
Effect of Post-Process Curing and Washing Time on Mechanical Properties of mSLA Printouts



 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
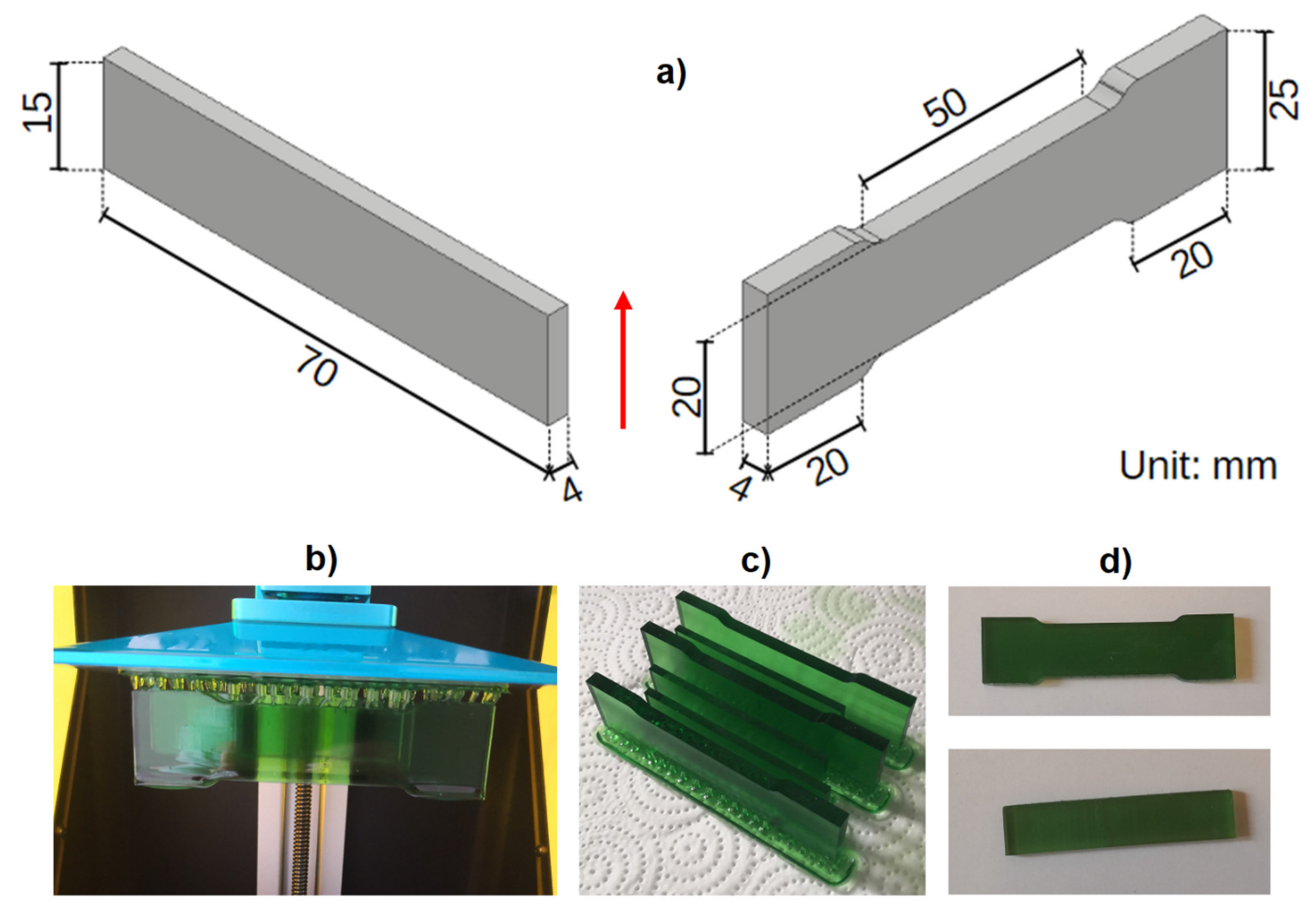
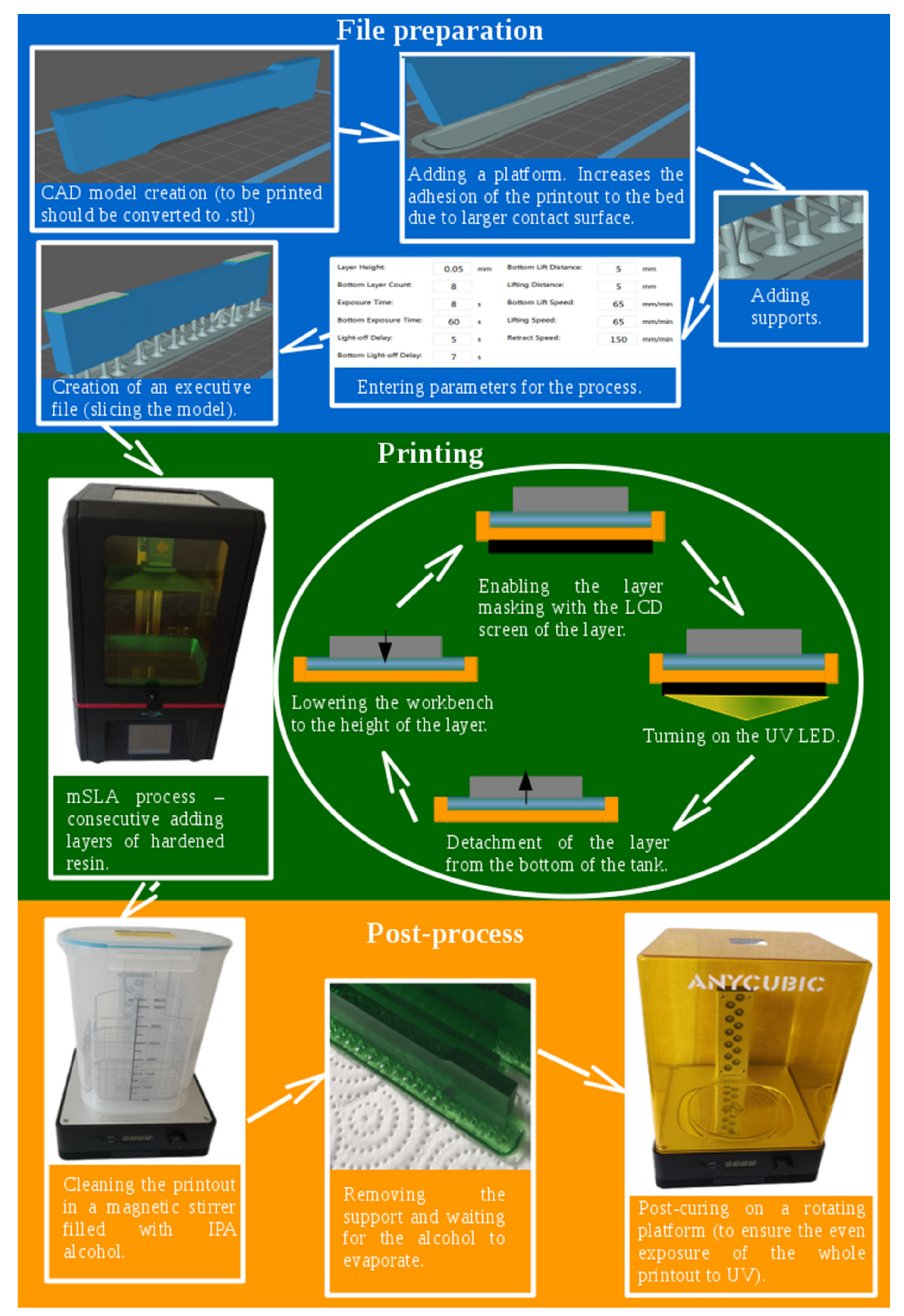
2.1. Printing and Postprocessing Procedure
2.2. Examination Methods
3. Results and Discussion
4. Conclusions
- (1)
- The following for the post-curing:
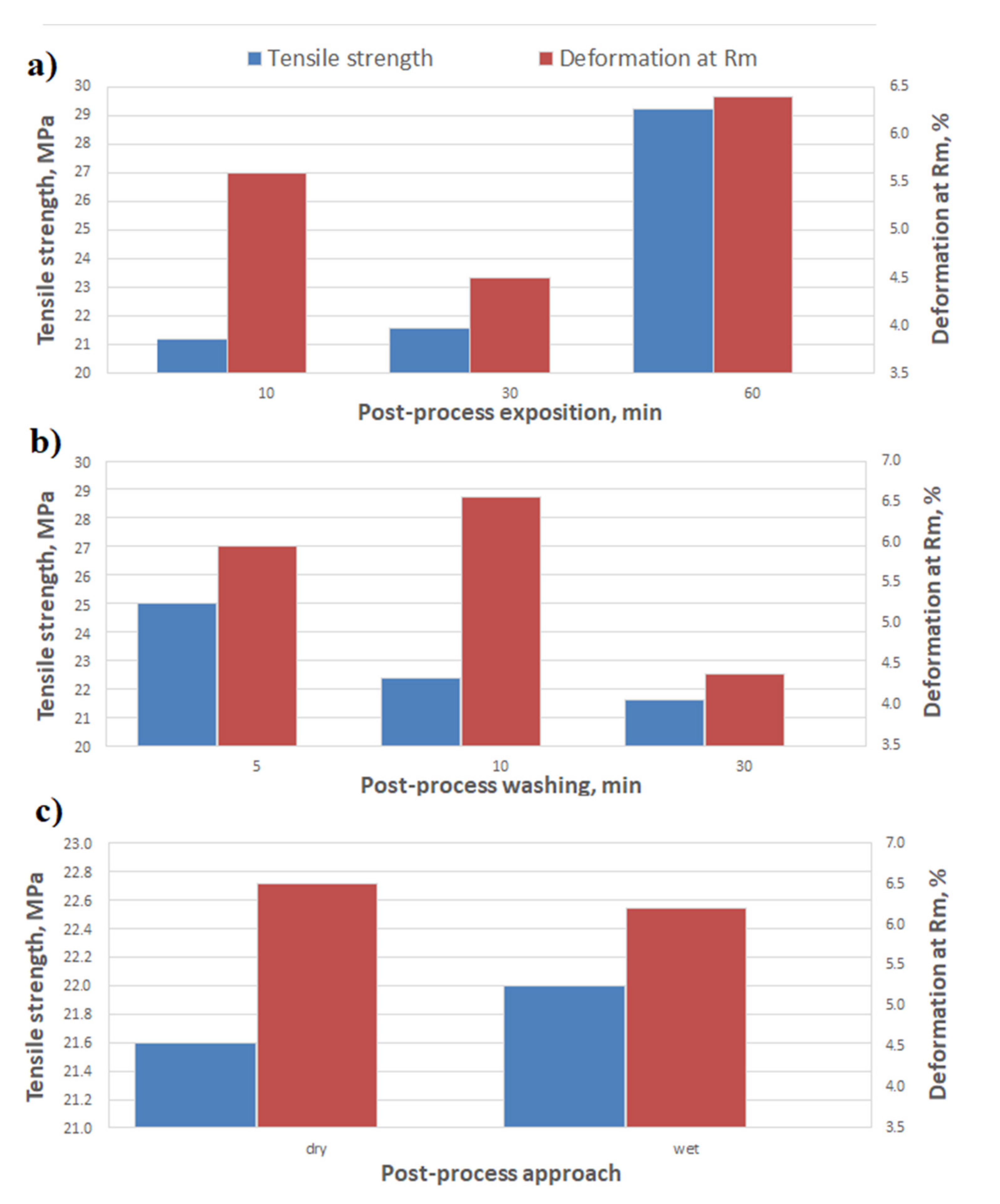
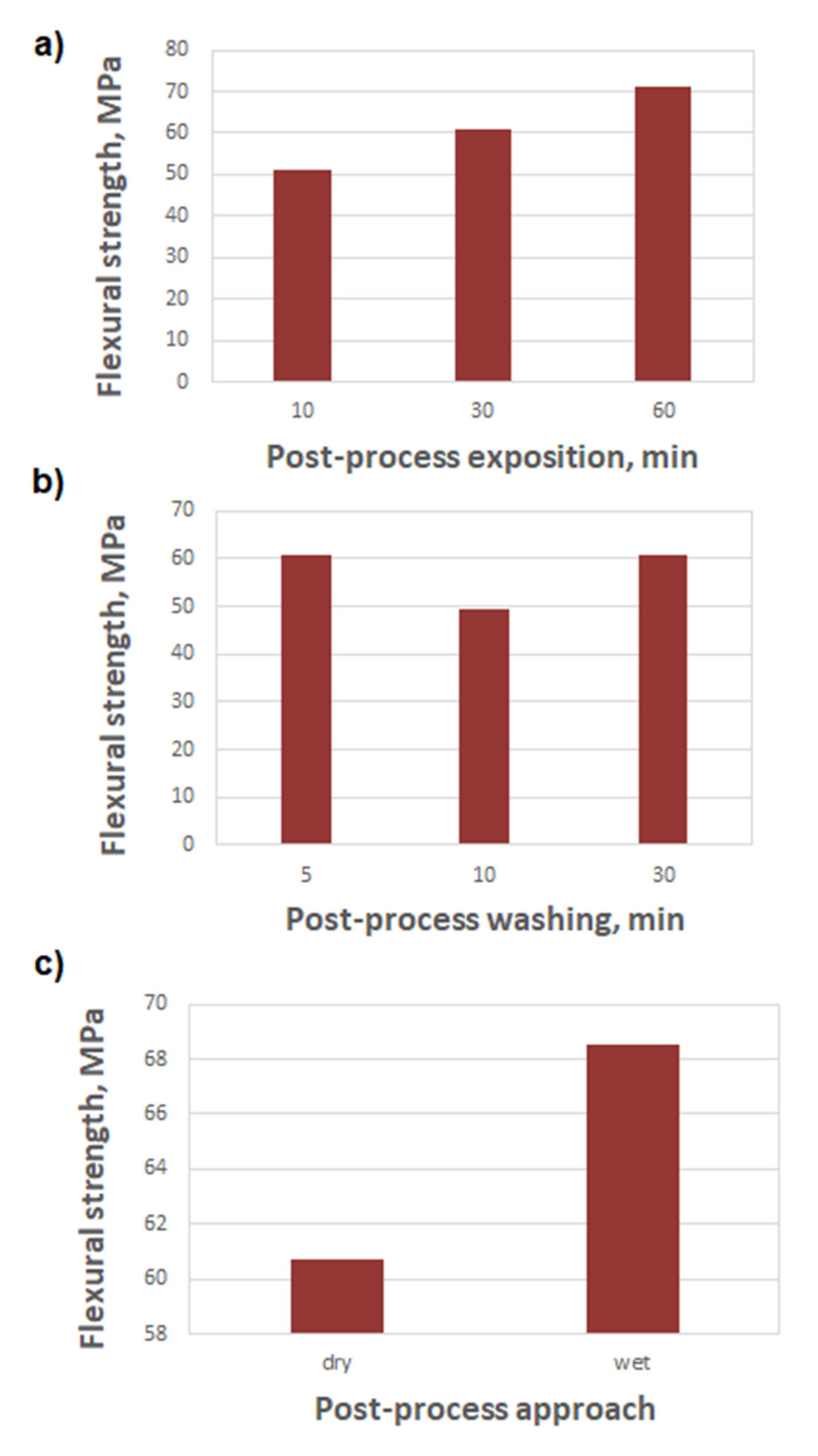
- Post-curing time has a negative effect on the tensile strength and bending strength of the printouts.
- Extending the post-curing time affects the heterogeneity of the produced printout. The hardness of the outer areas increases more than the area inside the printout. This does not have a negative effect on the strength, but contributes to a greater increase in the bending strength than in the tensile strength.
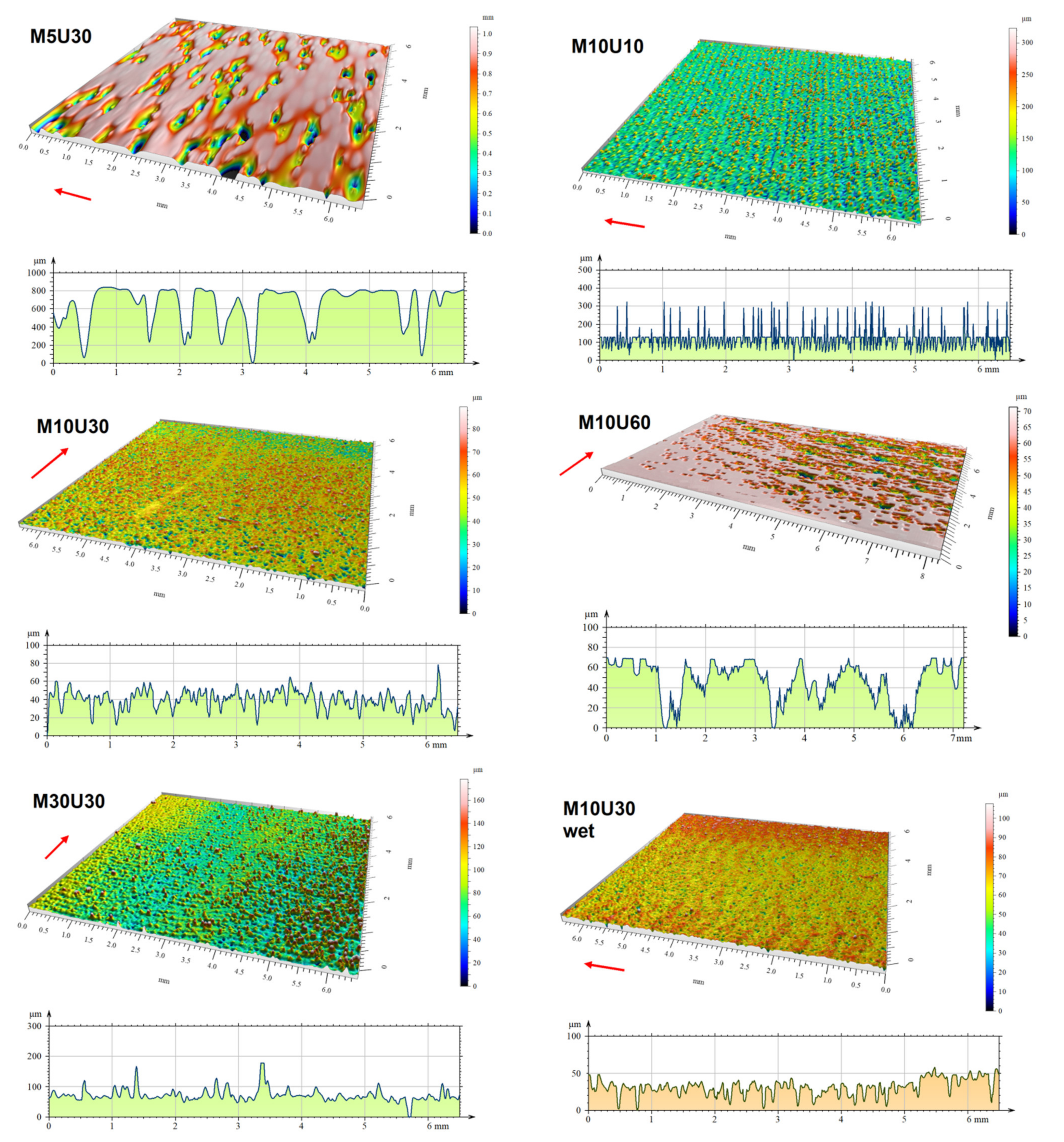
- Post-curing improves the surface quality of the printouts. The improvement effect is visible up to a post-curing time of 30 min. Above this time, significant changes are no longer visible, but a large-scale sequencing of the surface relief appears.
- (2)
- The following for the washing:
- The obtained results indicate an ambiguous effect of washing on the strength of printouts. Finally, however, it should be said that prolonged washing slightly reduces the strength of the printed materials.
- Longer washing times contribute to harder prints.
- Washing significantly affects the quality of the printout surface. A washing time that is too short results in a surface that closely follows the sequencing characteristic of the printing process, with a roughness of several hundred microns. Increasing the washing time to 10 min lowers the roughness by one order of magnitude. Further increasing the washing time no longer has a positive effect on the surface relief of the printouts.
- (3)
- The following for post-curing with water shielding:
- Post-curing through the water layer causes a significant increase in hardness in the outer areas of the printouts, not affecting the hardness obtained in the inner areas. This translates into a higher flexural strength obtained by the samples post-cured through the water shielding.
- The use of a water layer during post-curing does not affect the surface quality of the printout.
- (4)
- The general conclusions are as follows:
- The obtained mechanical test results and surface quality evaluation indicates that, for printouts with cross-sectional dimensions of several mm, the optimal post-process washing time is not more than 10 min, and the post-curing time is a minimum of 30 min.
- The hardness results show that, already, at a depth of approx. 2 mm in relation to the outer surface, the hardness of the cured resin is clearly lower than its hardness on the printout surface. This differentiation progresses with post-curing time. This indicates that, from the point of view of mechanical properties, it is expedient to limit the thickness of the printed sections as much as possible, e.g., to design elements with unfilled cores.
Author Contributions
Funding
Conflicts of Interest
References
- Bartolo, P.J. Stereolithography: Materials. In Processes and Applications; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar] [CrossRef]
- Schmidleithner, C.; Kalaskar, D.M. Stereolithography. 3D Print. 2018, 3–22. [Google Scholar] [CrossRef] [Green Version]
- Poth, U.; Schwalm, R.; Schwartz, M.; Baumstark, R. Acrylic Resins; Vincentz Network: Hannover, Germany, 2011. [Google Scholar]
- Penczek, P.; Królikowski, W.; Kłosowska-Wołkowicz, Z. Nienasycone Żywice Poliestrowe; WNT: Warszawa, Poland, 2016. [Google Scholar]
- Ahmad, K.W.H.; Mohamad, Z.; Othman, N.; Che Man, S.H.; Jusoh, M. He Mechanical Properties of Photopolymer Prepared Via 3D Stereolithography Printing: The Effect of UV Curing Time and Anisotropy. Chem. Eng. Trans. 2020, 78, 565–570. [Google Scholar] [CrossRef]
- Erdogan, B.; Seyhan, A.; Ocak, Y.; Tanoglu, M.; Balkose, D.; Ulku, S. Cure kinetics of epoxy resin-natural zeolite composites. J. Therm. Anal. Calorim. 2008, 93, 743–747. [Google Scholar] [CrossRef] [Green Version]
- Minin, A.; Blatov, I.; Rodionov, S.; Zubarev, I. Development of a cell co-cultivation system based on protein magnetic membranes, using a MSLA 3D printer. Bioprinting 2021, 23, e00150. [Google Scholar] [CrossRef]
- Braszkiewicz, M. Manufacturing of mechanical elements with properties of metamaterials using 3D printing technology. In Proceedings of the 34th Scientific Conference: Problems of Working Machines Development, Bydgoszcz, Poland, 16 February 2021; Volume 338, p. 01002. [Google Scholar] [CrossRef]
- Kumar, S.; Bhushan, P.; Pandey, M.; Bhattacharya, S. Additive manufacturing as an emerging technology for fabrication of microelectromechanical systems (MEMS). J. Micromanufac. 2019, 2, 175–197. [Google Scholar] [CrossRef]
- Esposito, L.; Sorrentino, L.; Penta, F.; Bellini, C. Effect of curing overheating on interlaminar shear strength and its modelling in thick FRP laminates. Int. J. Adv. Manuf. Technol. 2016, 87, 2213–2220. [Google Scholar] [CrossRef]
- Miedzinska, D.; Gieleta, R.; Popławski, A. Experimental study on influence of curing time on strength behavior of SLA-printed samples loaded with different strain rates. Materials 2020, 13, 5825. [Google Scholar] [CrossRef] [PubMed]
- Pszczółkowski, B.; Dzadz, Ł. Analysis of the influence of UV light exposure time on hardness and density properties of SLA models. Tech. Sci. 2020, 23, 175–184. [Google Scholar]
- Available online: https://www.anycubic.com/collections/anycubic-photon-3d-printers/products/anycubic-photon-3d-printer (accessed on 20 August 2021).
- Available online: https://drive.google.com/file/d/1gGvgaVlVSFrv6Ad0xq8NZv_crqn2u_rz/view (accessed on 20 August 2021).
- Available online: https://www.anycubic.com/products/wash-cure-machine-2-0 (accessed on 20 August 2021).
- Available online: https://cdn-reichelt.de/documents/datenblatt/E910/ANYCUBIC_WASHANDCURE_2_ANL-EN.pdf (accessed on 20 August 2021).
- Available online: https://www.eng.uc.edu/~beaucag/Classes/Characterization/M10-24400-1-2%20%284465%20manual%29.pdf (accessed on 20 August 2021).
- Available online: https://www.zwickroell.com/products/static-materials-testing-machines/universal-testing-machines-for-static-applications/zwickiline/ (accessed on 20 August 2021).
- Available online: https://www.iveindhoven.com/en/article/frt-microprof-optical-profilometer-surfacemeter/ (accessed on 20 August 2021).
- Available online: https://www.sauter.eu/shop/en/measuring-instruments/hardness-testing-of-plastics-shore-/HB/ (accessed on 20 August 2021).
- Chatys, R.; Piernik, K. Influence pf speed of resin injection under pressure into mould on strength properties of polymer composite. Compos. Theory Pract. 2021, 21, 40–45. [Google Scholar]
- Oliwa, R.; Heneczkowski, M.; Oleksy, M.; Galina, H. Epoxy composites of reduced flammability. Compos. Part B Eng. 2016, 95, 1–8. [Google Scholar] [CrossRef]
- Oleksy, M.; Szwarc-Rzepka, K.; Heneczkowski, M.; Oliwa, R.; Jesionowski, T. Epoxy resin composite based on functional hybrid fillers. Materials 2014, 7, 6064–6091. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sikorski, R. Macro- and micromechanical response of glass fibre-reinforced polypropylene to pigmental impurities. Compos. Theory Pract. 2021, 21, 20–28. [Google Scholar]
- Seyhan, A.T.; Sun, Z.; Deitzel, J.; Tanoglu, M.; Heider, D. Cure kinetics of vapor grown carbon nanofiber (VGCNF) modified epoxy resin suspensions and fracture toughness of their resulting nanocomposites. Mater. Chem. Phys. 2009, 118, 234–242. [Google Scholar] [CrossRef] [Green Version]
- Okrajni, J. Podstawy Mechaniki Technicznej dla Materiałoznawców; WydawnictwoPolitechnikiŚląskiej: Gliwice, Poland, 2002. [Google Scholar]
- Alam, S.; Chowdhury, M.A. Micromechanical analysis of glass fiber reinforced epoxy composites and case study of macro-mechanical observation. Compos. Theory Pract. 2020, 20, 23–34. [Google Scholar]
- Ganczarski, A.; Skrzypek, J. Plastyczność Materiałów Inżynierskich; WydawnictwoPolitechnikiKrakowskiej: Kraków, Poland, 2009. [Google Scholar]
- Studer, K.; Decker, C.; Beck, E.; Schwalm, R. Overcoming Oxygen Inhibition in UV-Curing of Acrylate Coatings by Carbon Dioxide Inerting. Prog. Org. Coat. 2003, 48, 92–100. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen Type Designation | Description (Post-Process Procedures Time) |
|---|---|
| M5U30 | Specimen after 5 min washing and 30 min post-curing |
| M10U30 | Specimen after 10 min washing and 30 min post-curing |
| M30U30 | Specimen after 30 min washing and 30 min post-curing |
| M10U10 | Specimen after 10 min washing and 10 min post-curing |
| M10U60 | Specimen after 10 min washing and 60 min post-curing |
| M10U30-wet | Specimen after 10 min washing and 30 min post-curing, the samples were post-cured in a glass container with water. |
| Specimen Type | Tensile Strength Rm, MPa | Deformation at Rm,% |
|---|---|---|
| M5U30 | 25.0(2.5) | 5.8(0.7) |
| M10U30 | 22.4(2.6) | 6.5(0.7) |
| M30U30 | 21.6(2.1) | 4.0(0.3) |
| M10U10 | 21.2(3.2) | 5.1(0.2) |
| M10U60 | 29.2(0.9) | 5.9(0.6) |
| M10U30-wet | 22.0(2.2) | 6.2(0.9) |
| Specimen Type | Flexural Strength Rg, MPa |
|---|---|
| M5U30 | 60.6(0.7) |
| M10U30 | 49.6(4.6) |
| M30U30 | 60.7(0.7) |
| M10U10 | 51.3(2.6) |
| M10U60 | 71.1(2.8) |
| M10U30-wet | 68.5(1.2) |
| Specimen Type | Hardness (Shore D Units) | |
|---|---|---|
| Outer Walls | Central Line of the Cross-Section | |
| M5U30 | 87.0(0.4) | 82.5(0.8) |
| M10U30 | 85.2(0.2) | 83.1(0.5) |
| M30U30 | 88.0(0.4) | 85.7(0.4) |
| M10U10 | 86.1(0.5) | 85.6(0.6) |
| M10U60 | 88.2(0.4) | 84.0(0.4) |
| M10U30-wet | 88.2(0.4) | 82.7(0.6) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nowacki, B.; Kowol, P.; Kozioł, M.; Olesik, P.; Wieczorek, J.; Wacławiak, K. Effect of Post-Process Curing and Washing Time on Mechanical Properties of mSLA Printouts. Materials 2021, 14, 4856. https://doi.org/10.3390/ma14174856
Nowacki B, Kowol P, Kozioł M, Olesik P, Wieczorek J, Wacławiak K. Effect of Post-Process Curing and Washing Time on Mechanical Properties of mSLA Printouts. Materials. 2021; 14(17):4856. https://doi.org/10.3390/ma14174856
Chicago/Turabian StyleNowacki, Bartłomiej, Paweł Kowol, Mateusz Kozioł, Piotr Olesik, Jakub Wieczorek, and Krzysztof Wacławiak. 2021. "Effect of Post-Process Curing and Washing Time on Mechanical Properties of mSLA Printouts" Materials 14, no. 17: 4856. https://doi.org/10.3390/ma14174856
APA StyleNowacki, B., Kowol, P., Kozioł, M., Olesik, P., Wieczorek, J., & Wacławiak, K. (2021). Effect of Post-Process Curing and Washing Time on Mechanical Properties of mSLA Printouts. Materials, 14(17), 4856. https://doi.org/10.3390/ma14174856