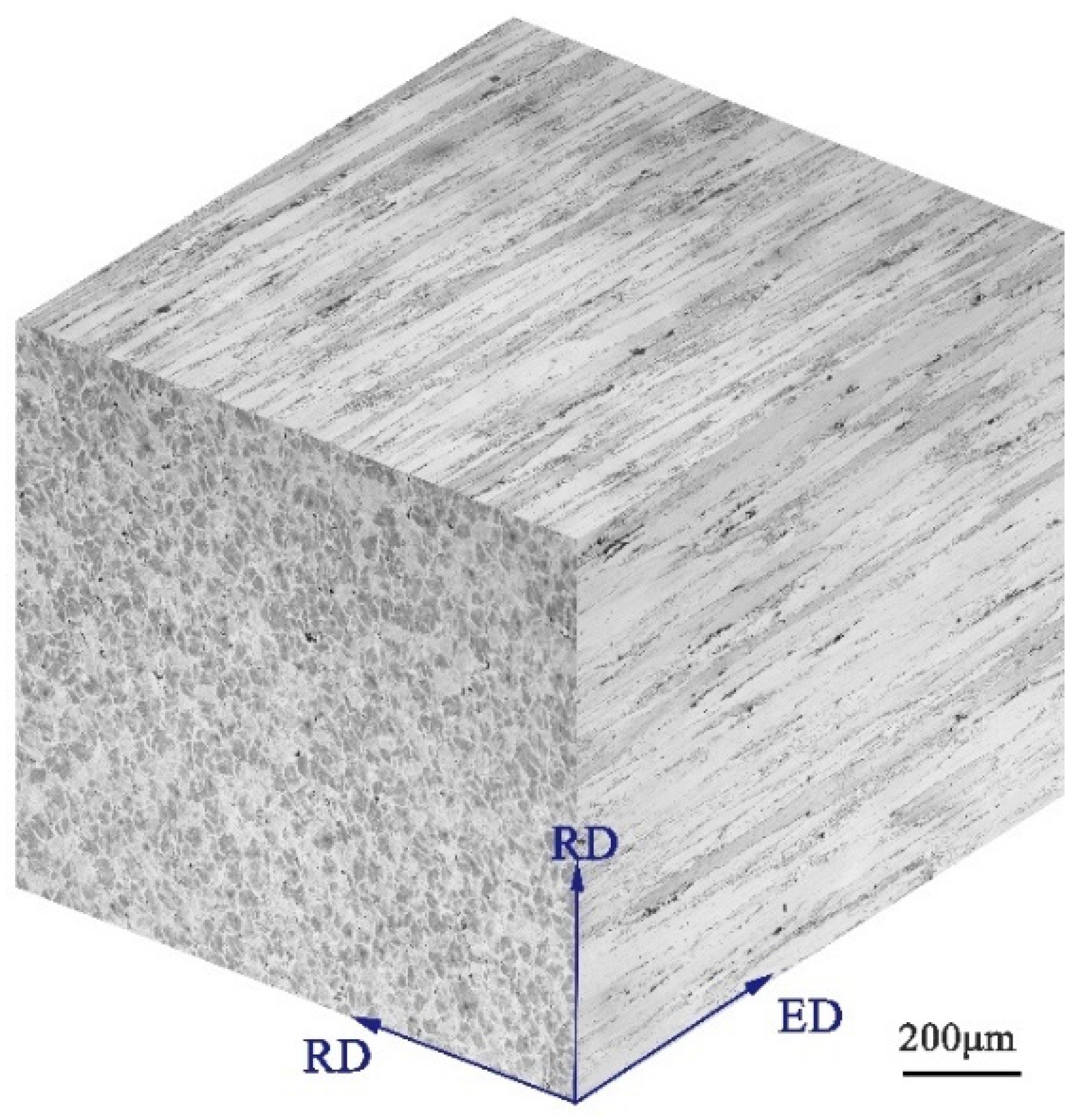
3.1.1. Metallographic Structure
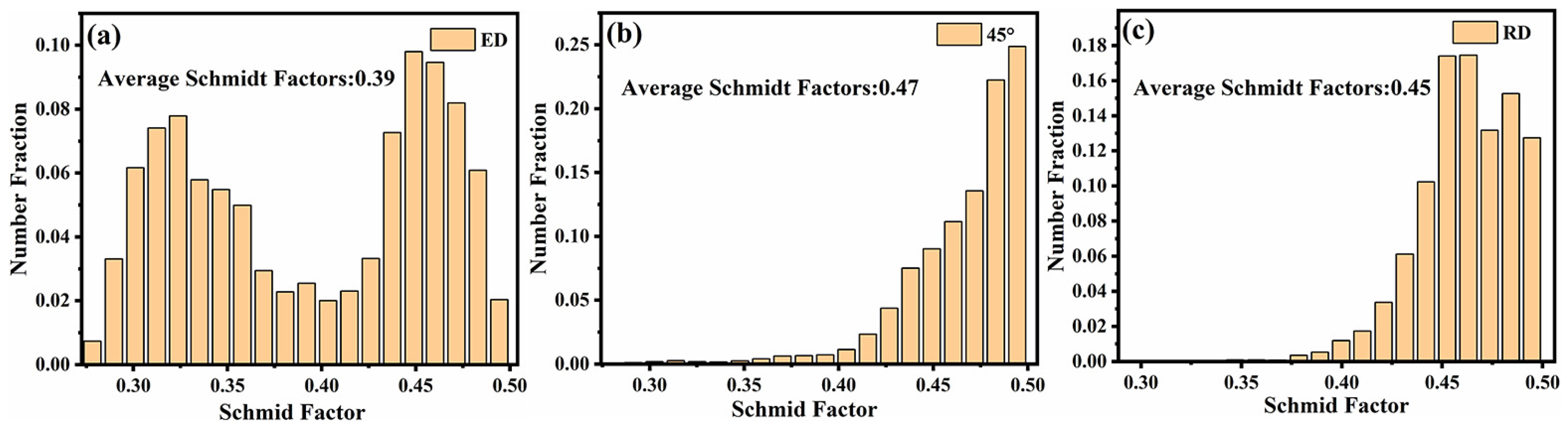
3.1.2. EBSD Analysis
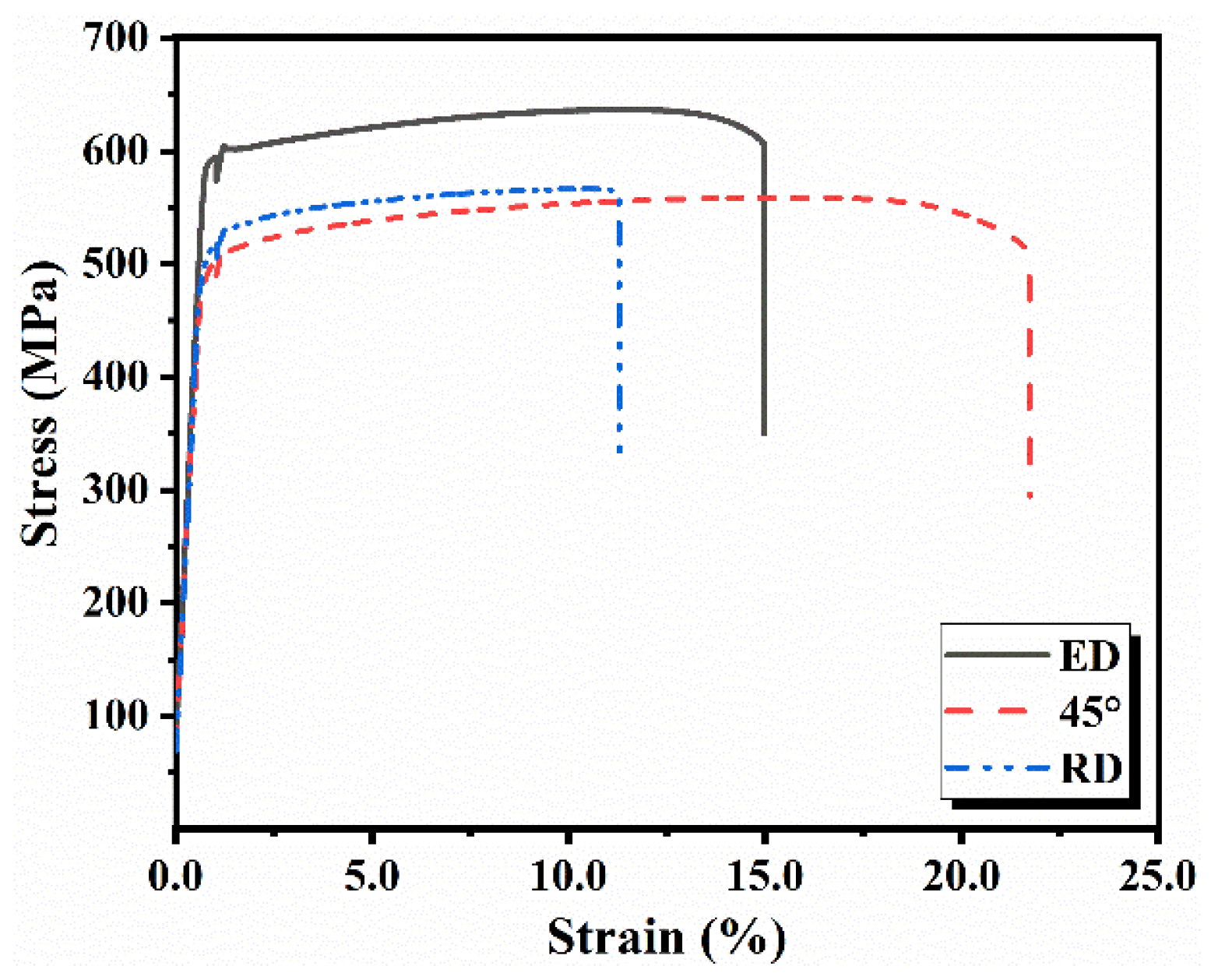
3.2. Quasi-Static Test
3.3. LCF Behavior
3.3.1. Hysteresis Loops
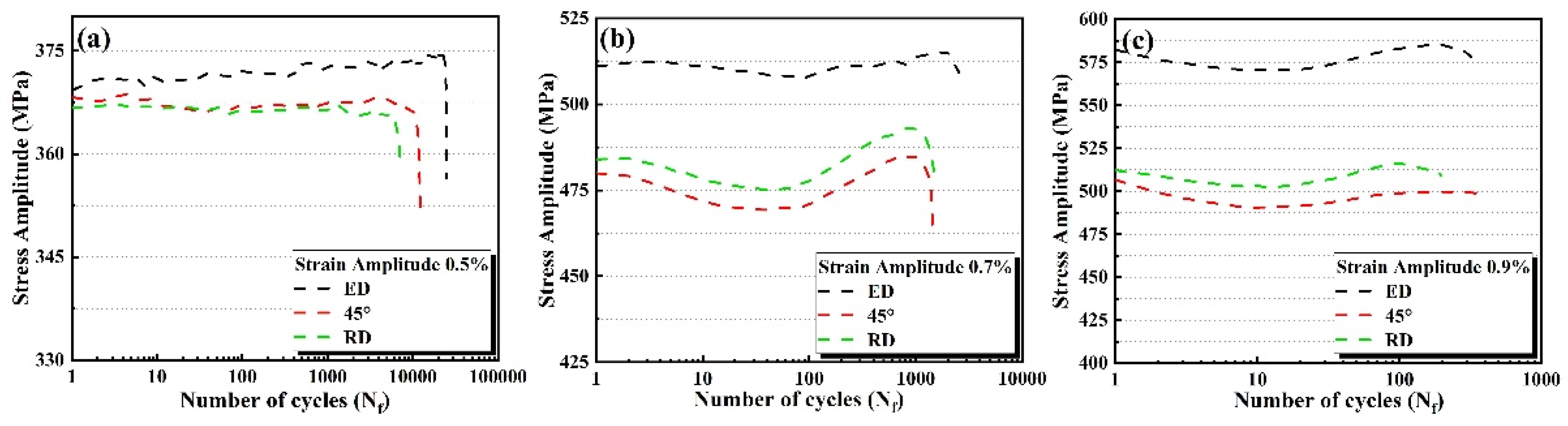
3.3.2. Cyclic Stress Response
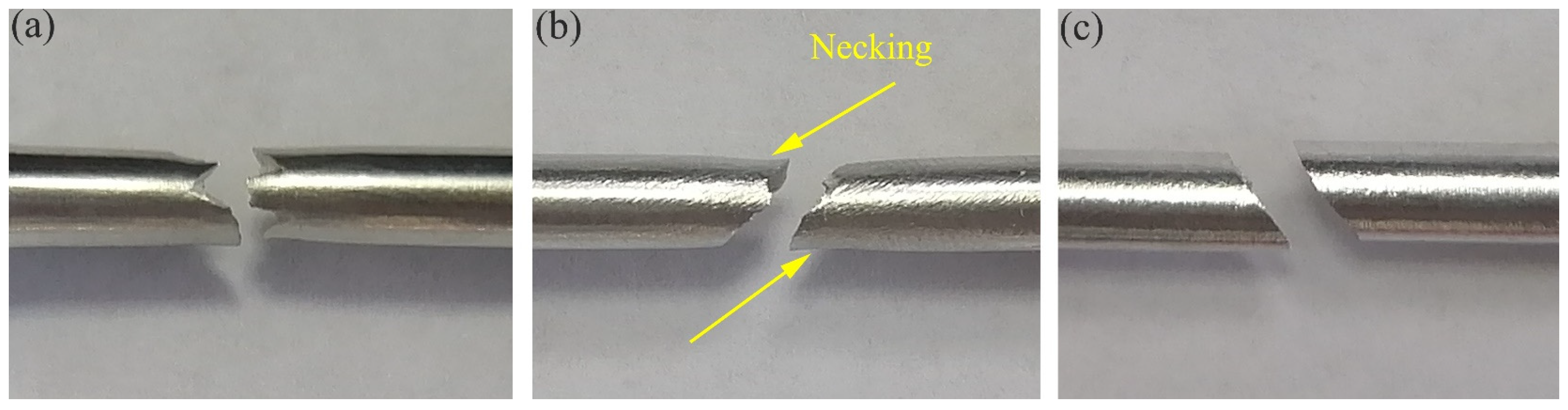
3.3.3. Fatigue Fracture Morphologies
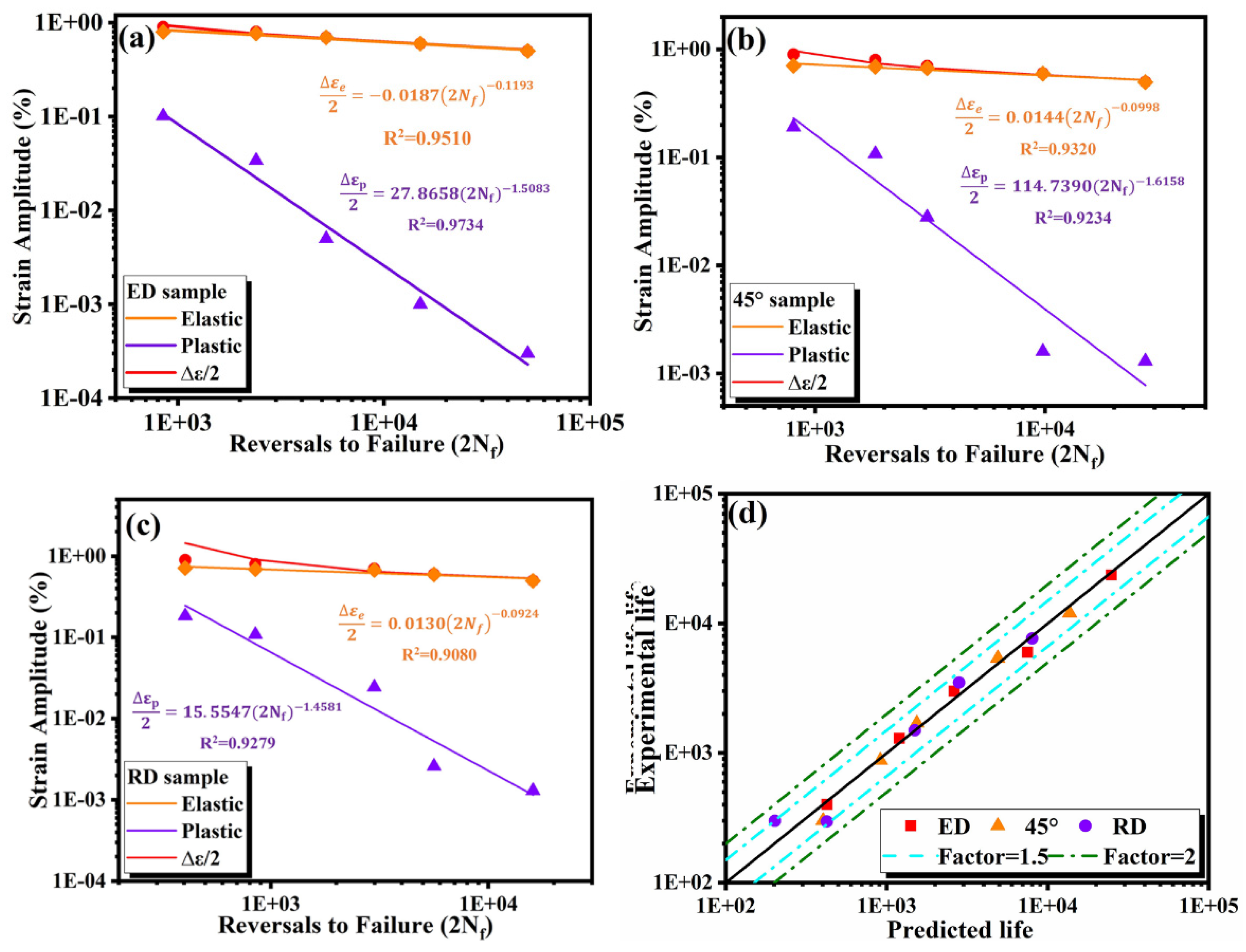
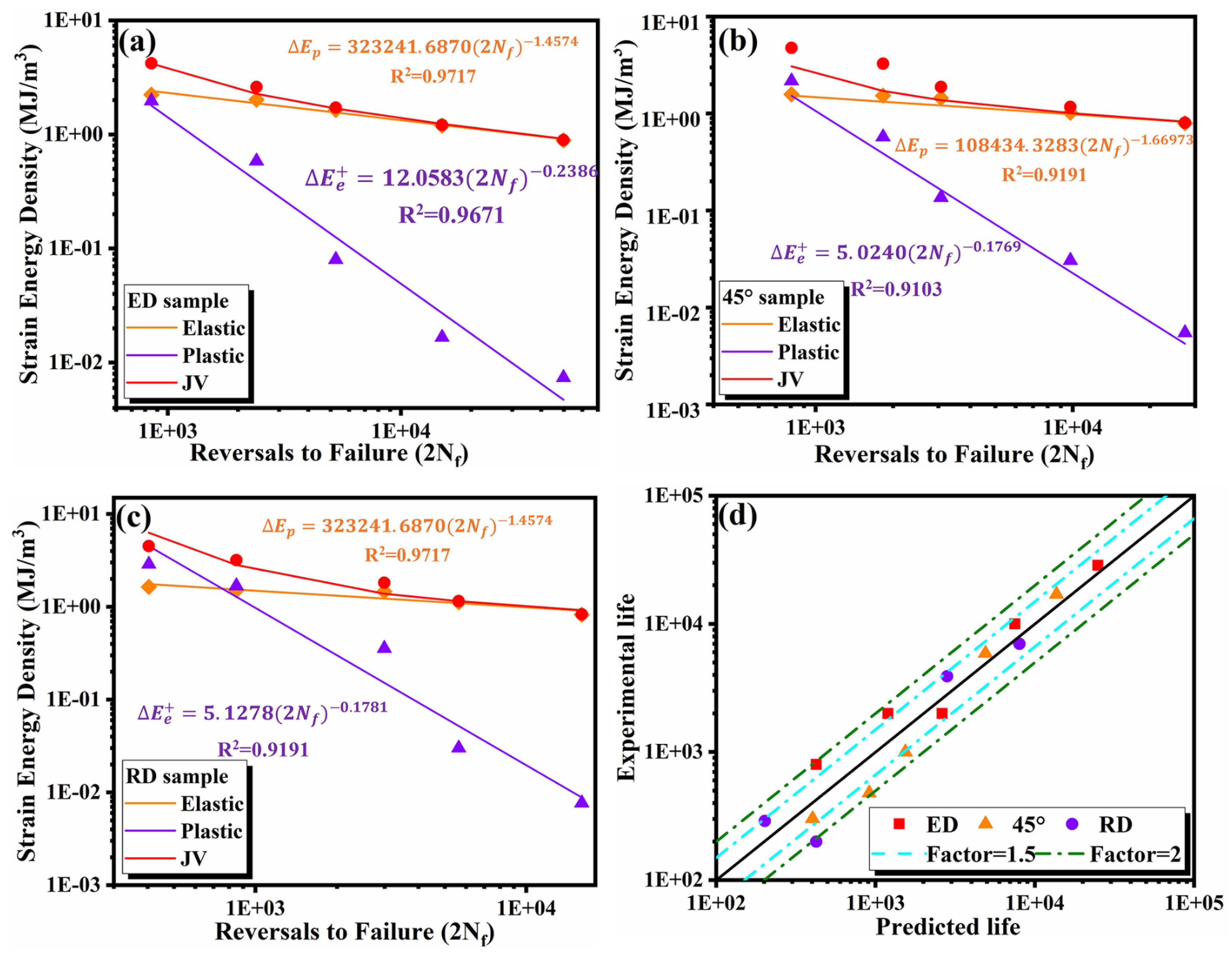
3.4. Fatigue Life Prediction
3.4.1. Smith–Watson-Topper (SWT)
3.4.2. Jahed–Varvani (JV)
4. Conclusions
- The extruded 7075 Al alloy exhibited sharp <111> texture along the ED, which leads to a small Schmid factor in the loading direction and increases the difficulty of activating the sliding system. The strength of the ED specimen was better than that of the 45° and RD specimens.
- In each cycle, the specimen of ED has the smallest plastic deformation, so it has the longest fatigue life. The fatigue life of the 45° specimen was second only to the ED, which was mainly due to the fact that the better plasticity in the 45° could accommodate bigger plastic deformation before failure.
- The position of crack initiation was on the surface or on the second particles beneath the surface for all specimens which indicated that the precipitates were the important factors affecting fatigue crack initiation.
- The SWT critical plane fatigue life model based on the strain and JV fatigue life model based on energy damage criterion showed good fitting accuracy in extruded 7075 Al alloy, which can be used as a reliable low cycle fatigue life prediction model.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Turkmen, H.S.; Loge, R.E.; Dawson, P.R.; Miller, M.P. On the mechanical behaviour of AA 7075-T6 during cyclic loading. Int. J. Fatigue 2003, 25, 267–281. [Google Scholar] [CrossRef]
- Li, P.; Marchand, N.J.; Ilschner, B. Crack initiation mechanisms in low cycle fatigue of aluminium alloy 7075 T6. Mater. Sci. Eng. A 1989, 119, 41–50. [Google Scholar] [CrossRef]
- Salerno, G.; Magnabosco, R.; Neto, C.D.M. Mean strain influence in low cycle fatigue behavior of AA7175-T1 aluminum alloy. Int. J. Fatigue 2007, 29, 829–835. [Google Scholar] [CrossRef]
- Rao, K.B.S.; Valsan, M.; Sandhya, R.; Ray, S.K.; Mannan, S.L.; Rodriguez, P. On the failure condition in strain-controlled low cycle fatigue. Int. J. Fatigue 1985, 7, 141–147. [Google Scholar] [CrossRef]
- May, A.; Taleb, L.; Belouchrani, M.A. Analysis of the cyclic behavior and fatigue damage of extruded AA2017 aluminum alloy. Mater. Sci. Eng. A 2013, 571, 123–136. [Google Scholar] [CrossRef]
- Srivatsan, T.S.; Coyne, E.J., Jr. Cyclic stress response and deformation behaviour of precipitation-hardened aluminium-lithium alloys—ScienceDirect. Int. J. Fatigue 1986, 8, 201–208. [Google Scholar] [CrossRef]
- Ludian, T.; Wagner, L. Effect of age-hardening conditions on high-cycle fatigue performance of mechanically surface treated Al 2024. Mater. Sci. Eng. A 2007, 468, 210–213. [Google Scholar] [CrossRef]
- Clark, J.B. Electron probe test of two theories of “denuded zone” formation in aged alloys. Acta Metall. 1964, 12, 1197–1201. [Google Scholar] [CrossRef]
- Sadeler, R.; Totik, Y.; Gavgali, M.; Kaymaz, I. Improvements of fatigue behaviour in 2014 Al alloy by solution heat treating and age-hardening. Mater. Des. 2004, 25, 439–445. [Google Scholar] [CrossRef]
- Ringer, S.P.; Hono, K. Microstructural Evolution and Age Hardening in Aluminium Alloys: Atom Probe Field-Ion Microscopy and Transmission Electron Microscopy Studies. Mater. Charact. 2000, 44, 101–131. [Google Scholar] [CrossRef]
- Hahn, C.T.; Simon, R. A review of fatigue crack growth in high strength aluminum alloys and the relevant metallurgical factors. Engng. Fracture Mech. 1973, 5, 523. [Google Scholar] [CrossRef]
- Pandey, V.; Chattopadhyay, K.; Srinivas, N.C.S.; Singh, V. Role of ultrasonic shot peening on low cycle fatigue behavior of 7075 aluminium alloy. Int. J. Fatigue 2017, 103, 426–435. [Google Scholar] [CrossRef]
- Sreenivasan, S.; Mishra, S.K.; Dutta, K. Ratcheting strain and its effect on low cycle fatigue behavior of Al 7075-T6 alloy. Mater. Sci. Eng. A 2017, 698, 46–53. [Google Scholar] [CrossRef]
- Takahashi, H.; Motohashi, H.; Tsuchida, S. Development of plastic anisotropy in rolled aluminium sheets. Int. J. Plast. 1996, 12, 935–949. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, W.; Li, J.; Chao, Y.J.; Vairis, A. Microstructure and anisotropic mechanical behavior of friction stir welded AA2024 alloy sheets. Mater. Charact. 2015, 107, 112–118. [Google Scholar] [CrossRef]
- Fourmeau, M.; BøRvik, T.; Benallal, A.; Lademo, O.G.; Hopperstad, O.S. On the plastic anisotropy of an aluminium alloy and its influence on constrained multiaxial flow. Int. J. Plast. 2011, 27, 2005–2025. [Google Scholar] [CrossRef]
- El-Aty, A.A.; Xu, Y.; Guo, X.; Zhang, S.; Chen, D. Strengthening mechanisms, deformation behavior, and anisotropic mechanical properties of Al-Li alloys: A review. J. Adv. Res. 2018, 10, 49–67. [Google Scholar] [CrossRef]
- Karparvarfard, S.; Shaha, S.K.; Behravesh, S.B.; Jahed, H.; Williams, B.W. Fatigue Characteristics and modeling of Cast and Cast-Forged ZK60 Magnesium Alloy. Int. J. Fatigue 2018, 118, 282–297. [Google Scholar] [CrossRef]
- Jordon, J.B.; Brown, H.R.; Kadiri, H.E.; Kistler, H.M.; Luo, A.A. Investigation of fatigue anisotropy in an extruded magnesium alloy. Int. J. Fatigue 2013, 51, 8–14. [Google Scholar] [CrossRef]
- Berg, L.K.; GjøNnes, J.; Hansen, V.; Li, X.Z.; Knutson-Wedel, M.; Waterloo, G.; Schryvers, D.; Wallenberg, L.R. GP-zones in Al–Zn–Mg alloys and their role in artificial aging. Acta Mater. 2001, 49, 3443–3451. [Google Scholar] [CrossRef]
- Kumar, P.V.; Reddy, G.M.; Rao, K.S. Microstructure and pitting corrosion of armor grade AA7075 aluminum alloy friction stir weld nugget zone—Effect of post weld heat treatment and addition of boron carbide. Def. Technol. 2015, 11, 166–173. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.F.; Wang, Z.G. Grain boundary effects on cyclic deformation and fatigue damage. Prog. Mater. Sci. 2008, 53, 1025–1099. [Google Scholar] [CrossRef]
- Li, Y.; Xu, G.; Liu, S.; Wang, B.; Peng, X. Study on anisotropy of Al-Zn-Mg-Sc-Zr alloy sheet. Mater. Charact. 2021, 172, 110904. [Google Scholar] [CrossRef]
- Chen, X.; Zhao, G.; Xu, X.; Wang, Y. Effects of heat treatment on the microstructure, texture and mechanical property anisotropy of extruded 2196 Al-Cu-Li alloy. J. Alloy. Compd. 2021, 862, 158102. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, C.; Lin, J.; Zhao, G.; Hao, Z. Microstructure analysis and low-cycle fatigue behavior of spray-formed Al–Li alloy 2195 extruded plate. Mater. Sci. Eng. A 2018, 742, 773–787. [Google Scholar] [CrossRef]
- Agius, D.; Wallbrink, C.; Kourousis, K.I. Cyclic Elastoplastic Performance of Aluminum 7075-T6 under Strain- and Stress-Controlled Loading. J. Mater. Eng. Perform. 2017, 26, 5769–5780. [Google Scholar] [CrossRef]
- Vinogradov, A.; Ishida, T.; Kitagawa, K.; Kopylov, V.I. Effect of strain path on structure and mechanical behavior of ultra-fine grain Cu–Cr alloy produced by equal-channel angular pressing. Acta Mater. 2005, 53, 2181–2192. [Google Scholar] [CrossRef]
- Pham, M.S.; Solenthaler, C.; Janssens, K.G.F.; Holdsworth, S.R. Dislocation structure evolution and its effects on cyclic deformation response of AISI 316L stainless steel. Mater. Sci. Eng. A 2011, 528, 3261–3269. [Google Scholar] [CrossRef]
- Pahlevanpour, A.H.; Karparvarfard, S.M.H.; Shaha, S.K.; Behravesh, S.B.; Adibnazari, S.; Jahed, H. Anisotropy in the quasi-static and cyclic behavior of ZK60 extrusion: Characterization and fatigue modeling. Mater. Des. 2018, 160, 936–948. [Google Scholar] [CrossRef]
- Zhao, X.; Gao, P.; Zhang, Z.; Wang, Q.; Yan, F. Fatigue characteristics of the extruded AZ80 automotive wheel. Int. J. Fatigue 2020, 132, 105393.1–105393.12. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Zn | Mg | Cu | Mn | Fe | Si | Cr | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| Content | 5.97 | 2.07 | 1.58 | 0.27 | 0.32 | 0.11 | 0.14 | 0.028 | Bal |
| Specimen Type | YS (MPa) | UTS (MPa) | EL (%) |
|---|---|---|---|
| ED | 592(1) | 636(2) | 15(1) |
| 45° | 491(0) | 559(1) | 22(0) |
| RD | 508(1) | 566(1) | 11(0) |
| Specimen | Nf | |||||||
|---|---|---|---|---|---|---|---|---|
| ED | 0.50 | 362.22 | −388.06 | 0.50 | 0.01 | 0.89 | 0.01 | 24,894 |
| (1.04) | (1.30) | (0) | (0.21) | (0) | (2054) | |||
| 0.60 | 420.52 | −468.40 | 0.60 | 0.01 | 1.19 | 0.02 | 7508 | |
| (0.69) | (0.52) | (0) | (0.2) | (0) | (1045) | |||
| 0.70 | 492.60 | −537.38 | 0.69 | 0.01 | 1.64 | 0.08 | 2625 | |
| (0.43) | (0.32) | (0.01) | (0.42) | (0.01) | (257) | |||
| 0.80 | 547.42 | −590.04 | 0.77 | 0.03 | 2.02 | 0.58 | 1199 | |
| (0.96) | (1.02) | (0.01) | (0.91) | (0.02) | (100) | |||
| 0.90 | 575.27 | −595.15 | 0.80 | 0.10 | 2.24 | 1.97 | 425 | |
| (1.35) | (1.22) | (0.03) | (0.94) | (0.07) | (30) | |||
| 45° | 0.50 | 343.55 | −391.25 | 0.49 | 0.01 | 0.80 | 0.01 | 13,673 |
| (0.74) | (0.51) | (0) | (0.11) | (0) | (1420) | |||
| 0.60 | 411.16 | −455.01 | 0.59 | 0.01 | 1.14 | 0.03 | 4896 | |
| (0.30) | (1.20) | (0) | (0.09) | (0) | (783) | |||
| 0.70 | 462.42 | −506.50 | 0.67 | 0.03 | 1.44 | 0.44 | 1536 | |
| (0.67) | (1.21) | (0) | (0.20) | (0.04) | (300) | |||
| 0.80 | 475.62 | −514.49 | 0.69 | 0.10 | 1.53 | 1.74 | 913 | |
| (0.74) | (0.55) | (0.01) | (0.32) | (0.09) | (103) | |||
| 0.90 | 483.72 | −515.28 | 0.71 | 0.19 | 1.58 | 3.17 | 402 | |
| (1.20) | (1.2546) | (0.03) | (0.27) | (0.20) | (60) | |||
| RD | 0.50 | 349.40 | −382.83 | 0.49 | 0.01 | 0.82 | 0.01 | 8012 |
| (0.30) | (0.22) | (0) | (0.12) | (0) | (1350) | |||
| 0.60 | 407.63 | −470.17 | 0.59 | 0.01 | 1.12 | 0.03 | 2815 | |
| (0.62) | (0.77) | (0) | (0.25) | (0) | (709) | |||
| 0.70 | 465.23 | −520.44 | 0.68 | 0.02 | 1.46 | 0.36 | 1495 | |
| (1.38) | (0.85) | (0.01) | (0.27) | (0.01) | (330) | |||
| 0.80 | 473.01 | −512.55 | 0.69 | 0.11 | 1.51 | 1.69 | 425 | |
| (1.20) | (1.21) | (0.01) | (0.22) | (0.17) | (90) | |||
| 0.90 | 493.53 | −539.37 | 0.72 | 0.18 | 1.65 | 2.88 | 202 | |
| (1.62) | (1.32) | (0.02) | (0.14) | (0.21) | (20) | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, J.; Wang, Q.; Yang, Y.; Yang, F.; Dong, B.; Che, X.; Cao, H.; Zhang, T.; Zhang, Z. Anisotropic Low Cycle Behavior of the Extruded 7075 Al Alloy. Materials 2021, 14, 4506. https://doi.org/10.3390/ma14164506
Ma J, Wang Q, Yang Y, Yang F, Dong B, Che X, Cao H, Zhang T, Zhang Z. Anisotropic Low Cycle Behavior of the Extruded 7075 Al Alloy. Materials. 2021; 14(16):4506. https://doi.org/10.3390/ma14164506
Chicago/Turabian StyleMa, Jin, Qiang Wang, Yongbiao Yang, Fulai Yang, Beibei Dong, Xin Che, Hui Cao, Tingyan Zhang, and Zhimin Zhang. 2021. "Anisotropic Low Cycle Behavior of the Extruded 7075 Al Alloy" Materials 14, no. 16: 4506. https://doi.org/10.3390/ma14164506
APA StyleMa, J., Wang, Q., Yang, Y., Yang, F., Dong, B., Che, X., Cao, H., Zhang, T., & Zhang, Z. (2021). Anisotropic Low Cycle Behavior of the Extruded 7075 Al Alloy. Materials, 14(16), 4506. https://doi.org/10.3390/ma14164506