Comprehensive Effect of Arc and Ultrasonic Energy on MIG Arc Ultrasonic Welding

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Set-Up and Methods
3. Results
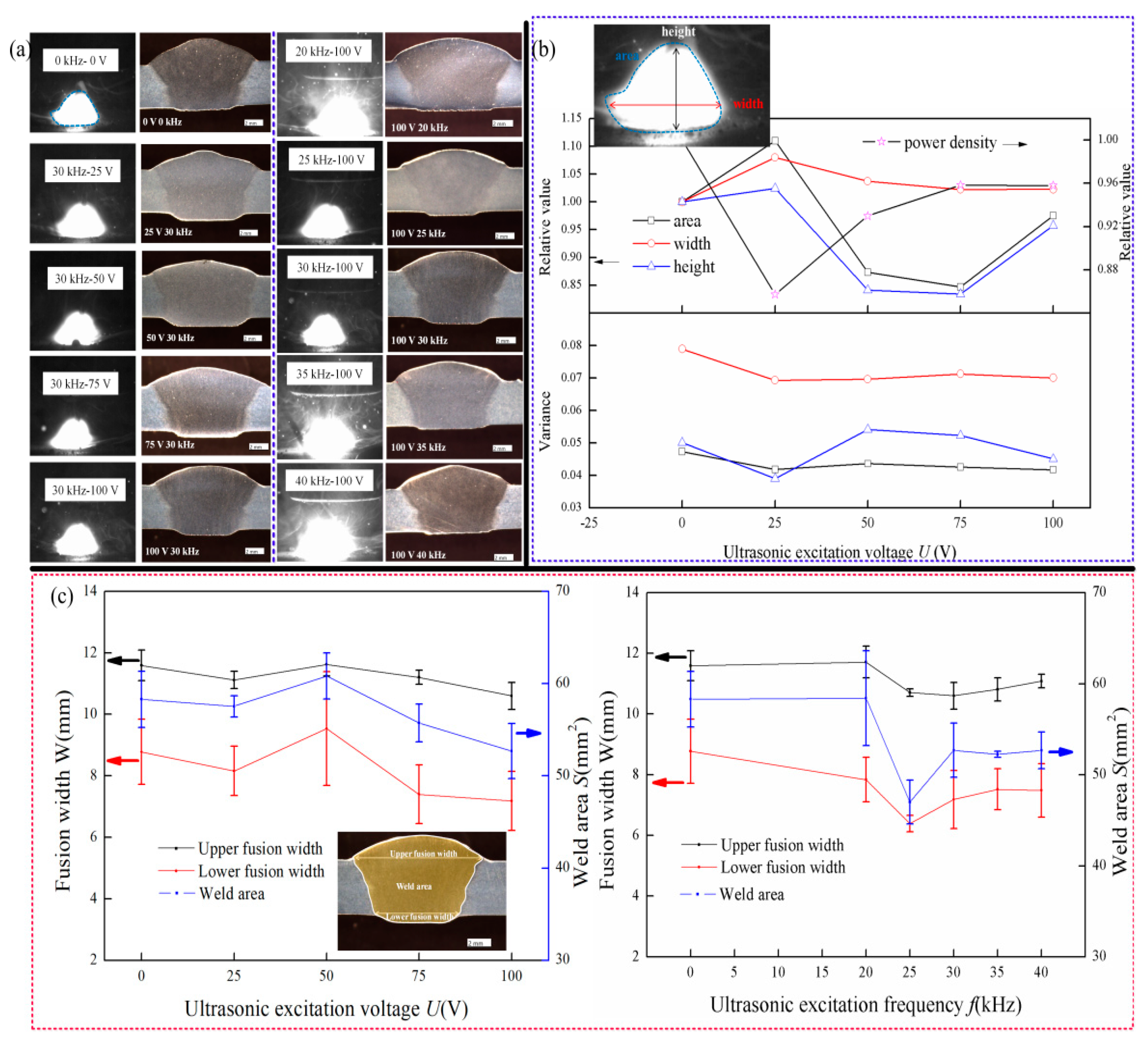
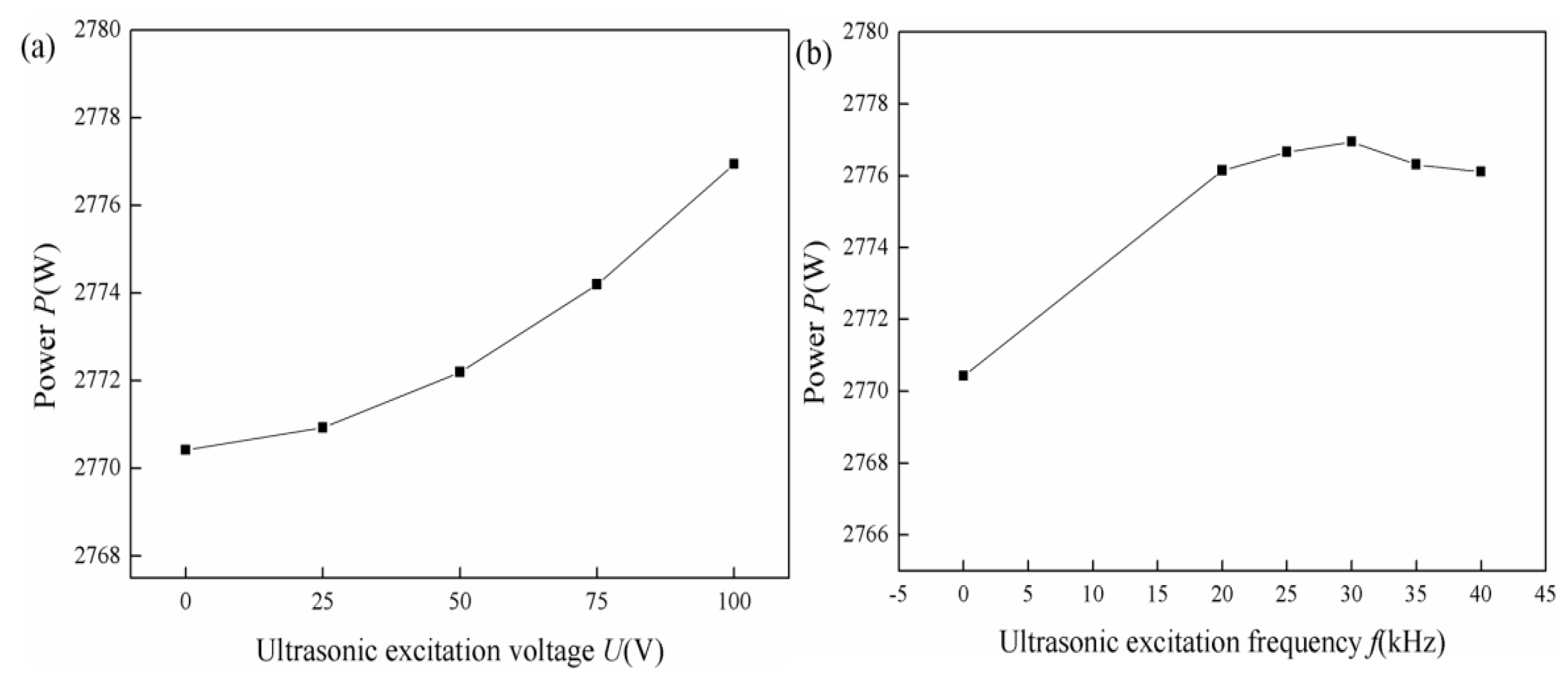
3.1. Arc Behavior and Weld Formation
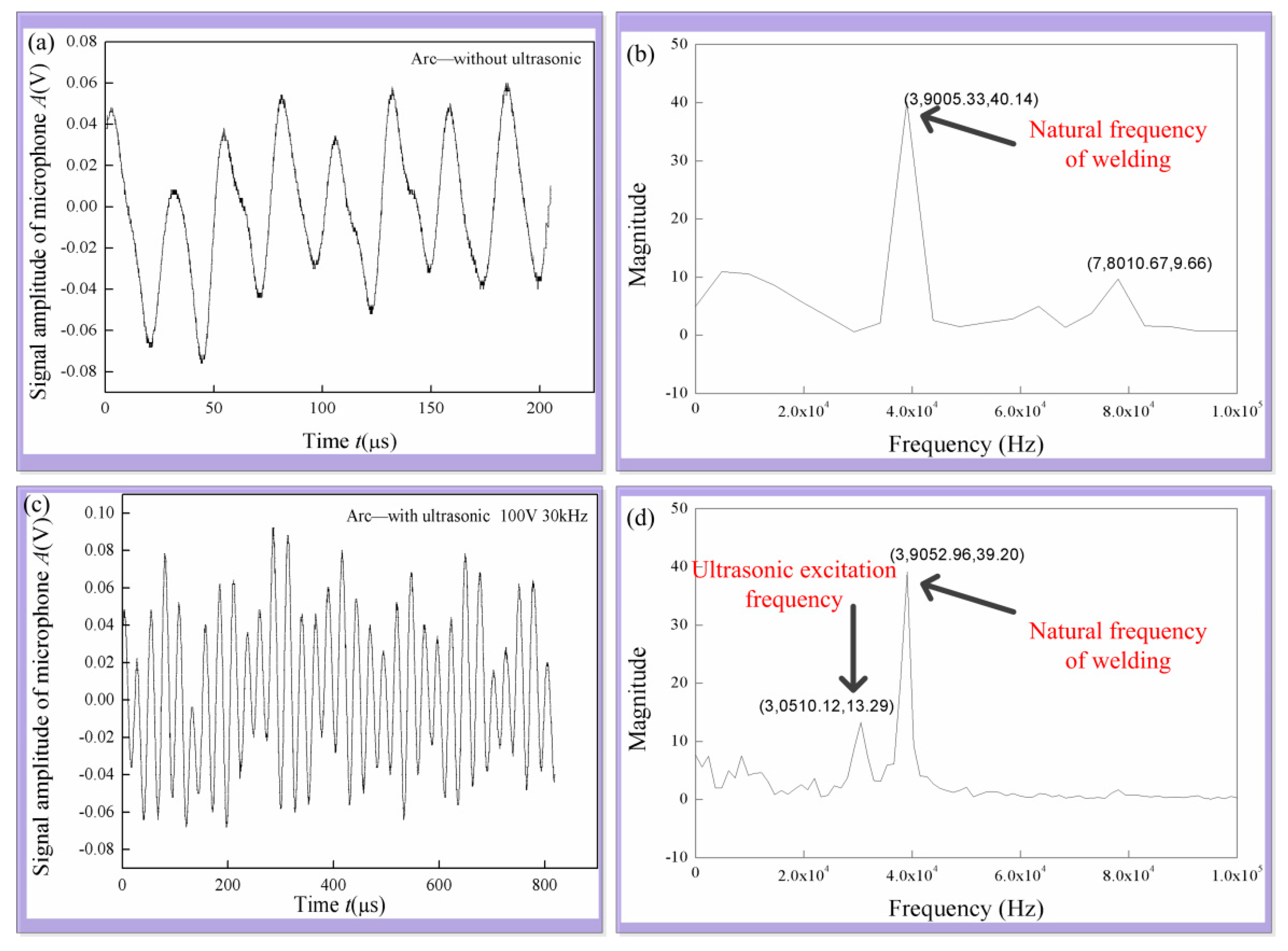
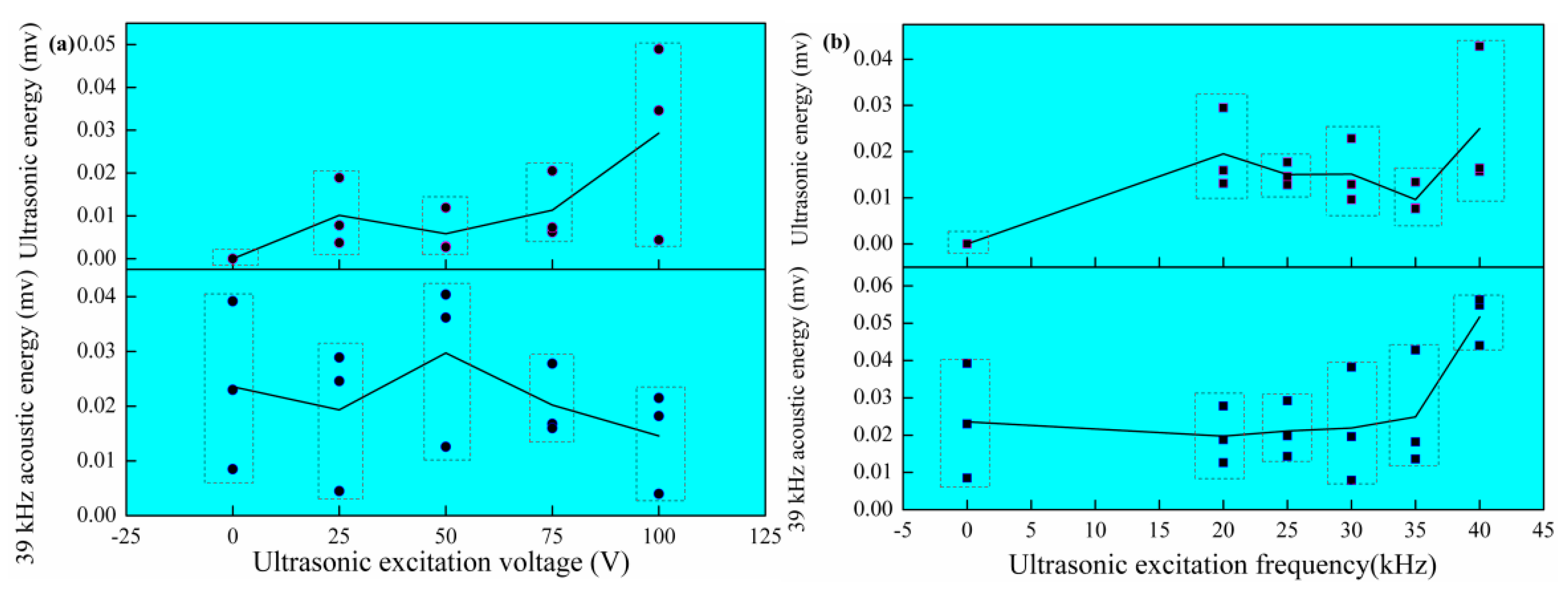
3.2. Ultrasonic Energy
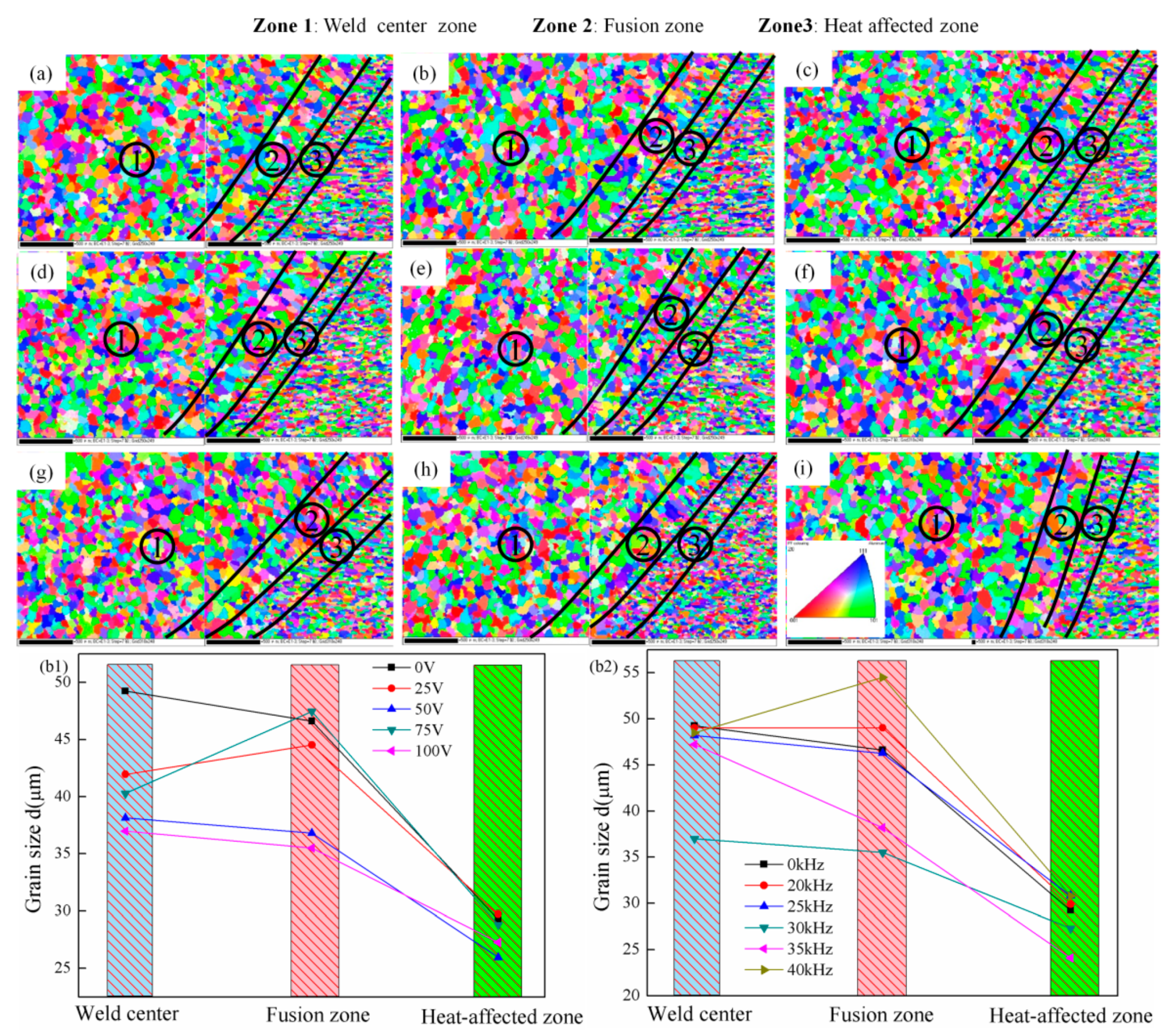
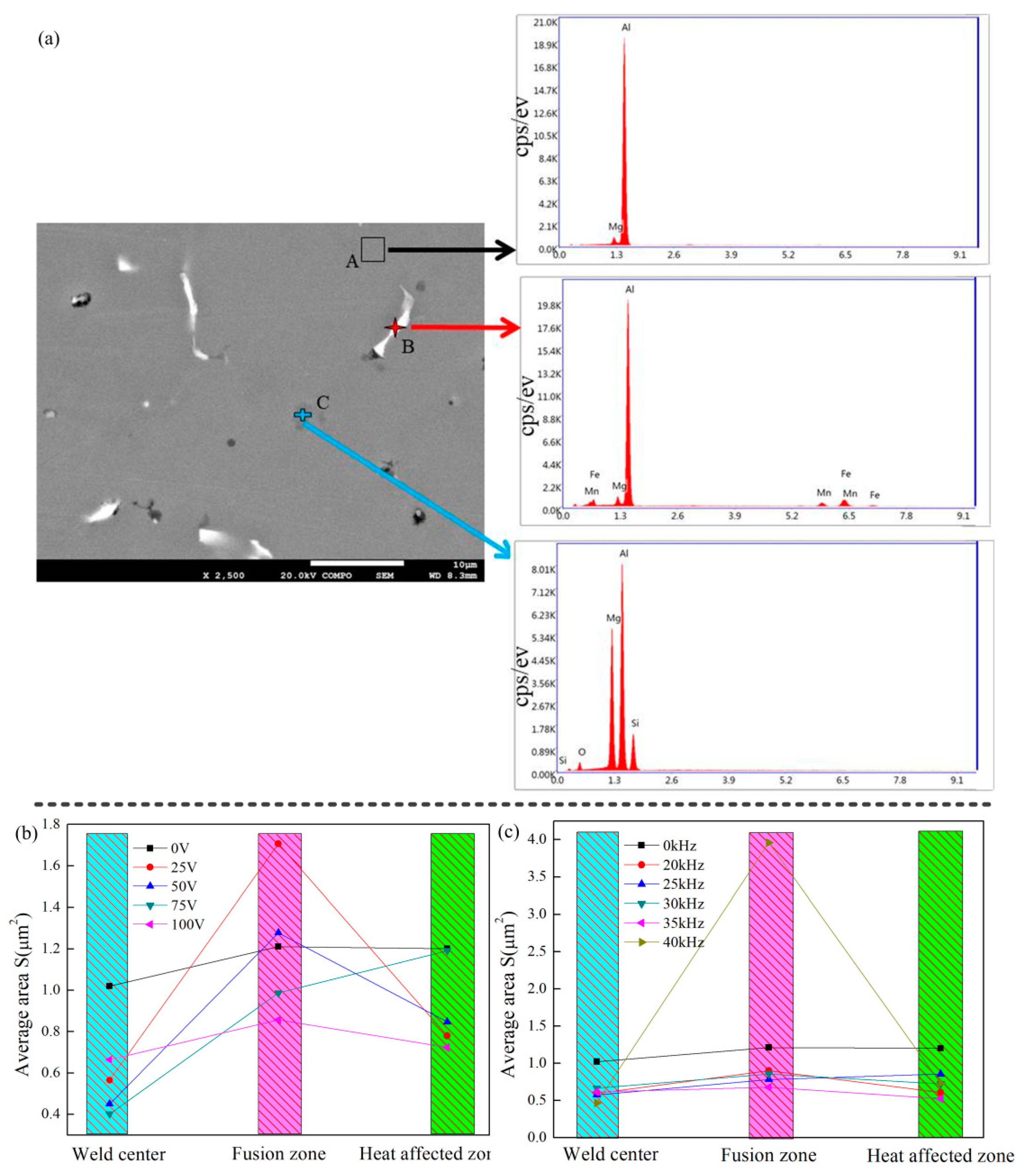
3.3. Microstructure
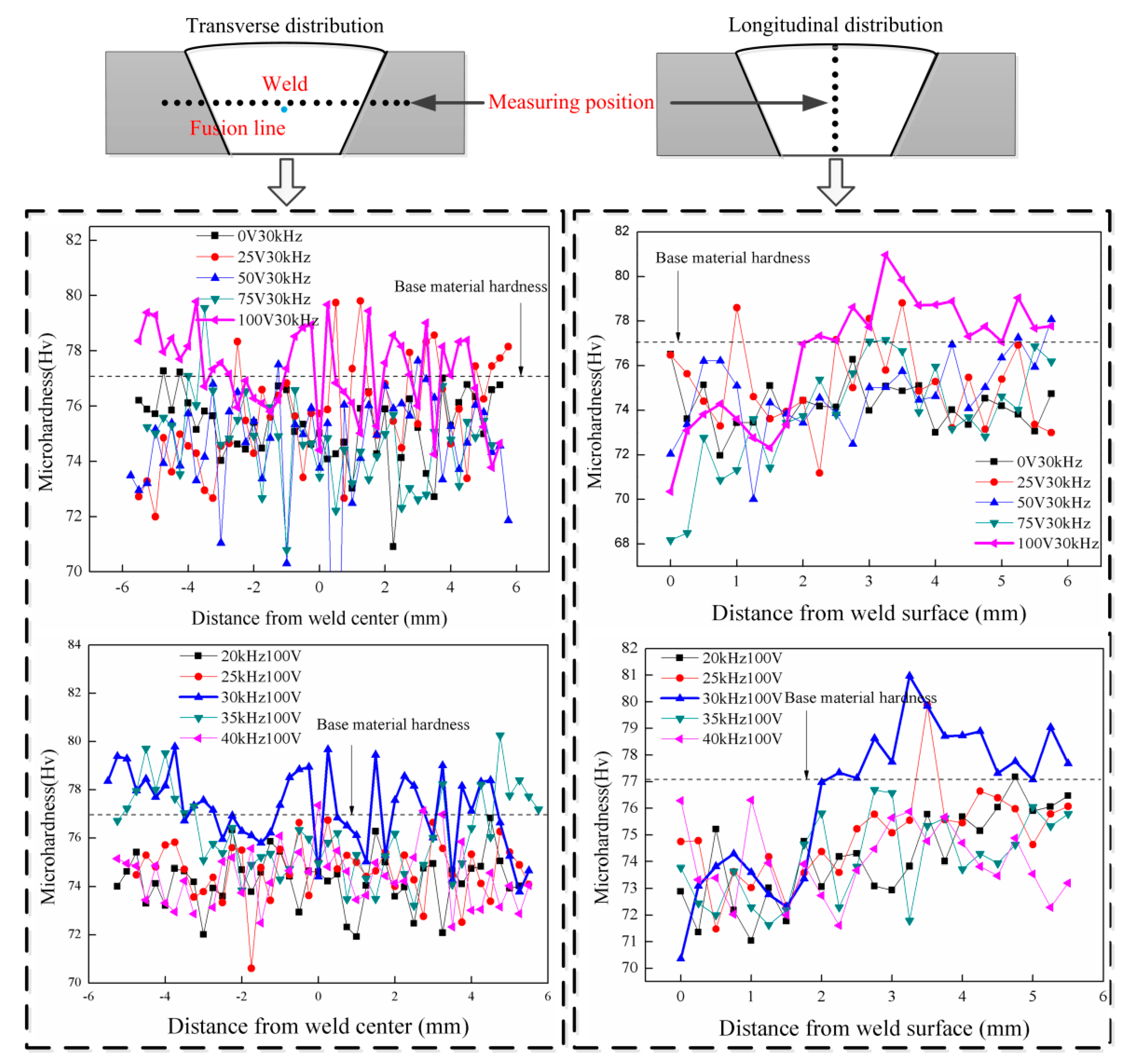
3.4. Hardness
4. Discussion
4.1. Mechanism of Weld Width Variation
4.2. Mechanism of Microstructure Refinement
4.3. Hardness Improvement Mechanism
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xie, W.F.; Fan, C.L.; Yang, C.L.; Lin, S.B.; Zhang, Y.Q. Characteristics of acoustic-controlled arc in ultrasonic wave-assisted arc. Acta Phys. Sin. 2015, 64, 412–420. [Google Scholar]
- Sun, Q.J.; Lin, S.B.; Yang, C.L.; Fan, Y.Y.; Zhao, G.Q. The arc characteristic of ultrasonic assisted TIG welding. China Weld. 2018, 17, 52–57. [Google Scholar]
- Fan, Y.Y.; Fan, C.L.; Yang, C.L.; Liu, W.G.; Lin, S.B. Research on short circuiting transfer modeof ultrasonic assisted MIGW method. Sci. Technol. Weld. Join. 2012, 17, 186–190. [Google Scholar] [CrossRef]
- Dai, W.L. Effects of high-intensity ultrasonic-wave emission on the weldability of aluminum alloy 7075-T6. Mater. Lett. 2002, 57, 2447–2454. [Google Scholar] [CrossRef]
- Cui, Y.; Xu, C.L.; Han, Q.Y. Microstructure improvement in weld metal using ultrasonicvibrations. Adv. Eng. Mater. 2010, 9, 161–163. [Google Scholar] [CrossRef]
- Watanabe, T.; Ookawara, S.; Seki, S.; Yanagisawa, A.; Konuma, S. The effect of ultrasonicvibration on the mechanical properties of austenitic stainless steel weld. Quart. J. Jpn. Weld. Soc. 2003, 21, 249–255. [Google Scholar] [CrossRef] [Green Version]
- Watanabe, T.; Shiroki, M.; Yanagisawa, A.; Tomohiro, S. Improvement of mechanical properties of ferritic stainless steel weld metal by ultrasonic vibration. J. Mater. Process. Tech. 2010, 210, 1646–1651. [Google Scholar] [CrossRef]
- Dong, H.G.; Yang, L.Q.; Dong, C.; Kou, S. Improving arc joining of al to steel and al tostainless steel. Mater. Sci. Eng. A 2012, 534, 424–435. [Google Scholar] [CrossRef]
- Zhang, C.L.; Wu, M.S.; Hao, H.W.; Han, Z.D. Research on resonance mechanism of arc-ultrasonic. J. Mater. Sci. Technol. 2000, 16, 525–528. [Google Scholar]
- He, L.B.; Wu, M.S.; Li, L.M.; Hao, H.W. Ultrasonic generation by exciting electric arc: A tool for grain refinement in welding process. Appl. Phys. Lett. 2006, 89, 131504. [Google Scholar] [CrossRef]
- Wang, D.Q.; Hua, C.; Lu, H. Numerical analysis of ultrasonic waves in the gas tungsten arc welding (GTAW) with ultrasonic excitation of current. Int. J. Heat. Mass Transf. 2020, 158, 119847. [Google Scholar] [CrossRef]
- Zhu, Q.; Lei, Y.C.; Wang, Y.L.; Huang, W.; Xiao, B.; Ye, Y.M. Effects of arc-ultrasonic on pores distribution and tensile property in TIG welding joints of MGH956 alloy. Fusion Eng. Des. 2014, 89, 2964–2970. [Google Scholar] [CrossRef]
- Wang, Y.J.; Liu, W.H.; Wang, D.Q.; Yu, C.; Xu, J.J.; Lu, H.; Chen, J.M. Simultaneously enhanced strength and ductility of TIG welds in Inconel 718 super-alloy via ultrasonic pulse current. Mat. Sci. Eng. A-Struct. 2021, 807, 140894. [Google Scholar] [CrossRef]
- Lei, Y.C.; Wang, Z.W.; Chen, X.Z. Effect of arc-ultrasound on microstructures and mechanical properties of plasma arc welded joints of SiCp/Al MMCs. Trans. Nonferrous Met. Soc. China 2011, 21, 272–277. [Google Scholar] [CrossRef]
- Lei, Y.C.; Xue, H.L.; Hu, W.X.; Liu, Z.Z.; Yan, J.C. Effect of arc ultrasonic vibration on microstructure of joint of plasma arc ‘in situ’ welding of SiCp /6061Al. Sci. Technol. Weld. Join. 2011, 16, 575–580. [Google Scholar] [CrossRef]
- Chen, X.Z.; Shen, Z.; Wang, J.J.; Chen, J.; Lei, Y.C.; Huang, Q.Y. Effects of an ultrasonically excited TIG arc on CLAM steel weld joints. Int. J. Adv. Manuf. Technol. 2012, 60, 537–544. [Google Scholar] [CrossRef]
- He, L.B.; Li, L.M.; Hao, H.W.; Wu, M.S.; Zhou, R.L. Grain refinement and high performance of titanium alloy joint using arc-ultrasonic gas tungsten arc welding. Int. Sci. Technol. Weld. Join. 2006, 11, 72–74. [Google Scholar] [CrossRef]
- Yang, M.X.; Qi, B.J.; Cong, B.Q. Study on electromagnetic force in arc plasma with UHFP-GTAW of Ti–6Al–4V. IEEE Trans. Plasma. Sci. 2013, 41, 2561–2567. [Google Scholar] [CrossRef]
- Voigt, A.L.; Cunha, T.V. Research on effects of arc excited ultrasonic on fusion and heat affected zone in submerged arc welding. Soldagem Inspeção 2016, 21, 354–362. [Google Scholar] [CrossRef] [Green Version]
- Huang, P.F.; Ding, B.; Hu, Y.T.; Zhou, Z.; Lu, Z.Y. Study on arc profile of high frequency TIG welding. Trans. China Weld. Inst. 2018, 39, 029–032. [Google Scholar]
- Zhao, J.R.; Li, Y.D. Control over arc of pulsed high frequency TIG welding and high frequency effect. J. Tianjin. Univ. 1989, 3, 25–32. (In Chinese) [Google Scholar]
- Li, H.L.; Cui, Z.X.; Liu, S.X.; Ma, Q.; Yao, Y.Q.; Lei, Y.C. Acoustic-electric characteristics and process of ultrasonic-arc MIG welding of 6061 aluminum alloy. Acta Aeronaut. Astronaut. Sin. 2021, 42, 1–8. (In Chinese) [Google Scholar]
- Chen, Q.H.; Lin, S.B.; Yang, C.L.; Fan, C.L. Effect of applying ultrasonic during TIG welding on appearance of welded joint of aluminum alloy. Trans. China Weld. Inst. 2016, 37, 67–70. [Google Scholar]
- Han, Y.F.; Shu, D.; Wang, J.; Sun, B.D. Microstructure and grain refining performance of Al-5Ti-1B master alloy prepared under high-intensity ultrasound. Mater. Sci. Eng. A 2006, 430, 326–331. [Google Scholar] [CrossRef]
- Chen, Q.H.; Lin, S.B.; Yang, C.L.; Fan, C.L.; Ge, H.L. Effect of ultrasound on heterogeneous nucleation in TIG welding of Al–Li alloy. Acta Metall. Sin. (Engl. Lett.) 2016, 29, 1081–1088. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| NO | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|
| Excitation voltage (V) | 0 | 25 | 50 | 75 | 100 | 100 | 100 | 100 | 100 |
| Excitation frequency (kHz) | 0 | 30 | 30 | 30 | 30 | 20 | 25 | 35 | 40 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Q.; Wang, C.; Wang, Y.; Wang, J.; Lin, S.; Wang, J. Comprehensive Effect of Arc and Ultrasonic Energy on MIG Arc Ultrasonic Welding. Materials 2021, 14, 4884. https://doi.org/10.3390/ma14174884
Chen Q, Wang C, Wang Y, Wang J, Lin S, Wang J. Comprehensive Effect of Arc and Ultrasonic Energy on MIG Arc Ultrasonic Welding. Materials. 2021; 14(17):4884. https://doi.org/10.3390/ma14174884
Chicago/Turabian StyleChen, Qihao, Chengcheng Wang, Yihao Wang, Jiahui Wang, Sanbao Lin, and Jiayou Wang. 2021. "Comprehensive Effect of Arc and Ultrasonic Energy on MIG Arc Ultrasonic Welding" Materials 14, no. 17: 4884. https://doi.org/10.3390/ma14174884