
Effects of Laser Spot Size on the Mechanical Properties of AISI 420 Stainless Steel Fabricated by Selective Laser Melting


Abstract
:1. Introduction
2. Experimental Procedures
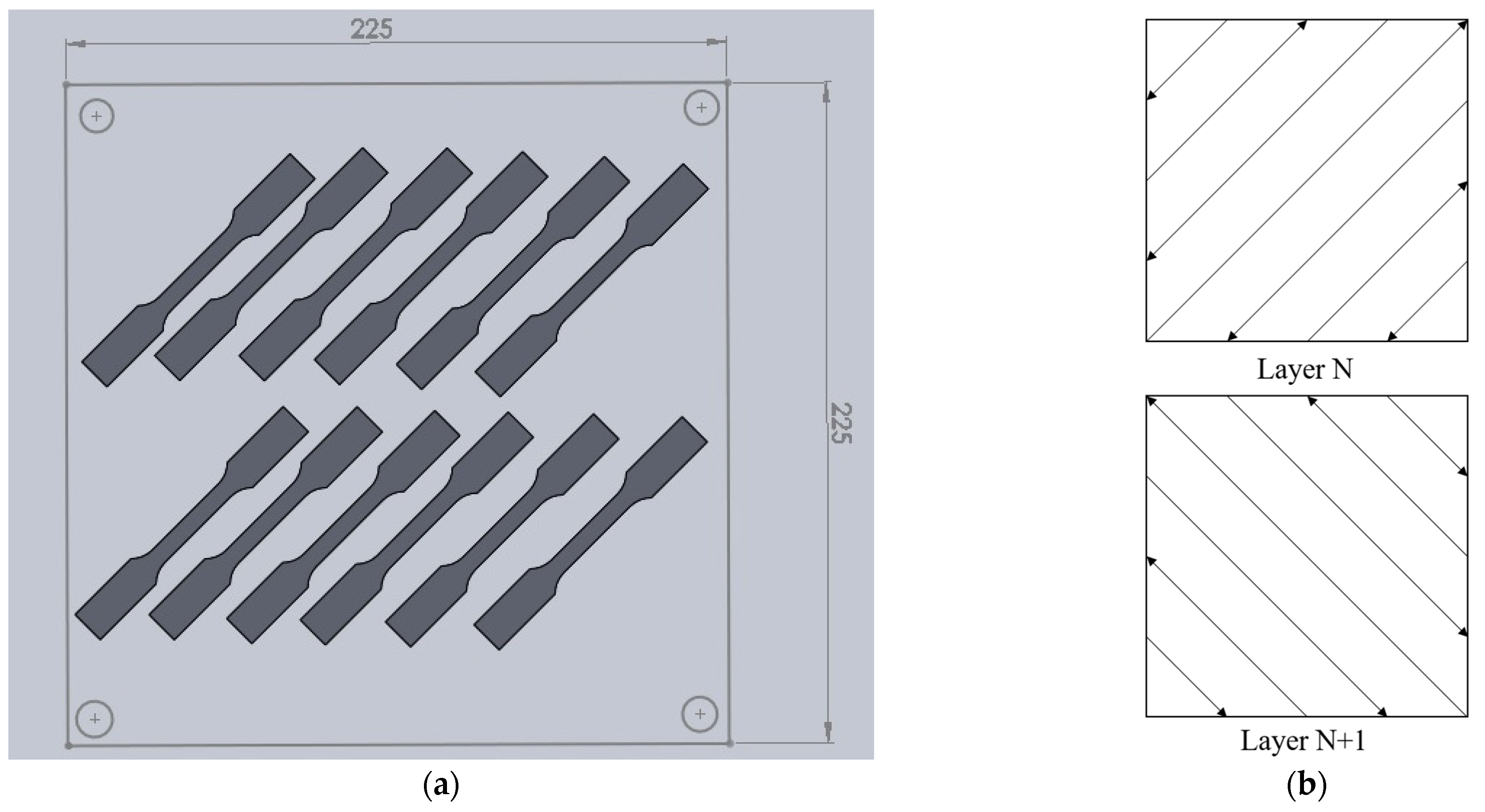
2.1. Specimen Fabrication
2.2. Measurement of Surface Roughness, Density, and Hardness
2.3. Tensile Test
2.4. Fractography and Microstructural Analysis
3. Results and Discussion
3.1. Surface Roughness
3.2. Density and Hardness
3.3. Tensile Properties
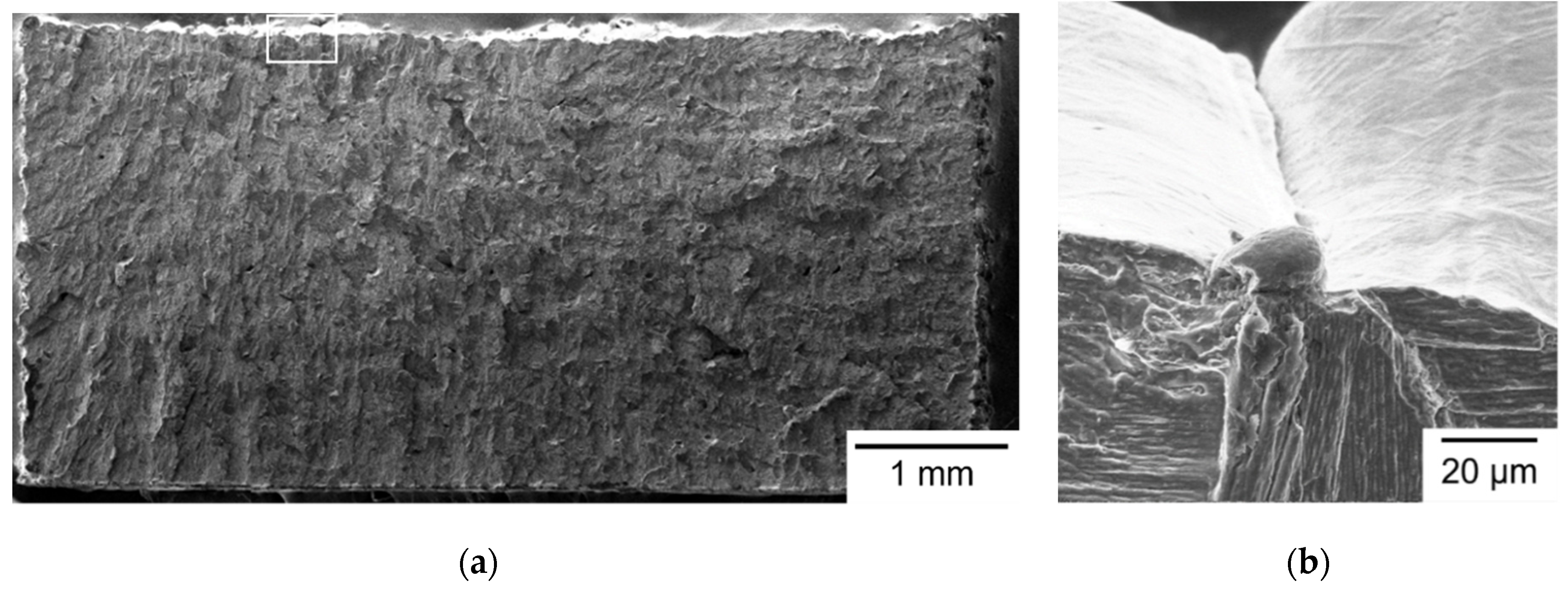
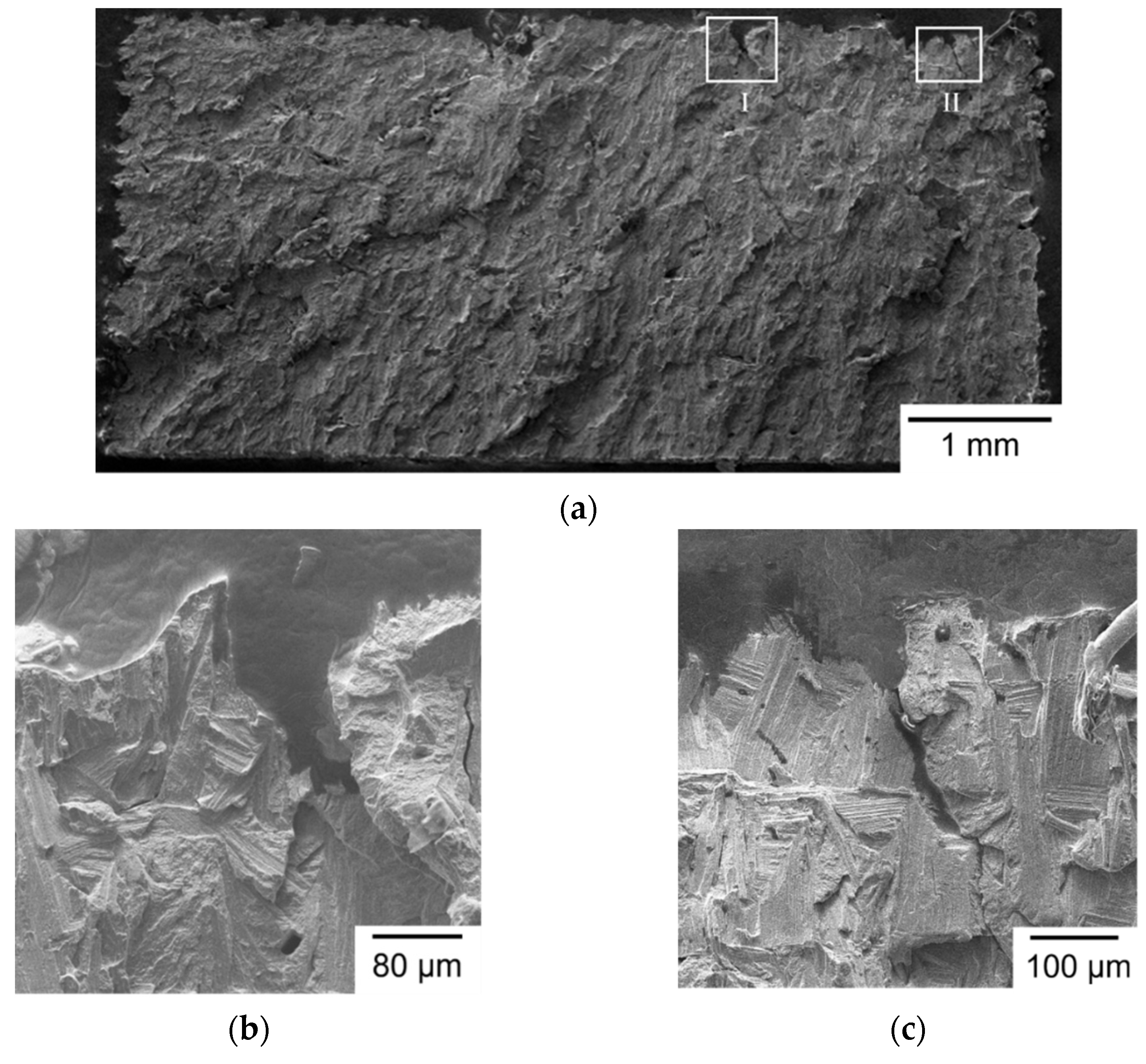
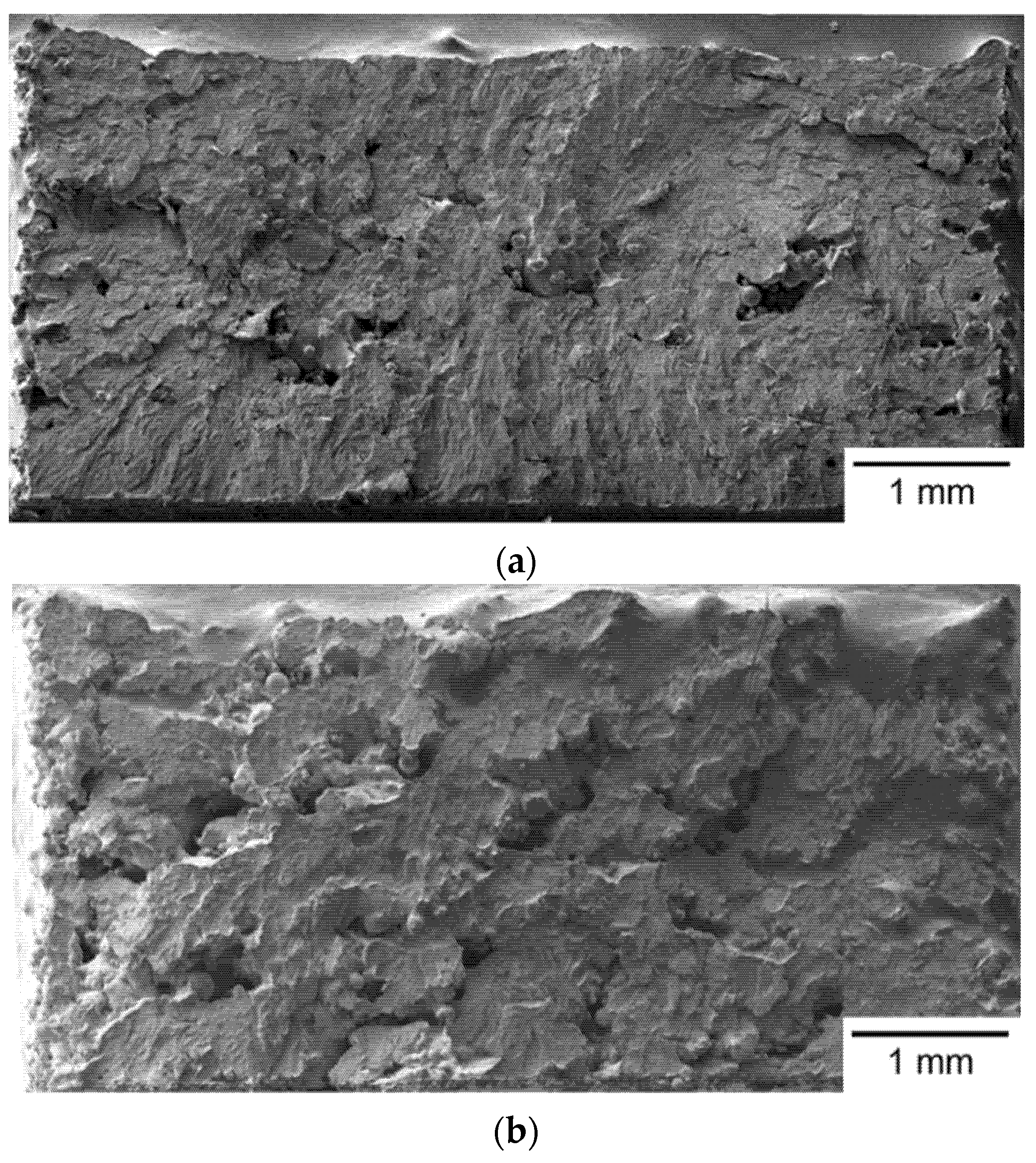
3.4. Fractography Analysis
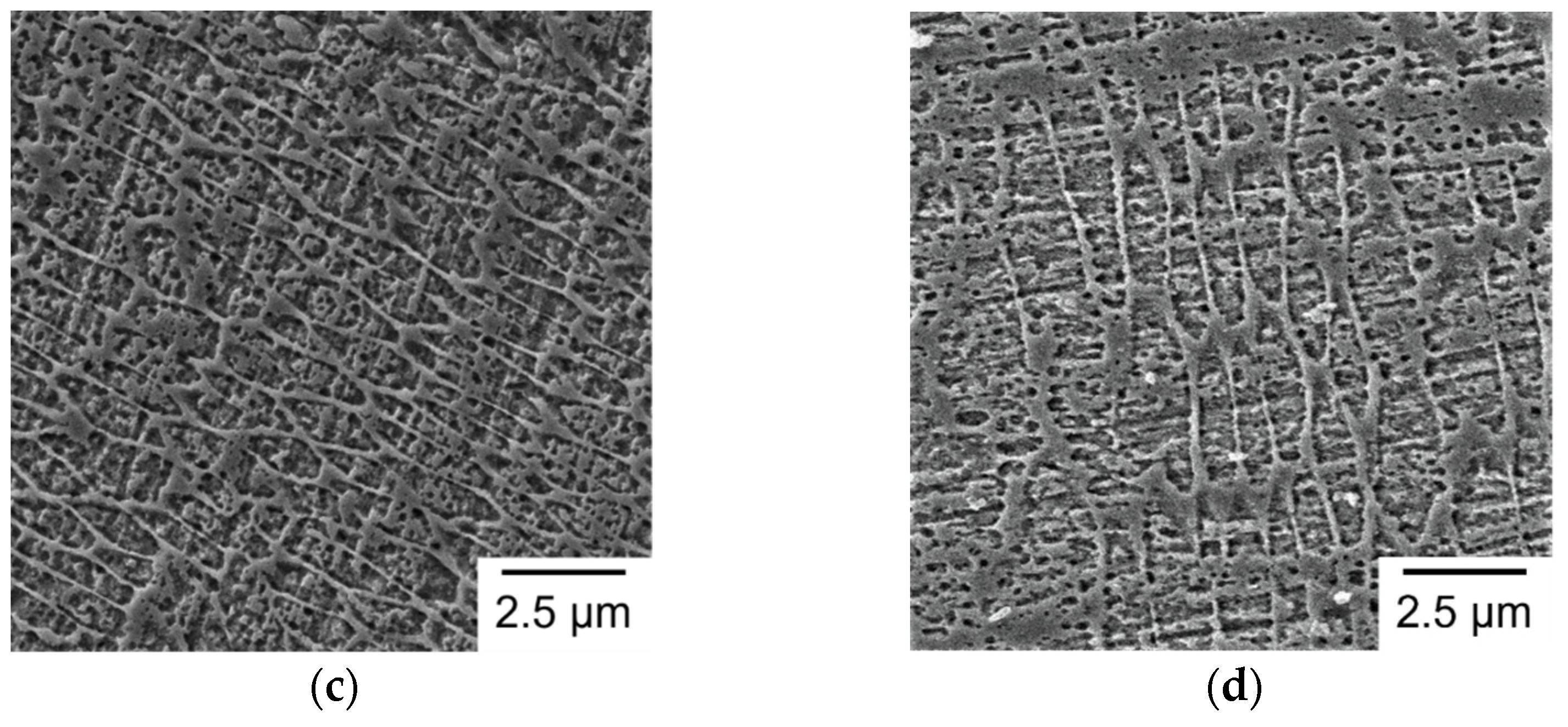
3.5. Microstructural Analysis
3.6. Effect of Laser Spot Size
4. Conclusions
- (1)
- Laser spot size greatly influences the surface roughness of the given SLM builds of AISI 420 stainless steel. SLM builds of the largest laser spot, diameter of 0.4 mm, exhibit the roughest surface, due to a greater extent of balling. The average surface roughness, measured along the laser scanning direction, is smoother than that in the transverse direction.
- (2)
- Densification and hardness have a good correlation. Both are affected by the porosity which is increased with an increase in laser spot size. A larger amount of pores is formed with a larger laser spot diameter, due to a lower volumetric energy density and improper joining between two layers. A SLM build of a relative density of 97% is fabricated using a laser spot diameter of 0.1 mm, with EV of 80 J/mm3, while a laser spot diameter of 0.4 mm, with EV of 20 J/mm3, produces a lower one of 91%.
- (3)
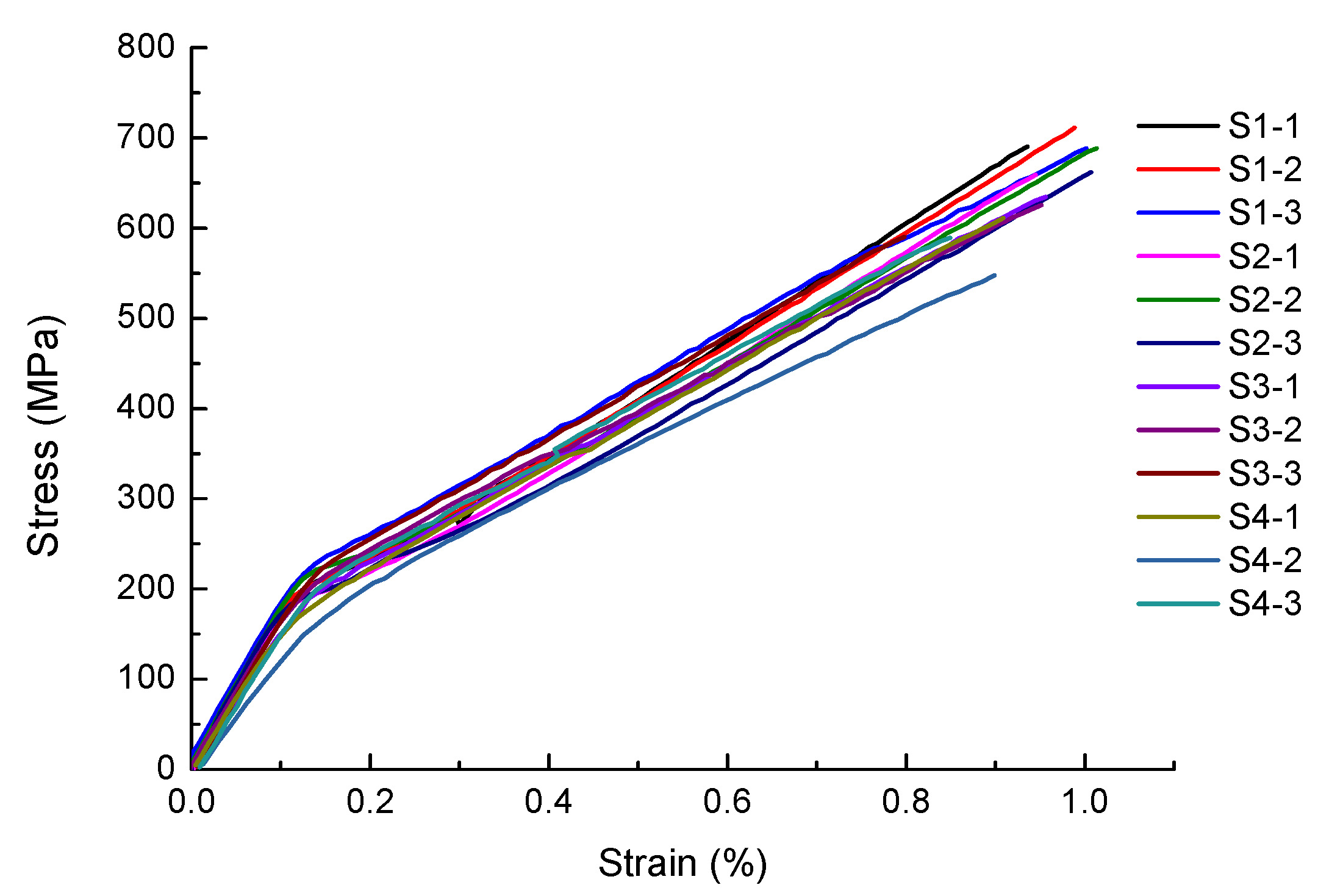
- The stress-strain curves of AISI 420 specimens fabricated by the SLM process behave in a bi-linear manner, which is attributable to the phase transformation of unstable retained austenite to martensite during tensile testing. The SLM builds fabricated by the largest laser spot size of 0.4 mm have a relatively low Young’s modulus because of a higher fraction of porosity. The ultimate tensile stress decreases with an increase in laser spot size. Group S4 specimens, with the largest laser spot, exhibit the lowest ultimate tensile stress, due to a larger re-heated zone and coarser microstructure. Although there is a significant difference in the ultimate tensile stress among the given SLM builds with various laser spot sizes, their yield stress values are comparable.
- (4)
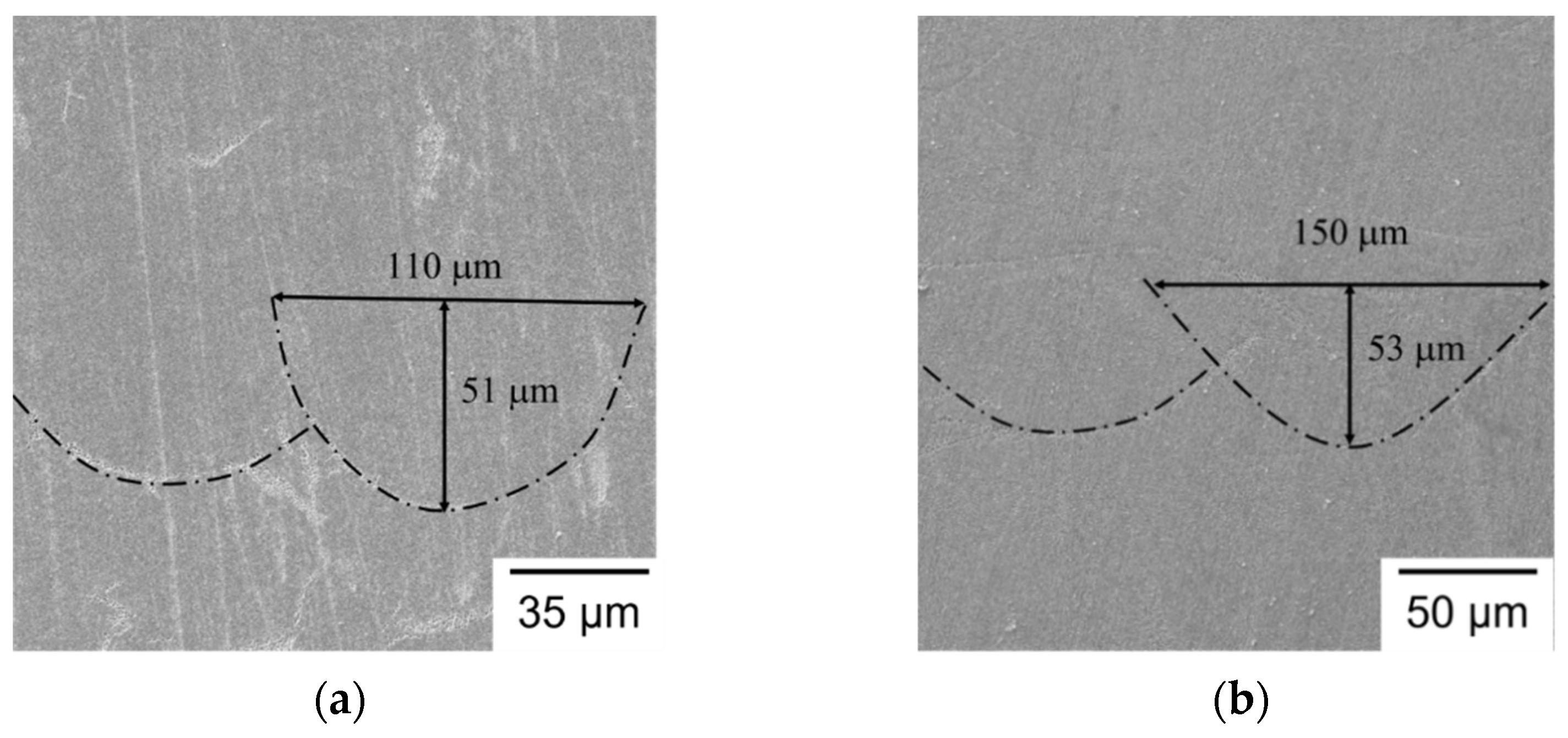
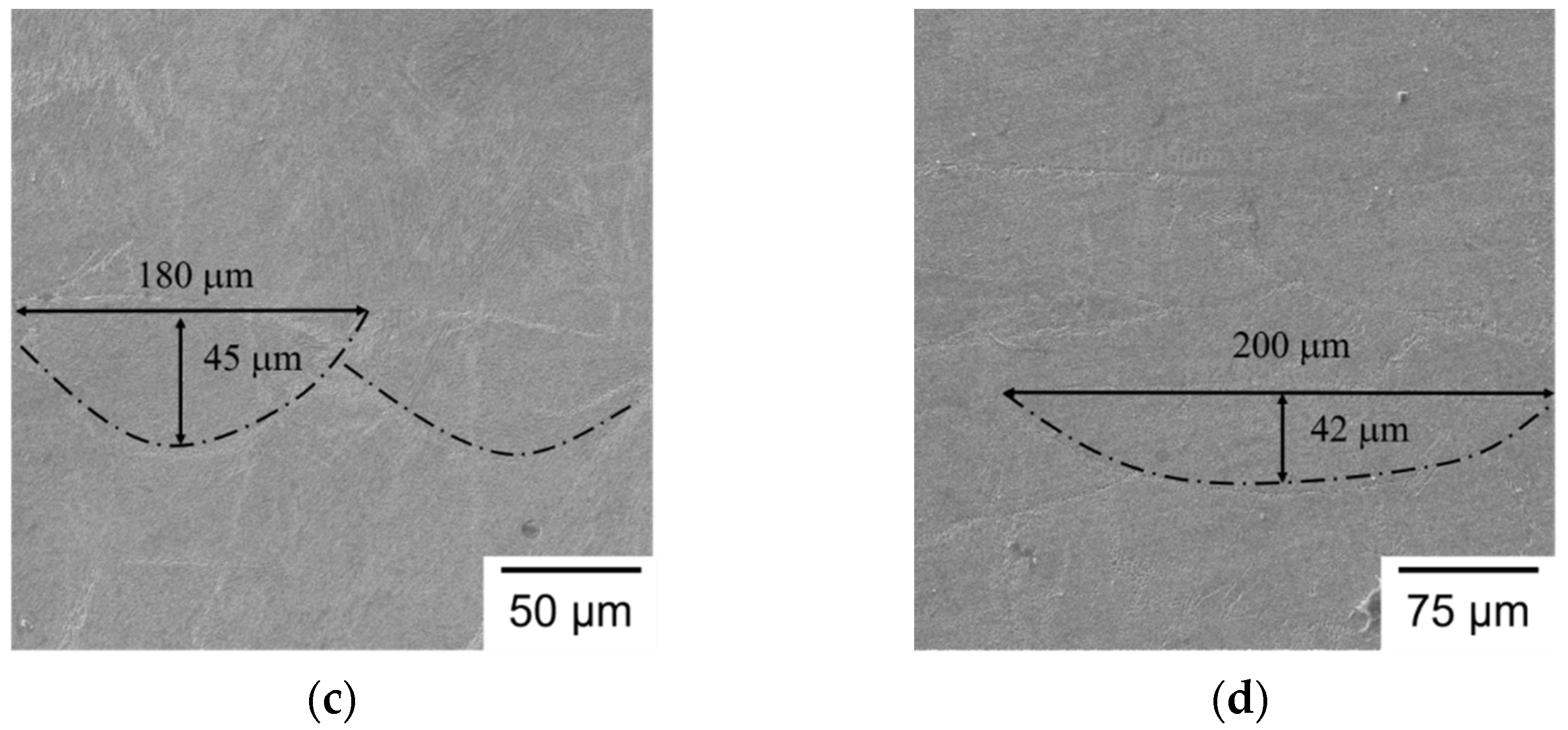
- For the given SLM processing system, the melt pools all exhibit a semi-elliptical shape, corresponding to a conduction melting mode. Among the given laser spot diameters of 0.1–0.4 mm, the SLM builds of AISI 420 fabricated by a laser spot diameter of 0.1 mm, with volumetric energy density of 80 J/mm3, exhibit improved surface roughness, density, hardness, ultimate tensile stress, and microstructure. Accordingly, EV of 80 J/mm3 appears to be a suitable laser energy density for the given SLM processing and material system, so as to ensure the complete melting of the powder and to avoid the instability of the melt pool.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Gokuldoss, P.K.; Kolla, S.; Eckert, J. Additive manufacturing processes: Selective laser melting, electron beam melting and binder jetting—Selection guidelines. Materials 2017, 10, 672. [Google Scholar] [CrossRef] [Green Version]
- Shipley, H.; McDonnell, D.; Culleton, M.; Coull, R.; Lupoi, R.; O’Donnell, G.; Trimble, D. Optimisation of process parameters to address fundamental challenges during selective laser melting of Ti-6Al-4V: A review. Int. J. Mach. Tool Manuf. 2018, 128, 1–20. [Google Scholar] [CrossRef]
- Yakout, M.; Elbestawi, M.A.; Veldhuis, S.C. A study of thermal expansion coefficients and microstructure during selective laser melting of invar 36 and stainless steel 316L. Addit. Manuf. 2018, 24, 405–418. [Google Scholar] [CrossRef]
- Yakout, M.; Elbestawi, M.A.; Veldhuis, S.C. On the characterization of stainless steel 316L parts produced by selective laser melting. Int. J. Adv. Manuf. Technol. 2017, 95, 953–1974. [Google Scholar] [CrossRef]
- Cheng, B.; Shrestha, S.; Chou, K. Stress and deformation evaluations of scanning strategy effect in selective laser melting. Addit. Manuf. 2016, 12, 240–251. [Google Scholar]
- Casalino, G.; Campanelli, S.L.; Contuzzi, N.; Ludovico, A.D. Experimental investigation and statistical optimization of the selective laser melting process of a maraging steel. Opt. Laser Technol. 2015, 65, 151–158. [Google Scholar] [CrossRef]
- Zhao, X.; Wei, Q.; Song, B.; Liu, Y.; Luo, X.; Wen, S.; Shi, Y. Fabrication and characterization of AISI 420 stainless steel using selective laser melting. Mater. Manuf. Process. 2015, 30, 1283–1289. [Google Scholar] [CrossRef]
- Ciurana, J.; Hernandez, L.; Delgado, J. Energy density analysis on single tracks formed by selective laser melting with CoCrMo powder material. Int. J. Adv. Manuf. Technol. 2013, 68, 1103–1110. [Google Scholar] [CrossRef]
- Gunenthiram, V.; Peyre, P.; Schneider, M.; Dal, M.; Coste, F.; Koutiri, I.; Fabbro, R. Experimental analysis of spatter generation and melt-pool behavior during the powder bed laser beam melting process. J. Mater. Process. Technol. 2018, 251, 376–386. [Google Scholar] [CrossRef]
- Kruth, J.P.; Froyen, L.; Van Vaerenbergh, J.; Mercelis, P.; Rombouts, M.; Lauwers, B. Selective laser melting of iron-based powder. J. Mater. Process. Technol. 2004, 149, 616–622. [Google Scholar] [CrossRef]
- Khaillarah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef] [Green Version]
- Heeling, T.; Cloots, M.; Wegener, K. Melt pool simulation for the evaluation of process parameters in selective laser melting. Addit. Manuf. 2017, 14, 116–125. [Google Scholar] [CrossRef]
- Schleifenbaum, H.; Meiners, W.; Wissenbach, K.; Hinke, C. Individualized production by means of high power Selective Laser Melting. CIRP J. Manuf. Sci. Technol. 2010, 2, 161–169. [Google Scholar] [CrossRef]
- Vastola, G.; Zhang, G.; Pei, Q.X.; Zhang, Y.W. Modeling and control of remelting in high-energy beam additive manufacturing. Addit. Manuf. 2015, 7, 57–63. [Google Scholar] [CrossRef]
- Buchbinder, D.; Meiners, W.; Pirch, N.; Wissenbach, K.; Schrage, J. Investigation on reducing distortion by preheating during manufacture of aluminum components using selective laser melting. J. Laser Appl. 2014, 26, 012004. [Google Scholar] [CrossRef]
- Bean, G.E.; Witkin, D.B.; McLouth, T.D.; Patel, D.N.; Zaldivar, R.J. Effect of laser focus shift on surface quality and density of Inconel 718 parts produced via selective laser melting. Addit. Manuf. 2018, 22, 207–215. [Google Scholar] [CrossRef]
- McLouth, T.D.; Bean, G.E.; Witkin, D.B.; Sitzman, S.D.; Adams, P.M.; Patel, D.N.; Park, W.; Yang, J.-M.; Zaldivar, R.J. The effect of laser focus shift on microstructural variation of Inconel 718 produced by selective laser melting. Mater. Des. 2018, 149, 205–213. [Google Scholar] [CrossRef]
- Shi, W.; Liu, Y.; Shi, X.; Hou, Y.; Wang, P.; Song, G. Beam diameter dependence of performance in thick-layer and high-power selective laser melting of Ti-6Al-4V. Materials 2018, 11, 1237. [Google Scholar] [CrossRef] [Green Version]
- Metelkova, J.; Kinds, Y.; Kempen, K.; de Formanoir, C.; Witvrouw, A.; Van Hooreweder, B. On the influence of laser defocusing in selective laser melting of 316L. Addit. Manuf. 2018, 23, 161–169. [Google Scholar] [CrossRef]
- Rashid, R.A.R.; Ali, H.; Palanisamy, S.; Masood, S.H. Effect of process parameters on the surface characteristics of AlSi12 samples made via selective laser melting. Mater. Today Proc. 2017, 4, 8724–8730. [Google Scholar] [CrossRef]
- Paraschiv, A.; Matache, G.; Condruz, M.R.; Frigioescu, T.F.; Ionică, I. The Influence of Laser Defocusing in Selective Laser Melted IN 625. Materials 2021, 14, 3447. [Google Scholar] [CrossRef] [PubMed]
- Isfahany, A.N.; Saghafian, H.; Borhani, G. The effect of heat treatment on mechanical properties and corrosion behavior of AISI420 martensitic stainless steel. J. Alloys Compd. 2011, 509, 3931–3936. [Google Scholar] [CrossRef]
- Saeidi, K.; Zapata, D.L.; Lofaj, F.; Kvetkova, L.; Olsen, J.; Shen, Z.; Akhtar, F. Ultra-high strength martensitic 420 stainless steel with high ductility. Addit. Manuf. 2019, 29, 100803. [Google Scholar] [CrossRef]
- Krakhmalev, P.; Yadroitsava, I.; Fredriksson, G.; Yadroitsev, I. In situ heat treatment in selective laser melted martensitic AISI 420 stainless steels. Mater. Des. 2015, 87, 380–385. [Google Scholar] [CrossRef]
- Shen, L.-C.; Yang, X.-H.; Ho, J.-R.; Tung, P.-C.; Lin, C.-K. Effects of build direction on the mechanical properties of a martensitic stainless steel fabricated by selective laser melting. Materials 2020, 13, 5142. [Google Scholar] [CrossRef]
- MatWeb. 420 Stainless Steel. Available online: http://www.matweb.com/search/datasheettext.aspx?matguid=641544e4c9f1425390d05ae37d55440a (accessed on 16 October 2018).
- AZoM. Stainless Steel-Grade 420. Available online: https://www.azom.com/article.aspx?ArticleID=972 (accessed on 20 May 2020).
- Boudiaf, A.; Taleb, L.; Belouchrani, M.A. Experimental analysis of the correlation between martensitic transformation plasticity and the austenitic grain size in steels. Eur. J. Mech. A Solids 2011, 30, 326–335. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J.P. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Takata, N.; Nishida, R.; Suzuki, A.; Kobashi, M.; Kato, M. Crystallographic features of microstructure in maraging steel fabricated by selective laser melting. Metals 2018, 8, 440. [Google Scholar] [CrossRef] [Green Version]
- Solberg, K.; Guan, S.; Razavi, S.M.J.; Welo, T.; Chan, K.C.; Berto, F. Fatigue of additively manufactured 316L stainless steel: The influence of porosity and surface roughness. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 2043–2052. [Google Scholar] [CrossRef] [Green Version]
- Peron, M.; Torgersen, J.; Ferro, P.; Berto, F. Fracture behaviour of notched as-built EBM parts: Characterization and interplay between defects and notch strengthening behavior. Theor. Appl. Fract. Mech. 2018, 98, 178–185. [Google Scholar] [CrossRef] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Laser power (W) | 400 |
| Laser scanning speed (mm/s) | 1000 |
| Laser spot diameter (mm) | 0.1 (S1), 0.2 (S2), 0.3 (S3), 0.4 (S4) |
| Layer thickness (μm) | 50 |
| Volumetric energy density, EV (J/mm3) | 80 (S1), 40 (S2), 26.7 (S3), 20 (S4) |
| Hatch distance (mm) | 0.08 |
| Preheated temperature of baseplate (°C) | 95 |
| Scanning strategy | Island pattern with alternating path |
| Group | Rx (μm) | Ry (μm) | |||
|---|---|---|---|---|---|
| Average | Standard Deviation | Average | Standard Deviation | ||
| S1 | 11.520 | 3.493 | 17.786 | 12.543 | |
| 154.584 | 27.646 | 173.839 | 134.267 | ||
| S2 | 13.912 | 4.189 | 16.305 | 17.279 | |
| 183.800 | 25.495 | 183.800 | 156.425 | ||
| S3 | 12.316 | 2.911 | 15.925 | 14.805 | |
| 192.829 | 26.829 | 260.721 | 109.078 | ||
| S4 | 23.027 | 5.244 | 15.252 | 14.040 | |
| 313.609 | 63.008 | 291.453 | 87.331 | ||
| Specimen ID | Relative Density, ρr | Hardness (HRC) |
|---|---|---|
| S1-1 | 0.96 | 61.2 ± 7.3 |
| S1-2 | 0.97 | 66.8 ± 4.5 |
| S1-3 | 0.97 | 56.9 ± 5.9 |
| Group S1 (average) | 0.97 | 61.7 |
| S2-1 | 0.97 | 58.0 ± 6.9 |
| S2-2 | 0.95 | 59.7 ± 5.4 |
| S2-3 | 0.96 | 54.2 ± 4.0 |
| Group S2 (average) | 0.96 | 57.3 |
| S3-1 | 0.95 | 54.4 ± 7.5 |
| S3-2 | 0.95 | 55.5 ± 6.5 |
| S3-3 | 0.95 | 58.9 ± 7.6 |
| Group S3 (average) | 0.95 | 56.3 |
| S4-1 | 0.91 | 52.6 ± 6.3 |
| S4-2 | 0.92 | 62.5 ± 4.3 |
| S4-3 | 0.90 | 54.1 ± 3.1 |
| Group S4 (average) | 0.91 | 56.4 |
| Specimen ID | Young’s Modulus | Yield Stress | Ultimate Tensile Stress | Elongation |
|---|---|---|---|---|
| (GPa) | (MPa) | (MPa) | (%) | |
| S1-1 | 177.5 | 199.2 | 722.0 | 0.99 |
| S1-2 | 188.6 | 193.1 | 732.3 | 1.02 |
| S1-3 | 162.6 | 202.9 | 688.6 | 1.00 |
| Group S1 (average) | 176.2 | 198.4 | 714.3 | 1.00 |
| S2-1 | 181.4 | 182.1 | 659.5 | 0.95 |
| S2-2 | 180.0 | 221.5 | 688.6 | 1.01 |
| S2-3 | 173.5 | 202.4 | 662.0 | 1.01 |
| Group S2 (average) | 178.3 | 202.0 | 670.0 | 0.99 |
| S3-1 | 170.5 | 170.3 | 635.1 | 0.96 |
| S3-2 | 177.1 | 204.8 | 625.8 | 0.95 |
| S3-3 | 177.0 | 222.5 | 590.8 | 0.80 |
| Group S3 (average) | 174.9 | 199.2 | 617.2 | 0.85 |
| S4-1 | 165.4 | 184.3 | 611.5 | 0.91 |
| S4-2 | 138.0 | 187.9 | 548.1 | 0.90 |
| S4-3 | 162.8 | 221.1 | 589.6 | 0.85 |
| Group S4 (average) | 155.4 | 197.8 | 583.1 | 0.89 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, X.-H.; Jiang, C.-M.; Ho, J.-R.; Tung, P.-C.; Lin, C.-K. Effects of Laser Spot Size on the Mechanical Properties of AISI 420 Stainless Steel Fabricated by Selective Laser Melting. Materials 2021, 14, 4593. https://doi.org/10.3390/ma14164593
Yang X-H, Jiang C-M, Ho J-R, Tung P-C, Lin C-K. Effects of Laser Spot Size on the Mechanical Properties of AISI 420 Stainless Steel Fabricated by Selective Laser Melting. Materials. 2021; 14(16):4593. https://doi.org/10.3390/ma14164593
Chicago/Turabian StyleYang, Xi-Huai, Chong-Ming Jiang, Jeng-Rong Ho, Pi-Cheng Tung, and Chih-Kuang Lin. 2021. "Effects of Laser Spot Size on the Mechanical Properties of AISI 420 Stainless Steel Fabricated by Selective Laser Melting" Materials 14, no. 16: 4593. https://doi.org/10.3390/ma14164593
APA StyleYang, X.-H., Jiang, C.-M., Ho, J.-R., Tung, P.-C., & Lin, C.-K. (2021). Effects of Laser Spot Size on the Mechanical Properties of AISI 420 Stainless Steel Fabricated by Selective Laser Melting. Materials, 14(16), 4593. https://doi.org/10.3390/ma14164593