
Properties of Eco-Friendly Particleboards Bonded with Lignosulfonate-Urea-Formaldehyde Adhesives and pMDI as a Crosslinker

 ,
,  , ,
, ,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Measurement of pH
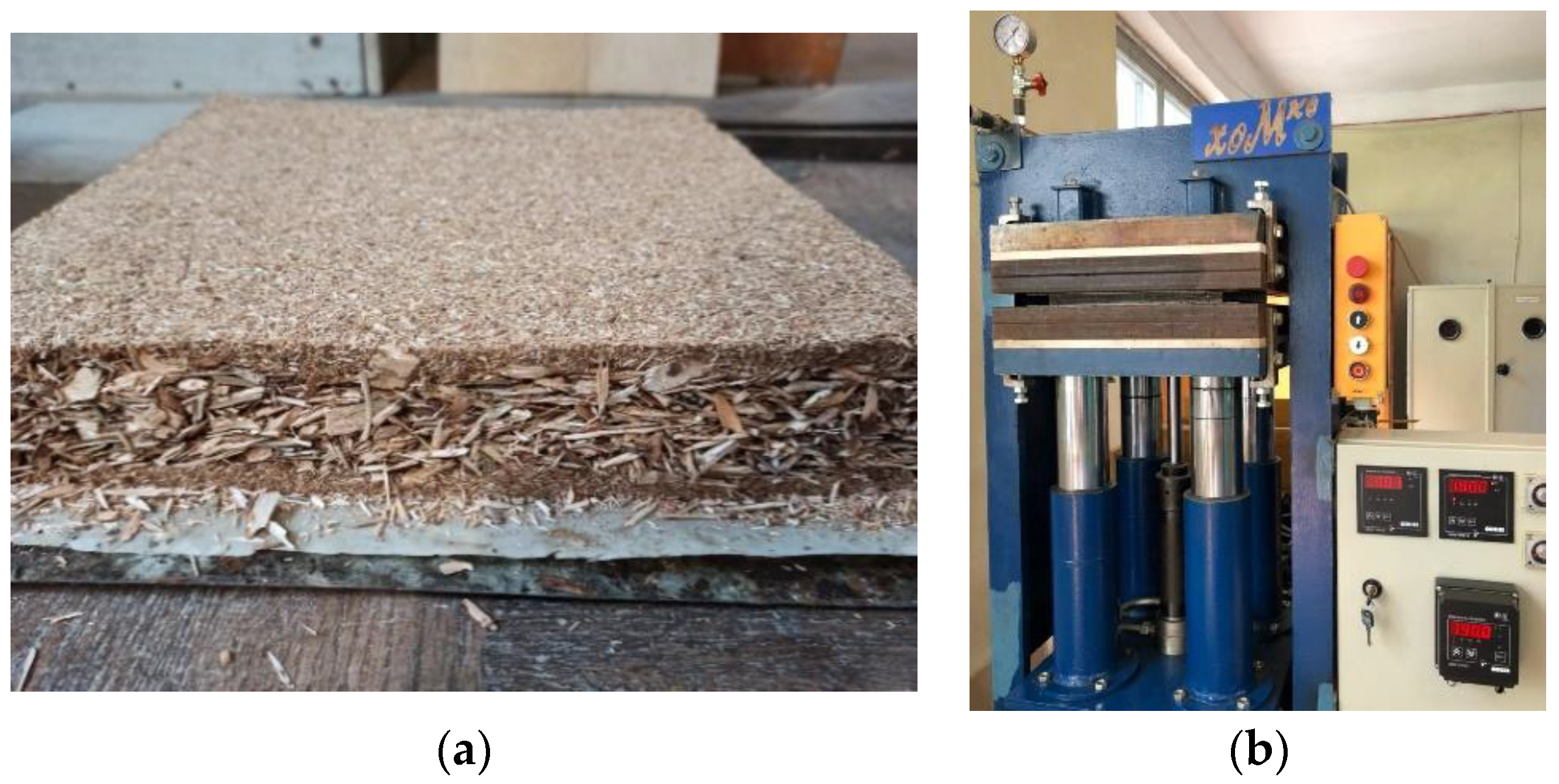
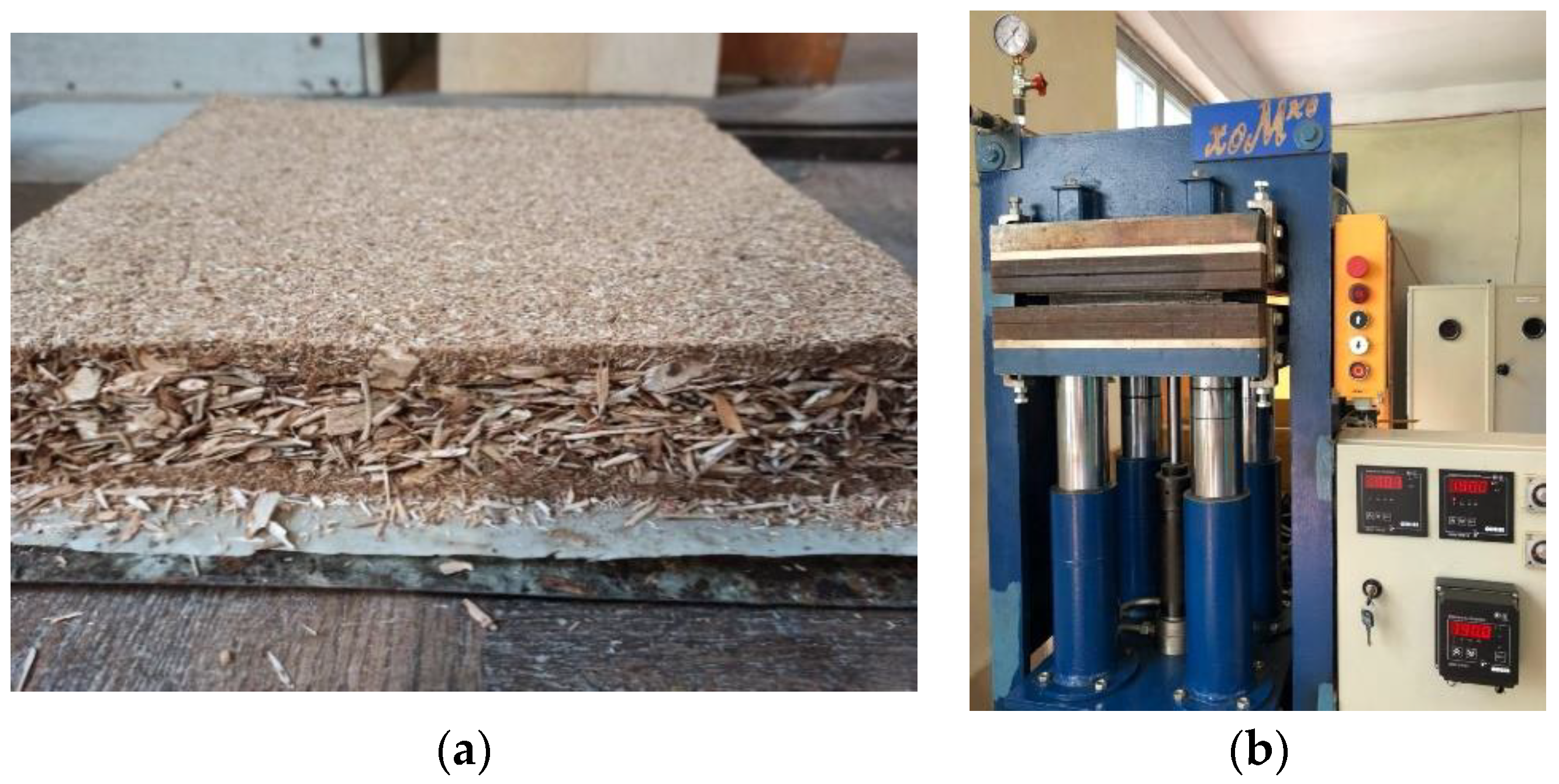
2.3. Manufacturing of Particleboards
2.4. Particleboards Testing
2.5. Statistical Analysis
3. Results
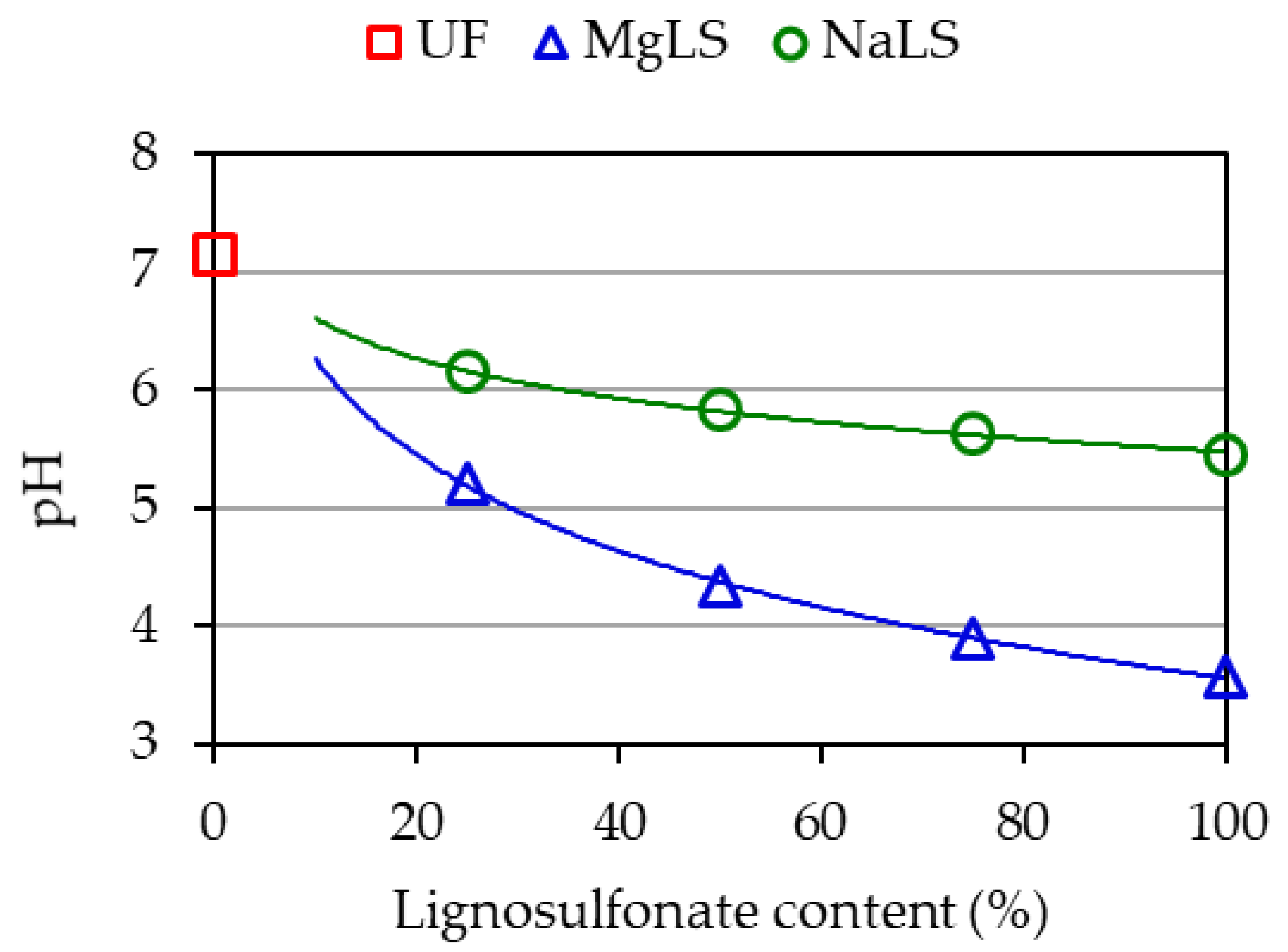
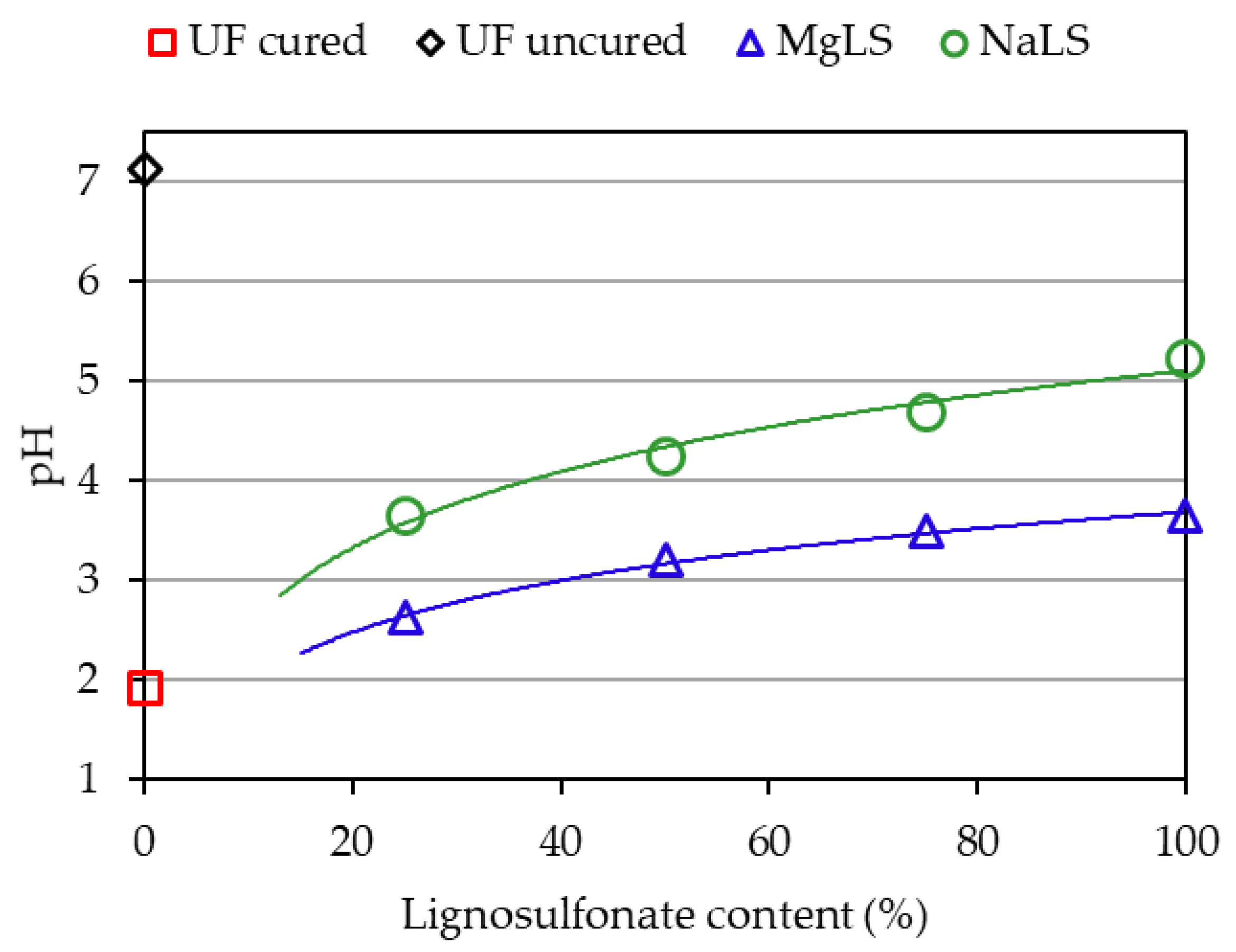
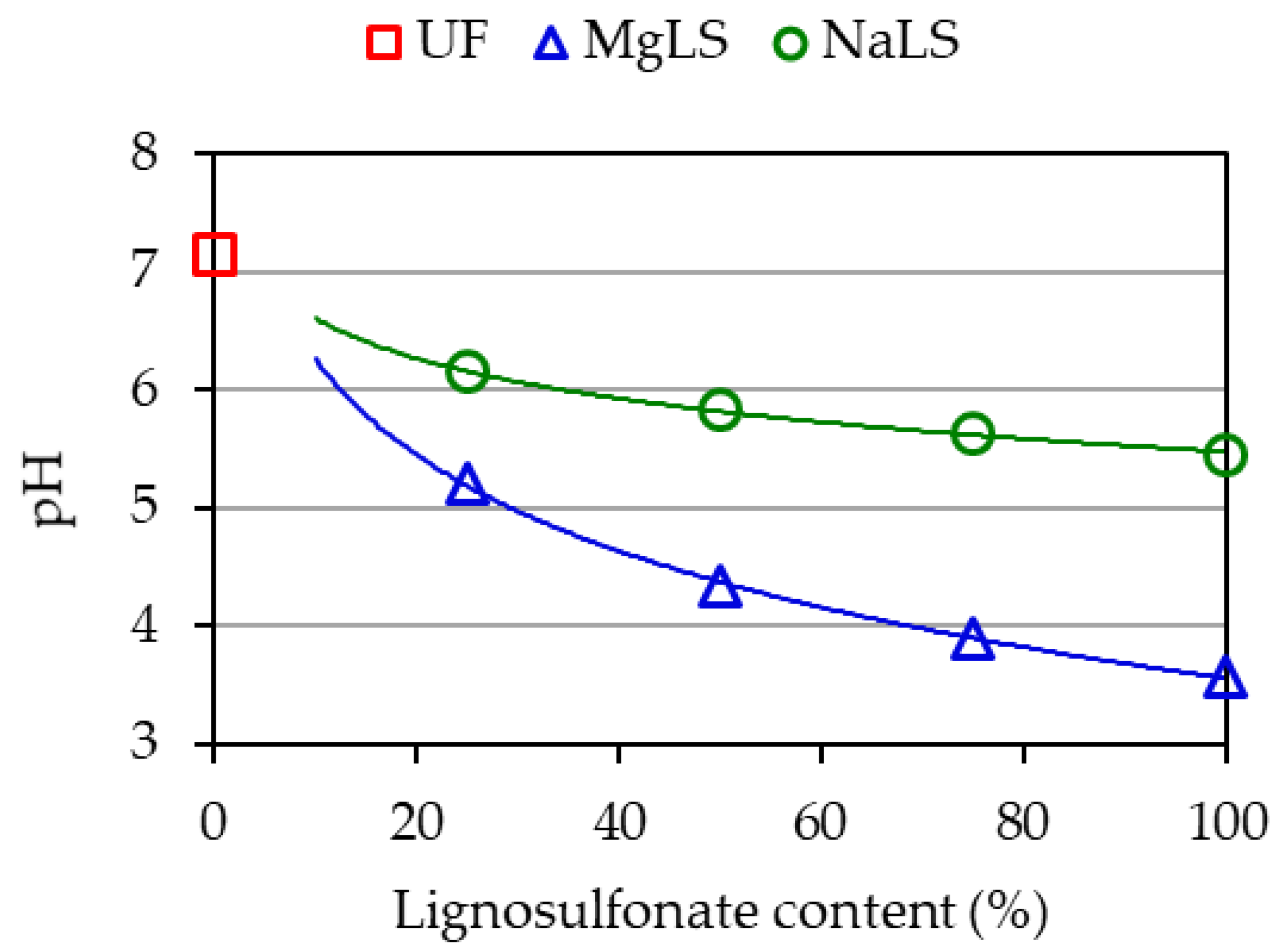
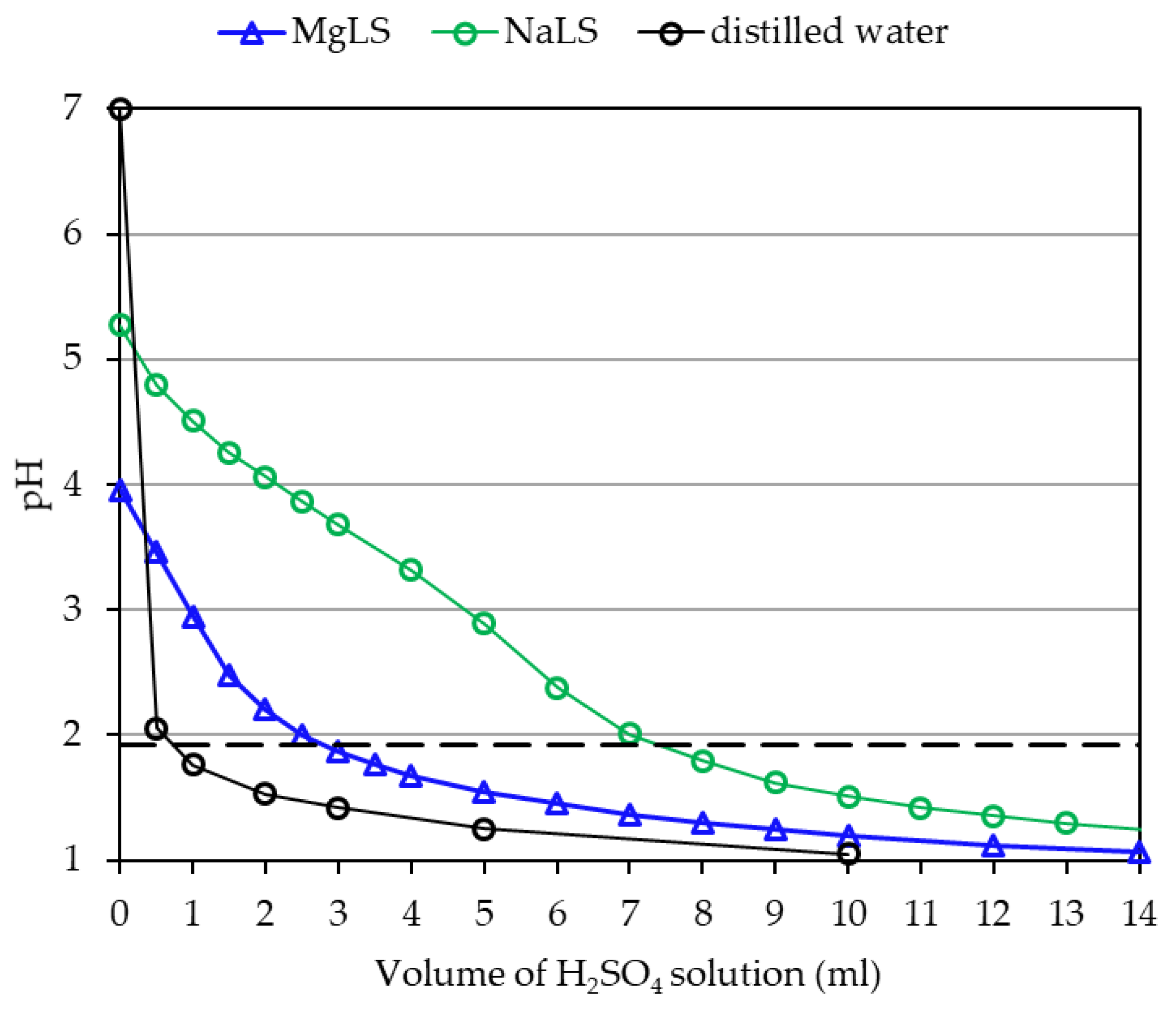
3.1. The Effect of Lignosulfonates on the pH of the Adhesive Compositions
3.2. Physical Properties of Particleboards
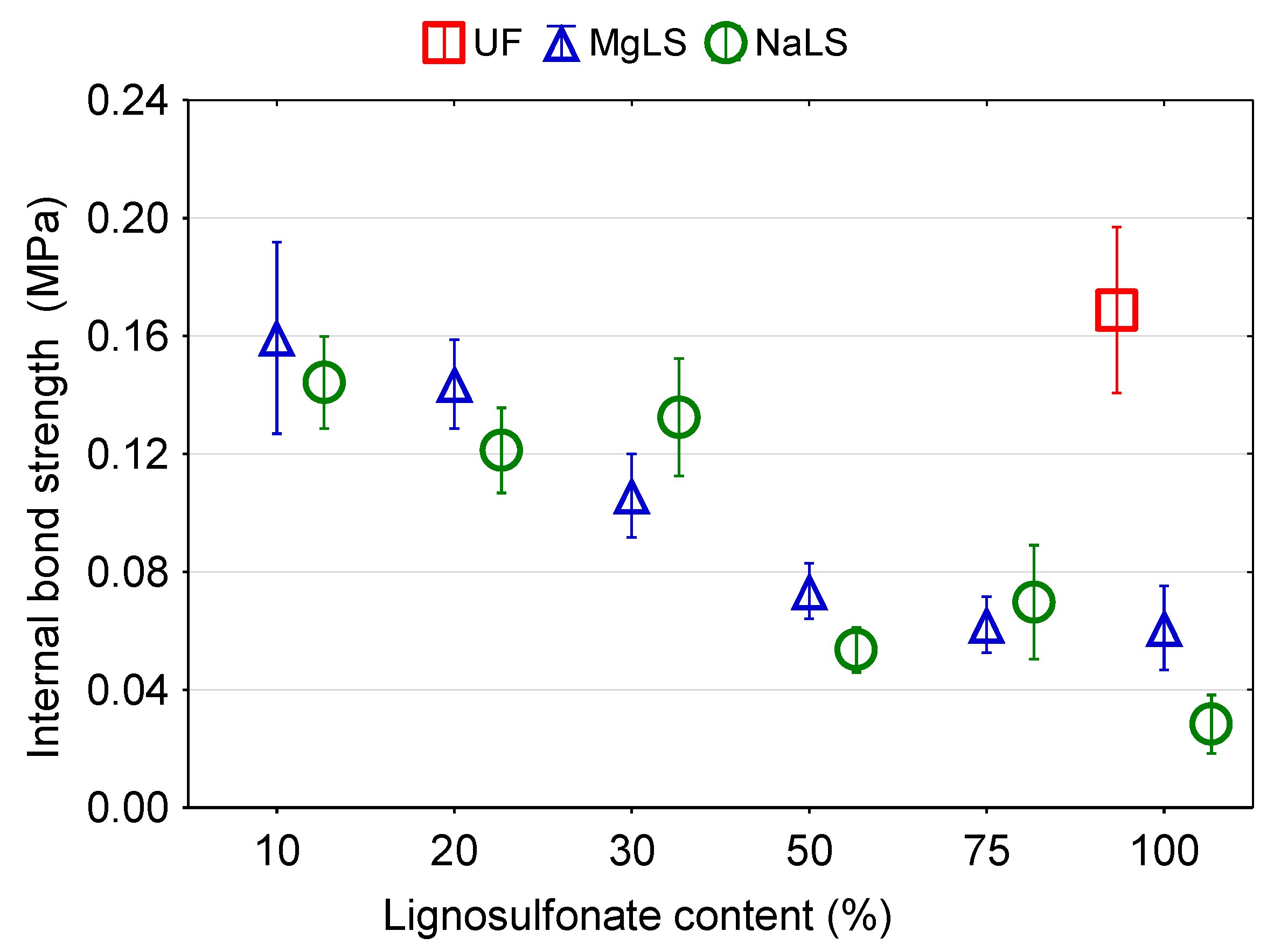
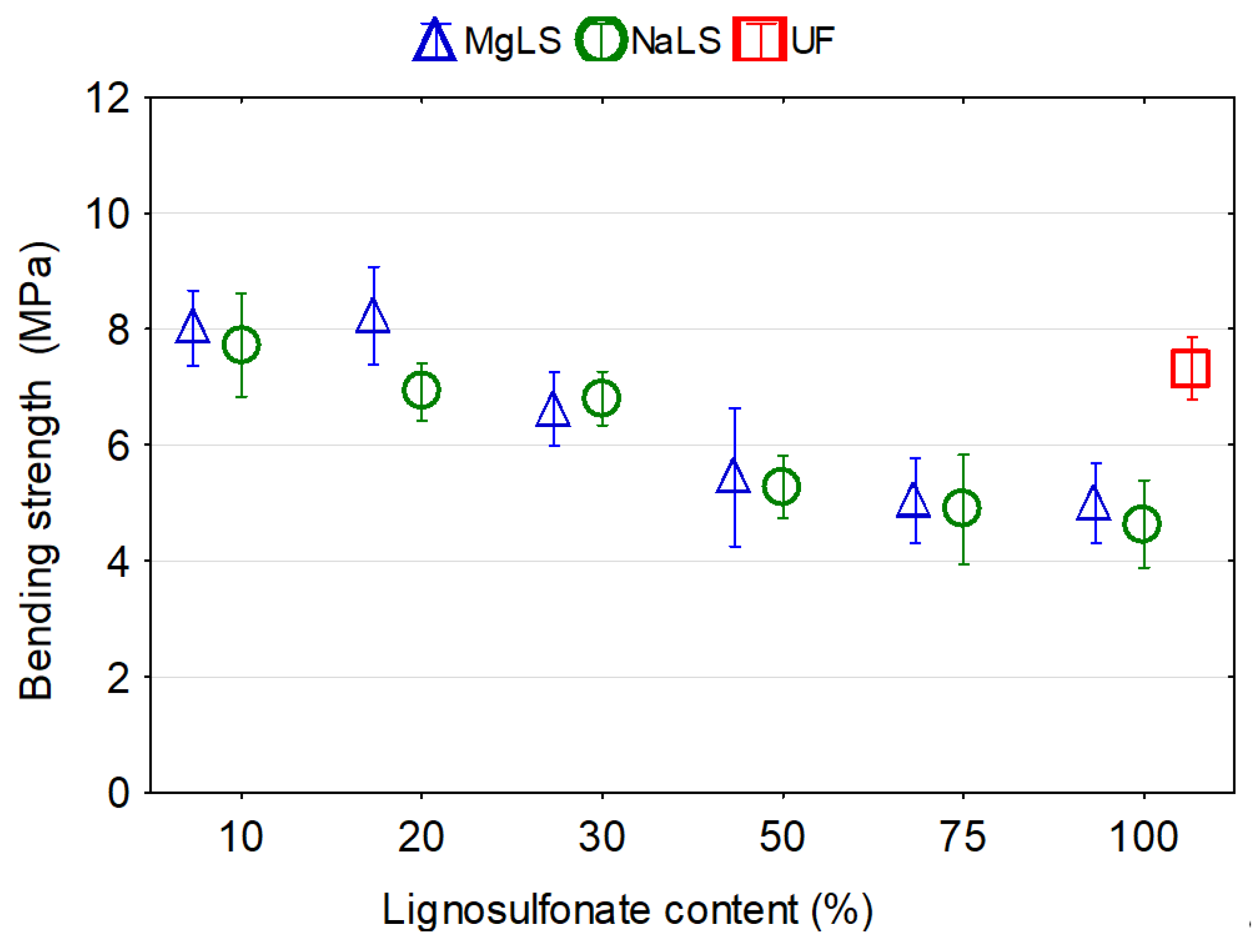
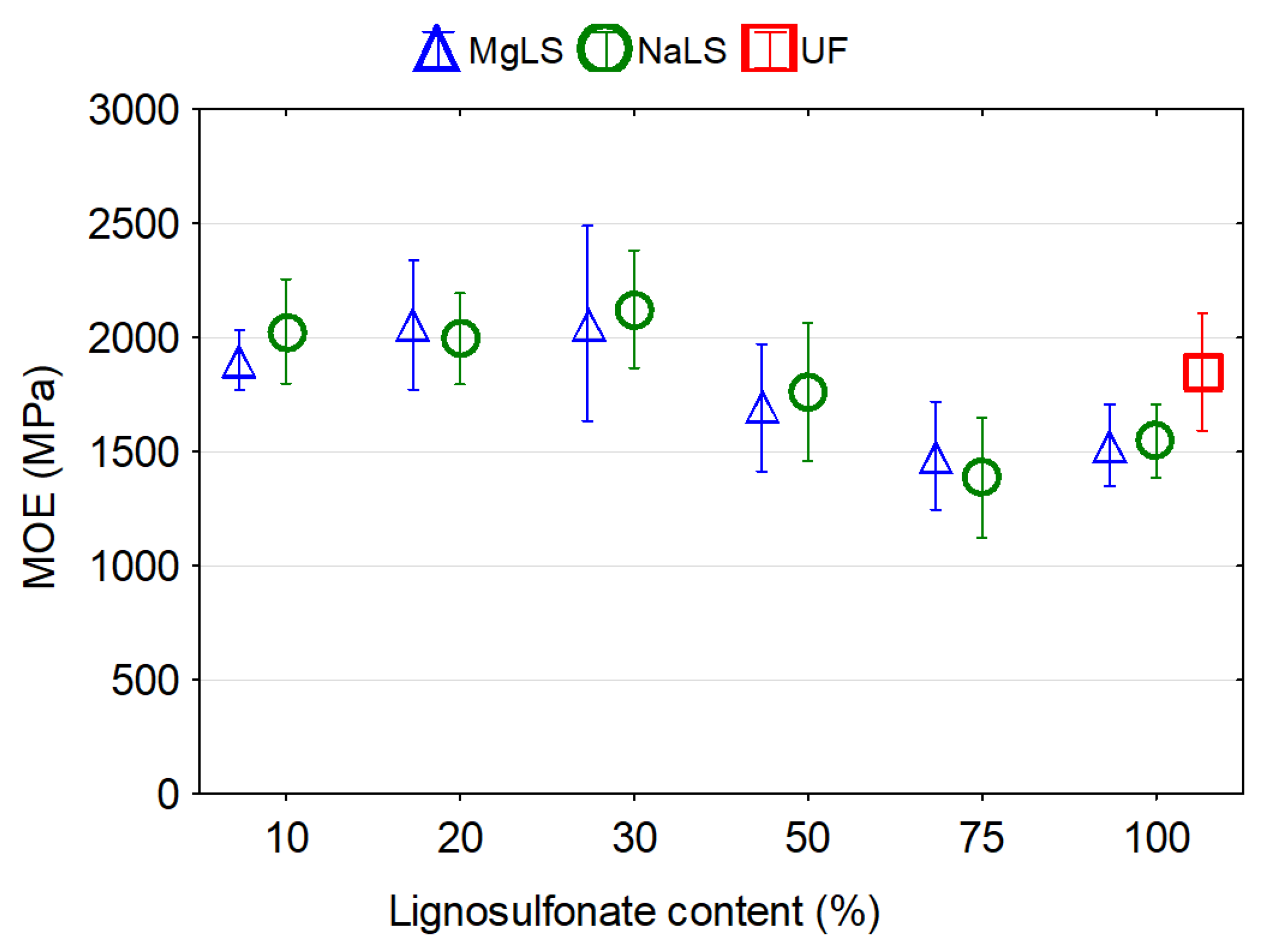
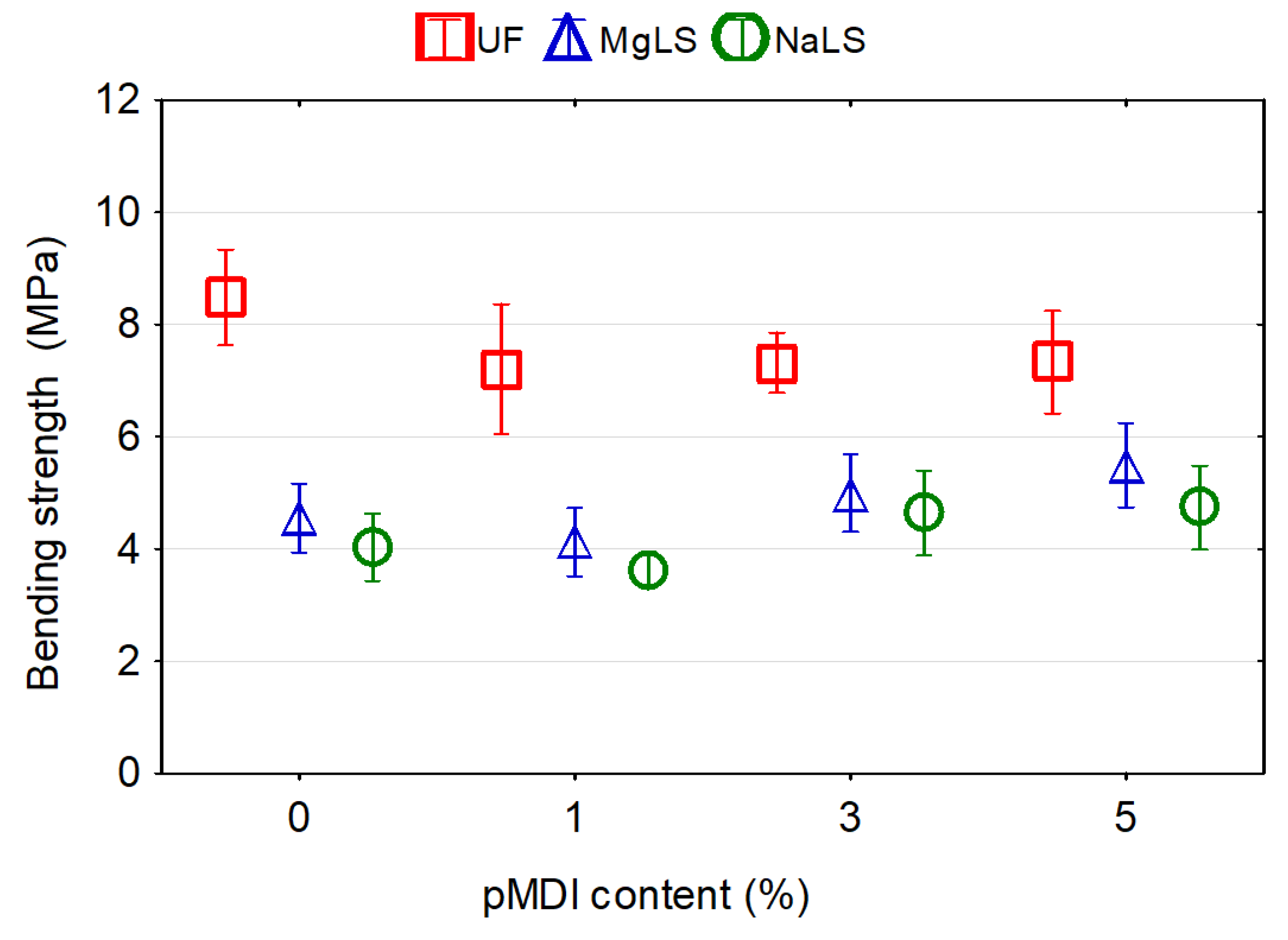
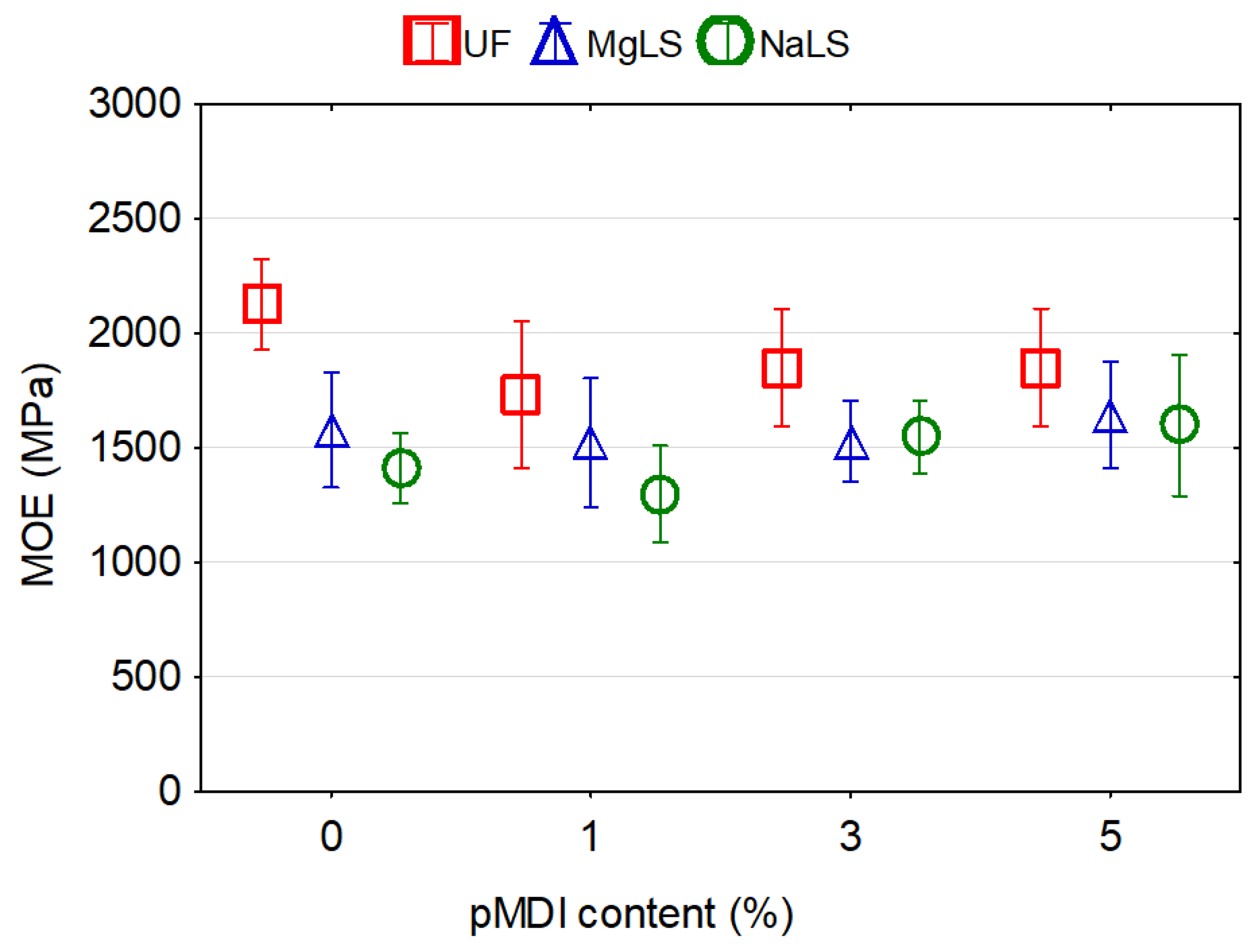
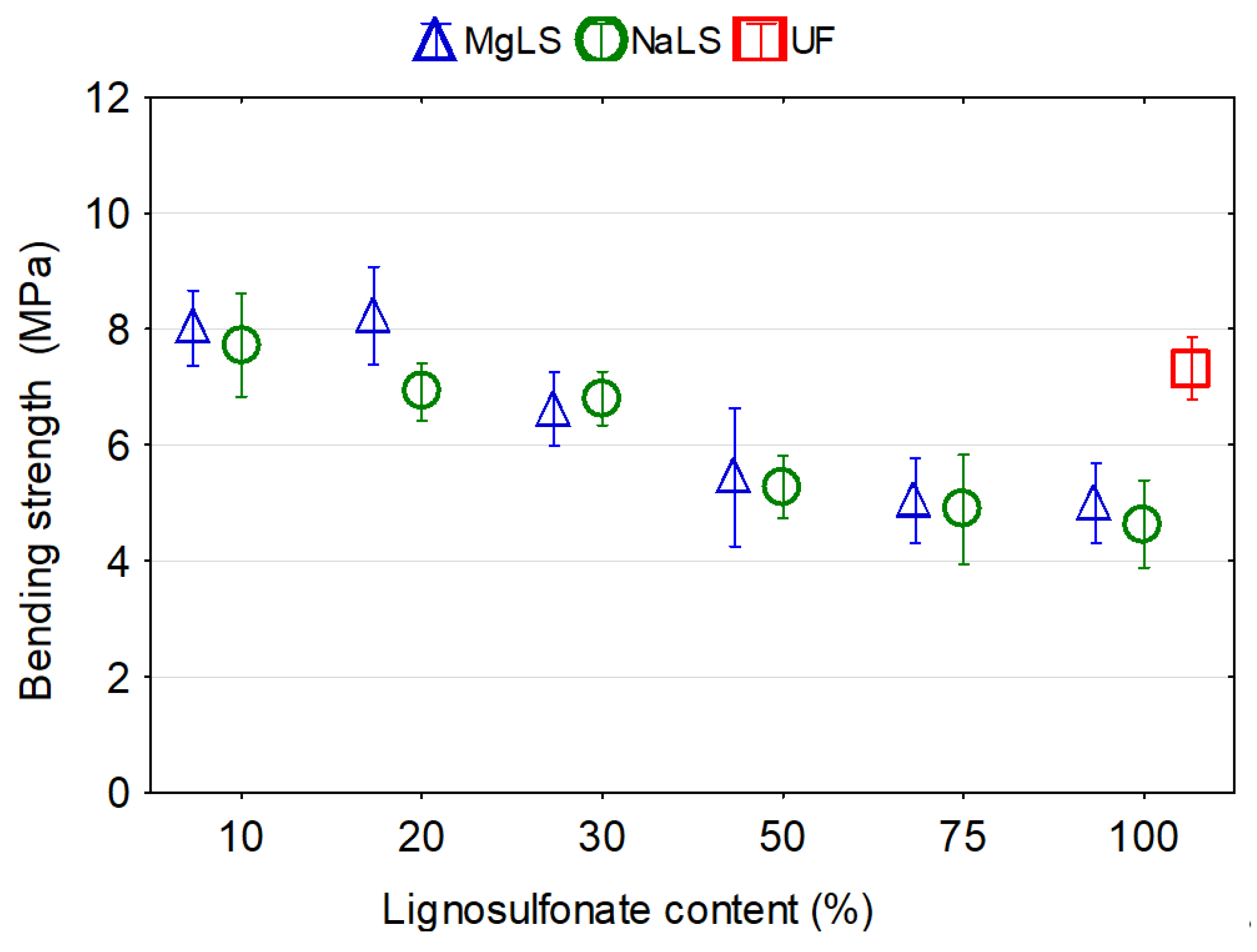
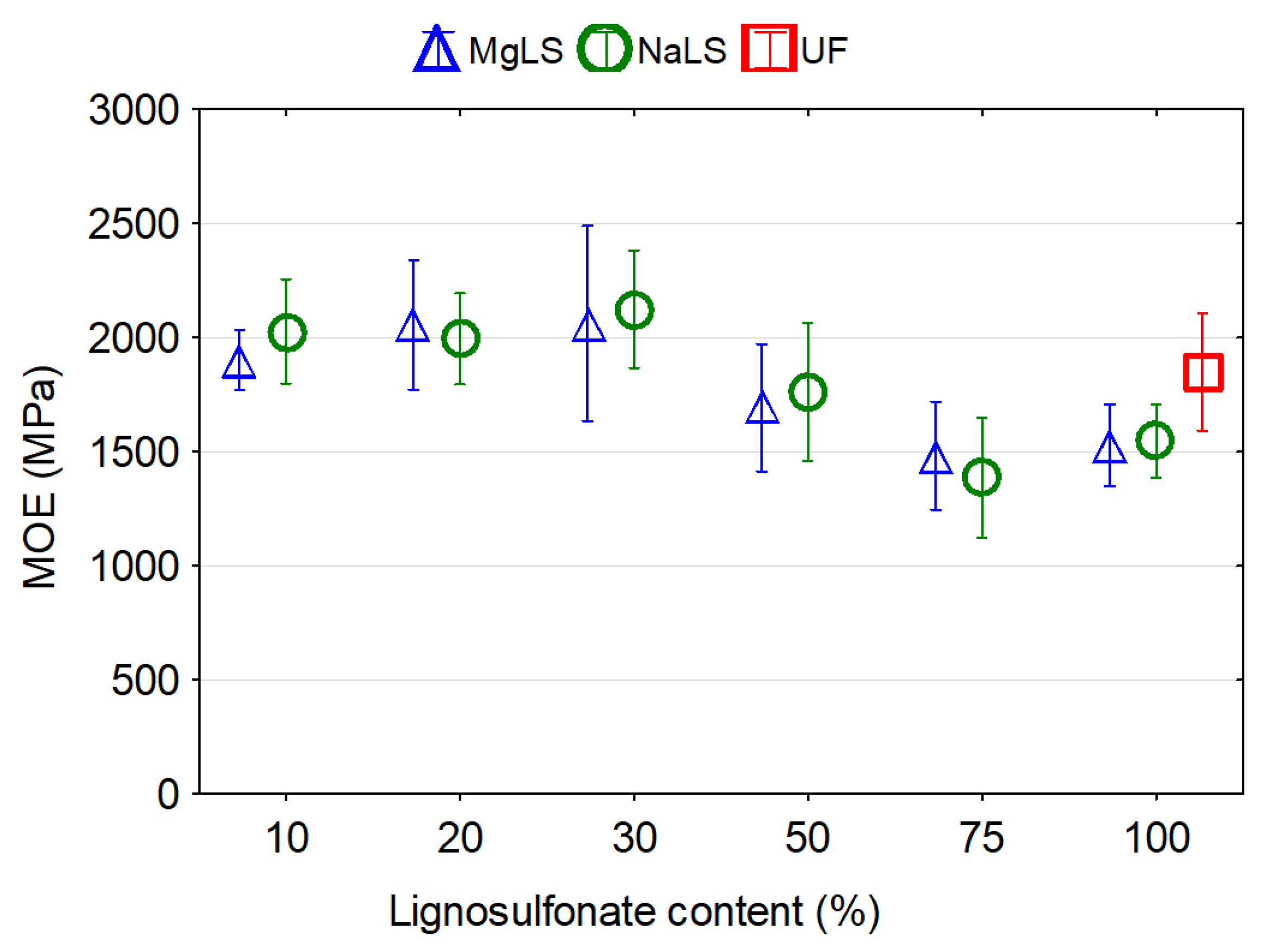
3.3. Mechanical Properties of Particleboards
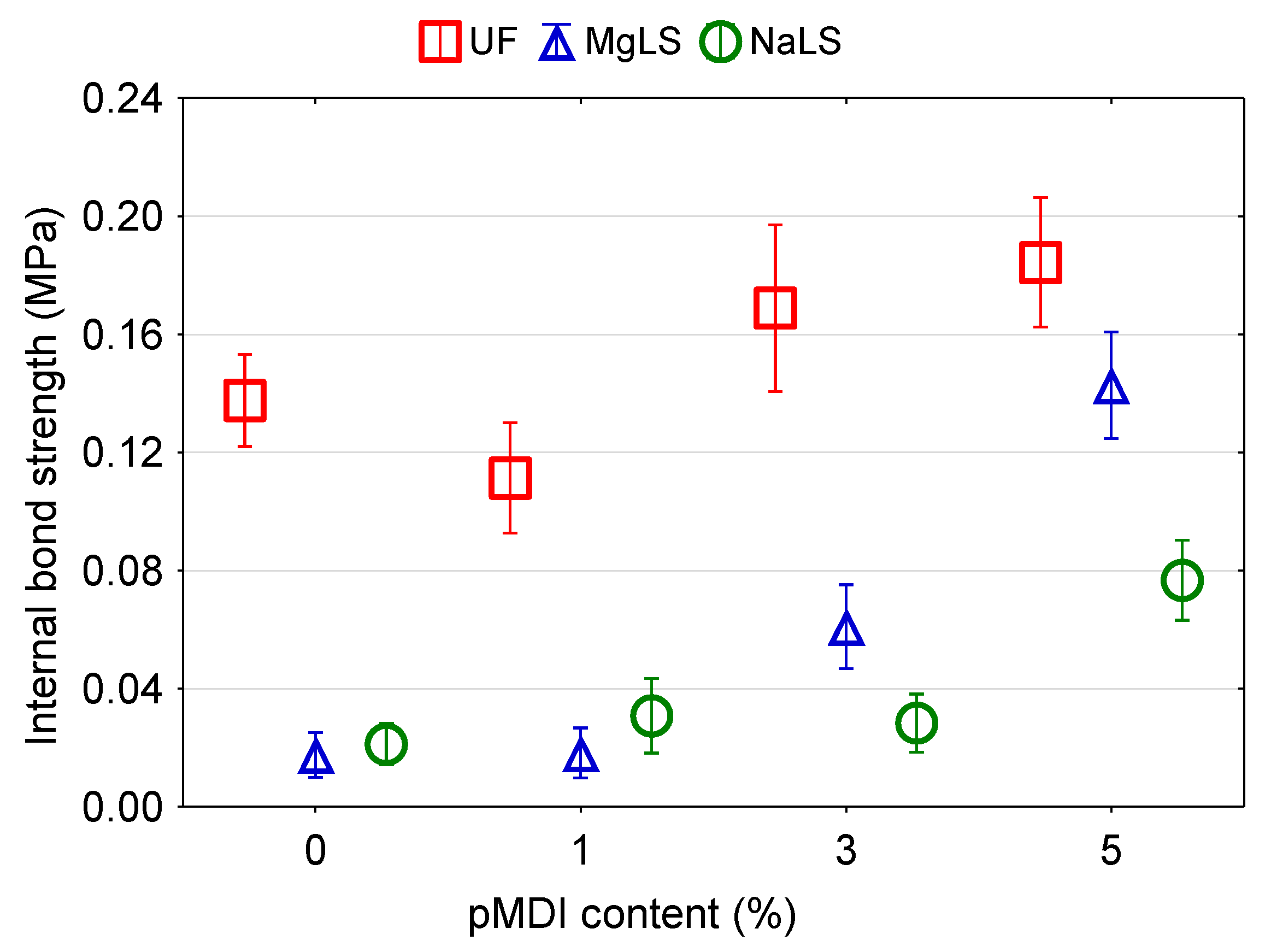
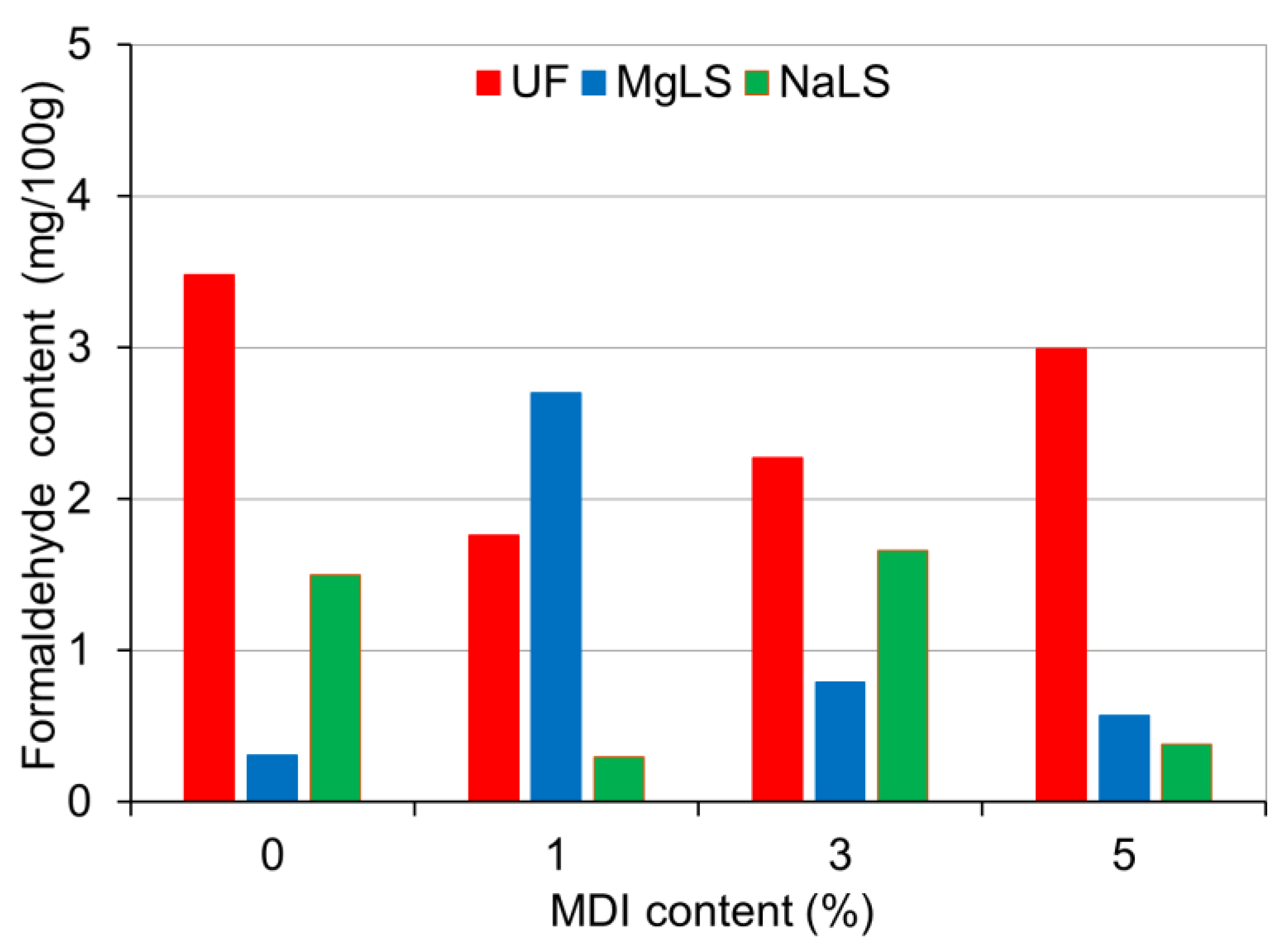
3.4. Effect of pMDI Content on the Properties of Particleboards
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- FAO. FAO Yearbook of Forest Products 2018. 2020. Available online: http://www.fao.org/3/cb0513m/CB0513M.pdf (accessed on 11 August 2020).
- Maloney, T.M. Modern Particleboard and Dry Process Manufacturing; Miller Freeman Inc.: San Francisco, CA, USA, 1993. [Google Scholar]
- Pizzi, A. Synthetic Adhesives for Wood Panels: Chemistry and Technology—A Critical Review. Rev. Adhes. Adhes. 2014, 2, 85–126. [Google Scholar] [CrossRef]
- Kumar, R.N.; Pizzi, A. Environmental Aspects of Adhesives—Emission of Formaldehyde. In Adhesives for Wood and Lignocellulosic Materials; Wiley-Scrivener Publishing: Hoboken, NJ, USA, 2019; pp. 293–312. [Google Scholar]
- Pizzi, A.; Papadopoulos, A.N.; Policardi, F. Wood Composites and Their Polymer Binders. Polymers 2020, 12, 1115. [Google Scholar] [CrossRef]
- Dunky, M. Adhesives in the Wood Industry. In Handbook of Adhesive Technology, 2nd ed.; Revised and Expanded; Pizzi, A., Mittal, K.L., Eds.; Marcel Dekker, Inc.: New York, NY, USA; Basel, Switzerland, 2003; 71p. [Google Scholar] [CrossRef]
- Łebkowska, M.; Załęska–Radziwiłł, M.; Tabernacka, A. Adhesives based on formaldehyde—Environmental problems. BioTechnologia 2017, 98, 53–65. [Google Scholar] [CrossRef] [Green Version]
- Savov, V.; Antov, P. Engineering the Properties of Eco-Friendly Medium Density Fibreboards Bonded with Lignosulfonate Adhesive. Drv. Ind. 2020, 71, 157–162. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V.; Neykov, N. Sustainable bio-based adhesives for eco-friendly wood composites. A review. Wood Res. 2020, 65, 51–62. [Google Scholar] [CrossRef]
- Vázquez, G.; González, J.; Freire, S.; Antorrena, G. Effect of chemical modification of lignin on the gluebond performance of lignin-phenolic resins. Bioresour. Technol. 1997, 60, 191–198. [Google Scholar] [CrossRef]
- Pizzi, A. Natural Phenolic Adhesives II: Lignin. In Handbook of Adhesive Technology, Revised and Expanded, 2nd ed.; Pizzi, A., Mittal, K.L., Eds.; CRC Press: Boca Raton, FL, USA, 2003; pp. 589–598. [Google Scholar]
- Danielson, B.; Simonson, R. Kraft lignin in phenol formaldehyde resin. Part 1. Partial replacement of phenol by kraft lignin in phenol formaldehyde adhesives for plywood. J. Adhes. Sci. Technol. 1998, 12, 923–939. [Google Scholar] [CrossRef]
- Hu, L.; Pan, H.; Zhou, Y.; Zhang, M. Methods to Improve Lignin’s Reactivity as a Phenol Substitute and as Replacement for Other Phenolic Compounds: A Brief Review. BioResources 2011, 6, 3515–3525. [Google Scholar] [CrossRef]
- Pizzi, A. Recent developments in eco-efficient bio-based adhesives for wood bonding: Opportunities and issues. J. Adhes. Sci. Technol. 2006, 20, 829–846. [Google Scholar] [CrossRef]
- Hemmilä, H.; Adamopolus, S.; Hosseinpourpia, R.; Ahmed, S.A. Ammonium Lignosulfonate Adhesives for Particleboards with pMDI and Furfuryl Alcohol as Crosslinkers. Polymers 2019, 11, 1633. [Google Scholar] [CrossRef] [Green Version]
- Peng, W.; Riedl, B. The chemorheology of phenol–formaldehyde thermoset resin and mixtures of the resin with lignin fillers. Polymers 1994, 35, 1280–1286. [Google Scholar] [CrossRef]
- Mandlekar, N.; Cayla, A.; Rault, F.; Giraud, S.; Salaün, F.; Malucelli, G.; Guan, J.-P. An Overview on the Use of Lignin and Its Derivatives in Fire Retardant Polymer Systems. In Lignin—Trends and Applications; Poletto, M., Ed.; IntechOpen: London, UK, 2018. [Google Scholar] [CrossRef] [Green Version]
- Hemmilä, V.; Adamopoulos, S.; Karlsson, O.; Kumar, A. Development of sustainable bio-adhesives for engineered wood panels—A Review. RSC Adv. 2017, 7, 38604–38630. [Google Scholar] [CrossRef]
- Mantanis, G.I.; Athanassiadou, E.T.; Barbu, M.C.; Wijnendaele, K. Adhesive systems used in the European particleboard, MDF and OSB industries. Wood Mater. Sci. Eng. 2018, 13, 104–116. [Google Scholar] [CrossRef]
- Ferdosian, F.; Pan, Z.; Gao, G.; Zhao, B. Bio-Based Adhesives and Evaluation for Wood Composites Application. Polymers 2017, 9, 70. [Google Scholar] [CrossRef] [Green Version]
- Yotov, N.; Valchev, I.; Petrin, S.; Savov, V. Lignosulphonate and waste technical hydrolysis lignin as adhesives for eco-friendly fibreboard. Bulg. Chem. Commun. 2017, 49, 92–97. [Google Scholar]
- Ghaffar, S.H.; Fan, M. Lignin in straw and its applications as an adhesive. Int. J. Adhes. Adhes. 2014, 48, 92–101. [Google Scholar] [CrossRef]
- Gothwal, R.K.; Mohan, M.K.; Ghosh, P. Synthesis of low cost adhesives from pulp and paper industry waste. J. Sci. Ind. Res. 2010, 69, 390–395. [Google Scholar]
- Olivares, M.; Aceituno, H.; Neiman, G.; Rivera, E.; Sellers, T.J. Lignin-modified phenolic adhesives for bonding radiata pine plywood. For. Prod. J. 1995, 45, 63–67. [Google Scholar]
- Pizzi, A. Wood products and green chemistry. Ann. For. Sci. 2016, 73, 185–203. [Google Scholar] [CrossRef] [Green Version]
- Yang, S.; Zhang, Y.; Yuan, T.Q.; Sun, R.C. Lignin–phenol–formaldehyde resin adhesives prepared with biorefinery technical lignins. J. Appl. Polym. Sci. 2015, 132, 42493. [Google Scholar] [CrossRef]
- Zouh, X.; Tan, L.; Zhang, W.; Chenlong, L.; Zheng, F.; Zhang, R.; Du, G.; Tang, B.; Liu, X. Enzymatic hydrolysis lignin derived from corn stoves as an instant binder from bio-composites: Effect of fiber moisture content and pressing temperature on board’s properties. BioResources 2011, 6, 253–264. [Google Scholar] [CrossRef]
- Nasir, M.; Gupta, A.; Beg, M.D.H.; Chua, G.K.; Kumar, A. Physical and mechanical properties of medium density fiberboard using soy-lignin adhesives. J. Trop. For. Sci. 2014, 46, 41–49. [Google Scholar]
- Yuan, Y.; Guo, M.; Liu, F. Preparation and Evaluation of Green Composites Using Modified Ammonium Lignosulfonate and Polyethylenimine as a Binder. BioResources 2014, 9, 836–848. [Google Scholar] [CrossRef] [Green Version]
- Ang, A.F.; Ashaari, Z.; Lee, S.H.; Tahir, P.M.D.; Halis, R. Lignin-based copolymer adhesives for composite wood panels—A review. Int. J. Adhes. Adhes. 2019, 95, 102408. [Google Scholar] [CrossRef]
- Donmez Cavdar, A.; Kalaycioglu, H.; Hiziroglu, S. Some of the properties of oriented strandboard manufactured using kraft lignin phenolic resin. J. Mater. Process. Technol. 2008, 202, 559–563. [Google Scholar] [CrossRef]
- Çetin, N.S.; Özmen, N. Use of organosolv lignin in phenol-formaldehyde resins for particleboard production: II. Particleboard production and properties. Int. J. Adhes. Adhes. 2002, 22, 481–486. [Google Scholar] [CrossRef]
- Kouisni, L.; Fang, Y.; Paleologou, M.; Ahvazi, B.; Hawari, J.; Zhang, Y.; Wang, X.-M. Kraft lignin recovery and its use in the preparation of lignin-based phenol formaldehyde resins for plywood. Cellul. Chem. Technol. 2011, 45, 515–520. [Google Scholar]
- Akhtar, T.; Lutfullah, G.; Ullah, Z. Lignonsulfonate-phenolformaldehyrde adhesive: A potential binder for wood panel industries. J. Chem. Soc. Pak. 2011, 33, 535–538. [Google Scholar]
- Da Silva, M.A.; dos Santos, P.V.; Silva, G.C.; Lelis, R.C.C.; do Nascimento, A.M.; Brito, E.O. Using lignosulfonate and Phenol-Formaldehyde adhesive in particleboard manufacturing. Sci. For. 2017, 45, 423–433. [Google Scholar] [CrossRef]
- El Mansouri, N.E.; Pizzi, A.; Salvado, J. Lignin-based wood panel adhesives without formaldehyde. Holzals Roh Werkst. 2007, 65, 65–70. [Google Scholar] [CrossRef]
- Lei, H.; Pizzi, A.; Du, G. Environmentally friendly mixed tannin/lignin wood resins. J. Appl. Polym. Sci. 2008, 107, 203–209. [Google Scholar] [CrossRef]
- Antov, P.; Jivkov, V.; Savov, V.; Simeonova, R.; Yavorov, N. Structural Application of Eco-Friendly Composites from Recycled Wood Fibres Bonded with Magnesium Lignosulfonate. Appl. Sci. 2020, 10, 7526. [Google Scholar] [CrossRef]
- Antov, P.; Krišťák, Ľ.; Réh, R.; Savov, V.; Papadopoulos, A.N. Eco-Friendly Fiberboard Panels from Recycled Fibers Bonded with Calcium Lignosulfonate. Polymers 2021, 13, 639. [Google Scholar] [CrossRef]
- Antov, P.; Mantanis, G.I.; Savov, V. Development of Wood Composites from Recycled Fibres Bonded with Magnesium Lignosulfonate. Forests 2020, 11, 613. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V.; Krišťák, Ľ.; Réh, R.; Mantanis, G.I. Eco-Friendly, High-Density Fiberboards Bonded with Urea-Formaldehyde and Ammonium Lignosulfonate. Polymers 2021, 13, 220. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V.; Mantanis, G.I.; Neykov, N. Medium-density fibreboards bonded with phenol-formaldehyde resin and calcium lignosulfonate as an eco-friendly additive. Wood Mater. Sci. Eng. 2021, 16, 42–48. [Google Scholar] [CrossRef]
- Savov, V.; Mihajlova, J. Influence of the content of lignosulfonate on physical properties of medium density fiberboard. In Proceedings of the International Conference “Wood Science and Engineering in the Third Millennium”—ICWSE, Brasov, Romania, 2–4 November 2017; pp. 348–352. [Google Scholar]
- Savov, V.; Mihajlova, J. Influence of the content of lignosulfonate on mechanical properties of medium density fiberboard. In Proceedings of the International Conference “Wood Science and Engineering in the Third Millennium”—ICWSE, Brasov, Romania, 2–4 November 2017; pp. 353–357. [Google Scholar]
- Pizzi, A.; Mittal, K.L. Handbook of Adhesive Technology, 2nd ed.; Marcel Dekker: New York, NY, USA, 2003; pp. 628–645. [Google Scholar]
- Akyüz, K.C.; Nemli, G.; Baharoğlu, M.; Zekoviç, E. Effects of acidity of the particles and amount of hardener on the physical and mechanical properties of particleboard composite bonded with urea formaldehyde. Int. J. Adhes. Adhes. 2010, 30, 166–169. [Google Scholar] [CrossRef]
- Xing, C.; Zhang, S.Y.; Deng, J.; Wang, S. Urea–formaldehyde-resin gel time as affected by the pH value, solid content, and catalyst. J. Appl. Polym. Sci. 2007, 103, 1566–1569. [Google Scholar] [CrossRef]
- European Committee for Standardization. Wood-Based Panels—Determination of Moisture Content; EN 322; European Committee for Standardization: Brussels, Belgium, 1998. [Google Scholar]
- European Committee for Standardization. Wood-Based Panels—Determination of Density; EN 323; European Committee for Standardization: Brussels, Belgium, 2001. [Google Scholar]
- European Committee for Standardization. Wood-Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength; EN 310; European Committee for Standardization: Brussels, Belgium, 1999. [Google Scholar]
- European Committee for Standardization. Particleboards and Fibreboards—Determination of Tensile Strength Perpendicular to the Plane of the Board; EN 319; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- European Committee for Standardization. Particleboards and Fibreboards—Determination of Swelling in Thickness after Immersion in Water; EN 317; European Committee for Standardization: Brussels, Belgium, 1998. [Google Scholar]
- European Committee for Standardization. Wood-Based Panels-Determination of Formaldehyde Release—Part 5. Extraction Method (Called the Perforator Method); EN ISO 12460-5; European Committee for Standardization: Brussels, Belgium, 2015. [Google Scholar]
- Abushammala, H. A Simple Method for the Quantification of Free Isocyanates on the Surface of Cellulose Nanocrystals upon Carbamation using Toluene Diisocyanate. Surfaces 2019, 2, 444–454. [Google Scholar] [CrossRef] [Green Version]
- Myers, G.E.; Koutsky, J.A. Formaldehyde Liberation and Cure Behavior of Urea-Formaldehyde Resins. Holzforschung 1990, 44, 117–126. [Google Scholar] [CrossRef]
- Mitra, R.P.; Atreyi, M. Titration curve of urea-formaldehyde resin. Naturwissenschaften 1958, 45, 286–287. [Google Scholar] [CrossRef]
- Korntner, P.; Schedl, A.; Sumerskii, I.; Zweckmair, T.; Mahler, A.K.; Rosenau, T.; Potthast, A. Sulfonic Acid Group Determination in Lignosulfonates by Headspace Gas Chromatography. ACS Sustain. Chem. Eng. 2018, 6, 6240–6246. [Google Scholar] [CrossRef]
- Petit-Conil, M. Determination of sulfonic and carboxyl acids contents of industrial lignosulfonates. In Proceedings of the 7th Nordic Wood Biorefinery Conference, Stockholm, Sweden, 28–30 March 2017. [Google Scholar]
- Yan, M.; Yang, D.; Deng, Y.; Chen, P.; Zhou, H.; Qiu, X. Influence of pH on the behavior of lignosulfonate macromolecules in aqueous solution. Colloids Surf. A Physicochem. Eng. Asp. 2010, 371, 50–58. [Google Scholar] [CrossRef]
- Zanetti, M.; Pizzi, A.; Kamoun, C. Upgrading of MUF particleboard adhesives and decrease of melamine content by buffer and additives. Holzals Roh Werkst. 2003, 61, 55–65. [Google Scholar] [CrossRef]
- Bhaduri, S.K.; Mojumder, P. Medium density particle board from Khimp plant. Nat. Prod. Radiance 2007, 7, 106–110. [Google Scholar]
- Iwakiri, V.T.; Trianoski, R.; Razera, D.L.; Iwakiri, S.; da Rosa, T.S. Production of Structural Particleboard of Mimosa Scabrella Benth with Lignin Phenol-formaldehyde Resin. Floresta Ambiente 2019, 26, e20171006. [Google Scholar] [CrossRef]
- Newman, W.H.; Glasser, W.G. Engineering plastics from lignin. XII. Synthesis and Performance of Lignin Adhesives with Isocyanate and Melamine. Holzforschung 1985, 39, 345–353. [Google Scholar] [CrossRef]
- Ferhan, M.; Yan, N.; Sain, M. A new method for demethylation of lignin from woody biomass using biophysical methods. J. Chem. Eng. Process. Technol. 2013, 4, 160. [Google Scholar] [CrossRef] [Green Version]
- Li, J.J.; Wang, W.; Zhang, S.F.; Gao, Q.; Zhang, W.; Li, J.Z. Preparation and characterization of lignin demethylated at atmospheric pressure and its application in fast curing biobased phenolic resins. RSC Adv. 2017, 6, 67435–67443. [Google Scholar] [CrossRef]
- Song, Y.; Wang, Z.; Yan, N.; Zhang, R.; Li, J. Demethylation of wheat straw alkali lignin for application in phenol formaldehyde adhesives. Polymers 2016, 8, 209. [Google Scholar] [CrossRef] [Green Version]
- Savov, V.; Valchev, I.; Antov, P. Processing factors affecting the exploitation properties of environmentally friendly medium density fibreboards based on lignosulfonate adhesives. In Proceedings of the 2nd International Congress of Biorefinery of Lignocellulosic Materials (IWBLCM2019), Cordoba, Spain, 4–7 June 2019; pp. 165–169. [Google Scholar]
- Guler, C.; Buyuksari, U. Effect of production parameters on the physical and mechanical properties of particleboards made from peanut (Arachis hypogaea L.) hull. BioResources 2011, 6, 5027–5036. [Google Scholar]
- Klapiszewski, Ł.; Oliwa, R.; Oleksy, M.; Jesionowski, T. Calcium lignosulfonate as eco-friendly additive of crosslinking fibrous composites with phenol-formaldehyde resin matrix. Polymery 2018, 63, 102–108. [Google Scholar] [CrossRef]
- Younesi-Kordkheili, H.; Pizzi, A.; Mohammadghasemipour, A. Improving the properties of ionic liquid-treated lignin-urea-formaldehyde resins by a small addition of isocyanate for wood adhesive. J. Adhes. 2016, 94, 406–419. [Google Scholar] [CrossRef]
- Dziurka, D.; Mirski, R. UF-pMDI Hybrid Resin for Waterproof Particleboards Manufactured at a Shortened Pressing Time. Drv. Ind. 2010, 61, 245–249. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Outer Layer | Core Layer | ||
|---|---|---|---|
| Screen Hole Size (mm) | Content (%) | Screen Hole Size (mm) | Content (%) |
| 1.25 | 8.8 | 5.0 | 12.0 |
| 1.0 | 1.2 | 3.15 | 25.6 |
| 0.8 | 9.4 | 2.0 | 31.4 |
| 0.63 | 12.2 | 1.25 | 10.6 |
| 0.4 | 26.4 | 0.63 | 8.4 |
| 0.2 | 17.6 | 0.32 | 1.4 |
| Dust | 14.5 | Dust | 0.6 |
| Total | 100 | Total | 100 |
| Board Type | Adhesive Type | UF Resin Content (%) | MgLS Content (%) | NaLS Content (%) |
|---|---|---|---|---|
| A | MgLS-UF | 90 | 10 | 0 |
| B | MgLS-UF | 80 | 20 | 0 |
| C | MgLS-UF | 70 | 30 | 0 |
| D | MgLS-UF | 50 | 50 | 0 |
| E | MgLS-UF | 25 | 75 | 0 |
| F | MgLS | 0 | 100 | 0 |
| G | NaLS-UF | 90 | 0 | 10 |
| H | NaLS-UF | 80 | 0 | 20 |
| I | NaLS-UF | 70 | 0 | 30 |
| J | NaLS-UF | 50 | 0 | 50 |
| K | NaLS-UF | 25 | 0 | 75 |
| L | NaLS | 0 | 0 | 100 |
| Ref | 100 | 0 | 0 |
| Component | pH |
|---|---|
| MgLS, 50% aqueous solution | 3.565 ± 0.05 |
| NaLS, 50% aqueous solution | 5.442 ± 0.05 |
| Paraffin emulsion 7.1% | 9.414 ± 0.03 |
| Urea, 1.8% aqueous solution | 7.121 ± 0.05 |
| (NH4)2SO4, 1.8% aqueous solution | 5.682 ± 0.04 |
| UF resin | 7.615 ± 0.04 |
| Mass Composition of the Mixture NaLS + UF Resin | pH Values of Uncured Adhesive Compositions | |||
|---|---|---|---|---|
| NaLS + UF | NaLS + UF + Urea | NaLS + UF + Urea + (NH4)2SO4 | NaLS + UF + Urea + (NH4)2SO4 + Paraffin Emulsion | |
| 100% NaLS + 0% UF | 5.442 ± 0.05 | 5.454 ± 0.05 | 5.459 ± 0.05 | 5.474 ± 0.04 |
| 75% NaLS + 25% UF | 5.661 ± 0.04 | 5.667 ± 0.04 | 5.631 ± 0.05 | 5.652 ± 0.04 |
| 50% NaLS + 50% UF | 5.867 ± 0.05 | 5.864 ± 0.05 | 5.837 ± 0.04 | 5.863 ± 0.05 |
| 25% NaLS + 75% UF | 6.130 ± 0.04 | 6.146 ± 0.04 | 6.149 ± 0.04 | 6.197 ± 0.05 |
| 0% NaLS + 100% UF | 7.619 ± 0.03 | 7.508 ± 0.03 | 7.142 ± 0.03 | 7.368 ± 0.04 |
| Mass Composition of the Mixture MgLS + UF Resin | pH Values of Uncured Adhesive Compositions | |||
|---|---|---|---|---|
| MgLS + UF | MgLS + UF + Urea | MgLS + UF + Urea + (NH4)2SO4 | MgLS + UF + Urea + (NH4)2SO4 + Paraffin Emulsion | |
| 100% MgLS + 0% UF | 3.565 ± 0.04 | 3.569 ± 0.03 | 3.572 ± 0.03 | 3.589 ± 0.04 |
| 75% MgLS + 25% UF | 3.837 ± 0.04 | 3.869 ± 0.03 | 3.897 ± 0.03 | 3.921 ± 0.04 |
| 50% MgLS + 50% UF | 4.322 ± 0.03 | 4.334 ± 0.04 | 4.346 ± 0.03 | 4.386 ± 0.04 |
| 25% MgLS + 75% UF | 5.140 ± 0.05 | 5.161 ± 0.03 | 5.203 ± 0.03 | 5.253 ± 0.04 |
| 0% MgLS + 100% UF | 7.619 ± 0.03 | 7.508 ± 0.03 | 7.142 ± 0.04 | 7.368 ± 0.03 |
| Board Type | Density (kg/m3) | Water Absorption (2 h) (%) | Water Absorption (24 h) (%) | Thickness Swelling (2 h) (%) | Thickness Swelling (24 h) (%) |
|---|---|---|---|---|---|
| Boards bonded with MgLS | |||||
| A | 625.9 ± 44.1 bc | 37.68 ± 3.93 b | 47.55 ± 2.63 a | 24.92 ± 4.80 b | 40.85 ± 6.90 a |
| B | 629.8 ± 44.3 c 1 | 37.46 ± 3.22 b | 49.35 ± 1.48 ab | 23.12 ± 4.73 b | 43.85 ± 5.36 a |
| C | 615.0 ± 29.1 abc | 42.89 ± 3.43 c | 51.50 ± 1.35 c | 29.94 ± 5.27 c | 52.37 ± 6.85 b |
| D | 623.4 ± 39.9 bc | 47.90 ± 1.18 d | 58.46 ± 0.76 d | 48.46 ± 6.07 d | 80.92 ± 7.44 c |
| E | 610.8 ± 37.1 ab | 51.37 ± 4.53 e | Samples delaminated | 51.69 ± 8.63 d | Samples delaminated |
| F | 606.1 ± 26.8 a | Samples delaminated | Samples delaminated | Samples delaminated | Samples delaminated |
| Ref | 624.5 ± 32.1 bc | 31.43 ± 4.68 a | 48.43 ± 3.39 a | 17.71 ± 2.79 a | 40.92 ± 3.56 a |
| Boards bonded with NaLS | |||||
| G | 633.4 ± 38.6 bc | 42.51 ± 5.33 b | 50.48 ± 1.73 b | 26.41 ± 2.98 b | 44.73 ± 3.97 a |
| H | 624.2 ± 44.3 abc | 44.36 ± 4.65 b | 55.55 ± 1.56 c | 29.71 ± 4.63 b | 49.88 ± 4.81 b |
| I | 644.1 ± 42.9 d | 44.36 ± 4.59 b | 54.77 ± 2.38 c | 32.25 ± 6.02 cb | 59.08 ± 8.25 c |
| J | 623.6 ± 35.6 ab | 49.11 ± 1.95 | 56.32 ± 1.56 c | 53.17 ± 7.66 d | 87.23 ± 7.50 d |
| K | 605.5 ± 52.0 a | 50.13 ± 2.07 c | Samples delaminated | 72.43 ± 12.61 e | Samples delaminated |
| L | 629.5 ± 43.0 bc | Samples delaminated | Samples delaminated | Samples delaminated | Samples delaminated |
| Ref | 624.5 ± 32.1 abc | 31.43 ± 4.68 a | 48.43 ± 3.39 a | 17.71 ± 2.79 a | 40.92 ± 3.56 a |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bekhta, P.; Noshchenko, G.; Réh, R.; Kristak, L.; Sedliačik, J.; Antov, P.; Mirski, R.; Savov, V. Properties of Eco-Friendly Particleboards Bonded with Lignosulfonate-Urea-Formaldehyde Adhesives and pMDI as a Crosslinker. Materials 2021, 14, 4875. https://doi.org/10.3390/ma14174875
Bekhta P, Noshchenko G, Réh R, Kristak L, Sedliačik J, Antov P, Mirski R, Savov V. Properties of Eco-Friendly Particleboards Bonded with Lignosulfonate-Urea-Formaldehyde Adhesives and pMDI as a Crosslinker. Materials. 2021; 14(17):4875. https://doi.org/10.3390/ma14174875
Chicago/Turabian StyleBekhta, Pavlo, Gregory Noshchenko, Roman Réh, Lubos Kristak, Ján Sedliačik, Petar Antov, Radosław Mirski, and Viktor Savov. 2021. "Properties of Eco-Friendly Particleboards Bonded with Lignosulfonate-Urea-Formaldehyde Adhesives and pMDI as a Crosslinker" Materials 14, no. 17: 4875. https://doi.org/10.3390/ma14174875
APA StyleBekhta, P., Noshchenko, G., Réh, R., Kristak, L., Sedliačik, J., Antov, P., Mirski, R., & Savov, V. (2021). Properties of Eco-Friendly Particleboards Bonded with Lignosulfonate-Urea-Formaldehyde Adhesives and pMDI as a Crosslinker. Materials, 14(17), 4875. https://doi.org/10.3390/ma14174875