
Evolution of Precipitated Phases during Creep of G115/Sanicro25 Dissimilar Steel Welded Joints

Abstract
1. Introduction
2. Materials and Methods
3. Results
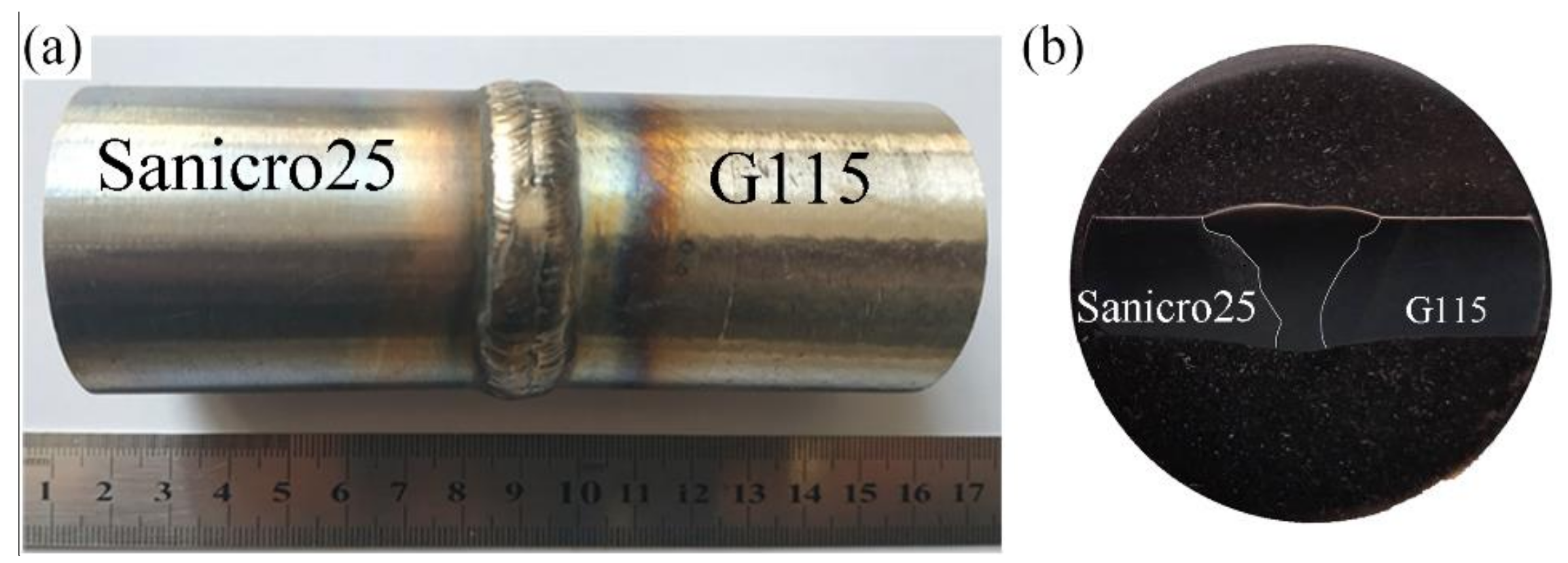
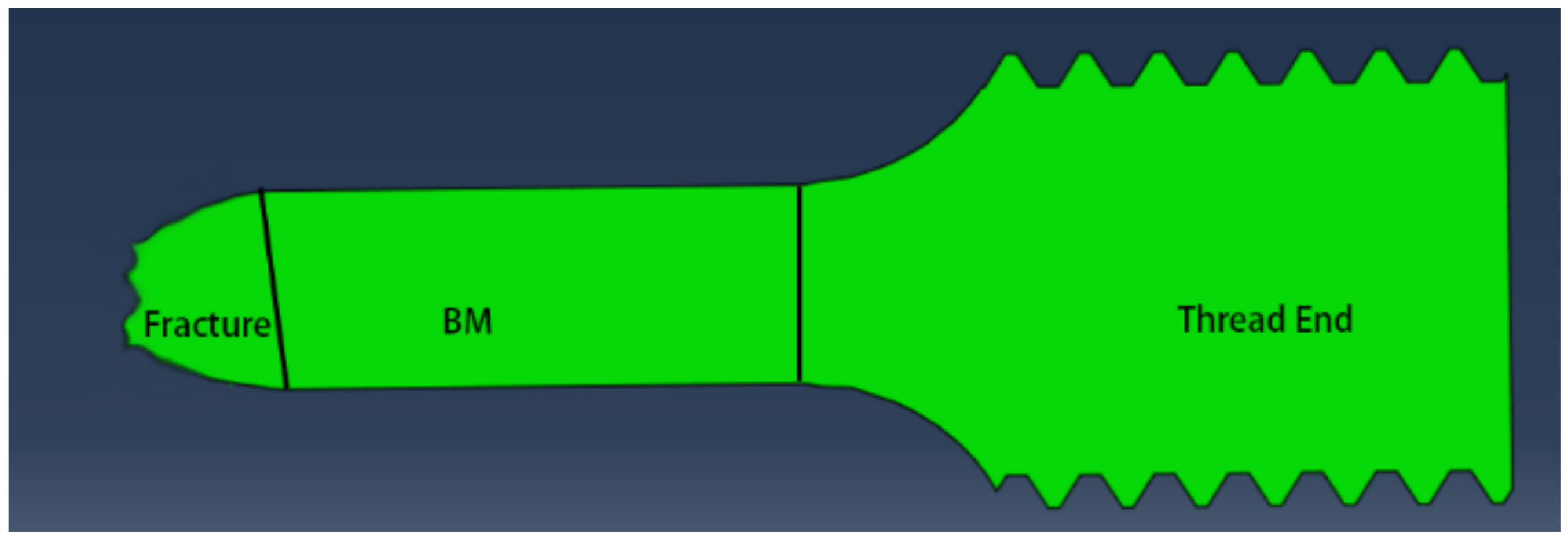
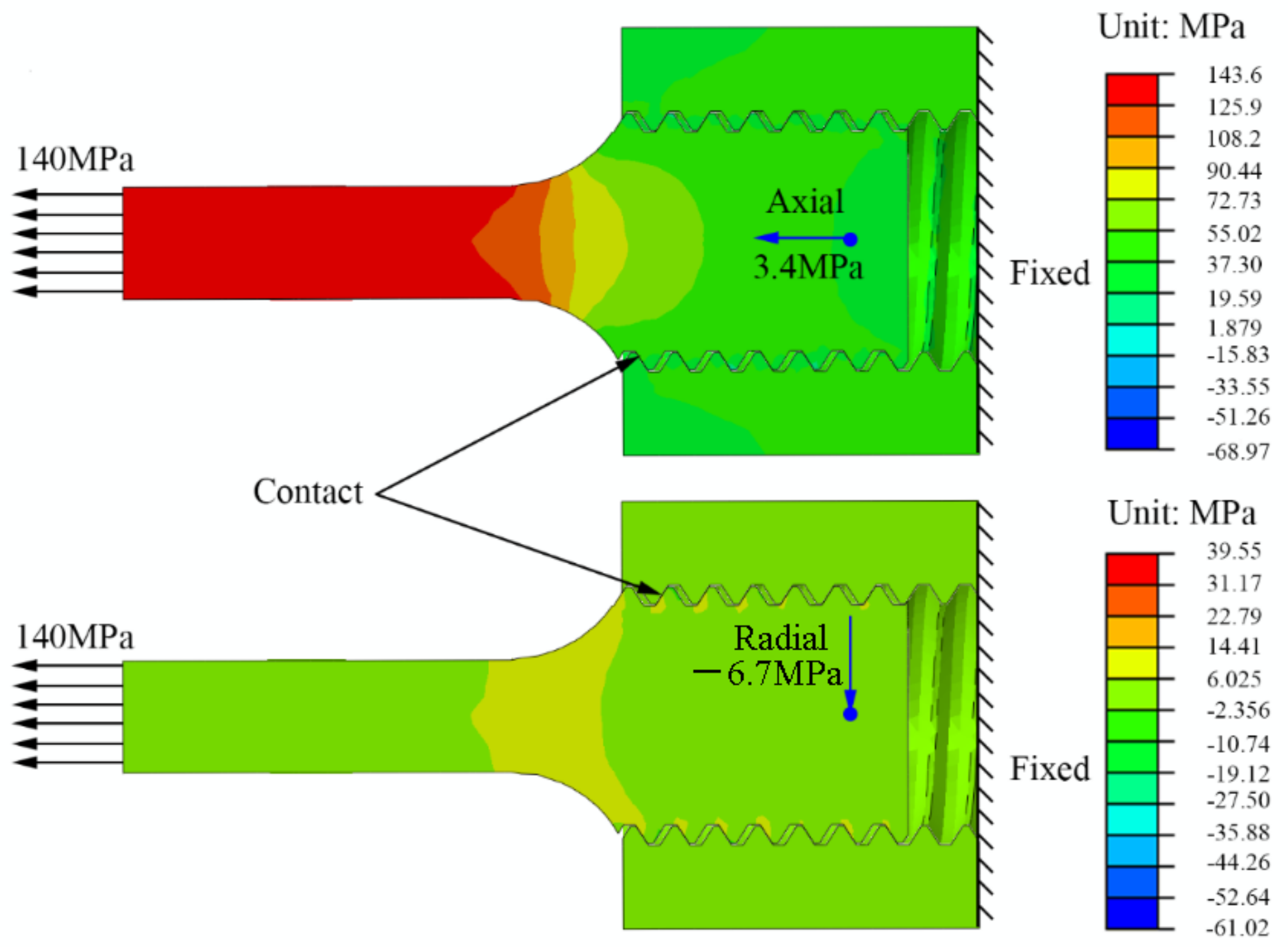
3.1. Creep Rupture of Welded Joints
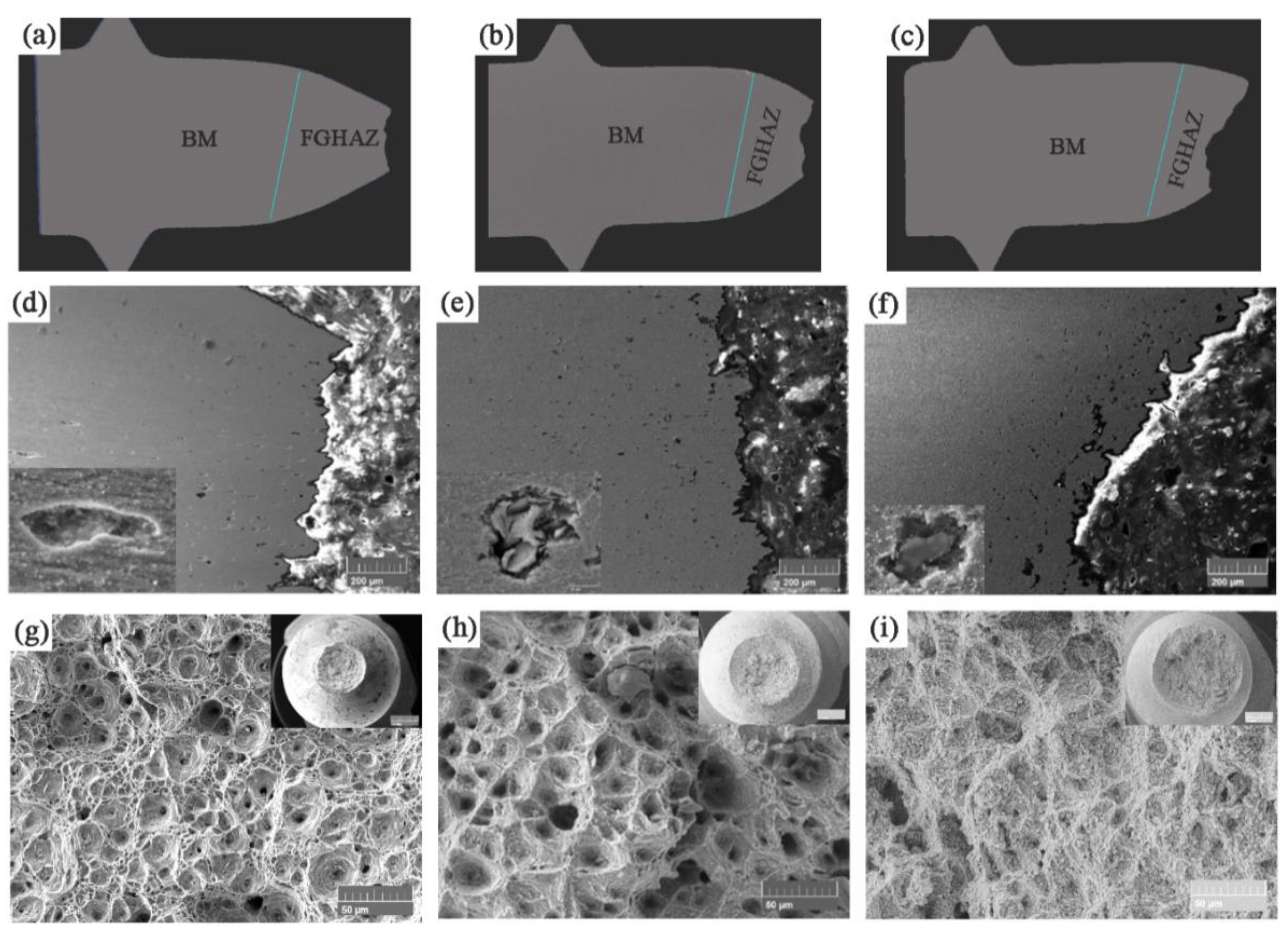
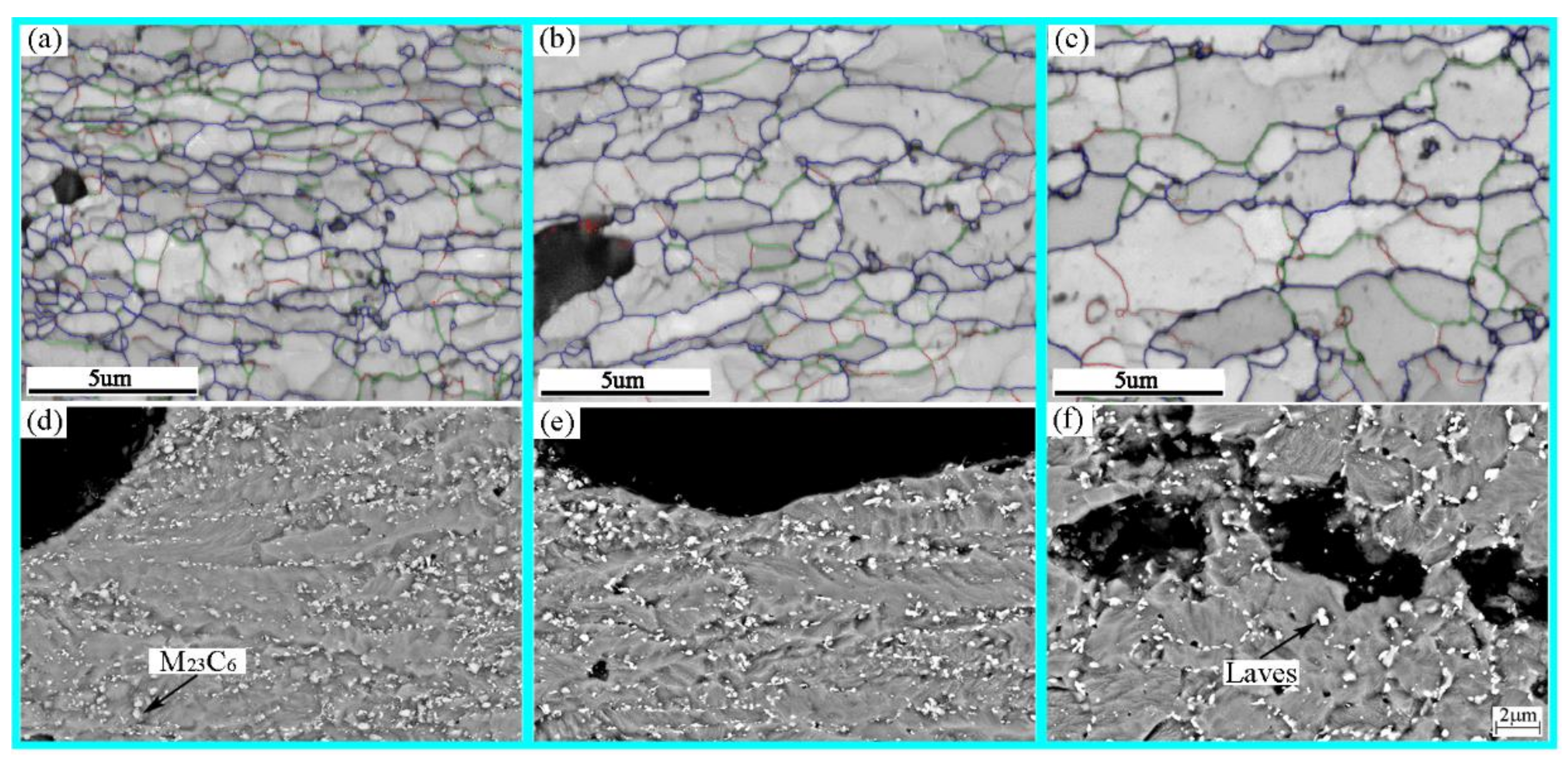
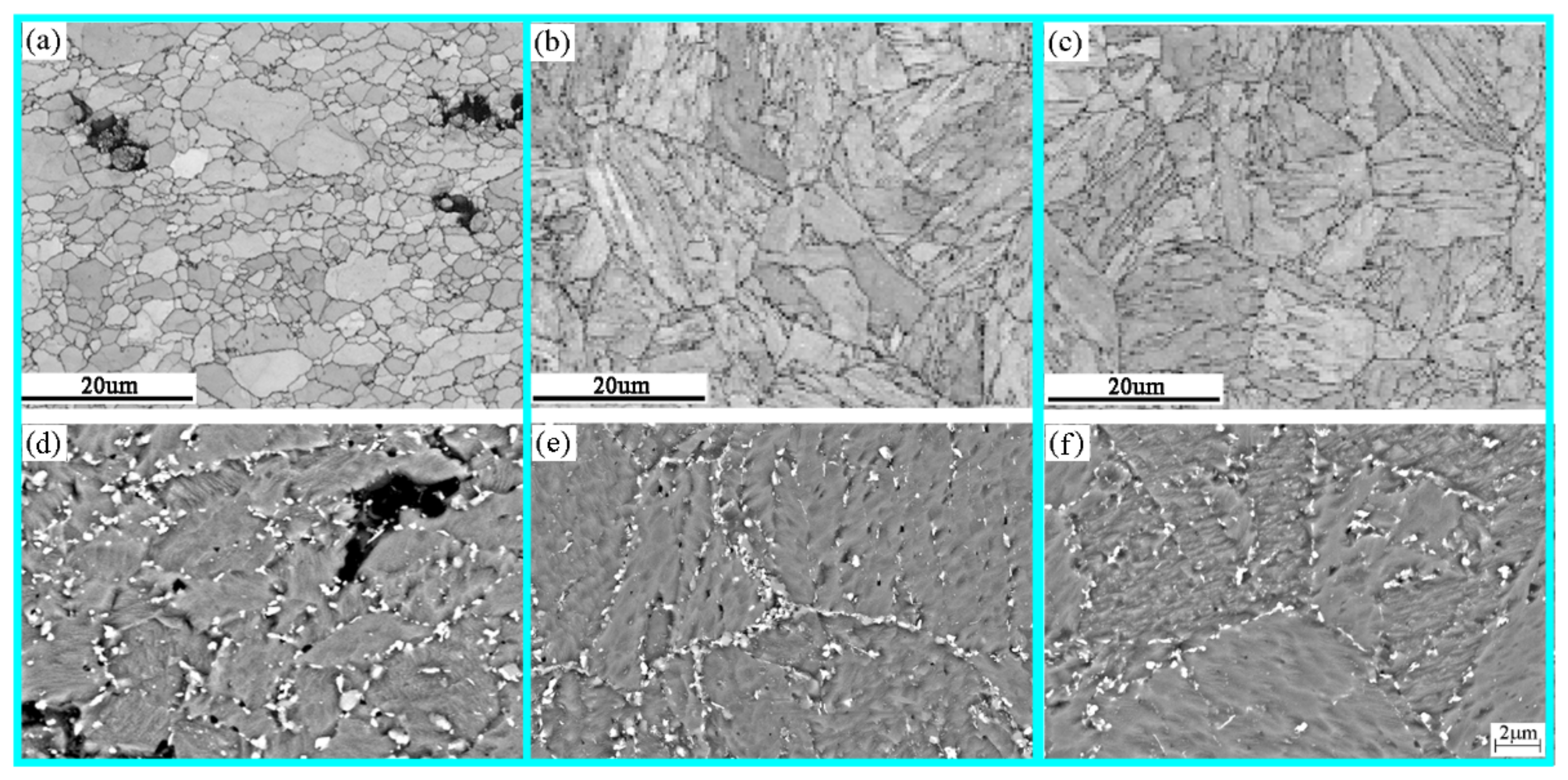
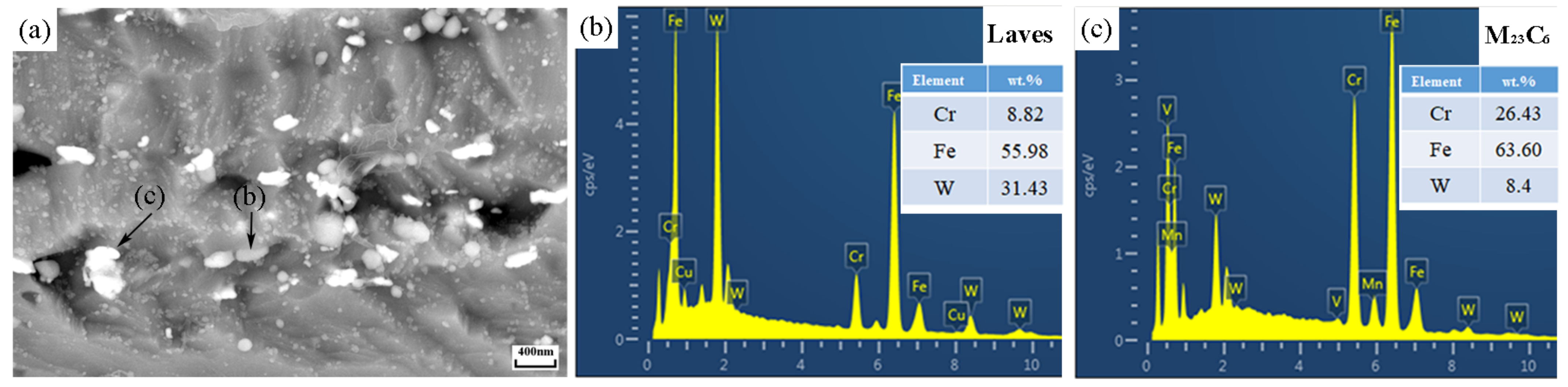
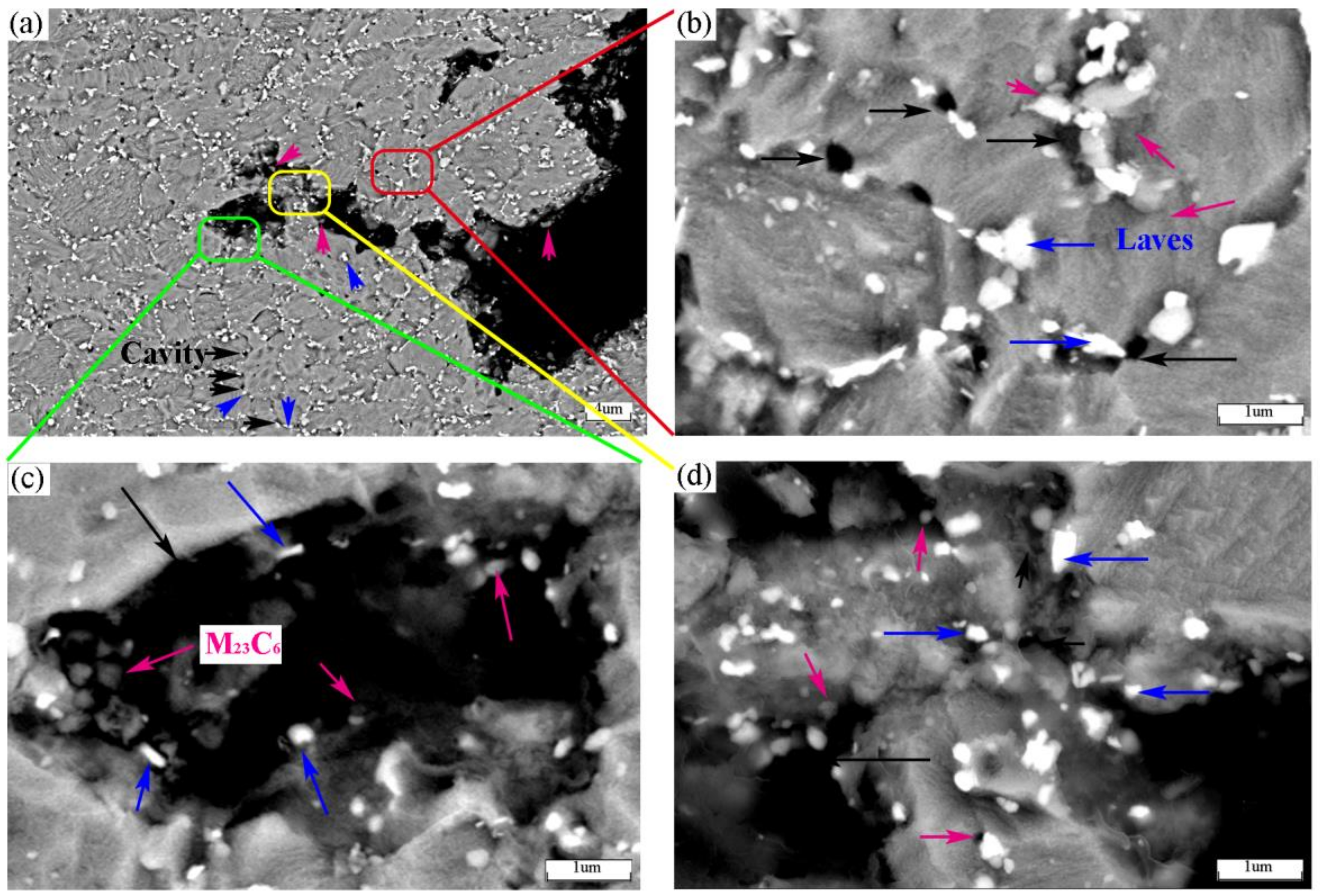
3.2. Microstructure Near the Fracture
4. Discussion
4.1. The Nucleation Mechanism of Laves Phase
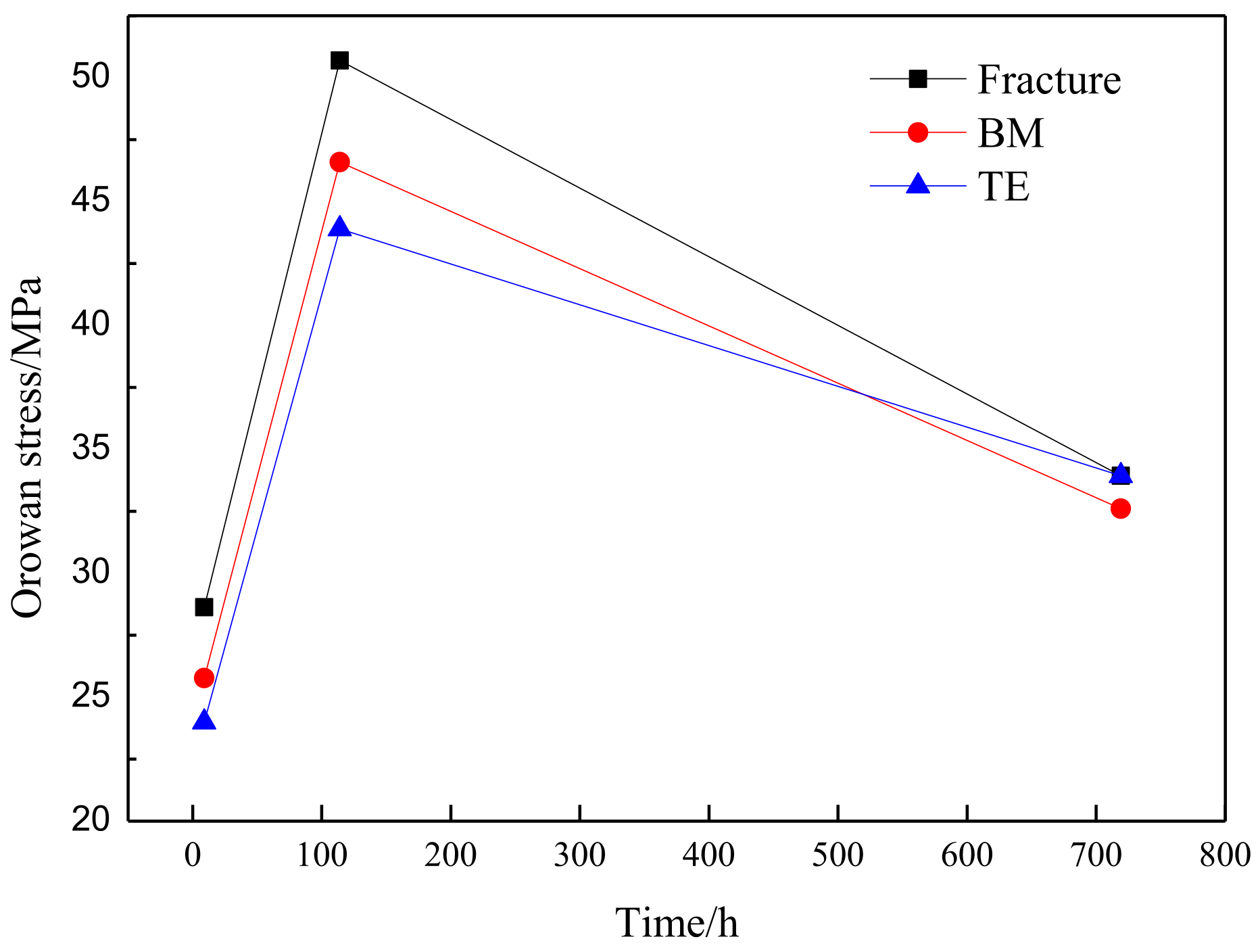
4.2. The Influence of Laves Phase on Mechanical Properties
5. Conclusions
- The fracture positions of the joints are all in the FGHAZ zone, and their microstructure is completely different from that of the base material. As the creep time increases, the fracture mode of the joint changes from toughness to brittleness. Under high stress (140 MPa), the creep rupture mechanism is overload rupture caused by the reduction of load-bearing section caused by dislocation slip. Under a stress of 100 MPa, the creep fracture mechanism is the accumulation of dislocations near the precipitated phases to form voids, the voids grow up and the connection fractures.
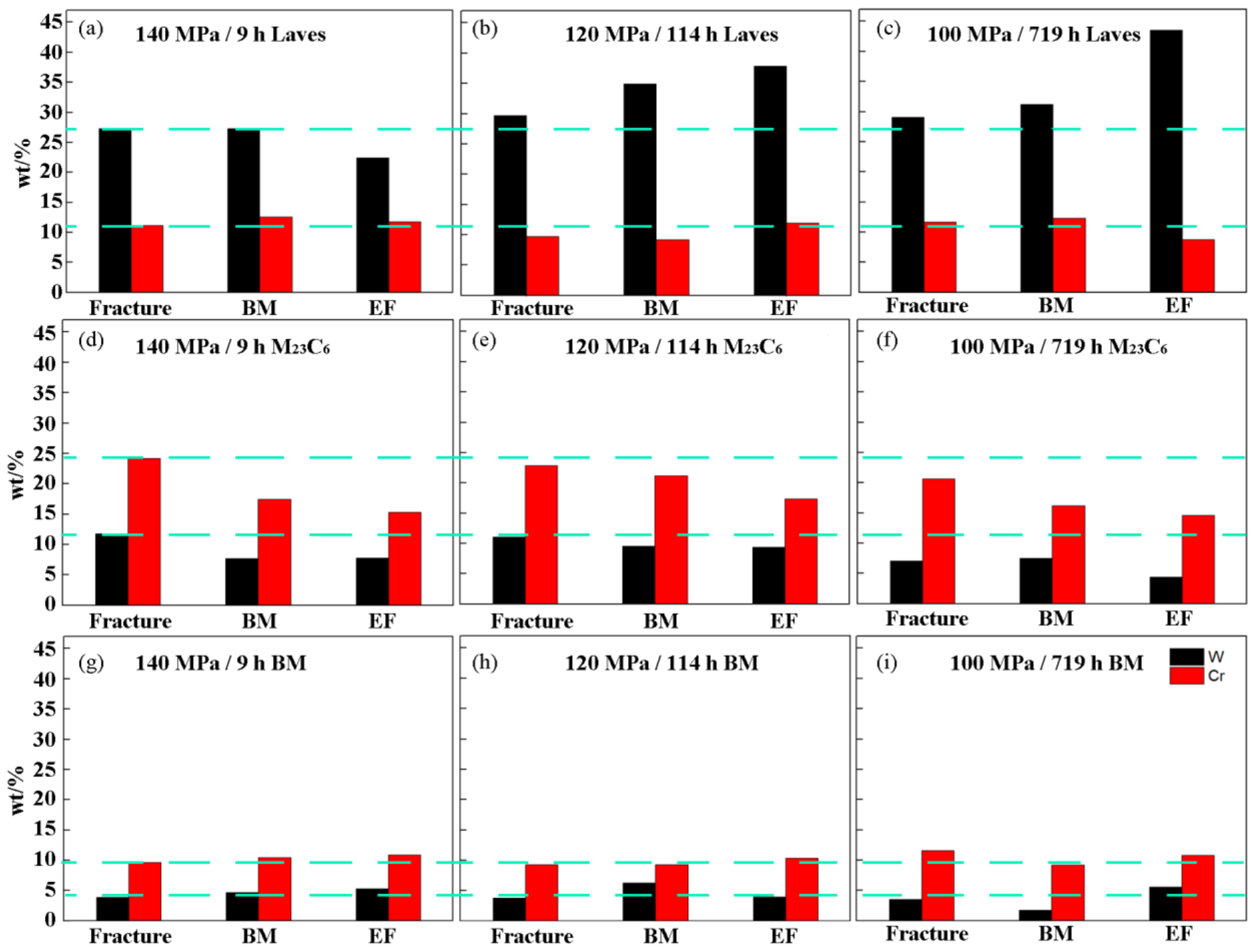
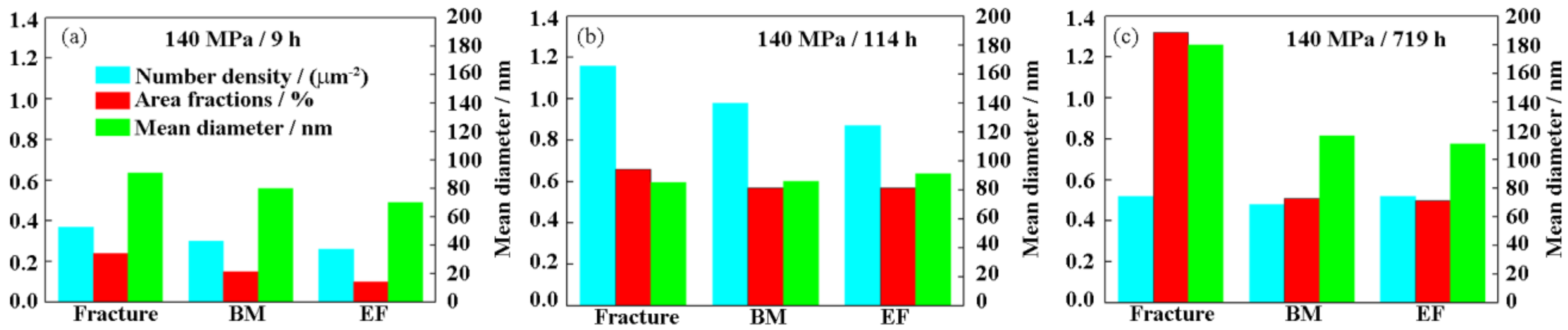
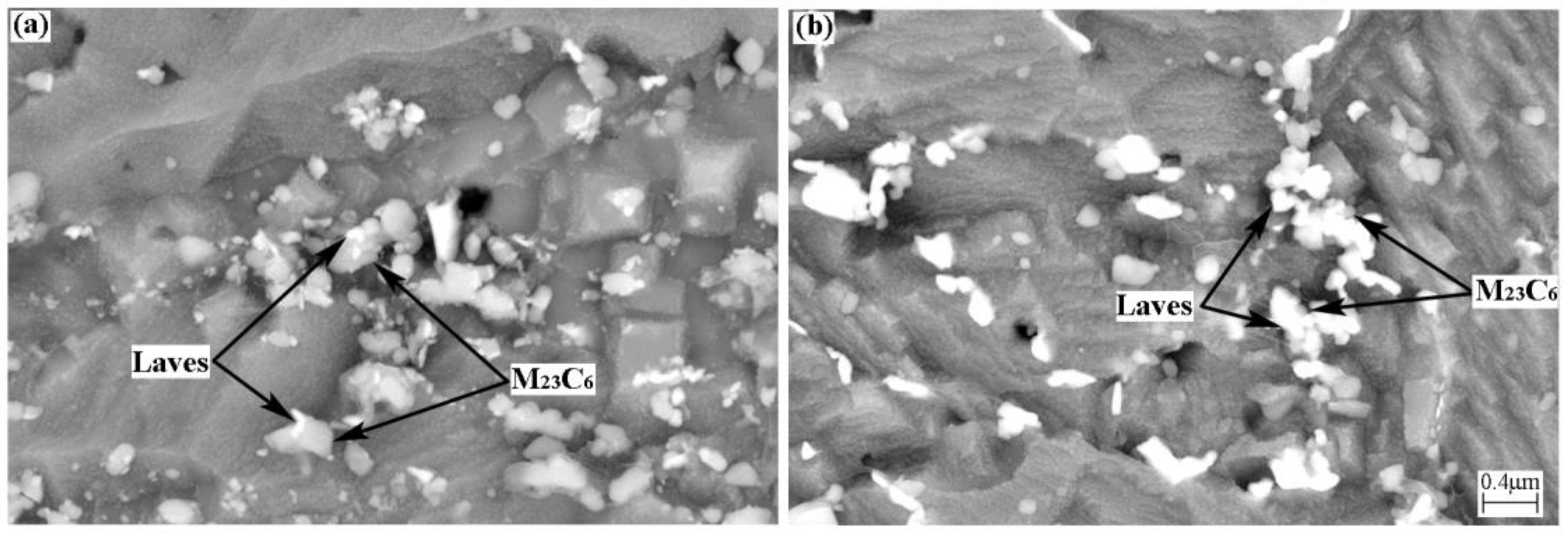
- The Laves phase has obvious nucleation and coarsening stages. There are two ways to nucleate the Laves phase, the main way is to attach M23C6 to nucleate and to annex M23C6. Laves in the nucleation stage contribute to the creep strength, and the coarsening stage becomes worse. The longer the creep time, the worse the contribution of the Laves near the fracture to the creep strength.
- There are two types of cavities in the fracture section. Small cavities sprout adjacent to the Laves phase; while large cavities occupy the entire sub-crystal, there are more precipitated phases around the cavities. As the size of the Laves phase increases, the cavities are more likely to nucleate.
- Creep accelerates the coarsening rate of the Laves phase; aging increases the W content in the Laves phase.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jiang, Z.; Dong, W.; Mao, G. Summary of domestic 1000MW ultra supercritical unit technologies. Electr. Power Constr. 2007, 28, 6–13. [Google Scholar]
- Abe, F. Precipitate design for creep strengthening of 9% Cr tempered martensitic steel for ultra-supercritical power plants. Sci. Technol. Adv. Mater. 2008, 9, 013002. [Google Scholar] [CrossRef]
- Liu, Z.; Cheng, Z.; He, X.; Bao, H. Systematical Innovation of Heat Resistant Materials Used for 630~700℄Advanced Ultra-Supercritical (A-USC) Fossil Fired Boilers. Acta Metall. Sin. 2020, 56, 539–548. [Google Scholar]
- Prat, O.; Garcia, J.; Rojas, D.; Carrasco, C.; Inden, G. Investigations on the growth kinetics of Laves phase precipitates in 12% Cr creep-resistant steels: Experimental and DICTRA calculations. Acta Mater. 2010, 58, 6142–6153. [Google Scholar] [CrossRef]
- Eggeler, G. The effect of long-term creep on particle coarsening in tempered martensite ferritic steels. Acta Metall. 1989, 37, 3225–3234. [Google Scholar] [CrossRef]
- Aghajani, A.; Somsen, C.; Eggeler, G. On the effect of long-term creep on the microstructure of a 12% chromium tempered martensite ferritic steel. Acta Mater. 2009, 57, 5093–5106. [Google Scholar] [CrossRef]
- Strang, A.; Gooch, D.J. Microstructural Development and Stability in High Chromium Ferritic Power Plant Steels; Institute of Materials: Cambridge, UK, 1997; p. 220. [Google Scholar]
- Xu, Y.; Nie, Y.; Wang, M.; Li, W.; Jin, X. The effect of microstructure evolution on the mechanical properties of martensite ferritic steel during long-term aging. Acta Mater. 2017, 131, 110–122. [Google Scholar] [CrossRef]
- Isik, M.I.; Kostka, A.; Eggeler, G. On the nucleation of Laves phase particles during high-temperature exposure and creep of tempered martensite ferritic steels. Acta Mater. 2014, 81, 230–240. [Google Scholar] [CrossRef]
- Isik, M.; Kostka, A.; Yardley, V.; Pradeep, K.; Duarte, M.; Choi, P.; Raabe, D.; Eggeler, G. The nucleation of Mo-rich Laves phase particles adjacent to M23C6 micrograin boundary carbides in 12% Cr tempered martensite ferritic steels. Acta Mater. 2015, 90, 94–104. [Google Scholar] [CrossRef]
- Sakthivel, T.; Selvi, S.P.; Parameswaran, P.; Laha, K. Influence of Thermal Ageing on Microstructure and Tensile Properties of P92 Steel. High Temp. Mater. Process. 2017, 37, 425–435. [Google Scholar] [CrossRef]
- Baek, J.W.; Nam, S.W.; Kong, B.O.; Ryu, S.H. The effect of delta-ferrite in P92 steel on the formation of laves phase and cavities for the reduction of low cycle fatigue and creep-fatigue life. In Key Engineering Materials; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2005; Volume 297, pp. 463–470. [Google Scholar]
- Liu, G.; Xu, Y.-L.; Yang, C.-X.; Xiao, X.-S.; Chen, X.-M.; Zhang, X.-K.; Meng, X.-J. Effects of Alloy Elements on Oxidation Resistance and Stress-Rupture Property of P92 Steel. Acta Met. Sin. (Engl. Lett.) 2015, 28, 129–138. [Google Scholar] [CrossRef][Green Version]
- Sakthivel, T.; Laha, K.; Parameswaran, P.; Selvi, S.P.; Chandravathi, K.S.; Mathew, M.D. Effect of Thermal Aging on Microstructure and Mechanical Properties of P92 Steel. Trans. Indian Inst. Met. 2014, 68, 411–421. [Google Scholar] [CrossRef]
- Seo, W.-G.; Suh, J.-Y.; Shim, J.-H.; Lee, H.; Yoo, K.; Choi, S.-H. Effect of post-weld heat treatment on the microstructure and hardness of P92 steel in IN740H/P92 dissimilar weld joints. Mater. Charact. 2019, 160, 110083. [Google Scholar] [CrossRef]
- Yang, M.; Zhang, Z.; Liu, Y.; Li, L.; Huang, J. Fine-grain heat affected zone softening of G115/Sanicro25 dissimilar steel welded joints after post-weld heat treatment. Int. J. Press. Vessel. Pip. 2020, 188, 104253. [Google Scholar] [CrossRef]
- Yan, P.; Liu, Z.; Bao, H.; Weng, Y.; Liu, W. Effect of microstructural evolution on high-temperature strength of 9Cr–3W–3Co martensitic heat resistant steel under different aging conditions. Mater. Sci. Eng. A 2013, 588, 22–28. [Google Scholar] [CrossRef]
- Yan, P.; Liu, Z.; Bao, H.; Weng, Y.; Liu, W. Effect of normalizing temperature on the strength of 9Cr–3W–3Co martensitic heat resistant steel. Mater. Sci. Eng. A 2014, 597, 148–156. [Google Scholar] [CrossRef]
- Watanabe, T.; Tabuchi, M.; Yamazaki, M.; Hongo, H.; Tanabe, T. Creep damage evaluation of 9Cr–1Mo–V–Nb steel welded joints showing Type IV fracture. Int. J. Press. Vessel. Pip. 2006, 83, 63–71. [Google Scholar] [CrossRef]
- Kim, M.-Y.; Kwak, S.-C.; Choi, I.-S.; Lee, Y.-K.; Suh, J.-Y.; Fleury, E.; Jung, W.-S.; Son, T.-H. High-temperature tensile and creep deformation of cross-weld specimens of weld joint between T92 martensitic and Super304H austenitic steels. Mater. Charact. 2014, 97, 161–168. [Google Scholar] [CrossRef]
- Wang, X.; Pan, Q.; Tao, Y.; Zhang, Y.; Zeng, H.; Liu, H. TYPE IV CREEP RUPTURE CHARACTERISTICS OF P92 STEEL WELDMENT. Acta Met. Sin. 2012, 48, 427–434. [Google Scholar] [CrossRef]
- Xiao, B.; Xu, L.; Zhao, L.; Jing, H.; Han, Y.; Zhang, Y. Creep properties, creep deformation behavior, and microstructural evolution of 9Cr-3W-3Co-1CuVNbB martensite ferritic steel. Mater. Sci. Eng. A 2018, 711, 434–447. [Google Scholar] [CrossRef]
- Nocedal, J.; Wright, J.S. Numerical. Optimization; Springer: New York, NY, USA, 1999. [Google Scholar]
- Falat, L.; Svoboda, M.; Výrostková, A.; Petryshynets, I.; Sopko, M. Microstructure and creep characteristics of dissimilar T91/TP316H martensitic/austenitic welded joint with Ni-based weld metal. Mater. Charact. 2012, 72, 15–23. [Google Scholar] [CrossRef]
- Zhao, L.; Jing, H.; Xu, L.; Han, Y.; Xiu, J. Experimental study on creep damage evolution process of Type IV cracking in 9Cr–0.5 Mo–1.8 W–VNb steel welded joint. Eng. Fail. Anal. 2012, 19, 22–31. [Google Scholar] [CrossRef]
- Liu, Y.; Tsukamoto, S.; Shirane, T.; Abe, F. Formation Mechanism of Type IV Failure in High Cr Ferritic Heat-Resistant Steel-Welded Joint. Met. Mater. Trans. A 2013, 44, 4626–4633. [Google Scholar] [CrossRef]
- Hahn, G.T.; Flanagan, W.F. Relations between dislocation mechanisms and fracture toughness. In Dislocation Modelling of Physical Systems; Pergamon: Gainesville, FL, USA, 1981; pp. 1–17. [Google Scholar]
- Aghajani, A. Evolution of Microstructure during Long-Term Creep of a Tempered Martensite Ferritic Steel; Ruhr-Universität Bochum: Bochum, Germany, 2009. [Google Scholar]
- Hald, J.; Korcakova, L. Precipitate stability in creep resistant ferritic steels-Experimental investigations and modelling. ISIJ Int. 2003, 43, 420–427. [Google Scholar] [CrossRef]
- Zhang, J.S. High Temperature Deformation and Fracture of Materials; Science Press: Beijing, China, 2007; p. 232. [Google Scholar]
- Li, D.; Shinozaki, K. Simulation of role of precipitate in creep void occurrence in heat affected zone of high Cr ferritic heat resistant steels. Sci. Technol. Weld. Join. 2005, 10, 544–549. [Google Scholar] [CrossRef]
- Masuyama, F. Creep degradation in welds of Mod. 9Cr-1Mo steel. Int. J. Press. Vessel. Pip. 2006, 83, 819–825. [Google Scholar] [CrossRef]
- Giroux, P.; Dalle, F.; Sauzay, M.; Malaplate, J.; Fournier, B.; Gourgues-Lorenzon, A. Mechanical and microstructural stability of P92 steel under uniaxial tension at high temperature. Mater. Sci. Eng. A 2010, 527, 3984–3993. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Cr | Co | W | V | Nb | B | Cu | Ni | Al | Ti | Mo | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| G115 | 0.094 | 8.84 | 3.01 | 2.7 | 0.17 | 0.06 | 0.013 | 0.84 | 0.03 | 0.008 | 0.01 | Bal. | |
| Sanicro25 | 0.08 | 22.5 | 1.5 | 3.6 | 0.5 | 3.0 | 25 | Bal. | |||||
| ErNiCrCoMo-1 | 0.062 | 22.43 | 11.18 | 0.01 | 54.72 | 1.22 | 0.405 | 8.82 | Bal. |
| Applied Stress (MPa) | Fracture Time (h) | Fracture Position |
|---|---|---|
| 140 | 9 | FGHAZ of G115 |
| 120 | 114 | FGHAZ of G115 |
| 100 | 719 | FGHAZ of G115 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, M.; Zhang, Z.; Li, L. Evolution of Precipitated Phases during Creep of G115/Sanicro25 Dissimilar Steel Welded Joints. Materials 2021, 14, 5018. https://doi.org/10.3390/ma14175018
Yang M, Zhang Z, Li L. Evolution of Precipitated Phases during Creep of G115/Sanicro25 Dissimilar Steel Welded Joints. Materials. 2021; 14(17):5018. https://doi.org/10.3390/ma14175018
Chicago/Turabian StyleYang, Maohong, Zheng Zhang, and Linping Li. 2021. "Evolution of Precipitated Phases during Creep of G115/Sanicro25 Dissimilar Steel Welded Joints" Materials 14, no. 17: 5018. https://doi.org/10.3390/ma14175018
APA StyleYang, M., Zhang, Z., & Li, L. (2021). Evolution of Precipitated Phases during Creep of G115/Sanicro25 Dissimilar Steel Welded Joints. Materials, 14(17), 5018. https://doi.org/10.3390/ma14175018